ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Настоящее изобретение относится к области обработки металлических изделий и/или продуктов для улучшения свойств материала этих изделий и/или продуктов.
УРОВЕНЬ ТЕХНИКИ
Поверхностное упрочнение является процессом, который используется для того, чтобы улучшить износостойкость изделий и/или продуктов, не воздействуя на более мягкие, более вязкие внутренние части изделий. Следует иметь в виду, что комбинация твердой поверхности и стойкости к растрескиванию при ударе является чрезвычайно полезной в таких изделиях, продуктах и/или компонентах, как кулачковые механизмы или зубчатые колеса с внутренним зацеплением, подшипники или валы, турбины и/или автомобильные компоненты и т.д., поскольку очень твердая поверхность, для того, чтобы противостоять износу, в комбинации с вязкой внутренностью для сопротивления ударам, которые могут происходить во время работы, часто являются желательными для таких изделий или компонентов. Обычно поверхностная обработка изделия может приводить к сжимающим остаточным напряжениям в поверхности изделия, что может уменьшать вероятность зарождения трещин и останавливать развитие трещин на границе поверхность-ядро. Кроме того, поверхностное упрочнение стали может быть выгодным по сравнению с такими способами, как сквозная закалка, потому что менее дорогие низкоуглеродистые и среднеуглеродистые стали могут быть поверхностно упрочнены с минимальными проблемами деформации и растрескивания, связанными со сквозной закалкой относительно толстых сечений.
Поверхностное упрочнение может быть достигнуто посредством диффузионных способов, посредством чего химический состав поверхности может быть модифицирован упрочняющими элементами, такими как углерод (C), азот (N) или бор (B). Диффузионные способы являются выгодными в том плане, что они могут обеспечить эффективное упрочнение всей поверхности обрабатываемых изделий.
Цементация представляет собой добавление углерода к поверхности низкоуглеродистой стали при температуре T=850-980°C, при которой аустенит (гранецентрированная кубическая структура, FCC) является устойчивой кристаллической структурой. Упрочнение достигается, когда поверхность стали закаляется таким образом, что образуется мартенсит (объемноцентрированная тетрагональная структура, BCT).
При газовой цементации обрабатываемые изделия окружаются атмосферой, содержащей углерод. Однако проблема, относящаяся к этой методике, заключается в том, что состав атмосферы должен строго контролироваться для того, чтобы избежать вредных побочных эффектов, таких как образование поверхностных и зернограничных оксидов. В попытках упростить атмосферу, цементация вместо этого может выполняться при очень низком давлении (вакуумная цементация). Однако поскольку скорость потока газа может быть относительно низкой благодаря низкому давлению, углеродный потенциал газа может быть быстро исчерпан благодаря глубоким впадинам и глухим отверстиям в материале изделия. Это может привести к неоднородности в случае глубины поверхности изделия. С другой стороны, если давление газа увеличивается для того, чтобы преодолеть эту проблему, может возникнуть проблема образования свободного углерода (то есть сажеобразования). Для того чтобы получить приемлемо однородную глубину, давление газа должно периодически увеличиваться для восстановления исчерпывающейся атмосферы, а затем снова уменьшаться для того, чтобы избежать сажеобразования, что приводит к чрезвычайно усложненному процессу.
Следовательно, существует потребность в альтернативном методе, который был бы в состоянии обеспечить более удобную обработку для повышения износостойкости изделий, продуктов и/или предметов, и который, кроме того, был бы более экономически эффективным и/или быстрым.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
Задачей настоящего изобретения является смягчить вышеупомянутые проблемы и предложить способ и устройство, которые достигали бы удобной, экономически эффективной и/или быстрой обработки изделий, продуктов и/или предметов для того, чтобы улучшить их износостойкость и/или ударопрочность.
Эта и другие задачи решаются с помощью способа и прессового устройства, имеющих отличительные особенности, определенные в независимых пунктах формулы изобретения. Предпочтительные варианты осуществления определяются в зависимых пунктах формулы изобретения.
Следовательно, в соответствии с первым аспектом настоящего изобретения предлагается способ прессования по меньшей мере одного изделия в устройстве, содержащем сосуд высокого давления, печную камеру, предусмотренную в этом сосуде высокого давления, и загрузочное отделение, расположенное в этой печной камере. Способ содержит стадию обеспечения по меньшей мере одного обрабатываемого изделия в загрузочном отделении. Способ дополнительно содержит стадию подачи рабочей среды под давлением в сосуд высокого давления и увеличения давления в загрузочном отделении. Способ дополнительно содержит стадию увеличения температуры в загрузочном отделении. Способ дополнительно содержит стадию поддержания увеличенной температуры на первом заданном температурном уровне в течение выбранного промежутка времени. Способ дополнительно содержит стадию поддержания увеличенного давления на первом заданном уровне давления в течение выбранного промежутка времени. Способ дополнительно содержит стадию изменения температуры от первого заданного температурного уровня до второго заданного температурного уровня. Способ дополнительно содержит стадию подачи содержащего углерод газа в сосуд высокого давления. Способ дополнительно содержит стадию поддержания второго заданного температурного уровня в течение выбранного промежутка времени. Способ дополнительно содержит стадию уменьшения температуры в загрузочном отделении. Кроме того, способ содержит стадию выпуска рабочей среды под давлением из сосуда высокого давления и уменьшения давления в загрузочном отделении.
В соответствии со вторым аспектом настоящего изобретения предлагается прессовое устройство. Это устройство содержит сосуд высокого давления, печную камеру, предусмотренную в этом сосуде высокого давления, и загрузочное отделение, расположенное в этой печной камере. Устройство дополнительно содержит устройство подачи рабочей среды под давлением для подачи рабочей среды под давлением в сосуд высокого давления, а также устройство подачи газа для подачи газа в сосуд высокого давления. Прессовое устройство выполнено с возможностью приема по меньшей мере одного обрабатываемого изделия в загрузочное отделение. Это устройство дополнительно выполнено с возможностью подачи рабочей среды под давлением в сосуд высокого давления и увеличения давления в загрузочном отделении. Устройство дополнительно выполнено с возможностью увеличения температуры в загрузочном отделении. Кроме того, устройство выполнено с возможностью поддержания увеличенной температуры на первом заданном температурном уровне в течение выбранного промежутка времени, а также поддержания увеличенного давления на первом заданном уровне давления в течение выбранного промежутка времени. Устройство дополнительно выполнено с возможностью изменения температуры от первого заданного температурного уровня до второго заданного температурного уровня, подачи содержащего углерод газа в сосуд высокого давления, а также поддержания второго заданного температурного уровня в течение выбранного промежутка времени. Кроме того, устройство дополнительно выполнено с возможностью уменьшения температуры в загрузочном отделении, выпуска рабочей среды под давлением из сосуда высокого давления, а также уменьшения давления в загрузочном отделении.
Таким образом, настоящее изобретение основано на идее подвергания одного или более изделий горячему изостатическому прессованию внутри (прессового) устройства, а затем подвергания изделия (изделий) цементации внутри того же самого (прессового) устройства. В способе настоящего изобретения изделие (изделия), расположенное в устройстве, сначала подвергается горячему изостатическому прессованию, выполняемому при заданных уровнях давления и температуры в течение (некоторого) выбранного интервала (интервалов) времени, что приводит к закрытию пор внутри изделия. Это, в свою очередь, дает относительно высокое уплотнение изделия (изделий), приводя к увеличению срока службы и/или (усталостной) прочности обработанного изделия (изделий). Изделие (изделия) после этого подвергается воздействию содержащего углерод газа, который подается в сосуд высокого давления, при заданных уровнях давления и температуры в течение (некоторого) выбранного интервала (интервалов) времени. Этот процесс цементации способа настоящего изобретения модифицирует тем самым химический состав поверхности изделия (изделий) по мере того, как углерод диффундирует до желаемой (предопределенной) глубины материала изделия. После этого температура в загрузочном отделении уменьшается, и рабочая среда под давлением выпускается для того, чтобы уменьшить давление в загрузочном отделении. Стадия уменьшения температуры (закалка, охлаждение) настоящего изобретения способствует формированию мартенсита в высокоуглеродистом поверхностном слое изделия (изделий). Следовательно, способ настоящего изобретения может выполнять горячее изостатическое прессование, цементацию и поверхностное упрочнение изделия (изделий) в одном и том же устройстве, удобно обеспечивая тем самым изделие (изделия), содержащее износостойкий и усталостнопрочный наружный слой, нанесенный на вязком ядре. Следует иметь в виду, что результат способа настоящего изобретения, а именно обеспечение изделий, имеющих относительно твердую поверхность для того, чтобы противостоять износу, в комбинации с относительно вязкой внутренностью для обеспечения ударной прочности изделий, является чрезвычайно полезным для широкого спектра приложений.
Преимущество настоящего изобретения состоит в том, что этот способ эффективно и удобно комбинирует процесс горячего изостатического прессования и процесс поверхностного упрочнения (включая процесс цементации) одного или более изделий. Другими словами, способ в соответствии с настоящим изобретением сначала уменьшает пористость материала изделия, так что изделие (изделия) уплотняется, улучшая тем самым механические свойства изделия (изделий), и после этого упрочняет поверхность изделия (изделий) для того, чтобы улучшить его (их) износостойкость. Следовательно, эффективный и удобный способ настоящего изобретения экономит время при обработке изделия (изделий). Предшествующий уровень техники не раскрывает комбинации горячего изостатического прессования и поверхностного упрочнения изделий, раскрываемой настоящим изобретением. Следовательно, любые попытки улучшить свойства материала изделий, основанные на раскрытиях предшествующего уровня техники, сопоставимых с усовершенствованием свойств материала изделий, основанным на способе в соответствии с настоящим изобретением, приводят к зависящим от обстоятельств и/или неэффективным по времени операциям. В отличие от этого, комбинация процесса горячего изостатического прессования и процесса поверхностного упрочнения в соответствии со способом настоящего изобретения приводит к удобной и эффективной обработке изделий для улучшения свойств их материала, и этот способ является быстрым и, следовательно, также и экономически эффективным.
Настоящее изобретение является выгодным тем, что процесс горячего изостатического прессования и процесс поверхностного упрочнения для обработки одного или более изделий выполняются в одном и том же (прессовом) устройстве. Следовательно, если необходимо обработать изделия так, чтобы они имели желаемые свойства материала в результате горячего изостатического прессования и поверхностного упрочнения, способ настоящего изобретения избавляет от необходимости сначала выполнять горячее изостатическое прессование изделия (изделий) в устройстве, а после этого удалять изделие (изделия) из устройства для того, чтобы выполнить поверхностное упрочнение изделия (изделий) в другом устройстве. Таким образом, поскольку стадии способа настоящего изобретения выполняются в том же самом устройстве, то есть без необходимости иметь два или более устройств и/или мер для выполнения стадий способа, настоящее изобретение обеспечивает удобный, быстрый и/или экономически эффективный способ для улучшения свойств материала изделия (изделий).
Настоящее изобретение является дополнительно выгодным в том, что уменьшение температуры (то есть закалка или охлаждение) в устройстве во время процесса поверхностного упрочнения изделия (изделий) может быть выполнено с относительно высокой скоростью в устройстве, эффективно противодействуя тем самым формированию немартенситных фаз в материале изделия (изделий).
Настоящее изобретение является дополнительно выгодным в том, что относительно высокое давление, применяемое в устройстве во время процесса цементации в ходе процесса поверхностного упрочнения, может противодействовать исчерпанию углеродного потенциала газа благодаря неровностям поверхности материала изделия (изделий). Следовательно, предотвращается неоднородность в том случае, когда поверхность изделия является неровной. Следовательно, настоящее изобретение является выгодным в том, что может быть достигнута относительно однородная глубина диффузии углерода в материал изделия, приводящая к относительно однородной износостойкости поверхности изделия.
Устройство, используемое способом в соответствии с первым аспектом настоящего изобретения, содержит среди прочего сосуд высокого давления, печную камеру, предусмотренную в этом сосуде высокого давления, и загрузочное отделение, расположенное в этой печной камере. Следует иметь в виду, что это устройство может содержать другие компоненты и/или части, но дополнительные описания таких компонентов и/или частей в этом контексте опускаются. Кроме того, следует иметь в виду, что (прессовое) устройство может представлять собой устройство горячего изостатического прессования.
Данный способ содержит стадию обеспечения по меньшей мере одного обрабатываемого изделия в загрузочном отделении. Другими словами, одно или более изделий могут быть размещены или расположены внутри загрузочного отделения устройства. Материал изделия может быть по существу любым видом стали, но следует иметь в виду, что материал изделия может содержать другой металл (металлы) и/или сплав (сплавы).
Данный способ дополнительно содержит стадию подачи рабочей среды под давлением в сосуд высокого давления и увеличения давления в загрузочном отделении устройства. «Рабочая среда под давлением» здесь означает газ или газообразную среду, которая может иметь низкое химическое сродство к обрабатываемому изделию (изделиям), такой как аргон (Ar).
Способ дополнительно содержит стадию увеличения температуры в загрузочном отделении, содержащем изделие (изделия), при которой температура увеличивается печной камерой.
Способ дополнительно содержит стадии поддержания увеличенной температуры на первом заданном температурном уровне в течение выбранного промежутка времени, а также поддержания увеличенного давления на первом заданном уровне давления в течение выбранного промежутка времени. Здесь следует иметь в виду, что термин «уровень» может интерпретироваться как интервал. Следовательно, в стадиях настоящего способа увеличенными температурой и давлением управляют таким образом, чтобы температура и давление находились внутри желаемых интервалов температуры и давления, соответственно. Стадии способа поддержания увеличенной температуры и увеличенного давления во время соответствующих интервалов времени приводят к уплотнению материала изделия, что в свою очередь приводит к увеличению срока службы и/или (усталостной) прочности обработанного изделия (изделий).
Способ дополнительно содержит стадию изменения температуры от первого заданного температурного уровня до второго заданного температурного уровня. Следует иметь в виду, что первый и второй заданные температурные уровни (интервалы) могут быть раздельными (то есть отличающимися), частично перекрывающимися (то есть частично отличающимися) или по существу перекрывающимися (то есть по существу одинаковыми). Способ дополнительно содержит стадию подачи содержащего углерод газа в сосуд высокого давления. «Содержащий углерод газ» здесь означает газообразная среда, которая содержит углерод (C). Способ дополнительно содержит стадию поддержания второго заданного температурного уровня в течение выбранного промежутка времени. Следует иметь в виду, что стадии подачи содержащего углерод газа в сосуд высокого давления, в котором располагается одно или более изделий, и поддержание второго заданного температурного уровня в течение выбранного промежутка времени подразумевают процесс цементации, в котором имеет место модификация поверхности изделия (изделий) по мере того, как углерод диффундирует в материал изделия до желаемой глубины.
Способ дополнительно содержит стадию уменьшения температуры в загрузочном отделении устройства. Следует иметь в виду, что эта стадия способа закалки или охлаждения изделия (изделий), расположенного в загрузочном отделении, способствует формированию мартенситной структуры поверхностного материала изделия (изделий), причем эта мартенситная структура формирует износостойкую и усталостнопрочную поверхность изделия (изделий).
Кроме того, способ содержит стадию выпуска рабочей среды под давлением из сосуда высокого давления и уменьшения давления в загрузочном отделении. После понижения давления в загрузочном отделении обработанное изделие (изделия) может быть удалено из устройства.
В соответствии с одним вариантом осуществления настоящего изобретения второй заданный температурный уровень может быть ниже, чем первый заданный температурный уровень. Следовательно, стадия (стадии) способа, связанная с цементацией, то есть диффузией углерода до желаемой глубины материала изделия, может быть выполнена на некотором (втором) температурном уровне, более низком чем (первый) температурный уровень, на котором уплотнение материала изделия выполняется с помощью процесса горячего изостатического прессования. Настоящий вариант осуществления является выгодным тем, что оптимальный температурный уровень для управления диффузией углерода в материал изделия в ходе цементации процесса поверхностного упрочнения данного способа может быть более низким, чем оптимальный температурный уровень для устранения пористости материала изделия в процессе горячего изостатического прессования данного способа.
В соответствии с одним вариантом осуществления настоящего изобретения понижение температуры в загрузочном отделении может дополнительно содержать перемещение (замену) рабочей среды под давлением, имеющей температуру на втором заданном температурном уровне, в загрузочном отделении, обеспечение рабочей среды под давлением, имеющей температуру ниже второго заданного температурного уровня, и смешивание этой обеспечиваемой рабочей среды под давлением с перемещаемой (заменяемой) рабочей средой под давлением, и направление полученной таким образом смешанной рабочей среды под давлением в загрузочное отделение. Другими словами, рабочая среда под давлением с температурой на втором заданном температурном уровне может перемещаться, выпускаться или заменяться из загрузочного отделения в пространство вне загрузочного отделения, где рабочая среда под давлением смешивается с рабочей средой под давлением, имеющей более низкую температуру, что приводит к созданию смешанной рабочей среды под давлением в этом пространстве, имеющей температуру ниже второго заданного температурного уровня. Эта смешанная рабочая среда под давлением может быть после этого направлена (перемещена) из пространства вне загрузочного отделения в загрузочное отделение, что приведет к охлаждению загрузочного отделения и изделия (изделий), расположенного в нем. Другими словами, относительно теплая рабочая среда под давлением в загрузочном отделении заменяется на относительно холодную рабочую среду под давлением, уменьшая тем самым температуру в загрузочном отделении. Настоящий вариант осуществления способа может тем самым достигать относительно быстрого и/или плавного снижения температуры загрузочного отделения в устройстве. Следовательно, настоящий вариант осуществления достигает относительно быстрого и/или плавного охлаждения одного или более изделий, расположенных (установленных) в загрузочном отделении устройства. Настоящий вариант осуществления является выгодным тем, что относительно быстрое снижение температуры загрузочного отделения предотвращает формирование немартенситных фаз в материале изделия, улучшая тем самым процесс поверхностного упрочнения настоящего способа. Настоящий вариант осуществления дополнительно является выгодным тем, что относительно быстрое снижение температуры загрузочного отделения позволяет выгружать изделие (изделия) из устройства через относительно короткий период времени после обработки изделия (изделий). Следовательно, способ настоящего варианта осуществления может повысить производительность процесса, поскольку полное время цикла может быть значительно сокращено.
В соответствии с одним вариантом осуществления настоящего изобретения обеспечение по меньшей мере одного обрабатываемого изделия в загрузочном отделении может дополнительно содержать обеспечение в загрузочном отделении по меньшей мере одного предварительно прессованного изделия, сформированного по меньшей мере из одного порошка, увеличение температуры в загрузочном отделении и поддержание этой увеличенной температуры на третьем заданном температурном уровне в течение выбранного промежутка времени. Настоящий вариант осуществления тем самым включает в себя процесс начальной агломерации изделия (изделий), который может выполняться перед процессом горячего изостатического прессования и процессом поверхностного упрочнения изделия (изделий), посредством чего сформированное по меньшей мере из одного порошка предварительно прессованное изделие (изделия) уплотняется за счет тепла в устройстве, не доводя изделие до точки плавления. Настоящий вариант осуществления является выгодным тем, что процесс агломерации этого варианта осуществления настоящего изобретения, а также горячее изостатическое прессование и поверхностное упрочнение изделия (изделий) могут быть выполнены в одном и том же (прессовом) устройстве. Следовательно, настоящий вариант осуществления еще больше увеличивает удобство и скорость и/или экономическую эффективность обработки изделия (изделий) для улучшения свойств его (их) материала.
В соответствии с одним вариантом осуществления настоящего изобретения по меньшей мере один порошок может выбираться из группы, состоящей из атомизированного водой металлического порошка и атомизированного газом металлического порошка. Другими словами, по меньшей мере один (металлический) порошок может содержать атомизированный водой металлический порошок и/или атомизированный газом металлический порошок.
В соответствии с одним вариантом осуществления настоящего изобретения способ может дополнительно содержать увеличение температуры в загрузочном отделении и поддержание этой увеличенной температуры на четвертом заданном температурном уровне в течение выбранного промежутка времени после снижения температуры в загрузочном отделении. Этот вариант осуществления настоящего изобретения содержит процесс отпуска изделия (изделий) после горячего изостатического прессования и поверхностного упрочнения изделия (изделий), посредством которого температура в устройстве снова увеличивается после снижения температуры (то есть закалки или охлаждения). Настоящий вариант осуществления выгоден тем, что он может уменьшать хрупкость и/или увеличивать ударную вязкость изделия (изделий) после горячего изостатического прессования и поверхностного упрочнения изделия (изделий) в соответствии со способом настоящего изобретения. Настоящий вариант осуществления дополнительно выгоден тем, что процесс отпуска может выполняться в том же самом устройстве, что и горячее изостатическое прессование, поверхностное упрочнение и/или процесс агломерации, дополнительно увеличивая тем самым удобство, скорость и/или экономическую эффективность обработки изделия (изделий).
В соответствии с одним вариантом осуществления настоящего изобретения первый заданный температурный уровень может составлять 800-1500°C, предпочтительно, 1000-1300°C и, более предпочтительно приблизительно 1150°C, а выбранный промежуток времени для поддержания первого температурного уровня может составлять 0,1-6 ч, предпочтительно, 0,5-4 ч и, более предпочтительно, 1-2 ч. Настоящий вариант осуществления выгоден тем, что указанный температурный уровень и интервал времени для процесса горячего изостатического прессования изделия (изделий) способствуют относительно высокому уплотнению изделия при относительно короткой продолжительности выдержки.
В соответствии с одним вариантом осуществления настоящего изобретения первый уровень заданного давления может составлять 20-500 МПа, предпочтительно, 50-200 МПа и, более предпочтительно 80-150 МПа, а выбранный промежуток времени для поддержания первого уровня заданного давления может составлять 0,1-8 ч, предпочтительно, 1-5 ч и, более предпочтительно, 2-3 ч. Следует иметь в виду, что первый уровень заданного давления может поддерживаться во время горячего изостатического прессования и поверхностного упрочнения (включая цементацию) изделия (изделий). Настоящий вариант осуществления выгоден тем, что указанный уровень давления способствует относительно высокому уплотнению изделия во время горячего изостатического прессования и относительно однородной глубине диффузии углерода в материал изделия во время поверхностного упрочнения при относительно короткой продолжительности выдержки.
В соответствии с одним вариантом осуществления настоящего изобретения второй заданный температурный уровень может составлять 600-1200°C, предпочтительно, 750-1050°C и, более предпочтительно приблизительно 950°C, а выбранный промежуток времени для поддержания второго температурного уровня может составлять 0,1-3 ч, предпочтительно, 0,1-1,5 ч и, более предпочтительно приблизительно 0,5 ч. Настоящий вариант осуществления выгоден тем, что указанные второй заданный температурный уровень и интервал времени для процесса цементации поверхностного упрочнения изделия (изделий) могут приводить к желаемой глубине диффузии в изделие (изделия).
В соответствии с одним вариантом осуществления настоящего изобретения снижение температуры в загрузочном отделении может осуществляться со скоростью 200-2000°C/мин в температурном интервале 800-500°C в загрузочном отделении. Другими словами, после процесса цементации способа, который может проводиться при температурном уровне 600-1200°C, предпочтительно, 750-1050°C, этот способ может относительно быстро уменьшать температуру в загрузочном отделении устройства. Настоящий вариант осуществления выгоден тем, что относительно быстрая скорость снижения температуры, то есть скорость охлаждения или скорость закалки, в указанном температурном интервале противодействует формированию немартенситных фаз в материале изделия. Это улучшает формирование мартенсита в материале изделия и, следовательно, упрочняет изделие.
В соответствии с одним вариантом осуществления настоящего изобретения четвертый заданный температурный уровень может составлять 100-400°C, предпочтительно, 150-250°C и, более предпочтительно, приблизительно 180-200°C, а выбранный промежуток времени для поддержания четвертого заданного температурного уровня может составлять 0,1-4 ч, предпочтительно, 0,5-2 ч и, более предпочтительно, приблизительно 1 ч. Настоящий вариант осуществления выгоден тем, что указанные четвертый заданный температурный уровень и интервал времени для процесса отпуска изделия (изделий) могут привести к желаемому уменьшению хрупкости и/или увеличению ударной вязкости изделия (изделий) при относительно короткой продолжительности выдержки.
В соответствии с одним вариантом осуществления настоящего изобретения содержащий углерод газ может быть выбран из группы, состоящей из метана (CH4), ацетилена (C2H2), оксида углерода (CO) и диоксида углерода (CO2). Настоящий вариант осуществления выгоден тем, что эти газы являются относительно доступными и недорогими.
Следует иметь в виду, что конкретные варианты осуществления, описанные выше со ссылкой на способ в соответствии с первым аспектом настоящего изобретения, являются одинаково применимыми и комбинируемыми с прессовым устройством в соответствии со вторым аспектом настоящего изобретения. Кроме того, упомянутые преимущества способа в соответствии с первым аспектом настоящего изобретения также относятся и к прессовому устройству в соответствии со вторым аспектом настоящего изобретения. Следует иметь в виду, что прессовое устройство второго аспекта настоящего изобретения описывается как «выполненное с возможностью» выполнения нескольких стадий в соответствии со способом первого аспекта настоящего изобретения. Здесь, термин «выполнен с возможностью» может альтернативно интерпретироваться как «скомпонованный для», «адаптированный к» и/или «способный к», то есть как то, что это прессовое устройство скомпоновано для, адаптировано к и/или способно к выполнению упомянутых стадий.
Дополнительные цели, особенности и преимущества настоящего изобретения станут очевидными после изучения следующего подробного раскрытия, чертежей и приложенной формулы изобретения. Специалисту в данной области техники будет понятно, что различные особенности настоящего изобретения могут сочетаться для создания вариантов осуществления, отличающихся от описанных ниже.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Настоящее изобретение будет теперь описано более подробно со ссылками на приложенные чертежи, показывающие вариант (варианты) осуществления настоящего изобретения.
Фиг.1 представляет собой схематическую диаграмму способа для обработки по меньшей мере одного изделия в соответствии с одним вариантом осуществления настоящего изобретения,
Фиг.2 представляет собой схематическую блок-схему процесса снижения температуры в соответствии с одним вариантом осуществления настоящего изобретения,
Фиг.3 представляет собой схематическую диаграмму процесса спекания по меньшей мере одного изделия в соответствии с одним вариантом осуществления настоящего изобретения,
Фиг.4 представляет собой схематическую диаграмму процесса отпуска по меньшей мере одного изделия в соответствии с одним вариантом осуществления настоящего изобретения, и
Фиг.5 схематически изображает прессовое устройство в соответствии с одним вариантом осуществления второго аспекта настоящего изобретения.
ПОДРОБНОЕ ОПИСАНИЕ
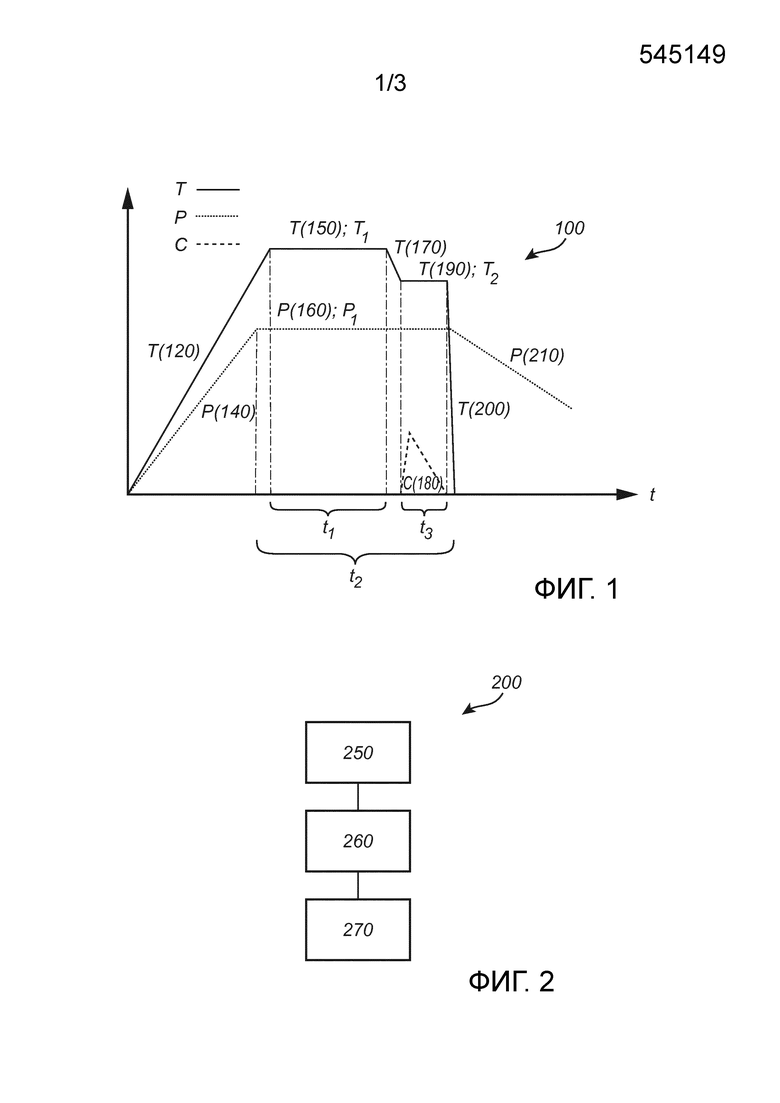
Фиг.1 представляет собой схематическую диаграмму способа 100 для обработки по меньшей мере одного изделия в (прессовом) устройстве. Устройство, содержащее сосуд высокого давления, печную камеру, предусмотренную в этом сосуде высокого давления, и загрузочное отделение, расположенное в этой печной камере, может составлять устройство горячего изостатического прессования (HIP). Следует иметь в виду, что ордината (ось Y) на Фиг.1, а также на Фиг.3-4, только схематично указывает (уровни) температуры, давления и/или концентрации углерода, и изображена не в масштабе. Аналогичным образом абсцисса (ось X) на упомянутых чертежах только схематично указывает время, и изображена не в масштабе.
В соответствии со способом 100 настоящего изобретения одно или более изделий, подлежащих обработке с помощью способа настоящего изобретения, обеспечиваются (располагаются) в загрузочном отделении устройства. Рабочая среда под давлением, например, аргон (Ar), подается в сосуд высокого давления таким образом, что давление P в загрузочном отделении увеличивается 140. Температура T после этого увеличивается 120 в загрузочном отделении посредством печной камеры. Следует иметь в виду, что градиенты увеличения температуры T и давления P в загрузочном отделении показаны лишь схематично.
Увеличенная температура T после этого поддерживается 150 на первом заданном температурном уровне T1 в течение выбранного промежутка времени t1. Первый заданный температурный уровень может составлять 800-1500°C, предпочтительно, 1000-1300°C и, более предпочтительно, приблизительно 1150°C. Кроме того, выбранный промежуток времени t1 для поддержания первого заданного температурного уровня T1 может составлять 0,1-6 ч, предпочтительно, 0,5-4 ч и, более предпочтительно, 1-2 ч. Увеличенное давление P поддерживается 160 на первом заданном уровне давления P1 в течение выбранного промежутка времени t2. Первый заданный уровень давления P1 может составлять 20-500 МПа, предпочтительно, 50-200 МПа и, более предпочтительно, 80-150 МПа. Кроме того, выбранный промежуток времени t2 для поддержания первого заданного уровня давления P1 может составлять 0,1-8 ч, предпочтительно, 1-5 ч и, более предпочтительно, 2-3 ч. В качестве альтернативы выбранный промежуток времени t2 для поддержания первого заданного уровня давления P1 может быть приблизительно тем же самым, что и выбранный промежуток времени t1 для поддержания первого заданного температурного уровня T1. Например, если первый заданный температурный уровень T1 уменьшается до второго заданного температурного уровня T2, первый заданный уровень давления P1 может уменьшиться в результате этого снижения температуры. Следует иметь в виду, что первый заданный температурный уровень T1, время t1 для поддержания первого заданного температурного уровня T1, первый заданный уровень давления P1 и/или промежуток времени t2 для поддержания первого заданного уровня давления P1 могут зависеть от нескольких факторов, таких как используемый материал изделия.
Следовательно, как проиллюстрировано, способ 100 настоящего изобретения поддерживает температуру 150 на первом заданном температурном уровне T1 и поддерживает давление 160 на первом заданном уровне давления P1 по меньшей мере в течение времени t1, посредством чего изделие (изделия) в загрузочном отделении (прессового) устройства подвергается горячему изостатическому прессованию. Другими словами, проиллюстрированные установки температуры и давления этого способа достигают относительно высокого уплотнения изделия (изделий), расположенного в устройстве, приводя к увеличению срока службы и/или (усталостной) прочности обработанного изделия (изделий). Следует иметь в виду, что первый заданный температурный уровень T1 может быть достигнут до, одновременно или после того, как будет достигнут первый заданный уровень давления P1.
После выполнения горячего изостатического прессования изделия (изделий) способ 100 настоящего изобретения содержит изменение 170 температуры T от первого заданного температурного уровня T1 ко второму заданному температурному уровню T2. На Фиг.1 температура T2 показана как более низкая, чем температура, то есть T2<T1, но следует иметь в виду, что альтернативно T2 может быть той же самой или выше чем T1, то есть T2≥T1. Например, T2 может составлять 600-1200°C, предпочтительно, 750-1050°C и, более предпочтительно, приблизительно 950°C. Как было указано ранее, температура T и/или давление P показаны лишь схематично и не в масштабе.
Способ 100 настоящего изобретения после этого содержит подачу 180 содержащего углерод газа в сосуд высокого давления. Следует иметь в виду, что содержащий углерод газ может быть по существу любым газом, содержащим углерод (C), таким как метан, ацетилен, диоксид углерода и/или оксид углерода. Концентрация C углерода в рабочей среде под давлением внутри сосуда высокого давления схематично показана на Фиг.1. Сначала концентрация C углерода в рабочей среде под давлением увеличивается быстро, поскольку содержащий углерод газ подается 180 в сосуд высокого давления. Затем концентрация C углерода в рабочей среде под давлением уменьшается, поскольку углерод диффундирует в материал изделия (изделий), модифицируя химический состав поверхности изделия (изделий). Процесс способа 100 настоящего изобретения тем самым содержит поверхностное упрочнение изделия (изделий), которое в свою очередь содержит начальный процесс цементации изделия (изделий), расположенного в загрузочном отделении устройства. Уровень давления в (прессовом) устройстве во время процесса цементации способа может быть по существу тем же самым, что и во время процесса горячего изостатического прессования, то есть P1, которое может составлять 20-500 МПа, предпочтительно, 50-200 МПа и, более предпочтительно, 80-150 МПа, например, приблизительно 100 МПа. Давление содержащего углерод газа, подаваемого в сосуд высокого давления, может составлять 10 кПа - 4 МПа (0,1 бар - 40 бар). Следует иметь в виду, что глубина диффузии углерода в материал изделия зависит от нескольких факторов, таких как химический состав материала изделия, концентрация C углерода в окружающей рабочей среде под давлением, окружающее давление P и температура T, продолжительность выдержки и т.д. Следовательно, специалисту будет понятно, что давление P, температура T, концентрация C углерода и/или продолжительность выдержки могут варьироваться в способе настоящего изобретения для того, чтобы достичь желаемой глубины диффузии углерода в материале изделия. Желаемая концентрация углерода на поверхности изделия может составлять приблизительно 0,8%. Однако следует иметь в виду, что желаемая концентрация углерода на поверхности изделия зависит от нескольких факторов, таких как материал изделия.
После того, как способ 100 настоящего изобретения выполнит цементацию изделия (изделий) в процессе поверхностного упрочнения, температура T в загрузочном отделении уменьшается 200. Следовательно, температура T уменьшается от второго заданного температурного уровня T2 до значительно более низкой температуры T, например, температуры окружающей среды. Следует иметь в виду, что снижение 200 температуры T в загрузочном отделении может быть относительно быстрым. Например, температура может уменьшаться со скоростью 200-2000°C/мин в температурном интервале 800-500°C в загрузочном отделении. Стадия относительно быстрого снижения температуры (закалка, охлаждение) способа 100 настоящего изобретения способствует формированию мартенсита в высокоуглеродистом поверхностном слое изделия (изделий), обеспечивая тем самым изделие (изделия), содержащее износостойкую и усталостнопрочную поверхность.
После выполнения процесса поверхностного упрочнения способа 100 настоящего изобретения рабочая среда под давлением выпускается из сосуда высокого давления, и давление в загрузочном отделении уменьшается 210. В конечном счете, после того, как давление P достигнет относительно низкого давления (например, окружающего давления), обработанное изделие (изделия) может быть удалено из устройства. Следовательно, способ 100 настоящего изобретения может выполнять горячее изостатическое прессование и поверхностное упрочнение (включая цементацию) изделия (изделий) в одном и том же устройстве, тем самым удобно обеспечивая изделие (изделия), содержащее износостойкую и усталостнопрочную поверхность на вязком ядре.
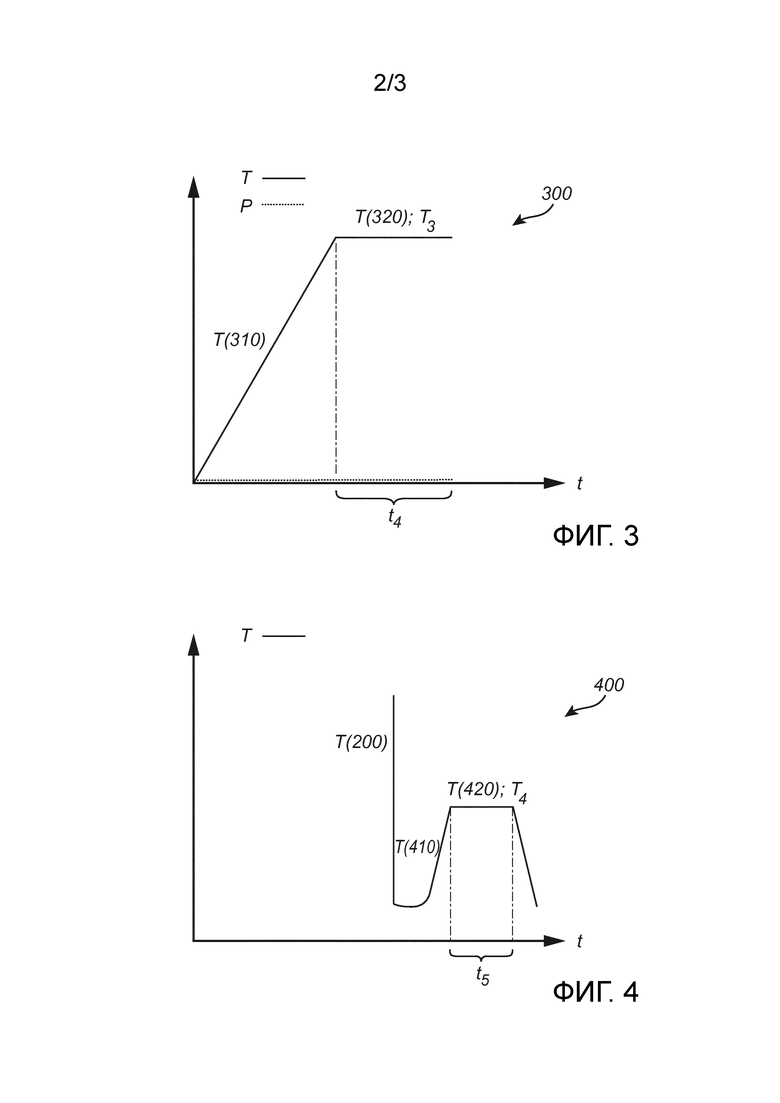
Фиг.2 показывает схематическую блок-схему снижения 200 температуры (то есть закалки или охлаждения), показанной на Фиг.1, в загрузочном отделении (прессового) устройства, в котором располагается одно или более изделий, в соответствии с одним вариантом осуществления способа настоящего изобретения. Снижение 200 температуры содержит перемещение 250 рабочей среды под давлением, имеющей температуру на втором заданном температурном уровне, из загрузочного отделения, например, в пространство вне загрузочного отделения. Затем подается 260 рабочая среда под давлением с температурой ниже второго заданного температурного уровня, и эта поданная рабочая среда под давлением смешивается с перемещенной рабочей средой под давлением. Полученная таким образом смешанная рабочая среда под давлением после этого направляется 270, например, из пространства вне загрузочного отделения в загрузочное отделение (прессового) устройства. Следует иметь в виду, что эти стадии варианта осуществления способа настоящего изобретения могут непрерывно повторяться во время охлаждения загрузочного отделения для эффективного охлаждения расположенного в нем изделия (изделий).
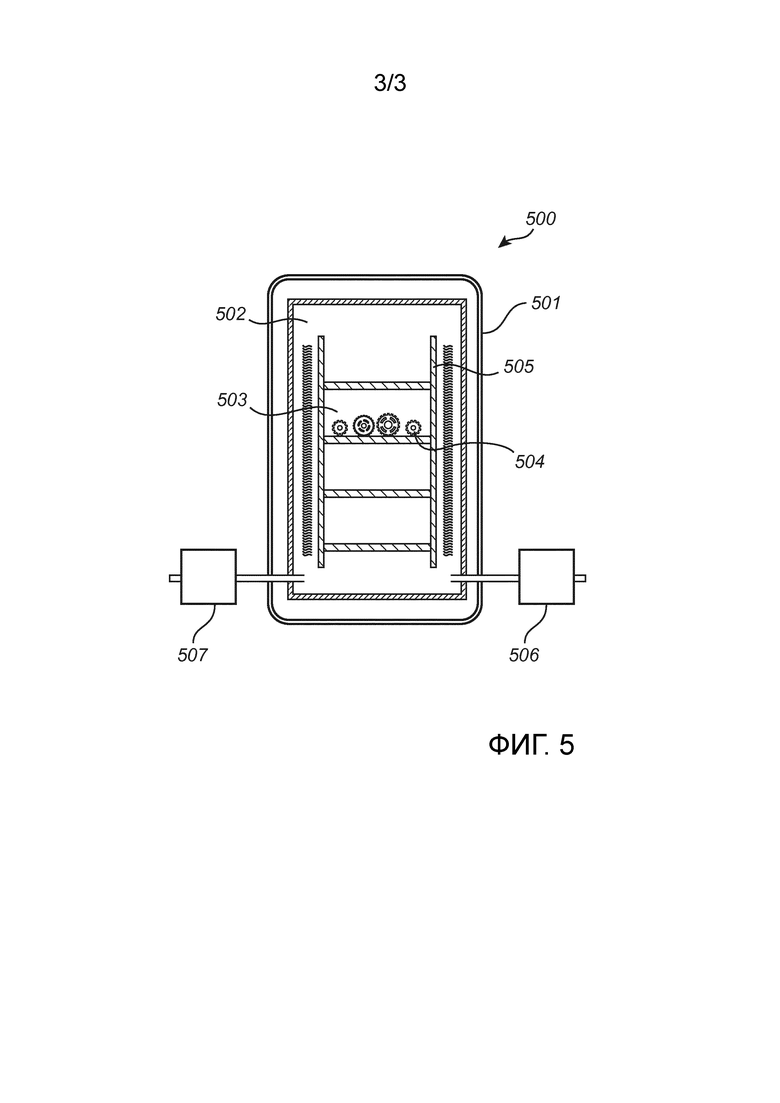
Фиг.3 представляет собой схематическую диаграмму процесса 300 спекания по меньшей мере одного предварительно прессованного изделия в соответствии с одним вариантом осуществления настоящего изобретения, Предварительно, прессованное изделие (изделия), подлежащее обработке в загрузочном отделении (прессового) устройства, может быть сформировано по меньшей мере из одного (металлического) порошка. Этот по меньшей мере один порошок может содержать, например, атомизированный водой металлический порошок и/или атомизированный газом металлический порошок. Вариант осуществления 300 способа настоящего изобретения содержит увеличение 310 температуры T в загрузочном отделении, в котором располагается предварительно прессованное изделие (изделия), и поддержание 320 увеличенной температуры на третьем заданном температурном уровне T3 в течение выбранного промежутка времени t4. Следует иметь в виду, что давление P во время стадии поддержания третьего заданного температурного уровня T3 в течение выбранного промежутка времени t4 может быть относительно низким, например окружающим давлением. Третий заданный температурный уровень T3 может, например, составлять 1000-1300°C, например приблизительно 1150°C, а время t4 может составлять 0,5-4 ч, например приблизительно 1-2 ч. Следует иметь в виду, что третий заданный температурный уровень T3 и/или время t4 для поддержания третьего заданного температурного уровня T3 может зависеть от нескольких факторов, например, от используемого материала изделия.
Следует иметь в виду, что этот процесс 300 спекания способа настоящего изобретения может иметь место в том же самом (прессовом) устройстве перед процессом горячего изостатического прессования и процессом поверхностного упрочнения способа настоящего изобретения.
Фиг.4 представляет собой схематическую диаграмму процесса 400 отпуска по меньшей мере одного изделия в соответствии с одним вариантом осуществления настоящего изобретения, Здесь процесс отпуска изделия (изделий) выполняется после процесса горячего изостатического прессования и процесса поверхностного упрочнения изделия (изделий) в соответствии со способом настоящего изобретения, то есть после снижения 200 температуры в соответствии с Фиг.1. В процессе 400 отпуска способа настоящего изобретения температура T в загрузочном отделении увеличивается 410 и поддерживается 420 на четвертом заданном температурном уровне T4 в течение выбранного промежутка времени t5. Четвертый заданный температурный уровень T4 может составлять, например, 100-400°C, предпочтительно, 150-250°C и, более предпочтительно, 180-200°C. Кроме того, выбранный промежуток времени t5 для поддержания четвертого заданного температурного уровня может составлять 0,1-4 ч, предпочтительно, 0,5-2 ч и, более предпочтительно, приблизительно 1 ч. Следует иметь в виду, что четвертый заданный температурный уровень T4 и/или время t5 для поддержания четвертого заданного температурного уровня T3 может зависеть от нескольких факторов, таких как используемый материал изделия.
Фиг.5 схематически изображает прессовое устройство 500 в соответствии с одним вариантом осуществления второго аспекта настоящего изобретения. Это прессовое устройство 500 содержит сосуд высокого давления 501. Хотя это и не показано на Фиг.1, сосуд высокого давления 501 может быть открыт таким образом, что содержимое сосуда высокого давления 501 может быть удалено. Печная камера 502 предусматривается внутри сосуда высокого давления 501, и загрузочное отделение 503 располагается внутри печной камеры 502 для приема и выдержки одного или более обрабатываемых изделий 504. Загрузочное отделение 503 может содержать удерживающее устройство 505 для удержания или поддержки изделий 504. Следует иметь в виду, что удерживающее устройство 505 загрузочного отделения 503 на Фиг.5 показано лишь схематично, и что удерживающее устройство 505 может принимать по существу любую другую форму для удержания изделий 504, такую как цилиндрическая форма. На Фиг.5 зубчатые колеса представляют собой пример изделий 504, обрабатываемых в соответствии с настоящим изобретением. Следует иметь в виду, что настоящее изобретение является особенно подходящим для обработки таких изделий или компонентов 504, как зубчатые колеса, поскольку настоящее изобретение позволяет получать зубчатые колеса, имеющие износостойкие и усталостнопрочные поверхности зубьев, располагающиеся на вязких ядрах зубьев. Однако настоящее изобретение может быть применено по существу к любому другому изделию (изделиям) или компоненту 504 для улучшения свойств его (их) материала, таким как кулачковые механизмы или зубчатые колеса с внутренним зацеплением, подшипники или валы и т.д.
Печная камера 502 прессового устройства 500 содержит нагревательные элементы для увеличения температуры печной камеры 502 и, следовательно, загрузочного отделения 503, в котором располагается изделие (изделия) 504.
Прессовое устройство 500 дополнительно содержит устройство 506 подачи рабочей среды под давлением, которое схематично обозначено на Фиг.5, для подачи рабочей среды под давлением в сосуд высокого давления 501 прессового устройства 500. Рабочая среда под давлением может быть, например, аргоном (Ar), но следует иметь в виду, что может использоваться по существу любой другой газ или газообразная среда, которая имеет низкое химическое сродство к обрабатываемым изделиям. Устройство 506 подачи рабочей среды под давлением может содержать один или более компрессоров для того, чтобы увеличивать давление внутри сосуда высокого давления 501. Следует иметь в виду, что более подробное описание устройства 506 подачи рабочей среды под давлением опускается, поскольку детали такого устройства известны специалистам в данной области техники.
Прессовое устройство 500 дополнительно содержит устройство 507 подачи газа для подачи газа в сосуд высокого давления 501, схематично показанное на Фиг.5. Газ, подаваемый устройством 507 подачи газа в сосуд высокого давления 501, может быть содержащим углерод газом, таким как метан, ацетилен, диоксид углерода, оксид углерода или их смесь. Следует иметь в виду, что более подробное описание устройства 506 подачи газа опускается, поскольку детали такого устройства известны специалистам в данной области техники.
Хотя устройство 506 подачи рабочей среды под давлением и устройство 507 подачи газа показаны как два отдельных устройства на Фиг.5, следует иметь в виду, что устройство 506 подачи рабочей среды под давлением и устройство 507 подачи газа могут альтернативно составлять одно (комбинированное) устройство прессового устройства 500.
Следует иметь в виду, что прессовое устройство 500, представленное в этом контексте, может составлять горячий изостатический пресс (HIP).
Прессовое устройство 500 в соответствии с настоящим изобретением выполнено с возможностью принимать по меньшей мере одно изделие 504, обрабатываемое в загрузочном отделении 503. Прессовое устройство 500 дополнительно выполнено с возможностью подачи рабочей среды под давлением в сосуд высокого давления 501 посредством устройства 506 подачи рабочей среды под давлением таким образом, чтобы давление в загрузочном отделении 503 увеличивалось. Прессовое устройство 500 дополнительно выполнено с возможностью увеличения температуры в загрузочном отделении 503 посредством печной камеры 502. Прессовое устройство 500 дополнительно выполнено с возможностью поддержания увеличенной температуры T на первом заданном температурном уровне T1 в течение выбранного промежутка времени t1 и поддержания увеличенного давления P на первом заданном уровне давления P1 в течение выбранных промежутков времени t1 и t2, соответственно, в соответствии со схемой, показанной на Фиг.1. Прессовое устройство 500 дополнительно выполнено с возможностью изменения температуры T от первого заданного температурного уровня T1 до второго заданного температурного уровня T2, подачи содержащего углерод газа в сосуд высокого давления 501 посредством устройства 507 подачи газа и поддержания второго заданного температурного уровня T2 в течение выбранного промежутка времени t3 в соответствии со схемой, показанной на Фиг.1. Прессовое устройство 500 дополнительно выполнено с возможностью уменьшения температуры в загрузочном отделении 503 и выпуска рабочей среды под давлением из сосуда высокого давления 501 таким образом, что давление P в загрузочном отделении 503 уменьшается.
Следовательно, нужно иметь в виду, что прессовое устройство 500 выполнено с возможностью выполнения горячего изостатического прессования, цементации и поверхностного упрочнения изделия (изделий) в одном и том же прессовом устройстве 500, тем самым удобно обеспечивая изделие (изделия), содержащее износостойкую и усталостнопрочную поверхность на вязком ядре.
Даже при том что настоящее изобретение было описано со ссылкой на конкретные иллюстрирующие его варианты осуществления, множество различных замен, модификаций и т.п. будут очевидными для специалиста в данной области техники. Поэтому описанные варианты осуществления не предназначены для ограничения области охвата настоящего изобретения, определяемой приложенной формулой изобретения. Например, диаграммы на Фиг.1, 3 и 4 для иллюстрации способа настоящего изобретения показаны лишь схематично и не в масштабе. Кроме того, любые размеры и/или количества блоков, устройств и т.п. схематично показанного прессового устройства 500 на Фиг.5 в соответствии со вторым аспектом настоящего изобретения могут отличаться от описанных.
Изобретение относится к области обработки металлических изделий и/или продуктов для улучшения свойств материала этих изделий и/или продуктов. Способ обработки металлических изделий включает обработку по меньшей мере одного металлического изделия в прессовом устройстве, содержащем сосуд высокого давления, печную камеру, предусмотренную в сосуде высокого давления, и загрузочное отделение, расположенное в печной камере. По меньшей мере одно изделие, подлежащее обработке, размещают внутри загрузочного отделения и проводят горячее изостатическое прессование и цементацию. Горячее изостатическое прессование выполняют посредством подачи рабочей среды под давлением в сосуд высокого давления и увеличения давления в загрузочном отделении, увеличения температуры в загрузочном отделении, поддержания увеличенной температуры на первом заданном температурном уровне, составляющем 800-1500°C, в течение выбранного промежутка времени 0,1-6 ч, поддержания увеличенного давления на первом заданном уровне давления, составляющем 20-500 МПа, в течение выбранного промежутка времени 0,1-8 ч и изменения температуры от первого заданного температурного уровня до второго заданного температурного уровня, составляющего 600-1200°C. Цементацию выполняют посредством подачи содержащего углерод газа в сосуд высокого давления, поддержания второго заданного температурного уровня, составляющего 600-1200°C, в течение выбранного промежутка времени 0,1-3 ч, уменьшения температуры в загрузочном отделении и выпуска рабочей среды под давлением из сосуда высокого давления и уменьшения давления в загрузочном отделении. Прессовое устройство для обработки металлических изделий указанным способом содержит сосуд высокого давления, печную камеру, предусмотренную в сосуде высокого давления, загрузочное отделение, расположенное в печной камере, устройство подачи рабочей среды под давлением для подачи рабочей среды под давлением в сосуд высокого давления и устройство подачи газа для подачи газа в сосуд высокого давления. Обеспечивается улучшение износостойкости и/или ударопрочности изделий. 2 н. и 11 з.п. ф-лы, 5 ил.
1. Способ (100) обработки металлических изделий, включающий:
- обработку по меньшей мере одного металлического изделия в прессовом устройстве, содержащем сосуд высокого давления, печную камеру, предусмотренную в сосуде высокого давления, и загрузочное отделение, расположенное в печной камере, причем по меньшей мере одно изделие, подлежащее обработке, обеспечивают внутри загрузочного отделения и проводят
- процесс горячего изостатического прессования, выполняемый посредством:
подачи рабочей среды под давлением в сосуд высокого давления и увеличения (140) давления в загрузочном отделении,
увеличения (120) температуры в загрузочном отделении,
поддержания (150) увеличенной температуры на первом заданном температурном уровне (T1), составляющем 800-1500°C, в течение выбранного промежутка времени (t1) 0,1-6 ч,
поддержания (160) увеличенного давления на первом заданном уровне (P1) давления, составляющем 20-500 МПа, в течение выбранного промежутка времени (t2) 0,1-8 ч и
изменения (170) температуры от первого заданного температурного уровня до второго заданного температурного уровня (T2), составляющего 600-1200°C, и
- процесс цементации, выполняемый посредством:
подачи (180) содержащего углерод газа в сосуд высокого давления,
поддержания (190) второго заданного температурного уровня (T2), составляющего 600-1200°C, в течение выбранного промежутка времени (t3) 0,1-3 ч,
уменьшения (200) температуры в загрузочном отделении и
выпуска рабочей среды под давлением из сосуда высокого давления и уменьшения (210) давления в загрузочном отделении.
2. Способ по п.1, в котором второй заданный температурный уровень является более низким, чем первый заданный температурный уровень.
3. Способ по п.1 или 2, в котором уменьшение (200) температуры в загрузочном отделении осуществляют посредством:
перемещения (250) рабочей среды под давлением, имеющей температуру на втором заданном температурном уровне, из загрузочного отделения;
обеспечения (260) рабочей среды под давлением, имеющей температуру ниже второго заданного температурного уровня, и смешивания обеспеченной рабочей среды под давлением с перемещенной рабочей средой под давлением; и
направления (270) полученной таким образом смешанной рабочей среды под давлением в загрузочное отделение прессового устройства.
4. Способ по п.1, в котором в качестве указанного по меньшей мере одного изделия, подлежащего обработке в загрузочном отделении, обрабатывают по меньшей мере одно предварительно прессованное изделие, сформированное по меньшей мере из одного порошка, при этом перед процессом горячего изостатического формования осуществляют:
увеличение (310) температуры в загрузочном отделении и
поддержание (320) увеличенной температуры на третьем заданном температурном уровне (T3) в течение выбранного промежутка времени (t4).
5. Способ по п.4, в котором указанный по меньшей мере один порошок выбирают из группы, состоящей из атомизированного водой металлического порошка и атомизированного газом металлического порошка.
6. Способ по любому из пп.1-5, дополнительно содержащий после уменьшения (200) температуры в загрузочном отделении:
увеличение (410) температуры в загрузочном отделении и
поддержание (420) увеличенной температуры на четвертом заданном температурном уровне (T4) в течение выбранного промежутка времени (t5).
7. Способ по любому из пп.1-6, в котором первый заданный температурный уровень (T1) предпочтительно составляет 1000-1300°C, более предпочтительно 1150°C, и в котором выбранный промежуток времени (t1) для поддержания первого заданного температурного уровня предпочтительно составляет 0,5-4 ч, более предпочтительно 1-2 ч.
8. Способ по любому из пп.1-7, в котором первый заданный уровень давления (P1) предпочтительно составляет 50-200 МПа, более предпочтительно 80-150 МПа, и в котором выбранный промежуток времени (t2) для поддержания первого заданного уровня давления предпочтительно составляет 1-5 ч, более предпочтительно 2-3 ч.
9. Способ по любому из пп.1-8, в котором второй заданный температурный уровень (T2) предпочтительно составляет 750-1050°C, более предпочтительно 950°C, и в котором выбранный промежуток времени (t3) для поддержания второго заданного температурного уровня предпочтительно составляет 0,1-1,5 ч, более предпочтительно 0,5 ч.
10. Способ по любому из пп.1-9, в котором уменьшение (200) температуры в загрузочном отделении проводят со скоростью 200-2000°C/мин в температурном интервале 800-500°C в загрузочном отделении.
11. Способ по любому из пп.6-10, в котором четвертый заданный температурный уровень (T4) составляет 100-400°C, предпочтительно 150-250°C, более предпочтительно 180-200°C, и в котором выбранный промежуток времени (t5) для поддержания четвертого заданного температурного уровня составляет 0,1-4 ч, предпочтительно 0,5-2 ч, более предпочтительно 1 ч.
12. Способ по любому из пп.1-11, в котором содержащий углерод газ выбирают из группы, состоящей из метана, ацетилена, оксида углерода и диоксида углерода.
13. Прессовое устройство (500) для обработки металлических изделий способом по любому из пп.1-12, содержащее
сосуд высокого давления (501),
печную камеру (502), предусмотренную в сосуде высокого давления,
загрузочное отделение (503), расположенное в печной камере,
устройство (506) подачи рабочей среды под давлением для подачи рабочей среды под давлением в сосуд высокого давления и
устройство (507) подачи газа для подачи газа в сосуд высокого давления.
| Пресс для выдавливания из деревянных дисков заготовок для ниточных катушек | 1923 |
|
SU2007A1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ТИТАНОВЫХ СПЛАВОВ С ИНТЕРМЕТАЛЛИДНЫМ УПРОЧНЕНИЕМ | 2000 |
|
RU2184011C2 |
| CN 103934642 A, 23.07.2014 | |||
| CN 104043836 A, 17.09.2014 | |||
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

