Перекрестная ссылка на родственные заявки
Настоящая заявка испрашивает приоритет на основании заявки на патент США №12/062999, поданной 4 апреля 2008 г., которая является частичным продолжением заявки на патент США №11/307700, поданной 17 февраля 2006 г., сейчас находится на рассмотрении, которая истребует приоритет, заявленный в предварительной заявке США №60/661736, поданной 15 марта 2005 г. Эти заявки включены в данный документ согласно ссылке во всей своей полноте.
Область техники, к которой относится изобретение
Настоящее изобретение, в целом, относится к полиэфирным емкостям, изготовленным формованием с раздувом, которые имеют внешний слой термопластика другой функциональности, такой как цвет, и в частности, к полиэфирным емкостям, в которых внешний слой имеет изменяющуюся толщину, что приводит к тому, что внешний слой имеет цветовой градиент.
Уровень техники
Важно хорошо сохранить продукт на стеллаже склада. Для многих продуктов это будет предполагать упаковку для продукта. В частности, это имеет место для продуктов, которые должны находиться внутри емкости на стеллаже склада. Это включает жидкие, гелевые, вязкие и порошкообразные продукты. Поскольку такие продукты обычно не будут отчетливо видны во время покупки, решение купить продукт будет зависеть от презентации продукта. Это включает исполнение емкости, окраску и графическое оформление емкости. Целью настоящего изобретения является исполнение и окраска емкости. Многие из используемых в настоящее время емкостей являются термопластичными емкостями, такими как полиэфирные емкости, которые изготавливаются формованием с раздувом из преформ. Преформа может быть бесцветной или может иметь цвет. Она имеет форму удлиненной трубки и обычно будет иметь резьбу на верхнем открытом конце. Верхний конец будет по существу таким же на емкости, как и на преформе. При формовании с раздувом емкости преформа нагревается для размягчения термопластика так, чтобы он мог деформироваться во время операций растяжения и раздува. Преформа формуется с раздувом и вытяжкой в пресс-форме, где полость пресс-формы имеет внутреннюю форму, противоположную внешней форме емкости, которая формуется с раздувом и вытяжкой. Шток вытягивает преформу продольно, в то время как преформа выдувается главным образом поперечно посредством газа высокого давления. Сформованная с раздувом емкость будет иметь цвет преформы и форму полости преформы.
При обычном способе изготовления емкости на основе термопластика, такой как емкость на основе полиэфира, емкость может быть бесцветной или иметь определенный цвет. Она будет бесцветной или будет иметь один цвет с преформой. Вся преформа, включая резьбовое горлышко, будет иметь один и тот же цвет. Тогда задача заключается в том, как эффективно улучшить эстетический вид емкости. С использованием процессов настоящего изобретения могут быть изготовлены преформы и емкости, имеющие внешний цветовой градиент, а также множество цветов, размещенных продольно вдоль емкости. Это множество цветов также может быть в форме цветовых градиентов. Это осуществляется посредством наформованного термопластичного слоя на часть или большую часть преформы или емкости. Кроме того, емкости могут иметь изменяющиеся цвета за счет цветовой дифференциации и сочетания цветов. При дифференциации цветов преформа может иметь первый цвет и наформованный термопластичный слой - другой цвет, при этом каждый отдельно имеет различные цвета. При цветовом сочетании преформа будет иметь первый цвет и наформованный слой - дополнительный цвет с тем, чтобы можно было воспринимать третий цвет посредством света, проходящего через два слоя. Сочетание цветов будет иметь место, если наформованный слой имеет градиент толщины по всей стенке емкости. Это будет более очевидно в емкости, изготовленной формованием с раздувом из преформы, в которой наформованный слой имеет уменьшающуюся толщину (градиент), предусматривая, что цвет емкости будет восприниматься смешанным с цветом наформованного слоя и создавать оттенок третьего цвета. В качестве примера преформа первого цвета и наформованный слой второго цвета будут давать каждый из этих цветов, где другой цвет визуально отсутствует, и варьирующееся сочетание в областях, в которых имеет место градиент по толщине наформованного слоя так, что свет отражается от обоих цветов. Таким образом, синяя емкость будет давать синий цвет на одном конце, где нет наформованного слоя, и зеленый цвет на другом конце, где визуально воспринимается только наформованный зеленый слой, при этом имеет место смешение двух цветов между каждым концом. Это будет создавать большое число способов для декорирования емкости. Емкость также может быть декорирована посредством использования цвета продукта, находящегося внутри емкости.
Целью предшествующего уровня техники является формование полиэфирных преформ и покрытие этих преформ покрытием из барьерного материала. Это будут влаго- и/или газонепроницаемые материалы. Затем преформы формуются с раздувом посредством обычных процессов и оборудования для образования желаемой емкости. Обычно они представляют емкости для напитков. Такие преформы и емкости описаны в патенте США №6391408, патенте США №6808820 и патенте США №6939591. Целью этих патентов является изготовление емкостей с улучшенными барьерными свойствами. В этих патентах не раскрыто как значительно улучшить эстетический вид емкостей и различные физические свойства. Наформовывание полиэфирных преформ и емкостей эластомерами изложено в родственной заявке настоящего заявителя на патент США №11/3077009, зарегистрированной 17 февраля 2007 г.
Сущность изобретения
Целью настоящего изобретения являются емкости, изготовленные формованием с раздувом, имеющие слой корпуса емкости и наформованный слой, емкости, изготовленные формованием с раздувом, имеющие корпус емкости и дозирующее выходное отверстие емкости, по меньшей мере, участок корпуса емкости, имеющий термопластичный слой корпуса емкости и термопластичный наформованный слой, при этом слой корпуса емкости является прозрачным или имеет первый цвет и наформованный слой имеет второй цвет. Емкость имеет первый конец и второй конец, дозирующее выходное отверстие емкости на первом конце и основание емкости на втором конце. Здесь может быть множество наформованных слоев на слой корпуса емкости. Градиент толщины наформованного слоя(ев) может изменяться от первого конца ко второму концу или от второго конца к первому концу. В первом варианте осуществления градиент толщины наформованного слоя является больше на втором конце, чем на первом конце, при этом цвет корпуса емкости становится темнее на втором конце, чем на первом конце, и во втором варианте осуществления градиент толщины наформованного слоя является больше на первом конце, чем на втором конце, при этом цвет корпуса емкости становится темнее на первом конце, чем на втором конце. Это будет создавать визуальный цветовой градиент от одного конца к другому концу.
Первый цвет и второй цвет могут быть дополнительными цветами, причем при смешении цветов образуется третий цвет. Цвета смешиваются, если толщина наформованного слоя достаточно тонкая для того, чтобы свет проходил через слой корпуса емкости и наформованный слой. Первый и/или второй цвет может содержать множество цветов из образца набора цветов.
Преформа для изготовления емкостей формованием с раздувом имеет первый конец и второй конец, при этом первый конец является открытым и образует выходное отверстие для дозирования формованной с раздувом емкости и второй конец является закрытым и образует основание емкости, преформа, имеющая слой корпуса преформы и наформованный слой преформы, причем слой корпуса преформы является по существу прозрачным или имеет первый цвет и наформованный слой преформы имеет второй цвет. Здесь возможно множество наформованных слоев преформы. Толщина наформованного слоя(ев) преформы может изменяться от первого конца ко второму концу. Толщина наформованного слоя(ев) в одном варианте осуществления является больше на втором конце, чем на первом конце, при этом цвет преформы становится темнее на втором конце, чем на первом конце, и в другом варианте осуществления является больше на первом конце, чем на втором конце, причем цвет преформы становится темнее на первом конце, чем на втором конце. Если имеется множество наформованных слоев, один или более слоев могут иметь постоянную толщину или градиент толщины.
Емкость, изготовленная формованием с раздувом, и преформа имеют слой корпуса, который является термопластичным слоем емкости, и наформованный слой является термопластичным слоем, предпочтительно неэластомерным термопластичным слоем. Термопластик преформы выбирают из группы, состоящей из полиэтиленового терефталата, полибутилентерефталата и полиэтиленового нафталата. Наформованный слой выбирают из группы, состоящей из полиэтиленового терефталата, полибутилентерефталата, полиэтиленового нафталата, полиэтиленовых полимеров, полиэтиленовых сополимеров, полипропиленовых полимеров, полипропиленовых сополимеров и винильных сополимеров.
Цвет слоя корпуса и цвет наформованного слоя будут смешиваться в областях преформы и емкости, где наформованный слой имеет толщину, которая обеспечивает восприятие цвета слоя корпуса. В зависимости от толщины этого наформованного слоя смешение цвета будет изменяться в зависимости от толщины наформованного слоя. В варианте осуществления, в котором наформованный слой является толстым на одном конце и отсутствует на другом конце с переходом от наличия толщины к отсутствию наформованного слоя. Преформа и емкость, изготовленная формованием с раздувом, будут иметь цвет наформованного слоя на одном конце и цвет слоя корпуса емкости на другом конце. Между одним концом и другим концом будет иметь место смешение цветов, что будет создавать различные оттенки третьего цвета. Емкость, изготовленная формованием с раздувом, будет иметь уникальное и художественное оформление по отношению к обычной непрозрачной или прозрачной емкости. В другом варианте осуществления продукт в емкости может иметь цвет, который может восприниматься через слой корпуса емкости и наформованный слой. В зависимости от глубины цвета слоя корпуса и глубины цвета наформованного слоя цвет продукта может быть частью цветового смешения на участках емкости, где цвет продукта может восприниматься через слой корпуса емкости и наформованный слой. Там, где слой корпуса емкости является по существу прозрачным (означает, что продукт в емкости может быть визуально воспринимаемым через стенку емкости), цвет продукта будет смешанным цветом посредством наформованного слоя(ев) в областях, в которых может восприниматься цвет продукта. Там, где наформованный слой имеет форму с градиентом по толщине, цвет продукта будет восприниматься в области уменьшенной толщины наформованного слоя(ев). В областях, в которых нет наформованных слоев, будет восприниматься только цвет продукта.
Наформованный слой может находиться на всем или части слоя корпуса преформы и емкости, изготовленной формованием с раздувом из этой преформы. Кроме того, наформованный слой может иметь вид множества продольных полос на слое корпуса с полосами, имеющими различные цвета. Каждая из этих полос может иметь толщину от одного конца к другому концу, и она может изменяться от полосы к полосе. Окончательным результатом является широкий диапазон возможных цветовых изменений для емкости, что будет улучшать его эстетический вид на стеллаже склада и впоследствии в резиденции покупателя.
Краткое описание чертежей
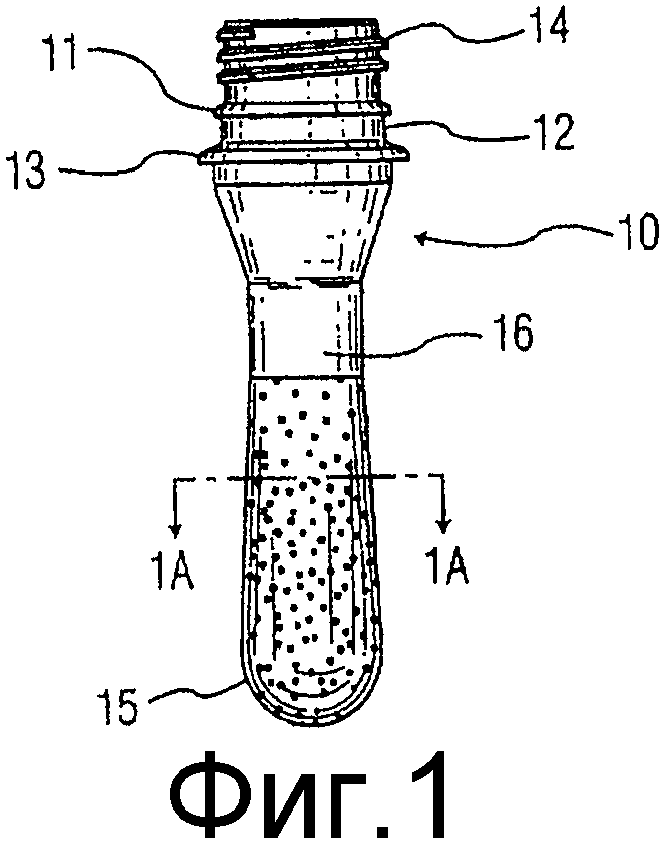
Фиг.1 представляет вертикальную проекцию преформы емкости с нижним участком, сформованным поверхностно с термопластичным полимером, имеющим цвет.
Фиг.1А представляет вид в разрезе преформы согласно фиг.1 по линии 1А-1А.
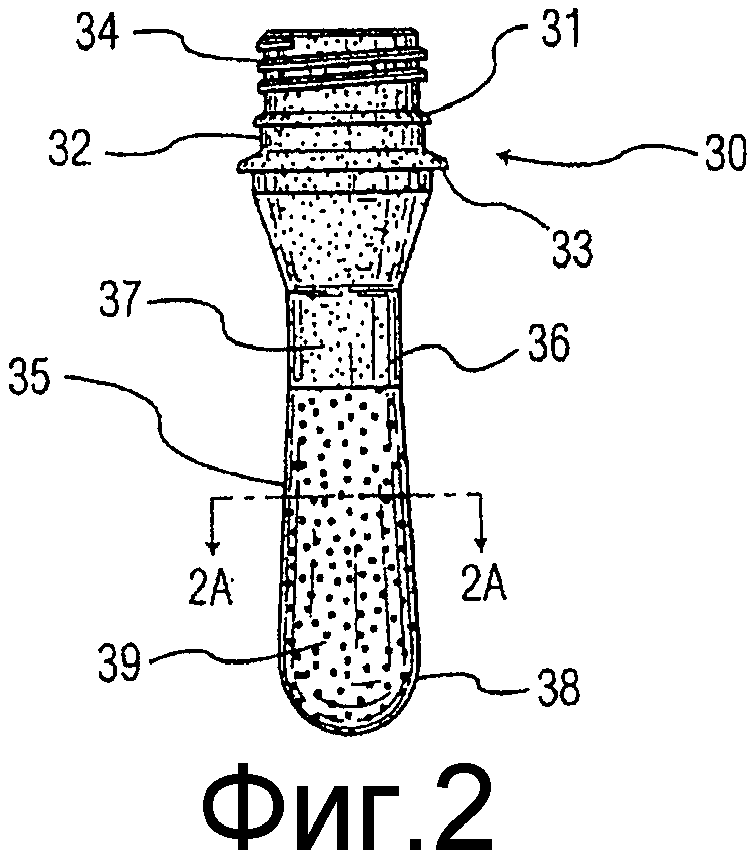
Фиг.2 представляет вертикальную проекцию преформы емкости первого цвета и нижнего участка, сформованного поверхностно с термопластичным полимером второго цвета.
Фиг.2А представляет вид в разрезе преформы согласно фиг.2 по линии 2А-2А.
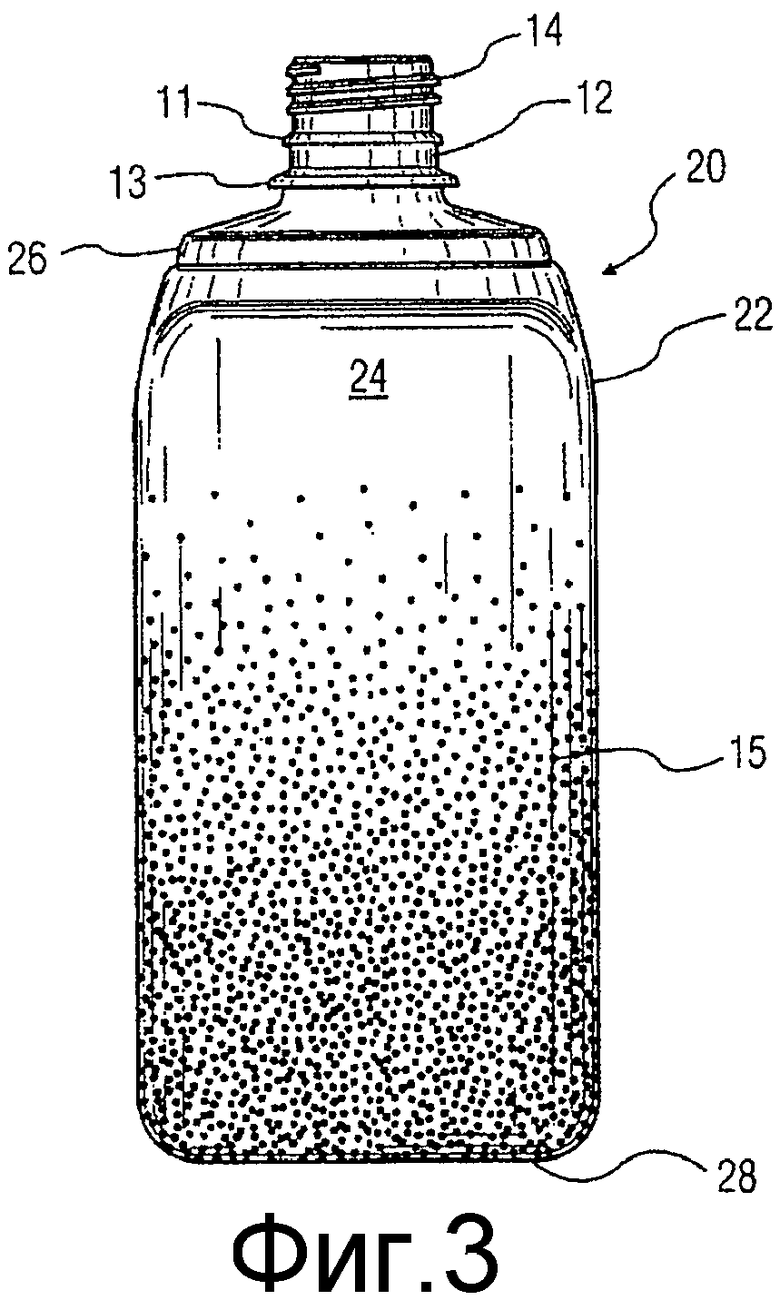
Фиг.3 представляет вертикальную проекцию емкости, формованную с раздувом из преформы согласно фиг.1.
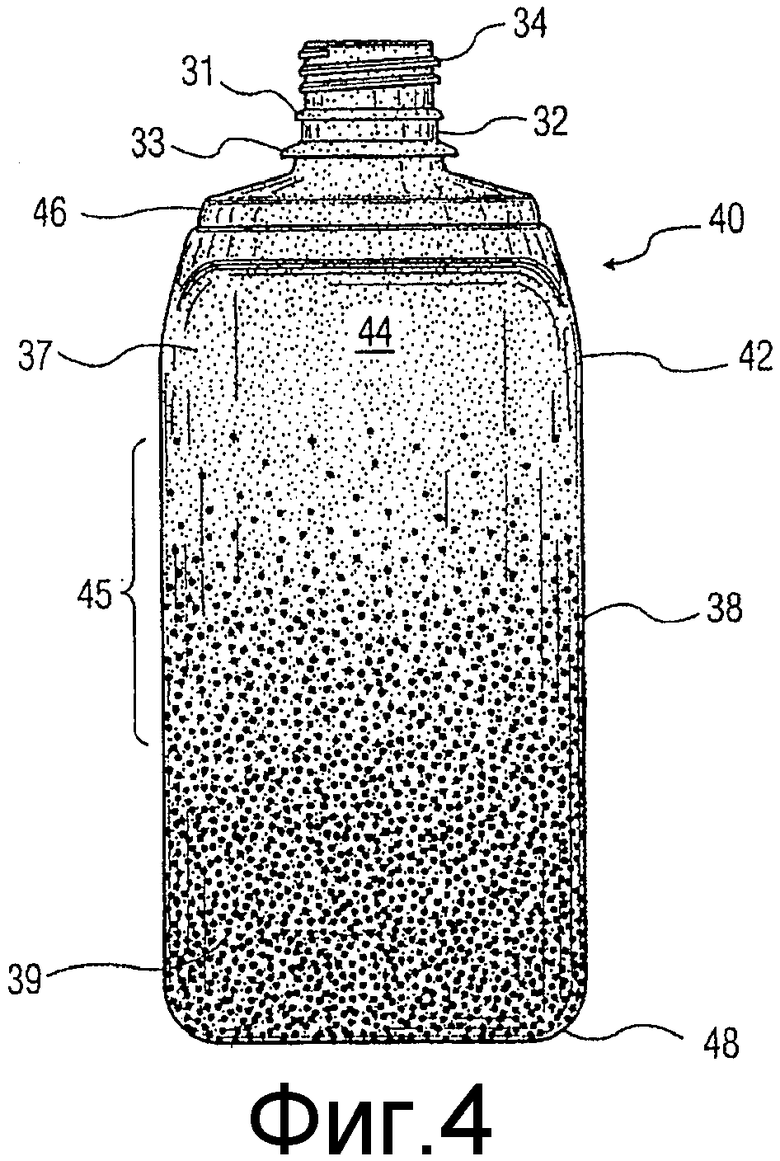
Фиг.4 представляет вертикальную проекцию емкости, формованную с раздувом из преформы согласно фиг.2.
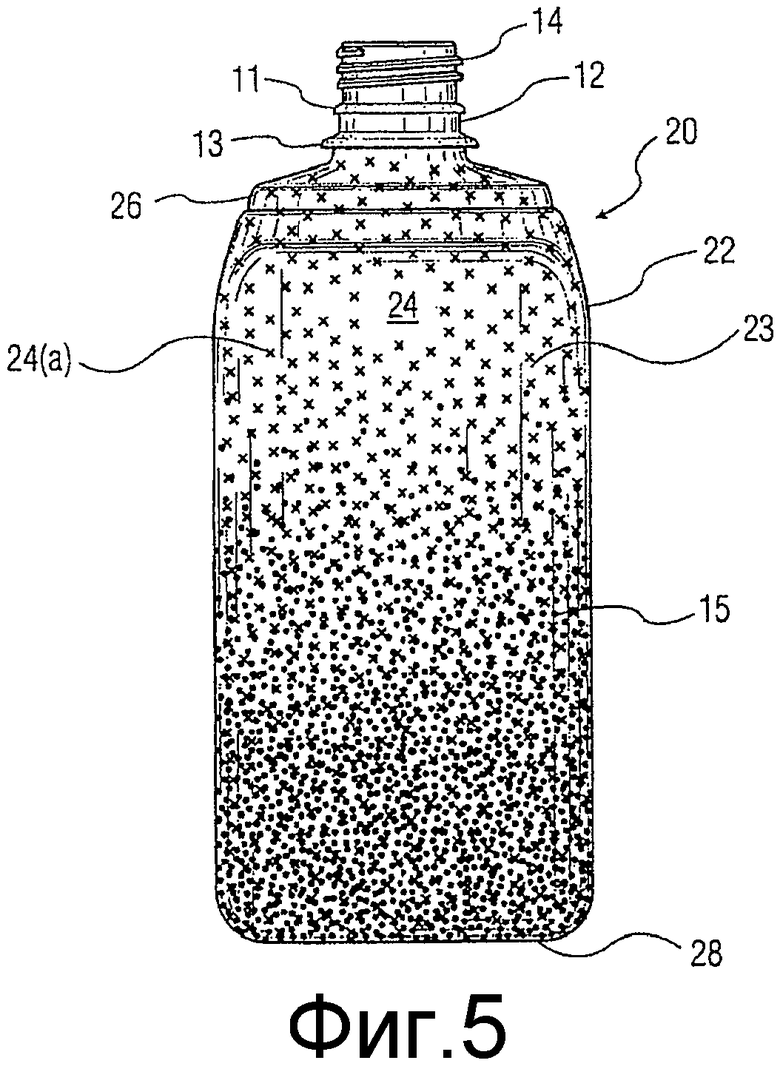
Фиг.5 представляет вертикальную проекцию емкости, изображенной на фиг.3, формованную с раздувом из преформы согласно фиг.1 и содержащую цветную жидкость.
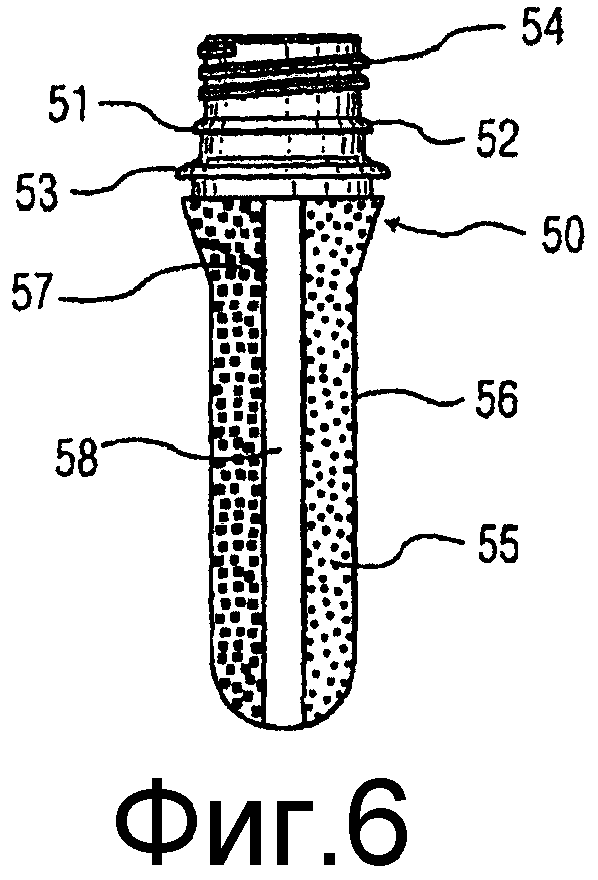
Фиг.6 представляет вертикальную проекцию преформы емкости с двумя участками, сформованными поверхностно с различными термопластичными полимерами.
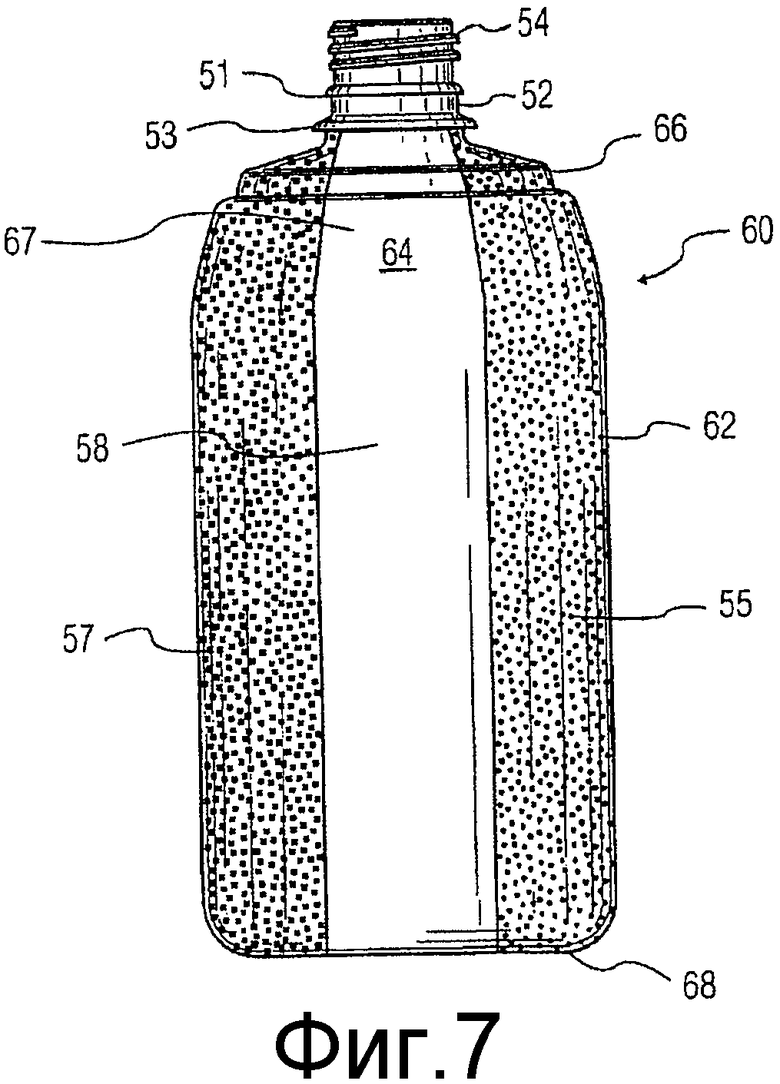
Фиг.7 представляет вертикальную проекцию емкости, формованную с раздувом из преформы согласно фиг.6.
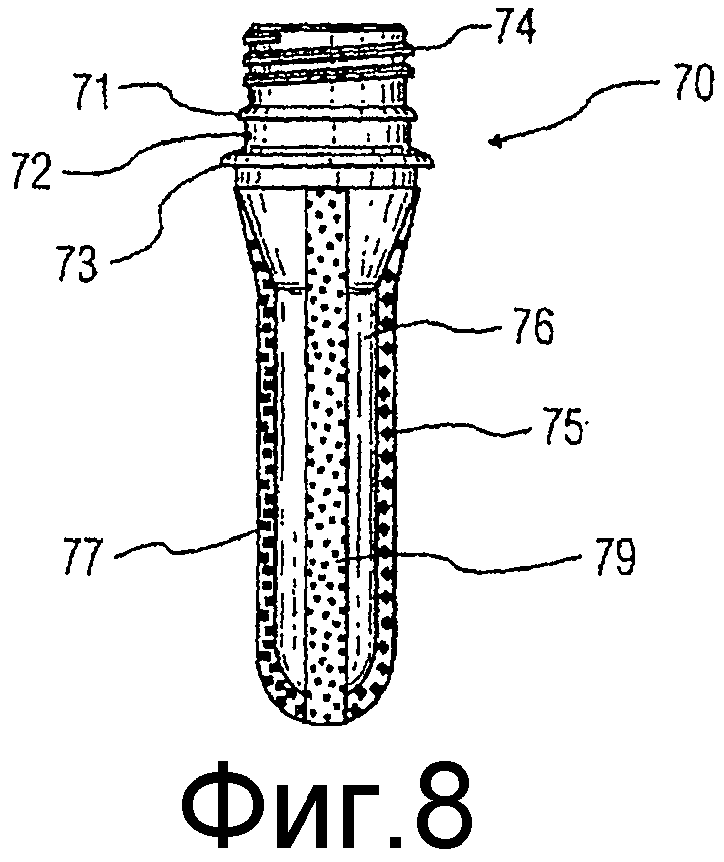
Фиг.8 представляет вертикальную проекцию преформы емкости с тремя участками, сформованными поверхностно с тремя различными термопластичными полимерами.
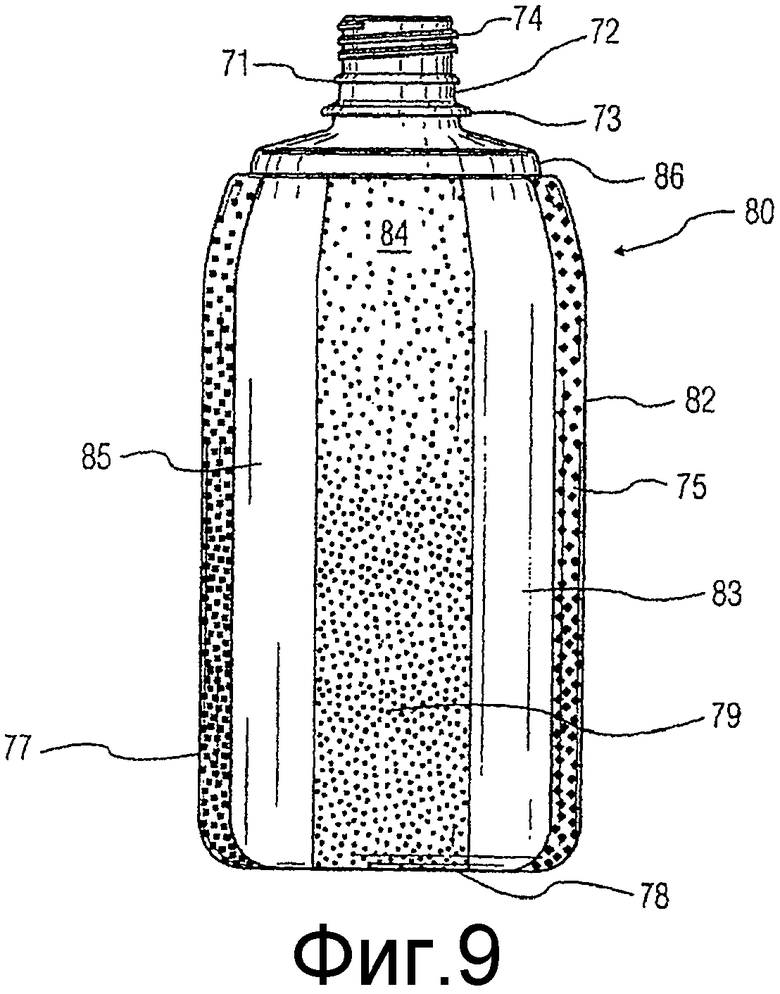
Фиг.9 представляет вертикальную проекцию емкости, формованную с раздувом из преформы согласно фиг.8.
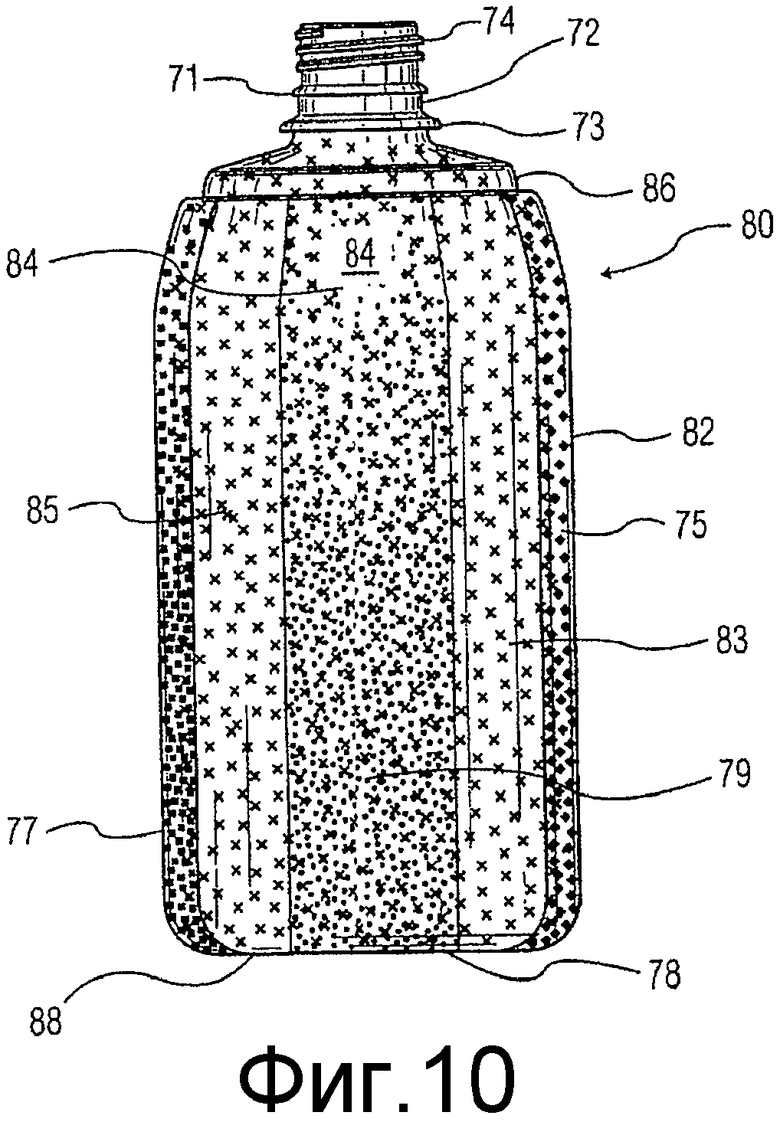
Фиг.10 представляет вертикальную проекцию емкости, формованную с раздувом из преформы согласно фиг.8 и содержащую цветную жидкость.
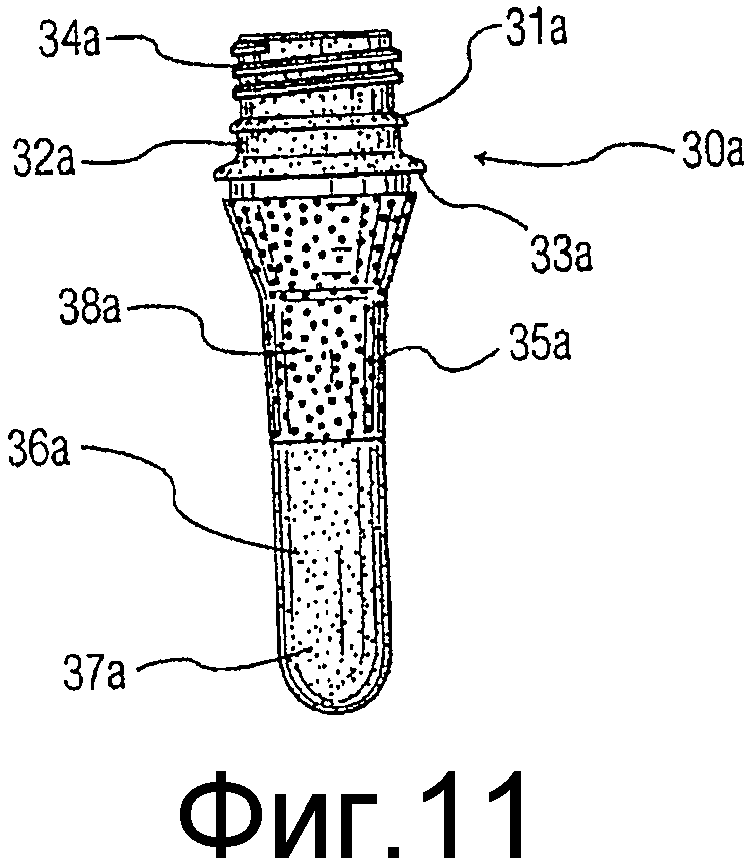
Фиг.11 представляет вертикальную проекцию преформы с верхним участком, сформованным поверхностно с термопластичным полимером, имеющим цвет.
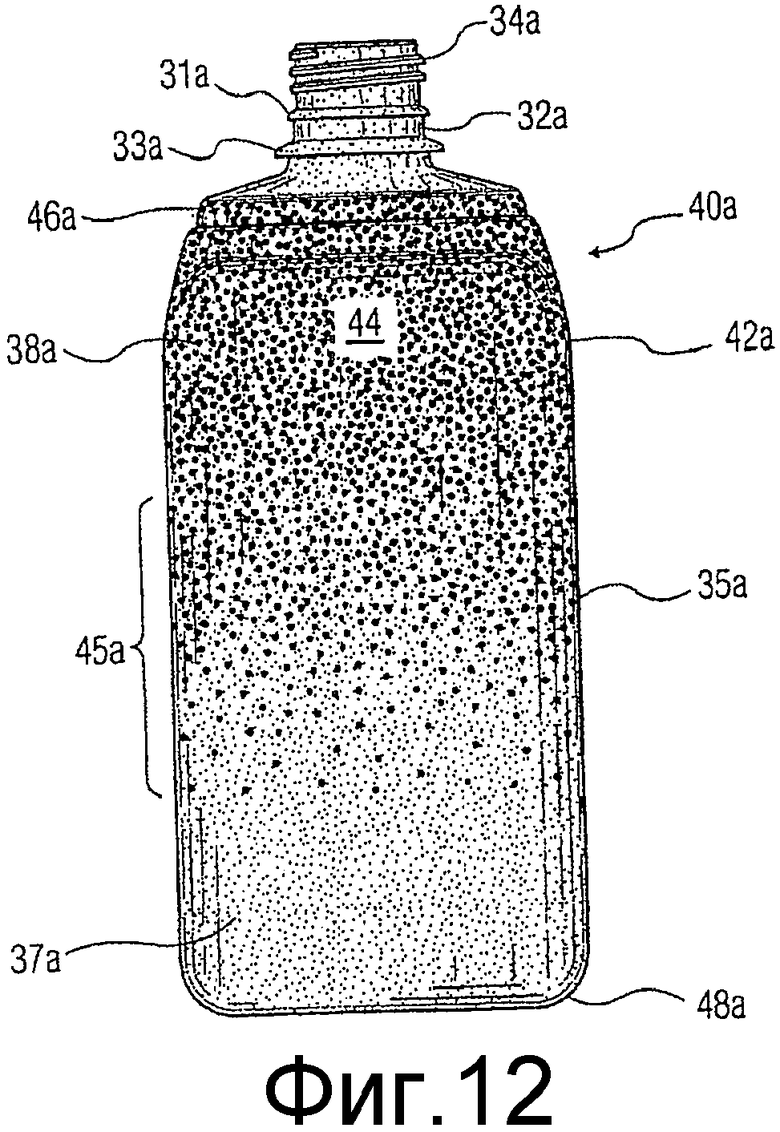
Фиг.12 представляет вертикальную проекцию емкости, формованную с раздувом из преформы согласно фиг.11.
Подробное описание изобретения
Данное изобретение будет описано более подробно в его предпочтительных вариантах осуществления со ссылкой на сопроводительные чертежи. Данное изобретение допускает изменения в деталях, но все подобные изменения находятся в рамках концепций, раскрытых в этом приложении.
Фиг.1 раскрывает преформу 10, которая имеет горлышко 12 с резьбой 14. Кроме того, на горлышке имеется фланец 11 для уплотнения и фланец 13 для перемещения. Фланец для перемещения поддерживает преформу, пока она нагревается и перемещается к выдувной форме. Ниже горлышка расположен участок 16 корпуса преформы, которая будет формоваться с раздувом для образования корпуса емкости, которая должна быть сформована. Слой, наформованный на участок 16 корпуса преформы, представляет термопластичный слой 15. Он показан с помощью штриховки кружками. Он выполнен в виде слоя с градиентом по толщине, который сужается от основания преформы до около середины преформы. Обычно он будет представлять слой с градиентом по цвету. Фиг.1А изображает сечение преформы по линии 1-1 согласно фиг.1 с термопластичным наформованным слоем 15. На фиг.3 изображена емкость 20, формованная с раздувом из преформы согласно фиг.1. Емкость 20 имеет участок 22 корпуса емкости, заплечик 26, нижнюю поверхность 28 и переднюю поверхность 24. Все стороны емкости 20 по существу квадратной формы имеют наформованный слой 15. Толщина наформованного слоя уменьшается от днища 28 емкости вверх вдоль участка 22 корпуса емкости 20. Верхняя горловинная часть 12 емкости остается такой же, как и в преформе. Она содержит резьбу 14, фланец 11 для уплотнения и фланец 13 для перемещения. Фиг.5 изображает емкость 20 с цветной жидкостью 23 в емкости. Цвет жидкости 23 показан с помощью x-образной штриховки 24(а). Цвет жидкости 23 в емкости 20 будет отличаться от цвета наформованного термопластика с целью контраста. В переходной области от верхнего участка, где жидкость 23 является видимой (x-образная штриховка 24(а)), до наформованного слоя 15 может быть виден и цвет содержащейся жидкости 23, и цвет наформованного термопластичного слоя 15. Здесь имеет место смешение x-образной штриховки и штриховки кружками. В зависимости от цветов жидкости и наформованного термопластика в промежуточной области может возникать цвет, смешивающийся в этой области, чтобы создавать видимость третьего цвета. Этот цвет, смешивающийся в этой области, дополнительно улучшает вид емкости и продукта в емкости. Это представляет использование цвета содержащейся жидкости для улучшения эстетического вида емкости.
Фиг.2 изображает преформу 30, где цвет пластика преформы отличается от цвета наформованного термопластичного слоя 38. Преформа имеет участок 32 горлышка с резьбой, фланец 31 для уплотнения и фланец 33 для перемещения. Участок 36 корпуса преформы имеет тот же цвет, что и участок горлышка, включающий нижний участок, который сформован поверхностно с термопластичным слоем 38. Мелкая точечная штриховка 37 указывает цвет преформы, и штриховка 39 кружками - цвет термопластичного наформованного слоя 38, причем цвет наформованного слоя 38 отличается от цвета пластика преформы. На фиг.2А изображена преформа в сечении. Наформованный слой 38 имеет уменьшающуюся толщину до около середины 35 преформы. Такое местоположение для уменьшающейся толщины может быть по существу на любой части корпуса 36 преформы. В области, где наформованный слой соединяется с корпусом преформы, будет иметь место некоторое цветовое смешение. Однако это не будет также очевидно, как для емкости, получающейся при формовании с раздувом. На фиг.4 изображена емкость, формованная с раздувом из преформы согласно фиг.2. Емкость 40 имеет горлышко 32 с резьбой 34, фланец 31 для уплотнения и фланец 33 для перемещения. Ниже горлышка размещен заплечик 46 и участок 42 корпуса с передней поверхностью 44, ограничивающейся нижней поверхностью 48. Имеется область 45 смешения, где цвет 37 термопластика верхнего участка емкости смешивается с цветом 39 нижнего наформованного участка емкости. В этой области будет иметь место цветовое смешение для образования оттенков третьего цвета в зависимости от цветов и толщин наформованного слоя в какой-либо точке поверхности емкости. Окончательный результат состоит в том, что верхняя часть емкости может иметь один цвет, нижняя часть емкости - другой цвет, и средняя область - смешанный третий цвет или быть многоцветной. Это будет улучшать внешний вид емкости.
Фиг.6 изображает преформу 50, которая имеет горлышко 52 с резьбой 54, фланец 51 для уплотнения и фланец 53 для перемещения. Участок 56 корпуса преформы сформован поверхностно с двумя различными термопластиками. Этими термопластиками являются термопластик 55 (штриховка кружками) и термопластик 57 (штриховка квадратиками). Термопластик емкости будет виден на участке 58. В одном предпочтительном варианте осуществления каждый из наформованных слоев 55, 57 будет иметь различный цвет. Кроме того, термопластичный слой 58 емкости, который показан бесцветным, может иметь другой цвет. В другом предпочтительном варианте осуществления или оба вместе, или любой из наформованных слоев 55, 57 может иметь уменьшенную толщину (градиент, как показано на фиг.1-4) около вершины преформы 50, тем самым в емкости, которая образуется из преформы, цвет жидкости емкости будет смешиваться с цветом наформованных слоев 55, 57 и термопластика 58 емкости для образования цветового смешения в верхней части емкости. Если преформа будет иметь два различных термопластика для наформованных слоев 55, 57, она будет подвергаться двум операциям инжекционного наформовывания, по одной для каждого термопластичного наформованного участка. Однако альтернативой является одна операция формования с двойным впрыском. Емкость 60, которая формуется с раздувом из преформы 50, показана на фиг.7. Емкость имеет горлышко 52 с резьбой 54, фланец 51 для уплотнения и фланец 53 для перемещения. Ниже горлышка 52 емкости 60 находятся заплечик 66, участок 62 корпуса емкости и нижняя поверхность 68. Участок 62 корпуса емкости имеет переднюю поверхность 64. На передней поверхности имеется три участка 55, 57 и 58. Они могут иметь два или три цвета. Имеется средний участок 58, который может быть бесцветным или иметь первый цвет, при этом первый цвет является цветом термопластика. Кроме того, участки 55 и 57 могут иметь разные цвета, которые являются вторым и третьим цветом, или различными вариантами оттенков того же цвета. Кроме того, цвет жидкости емкости может быть ясно виден на среднем участке 58, если пластик емкости является по существу прозрачным, или может иметь смешанный цвет, если термопластик емкости на участке 58 имеет цвет. Он может смешиваться с цветом термопластика емкости участка 58 и обеспечивать другой цвет. В этом варианте осуществления могут быть варианты, в которых или один, или оба наформованных слоя 56 и/или 57 могут быть выполнены в форме с градиентом по толщине как показано на фиг.1-4. Т.е. эти наформованные слои будут иметь градиент толщины, обычно от основания до верхней части преформы и в емкости, сформованной с раздувом из этой преформы. Градиент по толщине также может осуществляться от верхней части к основанию.
Фиг.8 изображает преформу 70, которая имеет три наформованных слоя 75, 77 и 79 (задний центральный участок может иметь наформованный слой такой же, как 79). Преформа 70 имеет горлышко 72 с резьбой 74, фланец 71 для уплотнения и фланец 73 для перемещения. Корпус 76 преформы имеет три наформованных слоя 75 (штриховка ромбиками), 77 (штриховка квадратиками) и 79 (штриховка кружками). Между наформованными слоями имеется поверхность корпуса 76 преформы. Корпус преформы может быть прозрачным или иметь цвет в зависимости от того, для чего изготавливается емкость. На фиг.9 показан вариант емкости 80, сформованной с раздувом из этой преформы. Емкость 80 имеет горловинный участок 72, резьбу 74, фланец 71 для уплотнения и фланец 73 для перемещения. Ниже горлышка расположены заплечик 86 и участок 82 корпуса емкости. Участок 82 корпуса емкости имеет переднюю поверхность 84 с тремя наформованными слоями 75, 77 и 79. Между тремя наформованными слоями поверхность емкости открывается около областей 83 и 85. Цвет продукта будет виден через области 83 и 85, если термопластик емкости этих областей является по существу прозрачным. Если термопластик емкости является более непрозрачным, термопластик емкости будет виден через области 83 и 85. Три наформованных слоя могут иметь одинаковый цвет, различные цвета или комбинации этих цветов. Дополнительно один или более слоев также могут иметь градиентные толщины. Кроме того, жидкость в емкости 80 может иметь другой цвет. Таким образом, это может быть вариантом осуществления емкости, имеющим до четырех различных слоев. Это будет предусматривать множество возможностей для цветового смешения и для уникального вида для емкости.
Фиг.10 изображает другой вариант осуществления емкости согласно фиг.9. В этом варианте осуществления пластик емкости будет иметь цвет. Участки 83 и 85 будут иметь цвет (здесь показано с помощью х-образной штриховки), который может быть таким же или отличаться от любого из наформованных слоев 75, 77 и 79. Обычно они будут разными. Наформованный слой 79 показан в форме с цветовым градиентом. Результатом является то, что цвет емкости переходит в цвет наформованного слоя 79 в области в и под заплечиком 86. В этом варианте преформа согласно фиг.8 будет иметь цвет, который будет видимым на участках 83 и 85 емкости 80. Формованная с раздувом емкость 80 будет иметь тот же цвет, что и преформа 70. В варианте, изображенном на этой фиг.10, емкость может содержать жидкость дополнительного цвета. Окончательным результатом может быть емкость и продукт, имеющие до четырех различных цветов и несколько цветовых градиентов.
Фиг.11 изображает преформу согласно фиг.2 в обратной ориентации наформовывания. Здесь верхний участок корпуса 36а преформы является сформованным поверхностно с наформованным термопластиком 38а (штриховка кружками). Участок корпуса 36а преформы является нижним участком преформы 30а и имеет цвет 37а (штриховка точками). Горлышко 32а имеет резьбу 34а, фланец 31а для уплотнения и фланец 33а для перемещения. Фиг.12 изображает емкость 40а, которая изготовлена формованием с раздувом из этой преформы согласно фиг.11. Она по существу является обратной по отношению к емкости согласно фиг.4. Здесь наформованный слой размещается на верхней части емкости 40а, в то время как на фиг.4 наформованный слой находится на нижней части емкости 40. Эта емкость 40а имеет горлышко 32а, резьбу 34а, фланец 31а для уплотнения и фланец 33а для перемещения. Емкость имеет корпус 42а емкости, поверхность 48а корпуса и заплечик 46а, присоединяющий его к горлышку 32а. Наформованный слой 38а покрывает верхнюю часть корпуса 42а емкости с градиентным переходом на участке 35а к термопластику 37а емкости. В переходной области 45а имеет место смешение цвета наформованного слоя 38а с цветом термопластика 37а емкости. Это будет создавать уникальный цветовой тон.
Преформа может быть изготовлена из множества термопластичных полимеров. В одном варианте осуществления термопластичный полимер включает один или более полимеров. В другом варианте осуществления термопластичный полимер включает полипропилен. В предпочтительном варианте осуществления термопластичный полимер является или включает полиэтиленовый терефталат сополимер. В одном варианте осуществления полиэфир является подходящим для упаковывания потребительских товаров, газированных или негазированных напитков и чувствительных к кислороду пищевых продуктов. Соответствующие полиэфиры включают PET сополимеры, полиэтиленовый нафталат (PEN), полиэтиленовый изофталат, гликоль, модифицированный аморфным PET сополимером (коммерчески известные как PETG), двуосновную кислоту, модифицированную аморфным PET, и тому подобное. PET сополимеры являются особо целесообразными, поскольку они используются во многих практических применениях для емкости. Как использовано в данном документе, "PET сополимеры" относятся к композициям, которые содержат диоловый компонент, имеющий повторяющиеся звенья из этиленгликоля, и двухкислотный компонент, имеющий повторяющиеся звенья из терефталевой кислоты. Желательно, в некоторых вариантах осуществления, чтобы PET сополимеры имели менее 20% модификации двухкислотного компонента и/или менее 10% модификации диолового компонента, основанные на 100 моль.% двухкислотного компонента и 100 моль.% диолового компонента. Такие PET сополимеры хорошо известны.
По желанию может быть использована многослойная преформа. Например, преформа может содержать 3- или 5-слойную структуру, как известно в данной области техники. В одном варианте осуществления 3-слойной структуры преформы средний слой является барьерным слоем, контактирующий с продуктом слой и внешний слой являются полиэфирными слоями. В одном варианте осуществления 5-слойной структуры преформы внутренний и внешний слои являются полиэфирными слоями из первичного сырья, второй и четвертый слои являются слоями из вторично переработанного PET сырья, и третий слой является барьерным слоем.
В предпочтительном варианте осуществления преформа содержит цилиндрическую изготовленную литьем под давлением преформу, имеющую открытый верхний конец и горлышко. В одном варианте осуществления преформа дополнительно содержит сужающийся участок, образующий заплечик, средний цилиндрический участок по существу одинаковой толщины и участок, образующий основание. В различных вариантах осуществления преформа является аморфной и по существу прозрачной.
В общем, варианты осуществления настоящего изобретения могут быть выполнены посредством формования с раздувом. Известно достаточное множество способов формования с раздувом. В предпочтительном варианте осуществления процесс формования с раздувом содержит процесс формования с раздувом с растяжением при повторном нагревании преформы, что хорошо известно в данной области техники.
В одном варианте осуществления наформованная преформа размещается в выдувном формовочном устройстве, имеющем верхнюю часть пресс-формы, которая зацепляет горлышко, среднюю часть пресс-формы, имеющую внутреннюю полость, образующую форму боковой стенки емкости, и нижнюю часть пресс-формы, имеющую верхнюю поверхность, образующую вогнутый наружу куполовидный участок основания емкости. В предпочтительном варианте осуществления основным материалом является PET сополимер. В соответствии с обычным процессом формования с раздувом и растяжением при повторном нагревании преформа, полученная литьем под давлением, сначала разогревается до температуры, соответствующей растягиванию и ориентации (например, 80-130°С), размещается в выдувной форме, и затем шток для осевого растяжения вводится в открытый верхний конец и перемещается вниз для осевого растяжения преформы. Последовательно или одновременно внутрь преформы вводится расширяющийся газ для радиального расширения участков, образующих заплечик, боковую стенку и основание, наружу до контакта с внутренними поверхностями частей пресс-формы. Полученная в результате выдувания емкость имеет такое же горлышко с наружной резьбой и нижним горловинным фланцем, как и преформа. Остальная часть емкости подвергается расширению, хотя в различной степени. Обычно наформованный материал расширяется и растягивается пропорционально по отношению к основной преформе.
Наформованный материал является термопластиком и предпочтительно неэластомерным термопластиком. В другом предпочтительном варианте осуществления наформованный слой является таким же термопластиком, как термопластик преформы. Следовательно, они будут иметь одинаковые свойства растяжения во время формования с раздувом. Таким образом, наформованный слой и слои могут быть PET, PEN и PETG термопластиками, как описано выше. Дополнительно наформованный слой может быть полиолефиновыми полимерами и сополимерами, полипропиленовыми полимерами и сополимерами и другими полиэфирами, такими как полимеры полимолочной кислоты, полигидроксибутирата или полигликолиевой кислоты.
Этап наформовывания содержит литьевое формование термопластичного наформовываемого материала с, или на, преформу емкости. Технология формования с двойным впрыском является целесообразной, если наформованный материал является соинжекционно сформованным с пластиком преформы для образования наформованной преформы за одну операцию. Однако также полезной технологией является формование сначала преформы и затем литье под давлением наформованного материала на преформу. Подбор термопластичного наформованного материала зависит от определенной эстетики и функциональности, желательной для конкретного применения. Например, композиции наформованного материала могут быть выбраны для достижения желательной эстетики или другой функциональности. Учет обработки и других факторов также влияет на данный выбор. Например, плотность, степень растяжения, цвет, цена и пригодность для повторного использования различных наформованных термопластиков могут различаться в зависимости от конечного использования или конструктивных ограничений наформованной емкости.
Величина поверхности преформы, покрываемая наформованным материалом или материалами, может изменяться в зависимости, например, от конкретного исполнения изготавливаемой емкости. В одном варианте осуществления наформованный материал покрывает бóльшую часть внешней поверхности наформованной емкости. Например, наформованный материал может покрывать от 30% до 95% от внешней поверхности преформы. В других вариантах осуществления покрывается менее 30% внешней поверхности.
Наформованный слой относится к композиции, содержащей термопластик, который может быть наформован при соответствующих условиях, совместимых с преформой и процессом формования с раздувом. В предпочтительных вариантах осуществления наформованный слой выбирают так, чтобы был удобным для обработки при температурах и давлениях, совместимых с формованием с раздувом преформы, так, чтобы наформованный слой мог пропорционально растянуться относительно преформы и принять форму полученной в результате формования с раздувом емкости. Наформованный слой выбирают так, чтобы был достаточно мягким, чтобы он принимал форму пресс-формы во время и после формования с раздувом. Нижележащий термопластичный полимер, как только охлажден после процесса формования с раздувом, имеет достаточную жесткость, чтобы поддерживать наформованный слой в его растянутой и сформованной форме.
Группа изобретений относится к полиэфирным емкостям, изготовленным формованием с раздувом. Емкость, формованная с раздувом, имеющая корпус емкости и дозирующее выходное отверстие емкости, причем корпус емкости имеет термопластичный слой корпуса, и, по меньшей мере, один термопластичный слой, наформованный на часть термопластичного слоя корпуса, при этом термопластичный слой корпуса является или по существу прозрачным, или имеет первый цвет, и, по меньшей мере, один термопластичный наформованный слой имеет другой цвет, и в которой имеется множество термопластичных наформованных слоев, причем множество термопластичных наформованных слоев имеет цвета, отличающиеся один от другого. Группа изобретений позволяет улучшить внешний вид емкости. 2 н. и 19 з.п. ф-лы, 12 ил.
1. Емкость, формованная с раздувом, имеющая корпус емкости и дозирующее выходное отверстие емкости, причем корпус емкости имеет термопластичный слой корпуса и, по меньшей мере, один термопластичный слой, наформованный на часть термопластичного слоя корпуса, при этом термопластичный слой корпуса является или, по существу, прозрачным, или имеет первый цвет, и, по меньшей мере, один термопластичный наформованный слой имеет другой цвет, и в которой имеется множество термопластичных наформованных слоев, причем множество термопластичных наформованных слоев имеет цвета, отличающиеся один от другого.
2. Емкость, формованная с раздувом, по п.1, в которой множество термопластичных наформованных слоев является отдельными слоями.
3. Емкость, формованная с раздувом, по п.1, в которой термопластичный слой корпуса имеет первый цвет и, по меньшей мере, один наформованный слой имеет второй цвет.
4. Емкость, формованная с раздувом, по п.1, в которой емкость, по существу, является прозрачной и содержит жидкость, цвет которой отличается, по меньшей мере, от цвета одного из наформованных слоев.
5. Емкость, формованная с раздувом, по п.1, в которой, по меньшей мере, один термопластичный наформованный слой имеет градиент толщины.
6. Емкость, формованная с раздувом, по п.5, в которой корпус емкости имеет первый конец и второй конец, дозирующее выходное отверстие емкости на первом конце и основание емкости на втором конце, причем толщина термопластичного наформованного слоя является больше на втором конце, чем на первом конце.
7. Емкость, формованная с раздувом, по п.5, в которой емкость имеет первый конец и второй конец, дозирующее выходное отверстие емкости на первом конце и основание емкости на втором конце, при этом толщина термопластичного наформованного слоя является больше на первом конце, чем на втором конце.
8. Емкость, формованная с раздувом, по п.6, в которой термопластичный слой, наформованный на слое корпуса емкости, имеет цветовой градиент от первого конца ко второму концу.
9. Емкость, формованная с раздувом, по п.7, в которой термопластичный наформованный слой на слое корпуса емкости имеет цветовой градиент от второго конца к первому концу.
10. Емкость, формованная с раздувом, по п.8, в которой слой корпуса является, по существу, прозрачным и в емкости имеется цветная жидкость, цветная жидкость видима на участке без наформованного слоя, цвет жидкости и цвет наформованного слоя смешиваются в области градиента толщины.
11. Емкость, формованная с раздувом, по п.10, в которой имеются, по меньшей мере, два из множества термопластичных наформованных слоев, и каждый имеет цвет, отличающийся от цвета жидкости.
12. Емкость, формованная с раздувом, по п.5, в которой слой корпуса имеет первый цвет, причем слой корпуса, видимый на участке без наформованного слоя, цвет слоя корпуса и, по меньшей мере, одного наформованного слоя смешиваются в области градиента толщины.
13. Емкость, формованная с раздувом, по п.5, в которой имеются, по меньшей мере, два из множества термопластичных наформованных слоев, и каждый имеет цвет, отличающийся от цвета слоя корпуса.
14. Емкость, формованная с раздувом, по п.5, в которой нижний участок емкости имеет второй цвет, верхний участок имеет цвет слоя корпуса, и между верхним участком и нижним участком вследствие градиента толщины происходит смешивание второго цвета и цвета слоя корпуса.
15. Емкость, формованная с раздувом, по п.1, в которой слой корпуса выбирают из группы, состоящей из полиэтиленового терефталата, полибутилентерефталата и полиэтиленового нафталата.
16. Емкость, формованная с раздувом, по п.15, в которой наформованный слой выбирают из группы, состоящей из полиэтиленового терефталата, полибутилентерефталата, полиэтиленового нафталата, полиэтиленовых полимеров, полиэтиленовых сополимеров, полипропиленовых полимеров, полипропиленовых сополимеров и винильных сополимеров.
17. Преформа для изготовления термопластичных емкостей, формованных с раздувом, по п.1, причем преформа имеет первый конец и второй конец, при этом первый конец является открытым и служит для образования дозирующего выходного отверстия емкости, формованной с раздувом, и второй конец является закрытым и служит для образования днища емкости, причем преформа имеет слой корпуса преформы и множество наформованных слоев преформы, причем множество наформованных слоев преформы имеет цвета, отличающиеся друг от друга, и, по меньшей мере, один наформованный слой преформы имеет градиент по толщине.
18. Преформа по п.17, в которой толщина, по меньшей мере, одного из наформованных слоев преформы изменяется или от первого конца ко второму концу, или от второго конца к первому концу.
19. Преформа по п.18, в которой толщина наформованного слоя является больше на втором конце, при этом цвет преформы является темнее на втором конце.
20. Преформа по п.17, в которой множество наформованных слоев является отдельными слоями.
21. Преформа по п.17, в которой слой корпуса преформы имеет другой цвет, по меньшей мере, из-за одного из наформованных слоев.
| Устройство для очистки и транспортировки корнеплодов | 1988 |
|
SU1547751A1 |
| US 2005170113 А1, 04.08.2005 | |||
| WO 2007046068 А1, 26.04.2007 | |||
| BE 1017144 A5, 04.03.2008. | |||

