Изобретение относится к области машиностроения, а именно к конструкции маховиков, используемых в инерционных приводах машин и механизмов.
Известны маховики в виде дисков, ободов или оболочек, стержней [1].
Одним из параметров оценки энергетической эффективности маховиков является удельная массовая энергоемкость (Е/М) - отношение накапливаемой маховиком энергии (Е) к его массе (М), которая из уравнений статики для вращающегося тела выражается как функция отношения предельной прочности материала маховика (σ) к плотности материала (ρ) - Е/М=f(σ/ρ) [1].
Такое представление удельной массовой энергоемкости позволяет определить наиболее эффективные конструкционные материалы для маховичных накопителей энергии.
Из используемых в настоящее время в машиностроении материалов наилучшими показателями по этому параметру обладают композиционные материалы на основе однонаправленных органических, углеродных, стеклянных нитей. Прочность по направлению расположения нитей у них не ниже, чем у конструкционных сталей, а плотность в 4-5 раз меньше.
Считается, что наиболее эффективным маховичным накопителем энергии является кольцо или обод или, как вариант, оболочка. При использовании композиционных материалов такой обод предельно просто изготавливается методом намотки на оправку пропитанных связующим нитей или жгутов и он оказывается предельно энергоемким, так как армирующие нити располагаются в окружном направлении по линиям действия максимальных напряжений.
Но практическая реализация такой конструкции приводит к необходимости решения довольно сложной задачи - соединения обода с валом. Опорно-соединительный элемент - диск, спицы и т.д., должен обеспечивать надежное крепление обода, не ограничивая его свободные деформации и не ухудшая удельную энергоемкость всей конструкции.
Известна конструкция супермаховика, содержащая диск из навитых на вал (ступицу) волокон [2]. В такой конструкции для крепления кольца (обода) использована сплошная кольцевая намотка от вала до внешнего диаметра, в результате чего получается диск, в котором энергетические возможности кольцевых волокон полностью используются только на периферии диска.
Известна конструкция маховика, содержащая обод, выполненный из волокон высокопрочного материала, например, стекла, связанных между собой полимерным связующим, и установленный на металлической ступице при помощи пружинящих чашеобразных колец [3].
В данной конструкции для крепления обода из композиционных материалов использован металлический диск-ступица, что снижает эффективность использования композиционного материала.
Известен хордовый маховик из композиционных материалов, состоящий из обода и многозвездочных спиц или двух дисков, соединяющих обод со ступицей и выполненных из расположенных по хордам обода армирующих нитей [4, 5],
Данная конструкция обладает следующими отрицательными качествами:
- сложность изготовления из-за необходимости закрепления обода для его всесторонней обмотки;
- соединение хордовых нитей с ободом осуществляется за счет связующего, что в зоне действия максимальных деформаций обода не эффективно;
- хордовые нити располагаются за границами обода, что увеличивает осевые габариты маховика и снижает величину удельной объемной энергоемкости E/V, еще одного параметра, используемого для оценки эффективности конструкции маховика, где Е - как и прежде величина аккумулированой маховиком энергии при вращении, V - объем конструкции моховика по внешним контурам.
Известна конструкция равнонапряженного дискового маховика, в котором армирующие нити располагаются по петлеобразным кривым, распределенным в окружном направлении между внешним контуром и центральным отверстием и соприкасающимися с ними по касательной. В частном случае, при уменьшении диаметра отверстия до нуля (диск без отверстия) петлеобразные кривые вырождаются в систему проходящих через центр диска окружностей [6].
Обычно все конструкции в виде тел вращения из композиционных материалов на основе армирующих нитей изготавливаются намоткой нитей или жгутов на оправку. Но траектории расположения нитей, приведенные в [6] намоткой обеспечить невозможно.
Конструкция маховика из композиционного материала по [6] является наиболее близкой к заявляемой по технической сущности и достигаемому результату и выбрана в качестве ближайшего аналога (прототипа).
Известен способ изготовления маховика по патенту [2], заключающийся в намотке сплошного тела маховика окружными нитями от вала до внешнего диаметра, как вариант соединения обода с валом. Такой способ прост, но обеспечивает получение маховика с пониженными удельными энергетическими характеристиками.
Известен способ изготовления хордового маховика из композиционных материалов по [4], состоящего из обода и опорно-соединительных элементов, получаемого путем изготовления намоткой обода, с последующей, после термообработки, намоткой прямолинейных нитей по хордам обода с перегибом на нем. Отмеченные выше недостатки данной конструкции являются следствием известного способа изготовления маховика.
Способ изготовления маховика по [4] является наиболее близким к заявляемому по технической сущности и достигаемому результату и выбран в качестве ближайшего аналога (прототипа).
Технической задачей, на решение которой направлена группа изобретений, является разработка сравнительно простой и наиболее технологичной в изготовлении конструкции маховика из композиционного материала, состоящего из обода, выполненного за единое целое с опорно-соединительным элементом.
Технический результат, который может быть получен при использовании группы изобретений, связанных настолько, что образуют единый изобретательский замысел, заключается в получении маховика, обладающего повышенными удельными массовой и объемной энергоемкостями, с обеспечением высоких уровней надежности, технологичности и эксплуатационных качеств.
Техническая задача решается, а технический результат достигается тем, что:
- маховик из композиционного материала, содержащий диск, сплошной или с центральным отверстием, из скрепленных полимерным связующим однонаправленных армирующих нитей или жгутов, расположенных по петлеобразным кривым, распределенным в окружном направлении между внешним контуром и отверстием или, в пределе, центром и проходящим по касательной к ним или через центр сплошного диска с образованием системы симметрично ориентированных относительно радиуса диска нитей, согласно изобретению, диск на своем внешнем контуре снабжен, выполненным с ним за одно целое, ободом из окружных армирующих нитей, которые объединены с нитями диска, распределенными по окружности соединительными переходами из обода в диск и обратно, с образованием, как минимум, одной непрерывной спирали, состоящей из чередующихся дуг окружности обода и петлеобразных кривых диска, при этом все вместе нити скреплены термопластичным полимерным связующим, причем в частных случаях выполнения изобретения, нити диска расположены, отстоящими друг от друга с зазором в средней кольцевой части диска, группами, с образованием дугообразных пересекающихся спиц, армирующие нити объединены в две плоско сложенные непрерывные спирали, две непрерывные спирали выполнены идентичными и расположены симметрично относительно срединной плоскости поперечного сечения маховика, петлеобразные кривые диска выполнены в виде системы распределенных по окружности эллипсов,
- в способе изготовления маховика из композиционного материала, заключающемся в формировании обода окружными пропитанными полимерным связующим армирующими нитями или жгутами с последующим, после термообработки, формированием опорно-соединительного элемента в виде дисков или звездообразных спиц с центральными отверстиями, расположенных с боковых сторон обода, путем раскладки прямолинейных однонаправленных армирующих нитей по хордам обода с охватыванием его по наружной поверхности, с последующей второй термообработкой, согласно изобретению, нити пропитывают термопластичным полимерным связующим и раскладывают 3D-принтером, как минимум, в одну единую заготовку обода с опорно-соединительным элементом, по непрерывной спирали, состоящей из чередующихся и последовательно переходящих друг в друга дуг окружности обода и петлеобразных кривых, последние из которых распределены в окружном направлении между центральным отверстием или центром диска и ободом, с образованием диска или дугообразных пересекающихся спиц, затем заготовку укладывают в пресс-форму и термообрабатывают под давлением, до образования монолитного маховика, причем в частных случаях выполнения изобретения, заготовку выкладывают на профилированной форме, соответствующей геометрии наружной поверхности половины маховика до срединной поверхности, с выступанием второй половины, затем укладывают в пресс-форму и термообрабатывают под давлением, выкладывают две заготовки на плоскости рабочего стола, которые затем плоскими поверхностями друг к другу укладывают в пресс-форму и термообрабатывают под давлением.
Отличительными от прототипа признаками заявленного маховика являются следующие:
а) признаки, обеспечивающие получение технического результата во всех случаях, на которые распространяется испрашиваемый объем правовой охраны:
- диск на своем внешнем контуре снабжен, выполненным с ним за одно целое, ободом из окружных армирующих нитей,
- которые объединены с нитями диска, распределенными по окружности соединительными переходами из обода в диск и обратно,
- с образованием, как минимум, одной непрерывной спирали, состоящей из чередующихся дуг окружности обода и петлеобразных кривых диска,
- при этом все вместе нити скреплены термопластичным полимерным связующим,
б) признаки, характеризующие изобретение в частных случаях:
- нити диска расположены, отстоящими друг от друга с зазором в средней кольцевой части диска, группами, с образованием дугообразных пересекающихся спиц,
- армирующие нити объединены в две плоско сложенные непрерывные спирали,
- две непрерывные спирали выполнены идентичными и расположены симметрично относительно срединной плоскости поперечного сечения маховика,
- петлеобразные кривые диска выполнены в виде системы распределенных по окружности эллипсов.
Отличительными от прототипа признаками заявленного способа изготовления маховика являются следующие:
- нити пропитывают термопластичным полимерным связующим,
- и раскладывают 3D-принтером,
- как минимум, в одну единую заготовку обода с опорно-соединительным элементом,
- по непрерывной спирали, состоящей из чередующихся и последовательно переходящих друг в друга дуг окружности обода и петлеобразных кривых, последние из которых распределены в окружном направлении между центральным отверстием или центром диска и ободом, с образованием диска или дугообразных пересекающихся спиц,
- затем заготовку укладывают в пресс-форму и термообрабатывают под давлением, до образования монолитного маховика,
б) признаки, характеризующие изобретение в частных случаях:
- заготовку выкладывают на профилированной форме, соответствующей геометрии наружной поверхности половины маховика до срединной поверхности, с выступанием второй половины, затем укладывают в пресс-форму и термообрабатывают под давлением,
- выкладывают две заготовки на плоскости рабочего стола, которые затем плоскими поверхностями друг к другу укладывают в пресс-форму и термообрабатывают под давлением.
Указанные отличительные признаки заявляемой группы изобретений, каждый в отдельности и все вместе, направлены на достижение заявленного результата и являются существенными. В предшествующем уровне техники представленная в формуле изобретения совокупность известных и отличительных признаков не обнаружена, что позволяет характеризовать предложенное изобретение соответствующим критерию "новизна".
Маховик, в отличие от маховика по прототипу, более энергоемок и технологичен. В предлагаемой конструкции маховика из композиционного материала объединены два равнонапряженных элемента: обод на основе окружных нитей и диск, с расположенными по петлеобразным траекториям (кривым) нитями. Соединение этих двух элементов осуществляется за счет того, что непрерывная армирующая нить переходит из диска в обод и обратно, образовывая распределенное по окружности сцепление обода с диском без изменения оптимальных расчетных траекторий расположения нитей ни в ободе, ни в диске и без использования дополнительных соединительных элементов. Указанные переходы обеспечиваются тем, что непрерывная нить располагается по спирали, состоящей из дуг окружности обода и петлеобразным кривым диска, распределенным по дуге окружности обода. Армирующая нить с окружности обода переходит в диск, в котором разворачивается по петлеобразной кривой и возвращается в обод. Таким образом осуществляется единое формирование (армирование) обода, диска и их соединения. При этом опорно-соединительный элемент располагается внутри обода, что максимально повышает удельную объемную энергоемкость конструкции.
В зависимости от частного случая исполнения петли диска могут быть объединены в группы, расположенные между собой с зазором, с образованием дугообразных спиц.
Также маховик может содержать две непрерывные спирали, каждая из которых образует половину маховика. В случае идентичности двух спиралей получается маховик симметричный относительно плоскости своего поперечного сечения.
Ободы маховиков из армирующих волокон, нитей или жгутов традиционно изготавливают намоткой на оправку. В хордовом маховике опорно-соединительный элемент изготавливают путем обмотки термообработанного (отвержденного) обода нитями по его хордам. При этом могут получаться отдельные спицы или сплошные диски, в зависимости от расположения нитей.
В предлагаемом способе изготовления маховика нити раскладываются в заготовку по расчетным траекториям 3D-принтером.
За счет использования термопластичного связующего все раскладываемые нити предварительно надежно соединяются между собой при раскладке, а затем уплотняются и выравниваются в заданную геометрию в пресс-форме при термообработке под давлением.
В зависимости от частного случая исполнения заготовка может быть одна для сравнительно тонкого маховика, которая может быть выложена на рабочем столе и затем пресс-формой уплотнена и доведена до необходимой геометрии.
Заготовка для маховика большей поперечной ширины, может быть выложена в форме, соответствующей поверхности половины маховика, при этом одна половина выкладывается по полости формы, а вторая, половина, выкладывается за одно целое с первой в виде выступающей части. Затем в пресс-форме вся заготовка уплотняется и доводится до заданной геометрии.
Для маховика еще большей поперечной ширины, например, с развитым в осевом направлении ободом, могут быть предварительно изготовлены две заготовки необходимой полутолщины и конфигурации, каждая из которых будет состоять из нитей, расположенных по непрерывной спирали. При этом две заготовки могут быть идентичными или отличаться по внешней конфигурации. Полученные заготовки затем складываются плоскими поверхностями друг к другу и укладываются в пресс-форму для термообработки под давлением, в результате чего получается единый монолитный маховик.
Во всех вариантах термообработка под давлением в пресс-форме, с учетом используемого термопластичного связующего, обеспечивает получение монолитного маховика с высокой чистотой поверхности, что немаловажно для снижения аэродинамического сопротивления при вращении.
В точке перехода касательная к петлеобразной кривой диска совпадает с касательной к окружности обода, что обеспечивает плавность перехода от дуги окружности к кривым диска. По мере увеличения радиуса обода при изготовлении, для сохранения условия единой касательной в точке перехода, траектории кривых диска необходимо увеличивать, то есть для каждого слоя, по радиусу, окружных нитей обода требуется своя система геометрически подобных петлеобразных кривых диска.
Принципиальное расположение двух подобных кривых для крайних радиусов обода изображено на фиг. 1.
В заявляемой конструкции маховика действующие напряжения в диске ниже чем в ободе из-за разных линейных скоростей при вращении. Используя имеющийся повышенной запас прочности диска по сравнению с ободом расчетные петлеобразные кривые диска, в частном случае исполнения, можно заменить более простыми в математическом представлении и близкими по геометрии эллипсами, что позволяет несколько изменять геометрию диска (распределение толщины по радиусу) и упростить технологический процесс изготовления, за счет упрощения траекторий раскладки.
Группа изобретений поясняется описанием конкретного, но не ограничивающего его, примера реализации и прилагаемыми чертежами.
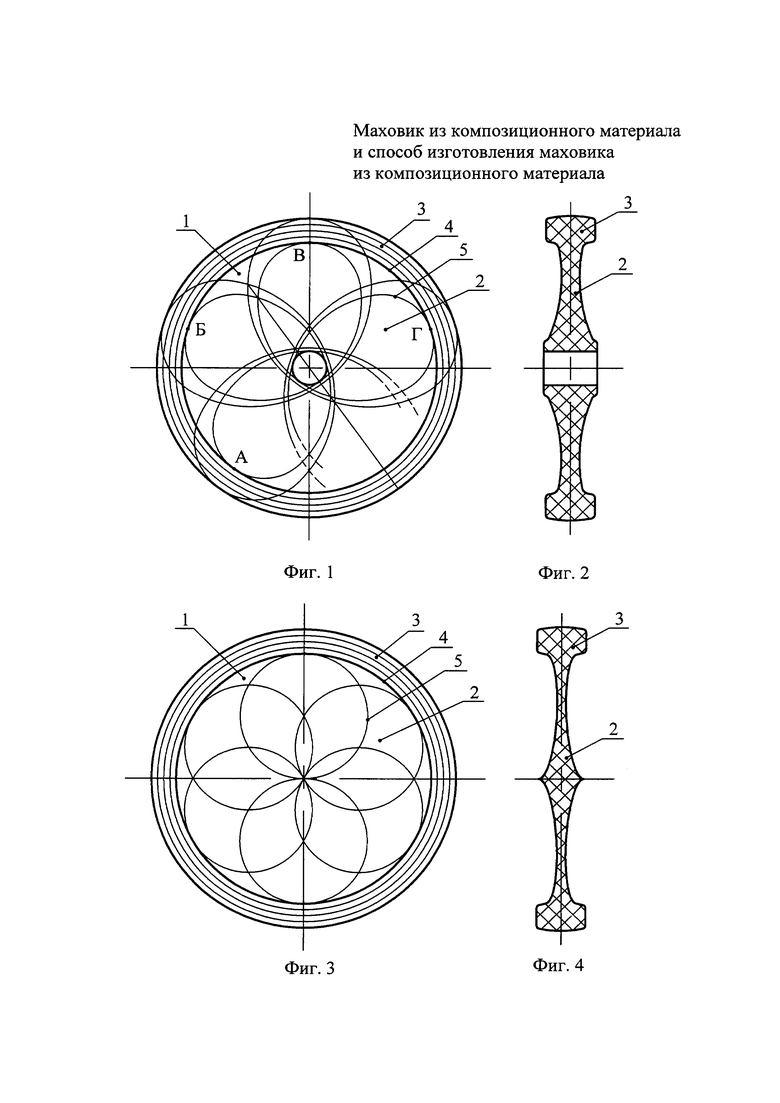
На фиг. 1 представлен заявленный маховик с центральным отверстием, на фиг. 2 - поперечное сечение маховика, на фиг. 3 - маховик с сплошным диском без центрального отверстия, на фиг. 4 - поперечное сечение маховика без центрального отверстия.
Маховик 1 содержит опорно-соединительный элемент в виде диска 2 и обод на его внешнем контуре 3, в которых армирующие нити расположены по одной непрерывной спирали, составленной из дуг окружности обода 4 и петлеобразных кривых диска 5.
На фиг. 1 показана принципиальная схема расположения петлеобразных кривых диска. Один из возможных вариантов фрагмента траектории расположения нити выглядит так: нить по окружности обода доходит до точки Б, затем по кривой диска переходит в точку А, затем по дуге окружности обода переходит в точку В, затем по кривой диска переходит в точку Б, затем по дуге окружности обода переходит в точку Г и так далее.
Схематично приведенный фрагмент непрерывной спирали можно изобразить: -(о)-Б-(д)-А-(о)-В-(д)-Б-(о)-Г-(д)-В-(о)-, где: А, Б, В, Г, Д - точки перехода между дугами окружности обода и кривыми диска на непрерывной спирали, (о), (д) - отрезки кривых на ободе (о) и диске (д) между указанными точками перехода.
В результате такого расположения армирующей нити одновременно создаются обод, диск и их надежное соединение. В зависимости от конкретной геометрии маховика траектория расположения нити может включать дуги обода любой длины, вплоть до одного или более полных оборотов.
Конструкция маховика и способ его изготовления с использованием предложенных технических решений промышленно осуществимы с использованием известных средств и методов и обеспечивают реализацию указанного назначения.
Экспериментальная проверка, проведенная с использованием промышленного оборудования, подтвердила высокую удельную энергоемкость и эффективность предложенной конструкции.
Литература
1. Маховичные двигатели / Гулиа Н.В. - М.: «Машиностроение», 1976 г. 172 с.
2. Патент RU №2599105 С1 МПК F16F 15/30 (2006.01), опубл.: 10.10.2016, бюл. №28.
3. А.с. №440514, М. Кл. F16h 29/00 опубл. 26.08.74, бюл. №31.
4. Моорлат П.А., Портнов Г.Г., Селезнев М.Н. Равновесие нити с учетом трения при хордовой намотке дисков из композитов // Механика композитных материалов. 1982, №5, С. 859-864.
5. Моорлат П.А., Портнов Г.Г. Расчет напряженно-деформированного состояния хордового маховика со спицами // Механика композитных материалов. 1983, №5, С. 853-862.
6. Кайзер (A.C. Kyser). Равнонапряженный вращающийся диск, навитый из волокон // Ракетная техника и космонавтика. 1965, №7, С. 127-131.
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТВОД ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2201550C2 |
| КОМПОЗИТНЫЙ МАХОВИК С МАГНИТНОЙ ПОДВЕСКОЙ | 2022 |
|
RU2803415C1 |
| Маховик | 1989 |
|
SU1772466A1 |
| ТРУБА ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2364509C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОРПУСНЫХ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И КОМПОЗИЦИОННАЯ ОКАНТОВКА ИЛЛЮМИНАТОРА, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2481954C1 |
| Оболочка из композиционного материала и способ изготовления оболочки из композиционного материала | 2017 |
|
RU2637596C1 |
| СПОСОБ АРМИРОВАНИЯ АВТОМОБИЛЬНЫХ ШИН С УПРУГИМИ СПИЦАМИ И МАТРИЦА ДЛЯ ИЗГОТОВЛЕНИЯ КОЛЕС | 2011 |
|
RU2505398C2 |
| КОМПОЗИТНЫЙ МАХОВИК | 1989 |
|
RU2029161C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БРОНЕШЛЕМА ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И БРОНЕШЛЕМ ИЗ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2423059C1 |
| Маховик | 1977 |
|
SU727912A1 |
Группа изобретений относится к области машиностроения. Маховик из композиционного материала содержит сплошной или с центральным отверстием диск. Диск выполнен из скрепленных полимерным связующим однонаправленных армирующих нитей или жгутов, расположенных по петлеобразным кривым. Диск на своем внешнем контуре снабжен ободом из окружных армирующих нитей. Соединительные переходы из обода в диск и обратно выполнены с образованием непрерывной спирали. Спираль состоит из чередующихся дуг окружности обода и петлеобразных кривых диска. Все вместе нити скреплены термопластичным полимерным связующим. Способ изготовления маховика включает формирование обода окружными пропитанными полимерным связующим армирующими нитями или жгутами. Формируют опорно-соединительный элемент в виде дисков или звездообразных спиц с центральными отверстиями. Нити пропитывают термопластичным полимерным связующим и раскладывают 3D-принтером. Заготовку укладывают в пресс-форму и термообрабатывают под давлением до образования монолитного маховика. Достигается повышение удельной массовой и объемной энергоемкостей. 2 н. и 6 з.п. ф-лы, 4 ил.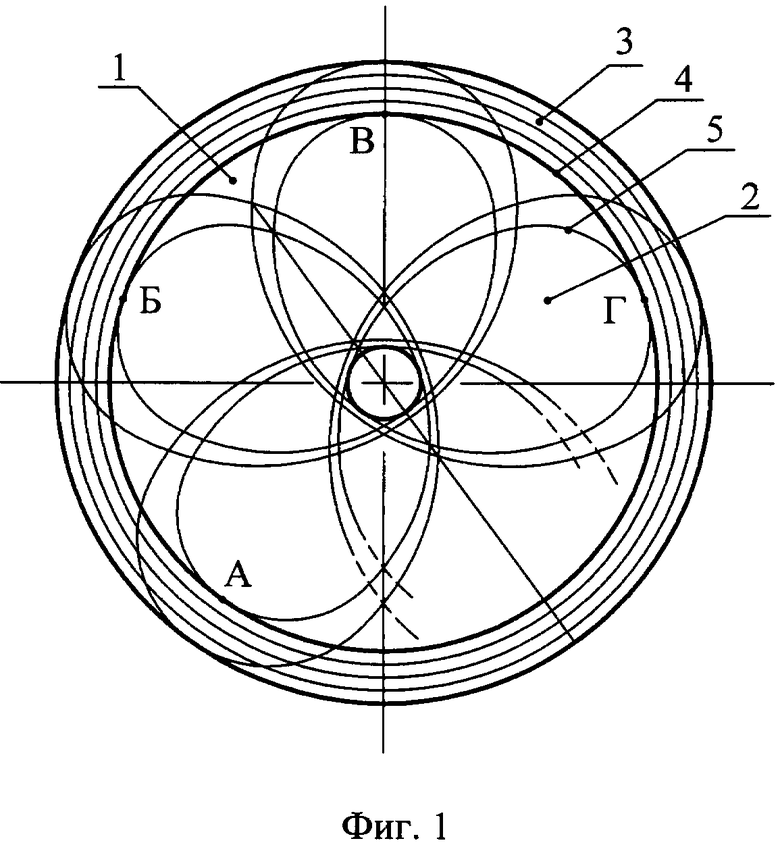
1. Маховик из композиционного материала, содержащий диск, сплошной или с центральным отверстием, из скрепленных полимерным связующим однонаправленных армирующих нитей или жгутов, расположенных по петлеобразным кривым, распределенным в окружном направлении между внешним контуром и отверстием или, в пределе, центром и проходящим по касательной к ним или через центр сплошного диска с образованием системы симметрично ориентированных относительно радиуса диска нитей, отличающийся тем, что диск на своем внешнем контуре снабжен выполненным с ним за одно целое ободом из окружных армирующих нитей, которые объединены с нитями диска, распределенными по окружности соединительными переходами из обода в диск и обратно, с образованием как минимум одной непрерывной спирали, состоящей из чередующихся дуг окружности обода и петлеобразных кривых диска, при этом все вместе нити скреплены термопластичным полимерным связующим.
2. Маховик по п. 1, отличающийся тем, что нити диска расположены отстоящими друг от друга с зазором в средней кольцевой части диска группами с образованием дугообразных пересекающихся спиц.
3. Маховик по п. 1, отличающийся тем, что армирующие нити объединены в две плоско сложенные непрерывные спирали.
4. Маховик по п. 3, отличающийся тем, что две непрерывные спирали выполнены идентичными и расположены симметрично относительно срединной плоскости поперечного сечения маховика
5. Маховик по п. 1, отличающийся тем, что петлеобразные кривые диска выполнены в виде системы распределенных по окружности эллипсов.
6. Способ изготовления маховика из композиционного материала, заключающийся в формировании обода окружными пропитанными полимерным связующим армирующими нитями или жгутами с последующим, после термообработки, формированием опорно-соединительного элемента в виде дисков или звездообразных спиц с центральными отверстиями, расположенных с боковых сторон обода, путем раскладки прямолинейных однонаправленных армирующих нитей по хордам обода с охватыванием его по наружной поверхности, с последующей второй термообработкой, отличающийся тем, что нити пропитывают термопластичным полимерным связующим и раскладывают 3D-принтером как минимум в одну единую заготовку обода с опорно-соединительным элементом по непрерывной спирали, состоящей из чередующихся и последовательно переходящих друг в друга дуг окружности обода и петлеобразных кривых, последние из которых распределены в окружном направлении между центральным отверстием или центром диска и ободом с образованием диска или дугообразных пересекающихся спиц, затем заготовку укладывают в пресс-форму и термообрабатывают под давлением до образования монолитного маховика.
7. Способ изготовления маховика по п. 6, отличающийся тем, что заготовку выкладывают на профилированной форме, соответствующей геометрии наружной поверхности половины маховика до срединной поверхности, с выступанием второй половины, затем укладывают в пресс-форму и термообрабатывают под давлением.
8. Способ изготовления маховика по п. 6, отличающийся тем, что выкладывают две заготовки на плоскости рабочего стола, которые затем плоскими поверхностями друг к другу укладывают в пресс-форму и термообрабатывают под давлением.
| РАЗРЫВОБЕЗОПАСНЫЙ ВОЛОКОННЫЙ СУПЕРМАХОВИК | 2015 |
|
RU2599105C1 |
| Устройство для выдачи бумажных стаканов из стопки | 1961 |
|
SU142823A1 |
| US 3988947 A, 02.11.1976 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

