Изобретение относится к сварочному производству и пригодно в автомобильной промышленности при изготовлении кузовов, кабин, дверей из листовых заготовок, а из прутковых заготовок арматуры для панелей, плит и т.д. домов и др. сооружений. Известно устройство для КТС с охлаждением электрода-грибка, размещенного полым хвостовиком в полости передней части держателя с трубкой под циркулирующий хладагент (см. ГОСТ 1411-90, с. 16). Такой электрод устанавливается в держателе молотком, чем деформируются и повреждаются его рабочая часть и их посадочные поверхности, что отрицательно сказывается на сроке службы этих элементов. Удаление изношенного электрода производится, как правило, газовым ключом, что приводит к деформации передней части держателя и повышенному износу его посадочного гнезда от возникающего при этом, кроме окружного, еще и изгибающего момента с изгибом держателя из-за вылета его не менее чем на 100 мм из хоботов одноточечных сварочных машин.
Известно и другое устройство КТС с электродом-колпачком, размещенным конической поверхностью задней полости на передней части полого держателя с трубкой в нем и другими элементами под хладагент (см. патент; РФ 2570253 С1 от 24.05.2014).
Его недостатки: из-за тонких стенок задней части электрода и передней части держателя в сварочных клещах для удаления изношенного электрода, кроме указанного ключа, используется немецкий съемник в виде рычага с кулачком на. конце, расположенным в поперечной прорези кольца, соединенных между собой осью, а зубчики внутренней поверхности кольца охватывают боковую поверхность электрода; это устройство не лишено выше указанных недостатков, но меньших по величине.
Задачей предлагаемого является замена этого инструмента универсальным для установки электрода в держателе и удаления из него с созданием им осевого усилия для этого без износа и деформации, его посадочной поверхности.
Технический результат от него: облегчение установки и съема электрода в(с) держателе(я) с повышением стойкости посадочной поверхности последнего.
Это обеспечивается тем, что в установщике-съемнике электрода контактной точечной сварки, содержащем полый держатель, в котором размещена под хладагент трубка, а с передней частью его сопряжена с зазорами поверхность конической задней полости электрода - колпачка, новым является то, что с образованной наружной передней резьбовой частью держателя соединен внутренней резьбой задней части колпак, охватывающий с зазорами электрод, в передний торец которого уперт сферический передний торец болта, размещенного в окне переднего торца колпака с боковыми лысками под гаечный ключ; за резьбовой частью колпака выполнено поперечное сквозное окно, в котором размещена пластина, охватывающая продольным вырезом переднюю часть держателя и отстоящая своей верхней плоскостью от заднего торца электрода; выполненная из двух половин пластина каждой из них размещена с противоположной стороны сквозного поперечного окна колпака с охватом вырезом держателя; на передней части держателя зафиксирована стальная резьбовая втулка под резьбу колпака.
Соединением внутренней резьбой задней части колпака с наружной резьбой передней части держателя, когда электрод размещен на его посадочной поверхности, обеспечивается установка колпака на держатель. Упором сферического переднего торца болта колпака в геометрический центр переднего торца электрода при последующем вращении болта создается только осевое усилие с его стороны, перемещающее в осевом направлении электрод с последующей установкой его на переднюю часть держателя и созданием герметичности между их сопрягаемыми поверхностями. Наличием лысок на наружной боковой поверхности колпака под зев гаечного ключа обеспечивается его вращение без радиальной деформации. Образованием сзади резьбовой части колпака поперечного сквозного окна под пластину с продольной прорезью охватывается передняя часть держателя с выступанием ее своими торцами за боковую f поверхность колпака.
Контактом верхней плоскости пластины с задним торцом электрода при вращении колпака создается осевое усилие с ее стороны на этот торец и перемещение электрода вдоль посадочной поверхности держателя для дальнейшего удаления его.
Наличием зазора между верхней плоскостью пластины и задним торцом электрода обеспечивается свободное размещение пластины в поперечном сквозном окне колпака. Созданием с торца пластины продольной прорези, охватывающей держатель, обеспечивается достаточная площадь контакта ее с задним торцом электрода.
Выступанием торцов пластины за боковую поверхность колпака облегчается ее установка в окне колпака и удаление из него. Выполнением пластины из 2-х половин, установленных с противоположных сторон этого окна колпака, упрощается ее изготовление, т.к. их прорези получают сверлением поперечного отверстия в ней с последующим разделением ее на две половинки с их вырезами - полуотверстиями, охватывающими держатель и контактирующими верхними, плоскостями практически со всем задним торцом электрода. Размещением на передней части держателя и зафиксированной с ним стальной резьбовой втулки повышает стойкость этой части при силовом воздействии на нее резьбы вращаемого 1 колпака. Анализ предлагаемого с известными сейчас решениями показывает, что оно ново, имеет существенные отличия, промышленно пригодно и является изобретением.
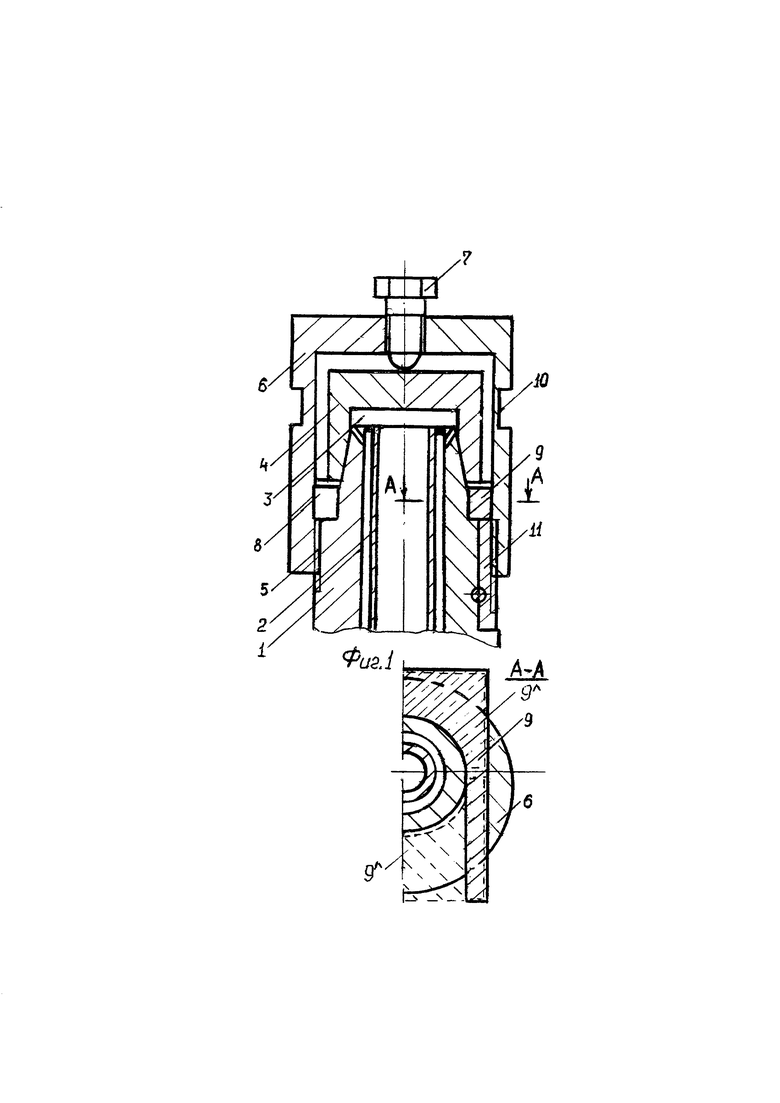
Оно приведено на фиг. 1 чертежа, на которой слева от оси симметрии представлен п. 1 формулы для электрода-колпачка, а справа of нее и сечением А-А п. 2-4 ее. Предлагаемое устройство содержит держатель 11; трубкой 2 в его полости; на передней конической части его размещен с зазорами конической поверхностью задней полости 3 электрод-колпачок 4; передняя цилиндрическая часть держателя - резьбовая 5,с которой соединена внутренняя резьба задней части колпака 6, охватывающего с боковым и осевым зазорами электрод 4; в резьбовом окне его торца размещен резьбой болт 7, упирающийся сферическим торцом в передний торец электрода 4; по п. 2 формулы: за резьбой колпака 6 выполнено сквозное поперечное окно 8, в котором размещена с зазорами цельная пластина 9 или две ее половины  показанные штриховыми линиями на А-А, своими торцами выступающая(ие) за боковую поверхность колпака 5, имеющей как минимум две противоположно расположенные лыски 10 под зев гаечного ключа; на передней части держателя зафиксирована штифтом стальная резьбовая втулка 11 под колпак 6 для увеличения срока службы резьбы этой части его. Электрод 4 устанавливается на передней части держателя 1 конической поверхностью задней полости 3; при этом колпак 6 охватывает его с зазорами и наворачивается своей резьбой на резьбу 5 держателя 1 или втулки 11; затем вворачивается болт 7 в окно колпака 6 с упором своего сферического торца в передний торец электрода 4; после этого гаечным ключом вращается колпак 6 на несколько оборотов; при этом электрод 4 без вращения, но с осевым перемещением надежно фиксируется возникающим осевым усилием на передней части держателе 1 с обеспечением герметичности их сопрягаемых поверхностей; при реализации п. 2-4 формулы (см. правую часть фиг. 1 и сечение А-А) после износа электрода 4 на держатель 1 также наворачивается колпак 6, затем в его сквозное поперечное окно 8 устанавливается пластина 9 (ее половины
показанные штриховыми линиями на А-А, своими торцами выступающая(ие) за боковую поверхность колпака 5, имеющей как минимум две противоположно расположенные лыски 10 под зев гаечного ключа; на передней части держателя зафиксирована штифтом стальная резьбовая втулка 11 под колпак 6 для увеличения срока службы резьбы этой части его. Электрод 4 устанавливается на передней части держателя 1 конической поверхностью задней полости 3; при этом колпак 6 охватывает его с зазорами и наворачивается своей резьбой на резьбу 5 держателя 1 или втулки 11; затем вворачивается болт 7 в окно колпака 6 с упором своего сферического торца в передний торец электрода 4; после этого гаечным ключом вращается колпак 6 на несколько оборотов; при этом электрод 4 без вращения, но с осевым перемещением надежно фиксируется возникающим осевым усилием на передней части держателе 1 с обеспечением герметичности их сопрягаемых поверхностей; при реализации п. 2-4 формулы (см. правую часть фиг. 1 и сечение А-А) после износа электрода 4 на держатель 1 также наворачивается колпак 6, затем в его сквозное поперечное окно 8 устанавливается пластина 9 (ее половины  ) с упором ее радиусного паза в боковую поверхность держателя 1; далее ключом, вращается в противоположном направлении колпак 6, выбирается осевой зазор между верхней плоскостью пластины 9 (каждой из ее половин ) и задним торцом электрода 4 и действующим при этом осевым усилием последний перемещается вверх без вращения и осевого перекоса относительно держателя и снимается с передней части его.
) с упором ее радиусного паза в боковую поверхность держателя 1; далее ключом, вращается в противоположном направлении колпак 6, выбирается осевой зазор между верхней плоскостью пластины 9 (каждой из ее половин ) и задним торцом электрода 4 и действующим при этом осевым усилием последний перемещается вверх без вращения и осевого перекоса относительно держателя и снимается с передней части его.
Отсутствием вращения электрода 4 при установке его на передней части держателя 1 и удалении его оттуда сводится к минимуму износ посадочной конической поверхности держателя 1 под него; кроме того, исключением радиального обжатия задней части электрода и передней части держателя гарантируется начальная геометрия конической поверхности последнего и герметичность соединения электрод - держатель при неограниченном сроке службы последнего. Исключением изгибающего момента при съеме электрода с держателя гарантируется прямолинейность последнего, чем увеличивается также стойкость контактирующих через заготовки всей площадью рабочих торцов верхнего и нижнего электродов. Использованием вместо одной пластины 2-х ее половин, простых в изготовлении, гарантируется равномерный без перекоса съем электрода с держателя из-за воздействия их в осевом направлении практически на всю поверхность заднего торца электрода.
Таким образом, предлагаемым устройством исключается радиальная деформация и износ сопрягаемых поверхностей электрода и держателя при их сборке и разборке их благодаря созданию осевого усилия, действующего на передний или задний торец электрода со стороны охватывающего его колпака, и гарантируется неограниченный срок службы посадочной поверхности держателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОДА КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ (КТС) И УСТРОЙСТВО ЕГО РЕАЛИЗАЦИИ | 2009 |
|
RU2420378C2 |
| Электрододержатель для контактной точечной сварки (КТС) | 2016 |
|
RU2622192C1 |
| НЕПОДВИЖНЫЙ ДЕРЖАТЕЛЬ-ЭЛЕКТРОД СВАРОЧНЫХ КЛЕЩЕЙ | 2014 |
|
RU2578865C1 |
| Устройство для контактной точечной сварки | 2017 |
|
RU2649485C1 |
| Устройство для контактной точечной сварки с охлаждением электрода-колпачка | 2016 |
|
RU2635640C1 |
| Устройство для контактной точечной сварки | 2020 |
|
RU2738573C1 |
| Устройство для охлаждения электрода-колпачка контактной точечной сварки (КТС) | 2015 |
|
RU2618284C1 |
| Держатель электрода-ролика | 2017 |
|
RU2649483C1 |
| Устройство для электромагнитной точечной сварки | 2019 |
|
RU2712317C1 |
| Устройство для контактной точечной сварки с охлаждением электрода-колпачка | 2016 |
|
RU2633810C1 |
Изобретение может быть использовано при изготовлении листовых заготовок, а также заготовок из прутков арматуры. Устройство предназначено для установки и съема электрода-колпачка для контактной точечной сварки, размещенного на держателе с наружной резьбой в его передней части. Устройство выполнено в виде колпака для охвата электрода с осевым и боковым зазором относительно его поверхности и снабжено пластиной, имеющей вырез для охвата передней части держателя электрода, торцы которой выступают за боковую поверхность колпака. В задней части колпака выполнена внутренняя резьба с возможностью ее соединения с наружной резьбой держателя и сквозное поперечное окно для размещения в нем упомянутой пластины с зазором ее верхней плоскости относительно заднего торца электрода. Передний торец колпака выполнен с резьбовым окном, в котором размещен болт, имеющий сферический торец и установленный с возможностью его упора в торец электрода. Пластина состоит из двух половин с возможностью размещения каждой из них с противоположных сторон сквозного поперечного окна колпака. Изобретение обеспечивает высокий срок службы посадочной поверхности держателя за счет исключении его изгиба при установке и удалении электрода, благодаря воздействию только осевого усилия, действующего на электрод. 1 з.п. ф-лы, 1 ил.
1. Устройство для установки и съема электрода-колпачка для контактной точечной сварки, размещенного на держателе с наружной резьбой в его передней части, характеризующееся тем, что оно выполнено в виде колпака для охвата электрода с осевым и боковым зазором относительно его поверхности и снабжено пластиной, имеющей вырез для охвата передней части держателя электрода, торцы которой выступают за боковую поверхность колпака для охвата электрода, при этом в задней части колпака выполнена внутренняя резьба с возможностью ее соединения с наружной резьбой держателя и сквозное поперечное окно для размещения в нем упомянутой пластины с зазором ее верхней плоскости относительно заднего торца электрода, причем передний торец колпака выполнен с резьбовым окном, в котором размещен болт, имеющий сферический торец и установленный с возможностью его упора в торец электрода, причем боковая поверхность упомянутого колпака выполнена с лысками под гаечный ключ.
2. Устройство по п.1, отличающееся тем, что пластина состоит из двух половин с возможностью размещения каждой из них с противоположных сторон сквозного поперечного окна колпака.
| Устройство для съема электродов контактных точечных машин | 1985 |
|
SU1278156A1 |
| Устройство для съема электродов машин точечной контактной сварки | 1981 |
|
SU1237349A1 |
| СЪЕМНИК ЭЛЕКТРОДОВ ТОЧЕЧНОЙ СВАРОЧНОЙ МАШИНЫ | 1995 |
|
RU2095214C1 |
| US 20170282284 A1, 05.10.2017 | |||
| JP 2011183422 A, 22.09.2011. | |||

