Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь
Область технологии, к которой относится изобретение
Изобретение «Консольное устройство для горизонтальной безконтактной загрузки полупроводниковых пластин в диффузионную печь» относится к области технологии изготовления полупроводниковых микросхем, в частности групповым операциям термических обработок в горизонтальных термических печах.
Раскрытие сущности изобретения
Современный технологический цикл изготовления микросхем включает несколько групповых операций, связанных с доставкой пакета кремниевых пластин в высокотемпературную термическую Т=500-1200°С. Это и операции диффузионного легирования, термического окисления кремния или поликремния, осаждения диэлектрических и металлизированных слоев из газовой фазы. Промышленный вариант доставки с полупроводниковыми пластинами в диффузионную печь - горизонтальный: путем постепенного заталкивания кассеты из зоны загрузки в высокотемпературную зону.
Перемещение пакета пластин происходит в два этапа. На предварительном первом этапе подача пластин производится автоматически металлическим толкателем с крючком, попадающим в паз кассеты-подложкодержателя в рабочей зоне оператора при комнатной температуре по специальной плоской подставке. Когда кассета с пластинами вдвинется в кварцевую рабочую трубу, происходит автоматическое отклонение металлического толкателя и опускание кварцевого толкателя в управляющий паз кассеты с пластинами. После этого происходит горизонтальное вдвижение пакета кремниевых пластин на подложкодержателе по нижней поверхности кварцевого реактора в высокотемпературную рабочую зону. Подача реактивных газов в рабочую зону (кислорода, аргона, паров воды, азота) кварцевого или кремниевого реактора происходит из блока распределения в горизонтальном направлении, в т.ч. с добавками хлорсодержащих очищающих компонентов.
Недостатком типового загрузчика является появление механических загрязнений, возникающих по причине трения кварцевой кассеты с пластинами о поверхность рабочей кварцевой трубы.
Известны промышленные горизонтальные диффузионные печи для групповой термической обработки пластин кантилеверного (балочного) типа производственного цикла изготовления полупроводниковых приборов и солнечных элементов компаний SVCS (Чехия) [1].
Размер пластин: 50 мм, 75 мм, 100 мм, 150 мм, 200 мм, 300 мм.
Загрузка пластин 100 и более.
Отклонение конца балки кантилевера (балочной структуры) (консоли) δ в зависимости от свойств материала, его геометрических размеров и нагрузки а определяет формула Стони [2]:
 ,
,
где ν - коэффициент Пуассона, Е - модуль Юнга, L - длина балки, t - толщина балки кантилевера.
Соотношение относится к случаю закрепления кантилевера по одной из крайних плоскостей.
Детальные разработки кантилеверных, или точнее консольных, горизонтальных загрузчиков полупроводниковых пластин учитывают, прежде всего, выбор материала (кварц, кремний, карбид кремния) и не затрагивают способы крепления его в перемещающем блоке.
Одним из стандартных вариантов консольного автозагрузчика полупроводниковых пластин является загрузчик в составе модульной V-CVD диффузионной печи для осаждения пленок диэлектриков (окисла и нитрида кремния) и поликремния и представляет собой продольную балочную структуру (на Фиг. 1 [3] под №48), на которую размещаются кремниевые пластины. Пластины после размещения их в пазах балочной структуры на первоначальном этапе загружаются в рабочую зону при отсутствии ее контакта с поверхностью реактора. Крепление консоли происходит по фиксированной плоскости со стороны ее нерабочего края, а перемещение консоли обеспечивается движением автопогрузчика (на Фиг. 1 [3] под №46).
Техническое решение относится к горизонтальной V-CVD системе в целом и ее недостатком можно считать возникающие критические механические напряжения на излом в месте крепления консоли, что может нарушить ее механическую целостность. Другим недостатком загрузчика является то, что он ориентирован только на V-CVD реактор с вертикальной подачей газовых реагентов в зоне реакции. В диффузионной печи с горизонтальной подачей газовых реагентов подобное размещение пластин не обеспечивает управление газовой динамикой вдоль рабочей зоны.
Система консольного диффузионного погрузчика с направляющей прорезью для загрузки кассет с пластинами предложена J.S. Whang, A.F. Wollman в [4].
Патентуется консольный погрузчик в диффузионную печь с механизмом переноса в него кассет с полупроводниковыми пластинами в виде кварцевой трубы с удлиненным пазом в нижней части от открытого конца трубки консольного до заданной области, в которой расположены лодочки, примыкающие друг к другу, и герметичной крышкой до удлиненного паза. Механизм, поддерживающий кассету в системе переноса, перемещает ее к удлиненному пазу в открытой части консольной трубы. Кассета вдвигается механизмом в консольную трубу и опускает ее на нижнюю внутреннюю поверхность консоли со стороны удлиненного паза. Процедура повторяется для последующих кассет, каждая из которых упирается в предыдущую в консольной трубке. Акцент в решении делается на размещении кассеты в консоль бесконтактного загрузчика. Однако из описания и рисунка видно, что также как в предыдущем случае крепление консоли происходит по фиксированной плоскости со стороны нерабочего края (на Фиг. 1 [4] под №24), а горизонтальное перемещение консоли с пластинами происходит за счет автоматического движения держателя (на Фиг. 1 [4] под №6).
Преимуществом системы является удобный механизм в движения кассеты с пластинами в трубчатую консоль. Недостатком системы бесконтактной загрузки пластин является, также как в предыдущем случае значительные напряжения в месте крепления консоли в механизме его передвижения в диффузионную трубу.
Наиболее близким техническим решением к настоящему изобретению является устройство для горизонтальной загрузки полупроводниковых пластин в диффузионную печь, предложенное A.F. Wollmann [5], которое включает в себя кварцевую консольную трубку (на Фиг. 2А, В [5] под №2), закрепленную с одной стороны в механизме переноса (на Фиг. 2А, В [5] под №6), подвижном в горизонтальном направлении механизме. Кассета (на Фиг. 2А, В [5] под №12) с полупроводниковыми пластинами (на Фиг. 2А, В [5] под №11) загружается в консольную трубку 6 через окно. Затем механизм переноса передвигает консольную трубку и пластины в диффузионную камеру (на Фиг. 2А, В [5] под №16). Газ-реагент подается в консольный загрузчик между нагретыми пластинами и выходит за ее пределы. Устройство коаксиально выровнено с рабочей кварцевой трубой диффузионной печи (на Фиг. 2А, В [5] под №17). Опорный конец консольной трубки герметизирован кварцевой пластиной, через которую проходит газовая трубка для подачи реагентов. Механизм переноса вдвигает консольный загрузчик с пластинами в диффузионную трубу. Затем в консольной трубке между полупроводниковыми пластинами пропускают газ для продувки. После этого консольная трубка выводится из диффузионной печи при пропускании потока продувочного газа таким образом, чтобы избежать чрезмерного термического удара и попадания загрязнений из воздуха.
Задачу по бесконтактной загрузке кассет с полупроводниковыми пластинами в консольном загрузчике в диффузионную печь, поставленную перед собой, автор выполнил. Однако основным недостатком общего конструктивного решения консольного загрузчика является то, что кварцевая (кремниевая, карбид кремниевая) практически цельная консоль крепится в фиксированной плоскости механизма перемещения с нерабочей стороны. В результате возникают значительные механические нагрузки на излом в месте крепления.
Формула Стони позволяет выполнить сравнительную оценку прототипа и предлагаемого изобретения при одинаковых геометрических размерах и материале консоли (кварц, кремний, карбид кремния).
Основной параметр в соотношении Стони, который может относиться к геометрическим характеристикам места закрепления - механическое нагрузка о на консоль. Увеличение площади крепления консоли на платформе на порядок позволяет снизить нагрузку на консоль более чем на порядок.
Краткое описание чертежей
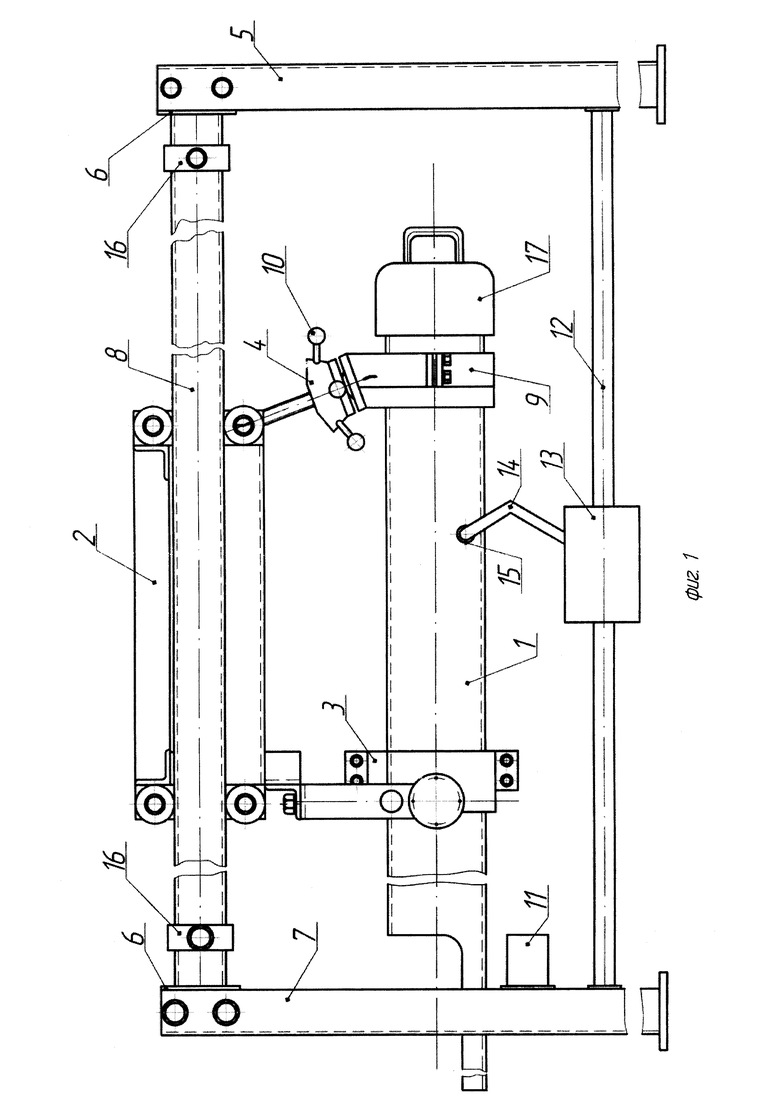
Фиг. 1. Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь с передвижной платформой, удерживающей консоль и позволяющей увеличить горизонтальную плоскость ее крепления (посадки) и механические нагрузки на излом в 5-10 раз.
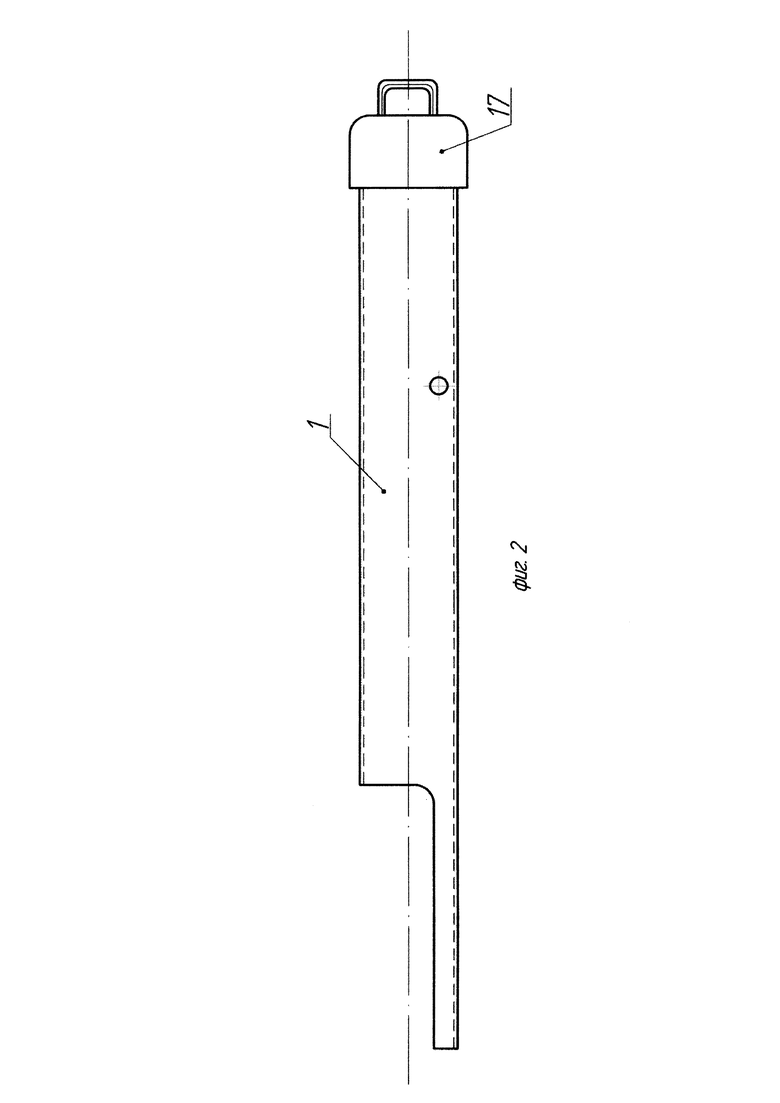
Фиг. 2. Конфигурация консоли с вырезом на 1/4-1/3 диаметра со стороны загрузки кассет с полупроводниковыми пластинами, с горизонтальным размером близким к длине кассеты.
Пример осуществления предлагаемого изобретения
Принцип действия устройства иллюстрирует Фиг. 1.
Консольное устройство для горизонтальной бесконтактной загрузки включает в себя механизм перемещения 2, 3 с консолью 1 на горизонтальных направляющих в виде цилиндрических труб 8, которые крепятся траверсой 6 с одной стороны к вертикальным стойкам 5, а с другой стороны к основанию диффузионной печи 7. Стойки 5 в свою очередь крепятся вертикально к полу, потолку или стенам помещения. Платформа 2 механизма перемещения, закрепляющая и перемещающая консоль 1, фиксируется и движется по горизонтальным направляющим 8. К платформе консоль крепится с одной стороны неподвижной 3, с другой стороны подвижной 4 опорами для управления ее положением в вертикальной плоскости с помощью ручки 10. Опоры комплектуются составными кольцами 9 для крепления консоли в подвешенном состоянии таким образом, чтобы нагрузки на излом в местах крепления консоли в месте крепления были минимальными.
Загрузка кассет с пластинами происходит вручную или автоматически в вырезанной части консоли.
Горизонтальное перемещение механизма с платформой и консолью производится толкателем13, двигающегося по отдельной направляющей 12 с крючком 14, попадающим в отверстие консоли 15 и управляющим блоком электрического двигателя 11.
1. Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь, включающее в себя механизм перемещения для крепления консоли, отличающееся тем, что с целью снижения механических нагрузок в месте крепления консоли, платформа расширена, а консоль крепится двумя кольцами, находящимися на определенном расстоянии друг от друга, платформа с консолью перемещается по горизонтальным направляющим с использованием шагового двигателя внешним толкателем в виде крючка, вертикально вводимого в отверстие консоли в момент загрузки и расположенного на расчетном расстоянии с использованием шагового двигателя, обеспечивающего горизонтальное перемещение конструкции.
2. Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь по п. 1, отличающаяся тем, что с целью обеспечения удобства загрузки пластин и уменьшения массы, ее конфигурацию изменяют со стороны загрузки и делают в трубе консоли горизонтальный вырез на 1/4-1/3 диаметра с горизонтальным размером близким к длине кассеты с полупроводниковыми пластинами.
Краткое описание чертежей
Фиг. 1. Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь с передвижной платформой, удерживающей консоль и позволяющей увеличить горизонтальную плоскость ее крепления (посадки) и механические нагрузки на излом в 5-10 раз.
Фиг. 2. Конфигурация консоли с вырезом на 1/4-1/3 диаметра со стороны загрузки кассет с полупроводниковыми пластинами, с горизонтальным размером близким к длине кассеты.
Литература:
[1] Безконтактная полностью автоматическая система загрузки полупроводниковых пластин кантилеверного типа в составе SVCS диффузионной печи. Материалы 5 международной выставки оборудования. материалов и технологии для полупроводниковой промышленности «Semicon Russia-2014» Каталог.
[2] С.П. Тимошенко. Устойчивость стержней, пластин и оболочек. М.: Наука, 1971. - С. 670-730
[3] Патент ЕР 0148697 A. Sarkozy, Robert R. Modular V-CVD diffusion furnace. Приоритет 16.11.84. Int C1. C23C 16/44).
[4] J.S. Whang, A.F. Wollmann. Patent US 4.543.059. Slotted cantilever diffusion tube system and method and apparatus for loading. Int. C1.4 F27D 3/00; F27B 9/14; F27B 5/02; F27D 5/00. Приоритет 24.09.1985.
[5] A.F. Wollmann. Patent US 4.526.534. Cantilever diffusion tube apparatus and method. Int. C1.3 F27D 3/00; F27D 7/00; F27B 9/04; F27B 3/22. Приоритет 02.07.1985.
| название | год | авторы | номер документа |
|---|---|---|---|
| КОНСТРУКЦИЯ КВАРЦЕВОЙ АМПУЛЫ ДЛЯ ДИФФУЗИИ ЛЕГИРУЮЩИХ ПРИМЕСЕЙ В КРЕМНИЙ (ДИФФУЗИИ МЫШЬЯКА) С ВСТРОЕННЫМ ПРИСПОСОБЛЕНИЕМ ДЛЯ УПРАВЛЕНИЯ СКОРОСТЬЮ ПОСЛЕДИФФУЗИОННОГО ОХЛАЖДЕНИЯ КРЕМНИЕВЫХ Р-П-СТРУКТУР | 2012 |
|
RU2522786C2 |
| СПОСОБ УПРАВЛЕНИЯ И СТАБИЛИЗАЦИИ СКОРОСТИ ПОСЛЕДИФФУЗИОННОГО (ДИФФУЗИЯ МЫШЬЯКА) ОХЛАЖДЕНИЯ НИЗКОВОЛЬТНЫХ (~6В) КРЕМНИЕВЫХ ПЛАНАРНЫХ СТРУКТУР ПРЕЦИЗИОННЫХ СТАБИЛИТРОНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2538027C2 |
| СПОСОБ ДИФФУЗИИ ПРИМЕСИ ИЗ ТВЕРДОГО ИСТОЧНИКА ПРИ ИЗГОТОВЛЕНИИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1990 |
|
RU2094901C1 |
| Способ пайки силовых полупроводниковых приборов | 2016 |
|
RU2641601C2 |
| УСТРОЙСТВО ДЛЯ ЗАГРУЗКИ КАССЕТЫ С ПОЛУПРОВОДНИКОВЫМИ ПЛАСТИНАМИ | 1992 |
|
RU2035847C1 |
| СПОСОБ ЛЕГИРОВАНИЯ ПОЛУПРОВОДНИКОВОГО КРЕМНИЯ ФОСФОРОМ ПРИ ФОРМИРОВАНИИ P-N ПЕРЕХОДОВ | 2015 |
|
RU2612043C1 |
| Способ диффузии галлия | 1991 |
|
SU1831729A3 |
| КАССЕТА ДЛЯ ГРУППОВОЙ ДИФФУЗИОННОЙ ОБРАБОТКИ | 1992 |
|
RU2018190C1 |
| СПОСОБ ДИФФУЗИИ ФОСФОРА ИЗ ТВЕРДОГО ИСТОЧНИКА ПРИ ИЗГОТОВЛЕНИИ ПОЛУПРОВОДНИКОВЫХ ПРИБОРОВ | 1991 |
|
SU1829758A1 |
| УСТРОЙСТВО для ЗАГРУЗКИ СУШИЛЬНЫХ КАССЕТ МНОГОКАНАЛЬНОЙ ЩЕЛЕВОЙ ПЕЧИ | 1972 |
|
SU327058A1 |
Изобретение относится к консольному устройству для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь. Устройство содержит трубчатую консоль для загрузки кассет с полупроводниковыми пластинами и подвижный в горизонтальном направлении механизм перемещения консоли, закрепленной с одной его стороны, при этом механизм перемещения консоли выполнен в виде платформы, закрепленной с возможностью перемещения по горизонтальным направляющим, выполненным в виде цилиндрических труб, которые закреплены траверсой с одной стороны к вертикальным стойкам, а с другой стороны - к основанию диффузионной печи, и снабжен шаговым двигателем, толкателем с отдельной направляющей для его перемещения и крючком для зацепления с консолью через выполненное в ней отверстие, при этом консоль закреплена в подвешенном состоянии с возможностью управления положением консоли в вертикальной плоскости посредством неподвижной опоры с одной стороны, подвижной опоры с другой стороны, ручки и расположенных на заданном расстоянии друг от друга составных колец, которыми укомплектованы упомянутые опоры, и в трубчатой консоли со стороны загрузки выполнен горизонтальный вырез на 1/4-1/3 диаметра трубы консоли, размер которого соответствует длине кассеты с полупроводниковыми пластинами. Обеспечивается повышение надежности бесконтактной загрузки полупроводниковых пластин в горизонтальную печь для термической обработки пластин и выравнивание давлении потока газов вдоль рабочей зоны за счет съемной заглушки и отверстий в нерабочей части консоли. 1 з.п. ф-лы, 2 ил.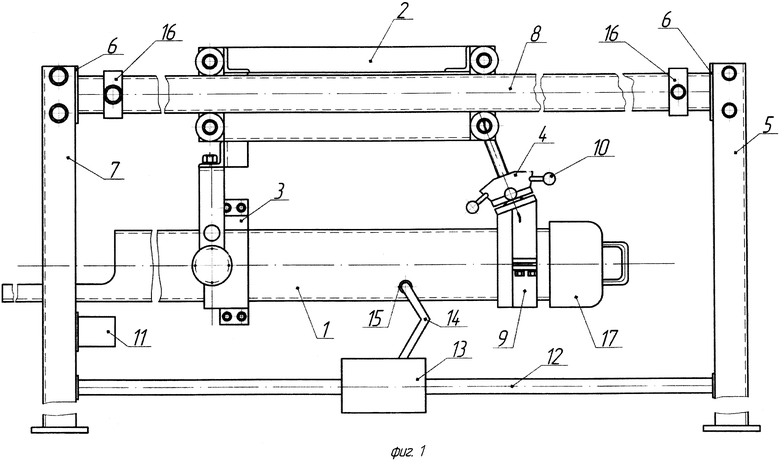
1. Консольное устройство для горизонтальной бесконтактной загрузки полупроводниковых пластин в диффузионную печь, содержащее трубчатую консоль для загрузки кассет с полупроводниковыми пластинами и подвижный в горизонтальном направлении механизм перемещения консоли, закрепленной с одной его стороны, отличающееся тем, что механизм перемещения консоли выполнен в виде платформы, закрепленной с возможностью перемещения по горизонтальным направляющим, выполненным в виде цилиндрических труб, которые закреплены траверсой с одной стороны к вертикальным стойкам, а с другой стороны - к основанию диффузионной печи, и снабжен шаговым двигателем, толкателем с отдельной направляющей для его перемещения и крючком для зацепления с консолью через выполненное в ней отверстие, при этом консоль закреплена в подвешенном состоянии с возможностью управления положением консоли в вертикальной плоскости посредством неподвижной опоры с одной стороны, подвижной опоры с другой стороны, ручки и расположенных на заданном расстоянии друг от друга составных колец, которыми укомплектованы упомянутые опоры.
2. Консольное устройство по п. 1, отличающееся тем, что в трубчатой консоли со стороны загрузки выполнен горизонтальный вырез на 1/4-1/3 диаметра трубы консоли, размер которого соответствует длине кассеты с полупроводниковыми пластинами.
| US 4526534 A, 02.07.1985 | |||
| US 5409539 A, 25.04.1995 | |||
| US 5530222 A, 25.06.1996 | |||
| US 4876225 A, 24.10.1989 | |||
| US 4976612 A, 11.12.1990 | |||
| Устройство для перемещения | 1977 |
|
SU744211A1 |

