Область изобретения
[0001] Настоящее изобретение относится к свариваемой конструкции, используемой в этой области техники, одноразовых контейнеров для завариваемых напитков, адаптированной для экстрагирующих машин, работающих с помощью текучей среды под давлением, и к способу получения такой структуры.
Предпосылки создания изобретения
[0002] Приготовление напитка с помощью порционных одноразовых контейнеров, содержащих ингредиенты для формирования упомянутого напитка, стал очень популярным. Многие бренды и производители продуктов питания в настоящее время предлагают свою собственную систему контейнеров для завариваемых напитков. Один принцип состоит во введении жидкости в контейнер, например, путем перфорирования входной стенки контейнера. Затем жидкость взаимодействует с ингредиентами напитка, содержащимися в контейнере, и полученный экстракт напитка сливают через перфорационные каналы, созданные в или сквозь контейнер. Как правило, давление жидкости создается внутри контейнера для того, чтобы способствовать извлечению некоторых ароматических соединений.
[0003] Есть несколько причин для использования одноразовых контейнеров для завариваемых напитков, особенно в области кофе, извлеченных под давлением. Стоит особо отметить, что достигаются гигиена, оптимальное сохранение кофе, простота в использовании, более эффективный контроль качества кофе, и хорошая воспроизводимость условий экстракции. Среди множества доступных одноразовых контейнеров, закрытые картриджи, которые предпочтительно по существу непроницаемы для влаги и предпочтительно для кислорода, и которые функционируют должным образом под давлением впрыскиваемой жидкости, удовлетворяют указанным выше требованиям.
[0004] Одноразовые контейнеры для завариваемых напитков уже были описаны в значительном числе патентов и патентных заявок, таких как ЕР 0521510 В1, ЕР 1165398 В1, ЕР 1247756 В1, ЕР 1274332 В1, ЕР 1886942 В1, ЕР 2155019 В1, ЕР 2298671 В1, ЕР 2442699 В1, US 4136202, US 5656311, US 8474368, WO 2010/063644, WO 2012/110323 и WO 2013/053655.
[0005] Типичный пример таких одноразовых контейнеров содержит корпус с ингредиентами для образования напитка и фольгой, соединенной с корпусом, например, с помощью термосварочного лака для его закрытия. В общем, достижение более высоких давлений в одноразовом контейнере для завариваемого напитка влечет за собой больший перенос ароматических веществ из ингредиентов, предназначенных для формирования напитка, в закачиваемую жидкость и, следовательно, получение напитка более высокого качества. Тем не менее, эти более высокие давления могут вызвать утечку или разрыв на уровне шва между корпусом и фольгой, и поэтому не позволяют оптимально удерживать жидкости внутри контейнера.
[0006] Кроме того, существует давление, создаваемое дегазацией порошка кофе во время хранения. Когда учитывают одноразовые контейнеры для напитков, более крупные, чем продаваемые в настоящее время, повышение давления, вызванное дегазацией большего количества порошка кофе, присутствующего в указанных более крупных контейнерах, становится все более важным, поэтому необходимы улучшенные термосварочные материалы и термосварочные условия. Некоторые термосварочные материалы и термосварочные условия для герметизации различных типов материалов описаны в патентной литературе.
[0007] В ЕР 0574803 В1 раскрыта водная дисперсия для использования в качестве свариваемого покрытия, содержащая от 5 до 80 масс, масс. % сополимера А, имеющего температуру стеклования от 50 до 150°С, и от 95 до 20 масс. % сополимера В, имеющего температуру стеклования от -50 до +50°С, причем температура стеклования обоих сополимеров различается по меньшей мере на 20°С.
[0008] Сополимеры предпочтительно содержат основные мономеры, которые представляют собой сложные эфиры (мет)акриловой кислоты и С1-С20 алкильных спиртов и сложных виниловых эфиров карбоновых кислот, содержащих от 1 до 20 атомов углерода. В дополнение к основным мономерам могут быть использованы вспомогательные мономеры, такие как винилгалогениды, неароматические углеводороды, содержащие от 2 до 8 атомов углерода и по меньшей мере 2 олефиновые двойные связи, сложные эфиры (мет)акриловой кислоты со спиртами, содержащими от 1 до 20 атомов углерода, которые в дополнение к атому кислорода в группе спирта содержит по меньшей мере один дополнительный гетероатом и/или содержит алифатическое или ароматическое кольцо, (мет)акриламид и его производные, и сомономеры, содержащие гидроксильные функциональные группы. По меньшей мере один из двух сополимеров, содержащий от 3 до 70 масс. %, на основе конкретного сополимера, этиленненасыщенной С3-С5-моно- или дикарбоновой кислоты или ее ангидрида.
[0009] Водная дисперсия, предпочтительно, имеет содержание твердых веществ от 20 до 70 масс. %. Дисперсия может быть сначала нанесена на субстрат, например, печатную или неокрашенную бумагу, коробочный картон или поливинилхлоридные, полиэтилентерефталатные, полистироловые или полиолефиновые пленки. Количество наносимого материала (в расчете на содержание твердых веществ) обычно составляет от 1 до 100, предпочтительно от 3 до 40 г*моль-2 поверхности с покрытием.
[0010] Покрытый субстрат затем прижимают к дальнейшему непокрытому субстрату с помощью сварочных тисков. Температура на сварочных тисках может быть от 80 до 250°С, предпочтительно от 100 до 200°С. Контактные давления в общем случае составляют от 0,1 до 10, в частности от 2 до 6 бар в течение времени контакта по меньшей мере 1 секунда, в общем, от 2 до 6 секунд.
[0011] В ЕР 0798357 В1 описан способ для термосварочных субстратов, который включает сжатие при повышенной температуре двух субстратов вместе, один из которых покрыт водной дисперсией, содержащей этиленовый сополимер А, содержащий от 20 до 95 масс. % этилена, от 5 до 80 масс. % этиленненасыщенных кислот и от 0 до 60 масс. % вспомогательных мономеров, таких как, например, С1-С10 (мет)акрилаты, (мет)акрилонитрил, (мет)акриламид или сложных виниловых эфиров, и свободнорадикально полимеризованный сополимер В, получаемый эмульсионной полимеризацией в присутствии сополимера А.
[0012] Сополимер В состоит из 30-100 масс. % основных мономеров, выбранных из С1-С20 (мет)акриловых сложных эфиров, С8-С12 винилароматических соединений, виниловых сложных эфиров С1-С20 карбоновых кислот и этиленненасыщенных нитрилов, от 0 до 30 масс. %) этиленненасыщенных кислот или ангидридов, от 0 до 20 масс. % кросс-сшиваемых мономеров, таких как эпокси, гидрокси-N-алкилол-, N-алкокси-, амидин- или по меньшей мере две несопряженные этиленненасыщенные группы, содержащие радикальные полимеризуемые мономеры, и от 0 до 70 масс. % других мономеров, таких как, например, винилгалогениды, неароматические углеводороды, содержащие от 2 до 8 атомов углерода, и по меньшей мере 2 олефиновые двойные связи, сложные эфиры (мет)акриловой кислоты со спиртами, содержащими от 1 до 20 атомов углерода, которые, в дополнение к атому кислорода в группе спирта, содержат по меньшей мере один дополнительный гетероатом и/или алифатическое или ароматическое кольцо, (мет)акриламид и его производные и сомономеры, имеющие гидроксильные функциональные группы.
[0013] Водная дисперсия предпочтительно имеет содержание твердых веществ от 20 до 70 масс. %. Дисперсия может быть нанесена на субстрат, который затем прижимают к предпочтительно не покрытому субстрату с помощью сварочных тисков. Температура на сварочных тисках может быть от 80 до 300°С, предпочтительно от 100 до 200°С. Контактные давления в общем случае составляют от 0,1 до 10, в частности от 2 до 6 бар в течение времени контакта по меньшей мере 0,5 секунды, как правило от 1 до 5 секунд.
[0014] В ЕР 0129178 В1 описан способ соединения разнородных субстратов, который включает нанесение по меньшей мере на один из указанных субстратов пленкообразующий дисперсии (1) первого компонента, который представляет собой олефиновый полимер или сополимер А, (2) второго компонента, несовместимого с указанным первым компонентом, который представляет собой (мет)акриловую смолу X, и (3) третьего компонента, который представляет собой блок-сополимер или привитой сополимер АХ, включающий сегменты А' последовательностей олефинового полимера, изопреновые последовательности или бутадиен/изопреновые последовательности и сегменты X', содержащие (мет)акриловые последовательности, диспергированные в системе органического растворителя, которая также является эффективным растворителем для указанных первого и второго компонентов, или более хорошим растворителем для указанного второго компонента, чем указанный первый компонент, причем каждый из указанных первого и второго компонентов имеет кислотное число в диапазоне от 0 до 160 мг КОН на грамм полимера.
[0015] Олефиновые полимеры и сополимеры, соответствующие А, которые должны быть использованы в соответствии с изобретением, сами по себе известны. Они, главным образом, представляют собой полимеры, состоящие из этилена, пропилена, бутилена и/или других олефинов, содержащих от 5 до 20 атомов углерода. Полимер X или сегмент X' определют как образованный из поли(мет)акрилатных последовательностей, которые необязательно дополнительно содержат от 0 до 50 масс. % мономеров, таких как стирол, альфа-метилстирол, винилхлорид, винилацетат, винилстеарат, винилметилкетон, винилизобутиловый эфир, аллилацетат, аллилхлорид, аллилизобутиловый эфир, аллилметилкетон, дибутилмалеинат, дилаурилмалеинат и дибутилтаконат. Массовое соотношение между сегментами А' и X' обычно находится в диапазоне от 1:20 до 20:1.
[0016] Композиции для покрытия в виде олефин-сополимерньгх дисперсий содержат привитой полимер АХ с его последовательностями А'-Х' в концентрации от 1 до 80 масс. %), и предпочтительно от 5 до 10 масс. %.
[0017] Подходящие растворители, которые будут использоваться в системе растворителей, включают кетоны, такие как метилэтилкетон и циклогексанон, спирты, такие как изопропанол или н-бутанол, простые эфиры, такие как 1,4-диоксан и сложные эфиры, такие как этилгликольацетат и пропилацетат. На практике желательно варьирование содержания полимера в интервале от около 40 до 80 масс. %, содержание полимера от 45 до 60 масс. % рассматривается как обычно достижимое.
[0018] В соответствующей точке в ходе производственного процесса и предпочтительно по завершении прививки связующее вещество, которое также подходит для получения грунтовок, например сополимер винилхлорид/винилацетат/ малеиновая кислота, может быть добавлено к композиции покрытия для дополнительного улучшения сцепления с металлическими субстратами.
[0019] Композиции термосвариваемых покрытий могут быть применены к широкому спектру субстратов, в том числе, например, металлам, пластмассам, стеклу, бумаге и текстилю. Могут быть использованы обычные способы нанесения покрытия. После покрытия систему растворителя удаляют выпариванием, возможно, с увеличением циркуляции воздуха и подаваемого извне тепла. После выпаривания растворителя, толщина пленки будет обычно составлять от 1 до 15 мкм и предпочтительно от 2 до 10 мкм.
[0020] Термосварка может быть выполнена обычным образом путем использования аппарата, разработанного для этой цели. Композиции покрытия пригодны для термосварки металлических субстратов, например, и в частности из алюминия, с некоторым числом наиболее часто используемых синтетических смол, таких как полипропилен, полистирол и поливинилхлорид.
[0021] ЕР 0547504 В1 относится к способу термсварки пластикового субстрата с металлическим субстратом с помощью композиции термосвариваемого покрытия, которая содержит пленкообразующую дисперсию, построенную по меньшей мере из двух различных типов полимера А и X, каждый из которых имеет различные адгезионные свойства, в системе органических растворителей L, при условии, что полимер типа А свободен от кислотных групп и полимер типа X имеет максимальное кислотное число 120 мг КОН на грамм полимера, что дисперсия, дополнительно к двум типам полимеров А и X, содержит полимер, построенный из компонентов, которые соответствуют двум типам полимеров в массовом соотношении от 1:20 до 20:1, и что дополнительные праймеры для субстратов для нанесения покрытия не используются во время термосварки.
[0022] Полимер А представляет собой полиолефин, сополимер олефина, гидрогенизированный полиизопрен или гидрированный сополимер бутадиена и изопрена, без какой-либо кислоты или других групп, усиливающих адгезию. Полимер В представляет собой акриловую смолу, содержащую по меньшей мере 50 масс. %, предпочтительно по меньшей мере 80 масс. % С1-С30 (мет)акриловых сложных эфиров, в которых группа С1-С30 представляет собой алкильную группу, аралифатическую или ароматическую группу.
[0023] US 2008/0292893 относится к системе термосвариваемого покрытия, подходящей для сварки различных типов субстратов и содержащей пленкообразующую дисперсию, отличающейся тем, что полимер типа А присутствует и представляет собой сложный полиэфир, или смесь сложного полиэфира, полимер типа В присутствует и представляет собой (мет)акрилатный гомо- или/и сополимер, содержащий стандартные (мет)акрилаты, и полимер типа АВ присутствует и представляет собой привитой сополимер, состоящий из полимера типа А и полимера типа В, а количество полимера типа А составляет от 5 до 60 масс. %, количество полимера типа В составляет от 5 до 70 масс. %, количество полимера типа АВ составляет от 5 до 60 масс. %, в расчете на общую массу полимеров типов А, В и АВ, и отношение по массе всех полимеров типов А, В и АВ к массе растворителя или смеси растворителей L составляет от 5:1 до 1:5.
[0024] В ЕР 1366128 В1 описана система термосвариваемого покрытия, подходящая для герметизации различных типов субстрата и состоящая из пленкообразующей дисперсии, изготовленной из по меньшей мере двух различных типов полимеров А и В, и органической системы растворителя L, которая характеризуется тем, что полимер типа А представляет собой олефиновый полимер или сополимер олефина, полимер типа В представляет собой (мет)акрилатный сополимер, содержащий стандартные метакрилаты и в общей сложности до 15% (мет)акриловой кислоты и/или другой способной к полимеризации кислоты, и соотношение А:В по массе двух типов полимеров составляет от 0,4 до 2, дисперсия также содержит полимер, содержащий компоненты, которые соответствуют двум типам полимеров А и В.
[0025] В US 2008/0057205 раскрыта система термосвариваемого покрытия, подходящая для сварки различных видов субстратов и состоящая из пленкообразующей дисперсии по меньшей мере трех различных типов полимеров, А, В, АВ, С и необязательно полимеров типов D или DA, и системы органического растворителя L, где полимер типа А представляет собой олефиновый полимер или сополимер олефина, полимер типа В представляет собой (мет)акрилатный сополимер, содержащий стандартные (мет)акрилаты и в общей сложности до 15 масс. % (мет)акриловой кислоты и/или другой способной к полимеризации кислоты, полимер типа АВ представляет собой привитой сополимер полимера типа А и полимера типа В, и полимер типа С представляет собой сложный полиэфир или смесь сложных полиэфиров; также необязательно есть смесь полимера типа D или различных типов полимеров DA, а количество полимера типа А составляет между 15 и 65 масс. %, количество полимера типа В составляет от 15 до 65 масс. %, количество полимера типа АВ составляет от 15 до 70 масс. %), количество полимера типа С составляет от 5 до 50 масс. %, количество тип полимера D составляет от 0 до 10 масс. %), количество полимера типа DA находится в диапазоне от 0 до 10 масс. %, в расчете на общую массу типов полимеров, и массовое отношение общего количества полимеров типов А, В, АВ, С и D к массе растворителя или смеси растворителей L составляет от 5:1 и 1:5.
[0026] В US 2008/0057205 также описан способ сварки термосвариваемых субстратов, включающий нанесение вышеуказанной системы покрытия на субстрат и термосвариваемые субстраты. Пленку алюминия или полиэстера покрывают системой покрытия и приваривают к пластику, выбранному из группы, состоящей из пластиков полипропилена, полиэтилена, полистирола, сложных полиэфиров и поливинилхлорида.
[0027] Для улучшения адгезии алюминия альтернативой является применение композиции с полимером типа D, т.е. грунтование пленки или добавление 0,1-10 масс. %, предпочтительно 0,1-5 масс. % полихлорвинила к композиции лака.
Задачи изобретения
[0028] Настоящее изобретение направлено на обеспечение свариваемой структуры для получения одноразового контейнера для кофе или вообще растворимых или экстрагируемых компонентов, которые позволяют при введении горячей воды под давлением или другой экстрагирующей жидкости повышать внутреннее давление без утечек или разрывов герметизирующего слоя, что позволяет получать напитки с улучшенным качеством. Еще одна цель настоящего изобретения состоит в обеспечении свариваемой структуры для изготовления одноразового контейнера, устойчивого к повышению давления, вызванного дегазацией порошка кофе во время хранения, явлению, которое становится все более важным, когда контейнеры крупнее, чем продаваемые в настоящее время. Еще одна цель настоящего изобретения заключается в обеспечении способа изготовления упомянутой структуры.
Краткое изложение сущности изобретения
[0029] Настоящее изобретение описывает термосвариваемую структуру, включающую алюминиевую фольгу и термосварочный лак, причем указанная структура демонстрирует прочность сварного шва, в соответствии с ASTM F2824, более 23 Н/15 мм, предпочтительно более 25 Н/15 мм при термосварке с другой термосвариваемой структурой, включающей алюминиевую фольгу и тот же самый термосварочный лак, причем термосварочные лаки обеих структур контактируют друг с другом для термосварки, причем указанные термосварочные лаки содержат смесь сополимеров, содержащую:
- от 30 до 80 масс. %), предпочтительно от 40 до 70 масс. %, более предпочтительно от 50 до 60 масс. % сополимера А на основе (со)полимеров сложного эфира, олефиновых (со)полимеров и блок-сополимеров или привитых сополимеров, содержащих последовательности (мет)акрилатного сложного эфира и последовательности олефинов,
- от 20 до 70 масс. %), предпочтительно от 30 до 60 масс. %, более предпочтительно от 40 до 50 масс. %) сополимера (В) на основе винилгалогенидов, виниловых сложных эфиров карбоновых кислот и этиленненасыщенных (поли)карбоновых кислот.
[0030] Предпочтительные варианты осуществления настоящего изобретения описывают один или более чем один из следующих признаков:
- указанная термосвариваемая структура характеризуется тем, что сополимер (А) термосварочного лака содержит от 5 до 70 масс. % одного или более чем одного (со)полимера (мет)акрилатного сложного эфира, от 5 до 70 масс. % одного или более чем одного олефинового (со)полимера и от 1 до 90 масс. % одного или более чем одного сополимера, содержащего последовательности (мет)акрилатного сложного эфира и олефиновые последовательности;
- указанная термосвариваемая структура характеризуется тем, что сополимер (В) термосварочного лака содержит от 70 до 95 масс. % одного или более чем одного винилгалогенида, от 1 до 30 масс. % одного или более чем одного сложного винилового эфира С1-С20 карбоновой кислоты и от 0,1 до 10 масс. % одной или более чем одной этиленненасыщенной (поли)карбоновой кислоты;
- указанная термосвариваемая структура характеризуется тем, что толщина алюминиевой фольги составляет от 20 до 160 мкм, предпочтительно от 30 до 120 мкм, и что толщина термосварочного слоя составляет от 1 до 20 мкм, предпочтительно между 2 и 15 мкм;
- указанная термосвариваемая структура характеризуется тем, что алюминиевую фольгу отжигают;
- указанная термосвариваемая структура содержит одну или более чем одну краску горячей сушки или лак, предпочтительно краску горячей сушки на основе сложного полиэфира и/или лак, и/или один или более чем один отпечаток;
- указанную термосвариваемую структуру наносят тиснением.
[0031] Настоящее изобретение дополнительно описывает способ получения указанной термосвариваемой структуры, включающий следующие стадии:
а) подача алюминиевой фольги;
б) приведение в контакт одной стороны алюминиевой фольги с композицией термосварочного лака, содержащей сополимер (А), сополимер (В) и один или более чем один органический растворитель, и характеризующейся содержанием твердых веществ от 20 до 80 масс. %;
в) выпаривание растворителя из композиции термосварочного лака;
г) охлаждение термосварочного лака для формирования термосвариваемой структуры, содержащую алюминиевую фольгу и твердую термосварочную пленку.
[0032] Предпочтительные воплощения способа получения указанной термосварочной структуры описывают один или более чем один из следующих признаков:
- алюминиевую фольгу со стадии а) подвергают предварительной обработке;
- алюминиевую фольгу со стадии а) отжигают;
- алюминиевая фольга со стадии а) содержит одну или более чем одну краску горячей сушки и/или лаки, и/или один или более чем один отпечаток;
- стадию б) и стадию в) повторяют по меньшей мере один раз до начала стадии г);
- композиция термосварочного лака со стадии б) содержит от 5 до 65 масс. %), предпочтительно от 7 до 50 масс. % и более предпочтительно от 10 до 40% массе сополимера (А), от 5 до 55 масс. %, предпочтительно от 5 до 45 масс. % и более предпочтительно от 5 до 35 масс. % сополимера (В) и от 20 до 80 масс. %), предпочтительно от 35 до 75 масс. % и более предпочтительно от 50 до 70 масс. %) органического растворителя;
- сополимер (А) композиции термосварочного лака со стадии б) содержит от 5 до 70 масс. %) одного или более чем одного (со)полимера (мет)акрилатного сложного эфира, от 5 до 70 масс. %) одного или более чем одного (со)полимера олефинов и от 1 до 90 масс. % одного или более чем одного сополимера, содержащего последовательности (мет)акрилатных сложных эфиров и олефиновые последовательности;
- сополимер (В) композиции термосварочного лака со стадии б) содержит от 70 до 95 масс. %) одного или более чем одного винилгалогенида, от 1 до 30 масс. % одного или более чем одного сложного винилового эфира С1-С20 карбоновой кислоты и от 0,1 до 10 масс. % одной или более чем одной этиленненасыщенной (поли)карбоновой кислоты;
- один или более чем один органический растворитель композиции термосварочного лака со стадии б) выбирают из группы, состоящей из сложных эфиров алифатических карбоновых кислот и алифатических спиртов, кетонов и алифатических углеводородов;
- сополимер (А) композиции термосварочного слоя со стадии б) содержит бутил метакрилат и пропилен;
- сополимер (В) композиции термосварочного слоя со стадии б) содержит винилхлорид, винилацетат и фумаровую кислоту;
- один или более чем один органический растворитель композиции термосварочного слоя со стадии б) включают бутилацетат, ацетон и метилэтилкетон.
- термосвариваемая структура со стадии г) подвергается тиснению.
[0033] Настоящее изобретение также описывает применение указанной термосвариваемой структуры для получения покровной фольги или капсул.
Подробное описание изобретения
[0034] Задачей настоящего изобретения является предоставление свариваемой структуры для подготовки полностью алюминиевого одноразового контейнера для кофе или вообще растворимых или экстрагируемых компонентов. Такой контейнер содержит капсулу из алюминия и алюминиевую покровную фольгу, в котором фольга и капсулы соединены с помощью термосваренного материала, устойчивого к утечкам и разрывам при работе в условиях, в которых горячую воду или вообще горячую жидкость вводят под давлением в контейнер, и устойчивого к утечкам, вызванным давлением, созданным дегазацией порошка кофе при хранении.
[0035] Было неожиданно обнаружено, что сварочный слой, содержащий от 30 до 80 масс. % сополимера (А) на основе (со)полимеров (мет)акрилатного сложного эфира, олефиновых (со)полимеров и блок-сополимеров или привитых сополимеров, содержащих последовательности (мет)акрилатного сложного эфира и олефиновые последовательности, и от 20 до 70 масс. % сополимера (В) на основе винилгалогенидов, виниловых сложных эфиров карбоновых кислот и этиленненасыщенных (поли)карбоновых кислот, обеспечивает прочную связь с алюминиевой покровной фольгой на алюминиевой капсуле, в результате чего избегают утечки через шов в условиях хранения и эксплуатации.
[0036] Под термином "алюминий" понимают слой, содержащий алюминий в качестве основного компонента, таким образом, он может быть алюминиевым сплавом.
[0037] Одноразовый контейнер содержит капсулу чашевидной формы, изготовленной из алюминия глубокой вытяжки, с ориентированной вверх боковой стенкой и нижней стенкой. Капсула завершается верхним краем, восходящим наружу, на который запечатана покровная фольга.
[0038] Алюминиевый лист капсулы имеет толщину 40-140 мкм, предпочтительно 60-120 мкм. Алюминиевый лист покровной фольги имеет толщину 20-60 мкм, предпочтительно 30-50 мкм.
[0039] Покровная алюминиевая фольга предпочтительно является тисненой алюминиевой фольгой.
[0040] Сополимер (А) согласно настоящему изобретению содержит от 5 до 70 масс. %, предпочтительно от 5 до 60 масс. %, и более предпочтительно от 5 до 50 масс. % одного или более чем одного (со)полимера (мет)акрилатного сложного эфира, от 5 до 70 масс. %, предпочтительно от 15 до 60 масс. %, и более предпочтительно от 25 до 55 масс. %) одного или более чем одного олефинового (со)полимера и от 1 до 90 масс. %), предпочтительно от 5 до 80 масс. %, более предпочтительно от 10 до 70 масс. %) одного или более чем одного сополимера, содержащего последовательности (мет)акрилатного сложного эфира и олефиновые последовательности, и дополнительно характеризуется средневесовой молекулярной массой, измеренной в соответствии с DIN 55672-1, составляющей 150000-500000 г*моль-1, предпочтительно 200000-400000 гг*моль-1, более предпочтительно 250000-350000 г*моль-1.
[0041] Сополимеры (мет)акрилатного сложного эфира или последовательности (мет)акрилатного сложного эфира, или блок-сополимер, или привитой сополимер содержат от 50 до 100 масс. %», предпочтительно от 80 до 100 масс. %, более предпочтительно от 90 до 100 масс. % (мет)акрилатных сложных эфиров С1-С20 алифатических спиртов, таких как, например, метил(мет)акрилат, этил(мет)акрилат, пропил(мет)акрилат, н-бутил (мет)акрилат или 2-этилгексил(мет)акрилат, и от 0 до 50 масс. %, предпочтительно от 0 до 20 масс. %, более предпочтительно от 0 до 10 масс. % одного или более чем одного этиленненасыщенного мономера, выбранного из группы, состоящей из стирола, альфа-метилстирола, винилхлорида, винилацетата, винилстеарата, винилметилкетона, винилового эфира изобутила, аллилацетата, аллилхлорида, аллилизобутилового эфира, аллилметилового кетона, дибутилмалеината, дилаурилмалеината, дибутилитаконата, винилпиридина, винилипирролидина, винилкарбазола, винилимидазола, а также их алкильных производных, гидрокси- и диалкиламиноалкильных сложных эфиров (мет)акрилата и особенно диметиламиноэтил(мет)акрилата, диэтиламиноэтил(мет)акрилата, диметиламинопропил(мет)акрилата, гидроксиэтил(мет)акрилата, гидрокси-н-пропил(мет)акрилата, гидрокси-н-бутил(мет)акрилата, неароатических углеводородов, содержащих от 2 до 8 атомов углерода и по меньшей мере 2 олефиновые двойные связи, например, бутадиена, изопрена или хлоропрена, 2-этоксиэтилакрилата, 2-бутоксиэтил(мет)акрилата, циклогексил(мет)акрилата, фенилэтил(мет)акрилата, фенилпропил(мет)акрилата, (мет)акрилатов гетероциклических спиртов, таких как фурфуриловый (мет)акрилат, (мет)акриламид и их производных, замещенных по атому азота С1-С4 алкилом.
[0042] Олефиновые (со)полимеры или олефиновые последовательности блок-сополимера или привитого сополимера состоят из этилена, пропилена, бутилена и/или других альфа-олефинов, имеющих от 5 до 20 атомов углерода. Полимеры пропилена особенно подходят.
[0043] В общем, сополимер (А) поставляется в виде дисперсии в органическом растворителе, в котором содержание твердых веществ, в соответствии с ISO 3251, в органической дисперсии находится в диапазоне от 30 до 60%, предпочтительно от 40 до 50%. Предпочтительно растворитель представляет собой смесь растворителей, содержащую один или несколько сложных эфиров алифатических карбоновых кислот с алифатическими спиртами и одним или более кетонами. Алифатической карбоновой кислотой, которая может быть использована, является уксусная кислота, пропионовая кислота или масляная кислота. Алифатическими спиртами, которые могут быть использованы, являются этанол, пропанол, изопропанол, н-бутанол, 2-бутанол, 2-метил-1-пропанол или 2-метил-2-пропанол. Примерами кетонов, которые могут быть использованы, являются ацетон или этилметилкетон.
[0044] Сополимер (В) согласно настоящему изобретению содержит от 70 до 95 масс. %, предпочтительно от 80 до 90 масс. % одного или более чем одного винилгалогенида, предпочтительно винилхлорида и винилиденхлорида, от 1 до 30 масс. %, предпочтительно от 5 до 20 масс. % одного или более чем одного продукта реакции винилового спирта и одной или более чем одной С1-С20 карбоновой кислоты, такой как, например, виниллаурат, винилстеарат, винилпропионат и винилацетат, и от 0,1 до 10 масс. %, предпочтительно от 0,5 до 5 масс. % одной или более чем одной этиленненасыщенной поликарбоновой кислоты, выбранной из группы, состоящей из (мет)акриловой кислоты, малеиновой кислоты, фумаровой кислоты, малеинового ангидрида, фумарового ангидрида и итаконовой кислоты.
[0045] Сополимеры дополнительно характеризуются средневесовой молекулярной массой, согласно DIN 55672-1, составляющей от 40000 до 100000 г*моль-1, предпочтительно от 50000 до 90000 г*моль-1, более предпочтительно от 60000 до 80000 г*моль-1, и кислотным числом в от 1 до 20 мг КОН*г-1, предпочтительно от 3 до 15 мг KOH*г-1, более предпочтительно от 5 до 10 мг КОН*г-1.
[0046] Сополимер (А) и сополимер (В) коммерчески доступны, например, у Evonik Industries, Wacker Chemie, Nissin Chemical Industries и Dow Chemicals среди прочих.
[0047] Сварочный слой, соединяющий покровную алюминиевую фольгу с алюминиевой капсулой, характеризуется толщиной слоя от 1 до 30 мкм, предпочтительно от 5 до 20 мкм. Сварочный слой, соединяющий покровную алюминиевую фольгу с алюминиевой капсулой содержит гомогенную смесь сополимеров, предпочтительно содержащую от 40 до 70 масс. % сополимера (А) и от 30 до 60 масс. %) сополимера (В), более предпочтительно содержащую от 50 до 60 масс. % сополимера (А) и от 40 до 50 масс. % сополимера (В).
[0048] Сварочный слой дополнительно характеризуется соотношением массы сополимера (А) к массе сополимера (В), которое по существу идентично на границе раздела «сварочный слой - покровная алюминиевая фольга» и на границе раздела «сварочный слой - алюминиевая капсула» и которое составляет 0,4-40, предпочтительно 0,6-2,0, более предпочтительно 0,8-1,5.
[0049] Было неожиданно обнаружено, что для полностью алюминиевого одноразового контейнера для завариваемых напитков повышенная прочность сварного шва, в соответствии с ASTM F2824, наблюдается, если покровная алюминиевая фольга приварена к алюминиевой капсуле с помощью сварочного слоя, удовлетворяющего композиции согласно настоящему изобретению, причем слой дополнительно характеризуется по существу равномерным распределением сополимеров по всей толщине слоя и по существу идентичным соотношением массы сополимера (А) к массе сополимера (В), которое по существу идентично на границе раздела «сварочный слой - закрывающая алюминиевая фольга» и на границе раздела «сварочный слой -алюминиевая капсула».
[0050] Более высокая прочность сварочного шва, будучи показательной для более высокой прочности соединения, уменьшает или устраняет утечки из-за увеличения давления, вызванного дегазацией кофе во время хранения и это особенно важно для контейнеров, больших, чем продаваемые в настоящее время, содержащих большее количество молотого кофе. Кроме того, повышенная прочность сварного шва обеспечивает более высокое давление впрыскиваемой жидкости в процессе варки.
[0051] Напротив, для сварочного слоя, не отвечающего композиции по изобретению, или для сварочного слоя, содержащего сополимер (А) и сополимер (В), но характеризующегося гетерогенным распределением по всей толщине слоя, наблюдается более низкая прочность. Это, например, случай сварочного слоя, характеризующегося отношением массы сополимера (А) к массе сополимера (В) на границе раздела «сварочный слой - покровная алюминиевая фольга» и на границе раздела «сварочный слой - алюминиевая капсула», отклоняющимся от заявленных значений, например для раздела «сварочный слой - алюминиевая капсула», характеризующегося соотношением массы сополимера (А) и сополимера (В) ниже 0,4.
[0052] Термосвариваемая структура, содержащая термосварочный слой в соответствии с настоящим изобретением, после термосварки с другой термосвариваемой структурой, содержащей сварочный слой в соответствии с настоящим изобретением, характеризуется прочностью сварного шва, в соответствии с ASTM F2824, более 23 Н \ 15 мм, предпочтительно более чем 25 Н \ 15 мм.
[0053] В еще одном дополнительном варианте осуществления настоящее изобретение описывает способ получения указанной термосвариваемой структуры.
[0054] Сварочный слой, соединяющий покровную алюминиевую фольгу и алюминиевую капсулу, получают из термосварки алюминиевой покровной фольги и алюминиевой капсулы, каждая из которых содержит композиции термосварочных покрытий согласно настоящему изобретению по меньшей мере с одной стороны, с помощью термосварочных методов, таких как те, которые обычно используются в промышленности.
[0055] Для применения указанных обычных способов нанесения покрытия, должна быть разработана жидкая термосварочная композиция с отрегулированным профилем вязкости. В общем, динамическая вязкость термосварочной композиции составляет от 1 до 100 пуаз при температуре применения, в общем при комнатной температуре. Так к растворителям, в основном одному или нескольким кетонам, примешивают сополимеры и\или дисперсии сополимеров.
[0056] Полученная композиция термосварочного лака, включающая сополимер (А) и сополимер (В), характеризуется содержанием твердых веществ от 20 до 80 масс. %, предпочтительно от 25 до 65 масс. %, более предпочтительно от 30 до 50 масс. %.
[0057] Композиция термосварочного лака согласно настоящему изобретению содержит от 5 до 65 масс. % сополимера (А), от 5 до 55 масс. % сополимера (В) и от 20 до 80 масс. %) растворителя.
[0058] Композиция термосварочного лака согласно настоящему изобретению предпочтительно содержит от 7 до 50 масс. %) сополимера (А), от 5 до 45 масс. % сополимера (В) и от 35 до 75 масс. % растворителя.
[0059] Композиция термосварочного лака согласно настоящему изобретению более предпочтительно содержит от 10 до 40 масс. %) сополимера (А), от 5 до 35 масс. % сополимера (В) и от 50 до 70 масс. % растворителя.
[0060] Для того, чтобы растворить твердые сополимеры, или для ускорения процесса растворения, растворитель или смесь растворителей может быть разогрета до, во время или после добавления одного или более чем одного (со)полимера, с принятием во внимание нормативных требований безопасности, хорошо известных специалисту, с учетом органических растворителей и источников тепла.
[0061] Конечный раствор необязательно фильтруют перед заливкой в бочки или контейнеры для целей хранения или перед нанесением на субстрат.
[0062] Алюминиевая полоса, предназначенная для капсул и\или получения фольгового покрытия, может быть предварительно обработана с использованием предварительной обработки обычным трехвалентным хромом или предварительной обработки без хрома, такой как, например, описано в WO 2012/167889.
[0063] Алюминий может быть периодически или непрерывно подвергнут отжигу.
[0064] Термосварочный лак применяют на первой стороне алюминиевой полосы, предпочтительно отожженной алюминиевой полосы, предназначенной для изготовления покровной фольги и капсулы, с использованием обычных способов нанесения покрытий, таких, как, например, валиком в промышленном масштабе, и ножевое покрытие с помощью ручного устройства для нанесения покрытия в лабораторном масштабе.
[0065] Краска и/или лак горячей сушки можно наносить на вторую сторону алюминиевой полосы, предпочтительно отожженной алюминиевой полосы, с помощью традиционных методов, таких как, например, спрей или валик.
[0066] Сушка краски или лака выполняется в соответствии с режимом горячей сушки в соответствии с рекомендациями поставщика. Краска горячей сушки и/или лак предпочтительно представляют собой краску горячей сушки и/или лак на основе эпокисей или сложных полиэфиров. Более предпочтительно используют краску горячей сушки и/или лак на основе сложного полиэфира.
[0067] В одном из вариантов осуществления настоящего изобретения краску горячей сушки и/или лак наносят и сушат на второй стороне алюминиевой полосы перед нанесением термосварочной композиции.
[0068] После нанесения композиции термосварочного покрытия растворитель отделяют упариванием. Это может быть сделано традиционным способом, необязательно с увеличенными циркуляцией воздуха и подаваемым извне теплом. Как правило, желательно нагреть материал в сушильной печи, туннельной печи и т.д. Температура сушильной печи или туннельной печи в значительной степени зависит от природы используемого растворителя. Как правило, она варьирует от 100 до 380°С. Время нагрева составляет от менее чем одной секунды до приблизительно одной минуты. После выпаривания растворителя (растворителей), термосварочный слой при охлаждении, превращается в твердую пластиковую пленку.
[0069] В другом варианте осуществления краску горячей сушки и/или лак и термосварочное покрытие наносят одновременно, композицию термосварочного покрытия на первую сторону и краску горячей сушки и/или лак на вторую сторону алюминиевой полосы. В этом случае нагрев краски и/или лака и испарение растворителя из композиции термосварочного покрытия выполняют в той же установке.
[0070] В еще одном варианте осуществления термосварочное покрытие может быть нанесено на первую сторону алюминиевой полосы в соответствии с двухступенчатым процессом, в котором на первой стадии часть окончательной толщины термосварочного покрытия наносят на первую сторону алюминиевой полосы и растворитель снимают с образованием первой толщины термосварочного слоя, после чего на второй стадии конечную толщину термосварочного слоя получают путем дальнейшего применения и отделения растворителя из той же композиции термосварочного покрытия на первой толщине термосварочного слоя.
[0071] Применение и отделение растворителя из композиции термосварочного покрытия на первой стадии для формирования первой толщины термосварочного слоя может быть выполнена после применения и горячей сушки, соответственно, красок горячей сушки и/или лака на второй части алюминиевой полосы.
[0072] Для термосварочного слоя, нанесенного в соответствии с процессом, отношение толщины первого термосварочного слоя и второго термосварочного слоя составляет от 0,1 до 1,0, предпочтительно от 0,2 до 0,5. Количество нанесенной композиции покрытия должно быть таким, что конечная пленка термосварочного слоя получает желательную толщину. Толщина, как правило, находится в диапазоне от 1 до 20 мкм и предпочтительно находится в диапазоне от 2 до 15 мкм.
[0073] После нанесения и отделения растворителя из композиции термосварочного покрытия необязательно наряду с применением и горячей сушкой красок горячей сушки и/или лака в эстетических и защитных целях, полоски остужают и сматывают для хранения и/или транспортных целей.
[0074] Наконец, фольгу, предназначенную для изготовления капсулы, разматывают, смазывают и разрезают на части с подходящими размерами; покровная фольга, предназначенная для изготовления закрывающей полосы, разматывается, предпочтительно подвергается тиснению и разрезается на полосы с подходящими размерами.
[0075] Термосварка может быть достигнута обычным образом путем использования аппарата, разработанного для этой цели. Условия, при которых это делается (например, давление и температура), зависят в некоторой степени от природы субстратов и от конкретной композиции используемого покрытия. Время термосварки, как правило, очень короткое и колеблется от долей секунды до нескольких секунд. Для целей настоящего изобретения время сварки составляет от 0,1 до 2,0 с.
[0076] Как правило температура термосварки составляет от 150 до 350°С, предпочтительно от 180 до 310°С. Давление термосварки обычно составляет от 10 до 100 бар и предпочтительно находится в диапазоне от 20 до 60 бар.
Примеры
Следующие примеры предназначены лишь для иллюстрации настоящего изобретения без ограничения или определения иным образом объема настоящего изобретения.
Пример 1: Приготовление композиции термосварочного лака.
[0078] 56,2 части метилэтилкетона вводят в емкость для смешивания лака и нагревают до температуры 40°С. Затем 20,5 частей сополимера (В) медленно добавляют при перемешивании. Когда добавлен весь сополимер (В), смесь перемешивают при 40°С в течение еще 3-х часов. Затем раствор охлаждают до 25°С и фильтруют. Раствор, полученный таким образом, имеет содержание твердых веществ 30 масс. %. Затем добавляют дополнительное количество метилэтилкетона, с последующим медленным добавлением 51,8 частей органической дисперсии сополимера (А) с тем, чтобы получить конечное содержание твердых веществ 31 масс. %.
[0079] Сополимер (А) представляет собой органическую дисперсию сополимера, состоящую из бутилметакрилата и пропилена, характеризующуюся содержанием твердых веществ, в соответствии с ISO 3251, 45 процентов в смеси растворителя, содержащей 70 частей бутилацетата и 30 частей метилэтилкетона, и характеризующуюся температурой стеклования от -43°С, измеренной с помощью дифференциальной сканирующей калориметрии в соответствии с ISO 11357-1. Сополимер (А) дополнительно характеризуется средневесовой молекулярной массой 300000 г*моль-1, измеренной проникающей хроматографией в соответствии с DIN 55672-1.
[0080] Сополимер (В) состоит из винилхлорида, винилацетата и фумаровой кислоты и характеризуется температурой стеклования +74°С, измеренной с помощью дифференциальной сканирующей калориметрии в соответствии с ISO 11357-1, средневесовой молекулярной массой, измеренной с помощью эксклюзионной хроматографии с использованием полистирола в качестве стандарта, около 70000 г*моль-1, кислотным числом 7 мг КОН/г и содержанием хлора 47,7 масс. %.
Пример 2: Изготовление преобразованной покровной фольги.
[0081] Композицию термосварочного лака, полученную в примере 1, наносят на подвергнутую отжигу алюминиевую фольгу (сплав 9901) от 30 до 40 мкм с помощью прокатных цилиндров в 12 грамм твердого вещества на квадратный метр. Перед нанесением, дальнейшее добавление метилэтилкетона проводили для регулирования вязкости для применения валика. Алюминиевую фольгу, содержащую композицию термосварочного лака, затем пропускают через градиент нагревательного канала, температура которого достигает 260°С. Общее время пребывания в нагревательном канале составляло около 10 секунд. Время пребывания в самой высокой температурной зоне при 260°C, составляло около 2,7 секунды. Фольгу затем охлаждают до примерно комнатной температуры и снова сматывают. Преобразованную фольгу подвергают тиснению при пропускании через гравированный стальной цилиндр для тиснения и картонный цилиндр. И, наконец, тисненную фольги разрезают, чтобы сформировать покровные полосы с подходящими размерами.
Пример 3: Изготовление преобразованной фольги для капсулы.
[0082] Алюминиевую фольгу (сплав 9802) толщиной в 100 мкм предварительно подвергают обработке хромом и непрерывно отжигают. Краску горячей сушки на основе полиэфира наносят на первую сторону алюминиевой фольги, в то время как термосварочный лак из примера 1 наносят на вторую сторону с помощью прокатных цилиндров в 2 грамма твердых веществ на квадратный метр. Краску горячей сушки и термосварочный лак нагревают и сушат соответственно в градиенте сушильного канала с температурой, достигающей 380°С. Общее время пребывания в сушильном канале составляет около 10 секунд. Время пребывания в самой высокой температурной зоне составляет около 4,2 секунд. Затем вторую часть термосварочного лака наносят на первый слой сухого термосварочного лака с помощью прокатных цилиндров в 10 грамм твердого вещества на квадратный метр и сушат в градиенте сушильного канала с температурой, достигающего 260°С. Общее время выдержки в сушильном канале составляет около 10 секунд. Время пребывания в самой высокой температурной зоне при 260°С составляет около 3,2 секунд. Фольгу охлаждают до комнатной температуры и сматывают. И, наконец, пленку смазывают с использованием смазочного материала на основе кремния и нарезают на полоски капсулы с подходящими размерами.
Пример 4: Термосварка покровной фольги в капсулу
[0083] Покровную полосу из примера 2 термосваркой приваривают к полоске капсулы из примера 3 с помощью устройства для термосварки Brugger. С использованием указанных ниже параметров сварки прочность сварки составила 27 Н/15 мм, причем типом разрыва был когезивный. Соотношение массы сополимера А и сополимера В равно 1,1 как на границе алюминиевая покровная полоска/термосварка, так и на границе алюминиевая капсульная полоска/ термосварка.
Параметры сварки:
- Сварочные тиски: верхние 10 мм стальные/нижние 10 мм кремниевые
- Температура сварки верхних и нижних тисков: 180°С
- Время сварки: 1 секунда
- Сила сварки: 600 Ньютон
- Позиция: покровная полоса к верхним/капсульная полоса к нижним.
Сравнительный пример 1:
[0084] Пример 4 был повторен с той разницей, однако, что термосварочный лак на алюминиевой капсульной полосе из примера 3 является лаком на основе только сополимера (В). Прочность сварного шва составила 23 Н/15 мм, причем тип разрыва был когезивный/адгезивный. Соотношение массы сополимера (А)/сополимера (В) составляет около 100 на границе раздела алюминиевая покровная полоса/термосварка, тогда как на границе раздела алюминиевая капсульная полоска/термосварка оно было около 0.
[0085] Сравнительный пример 2:
Пример 4 повторили с той лишь разницей, что термосварочный лак на преобразованной покровной фольге из примера 2 и алюминиевой капсульной полоске из примера 3 имеет основан только на сополимере (А). Прочность шва составила 22 Н/15 мм, причем тип разрыва был когезивный/адгезивный.
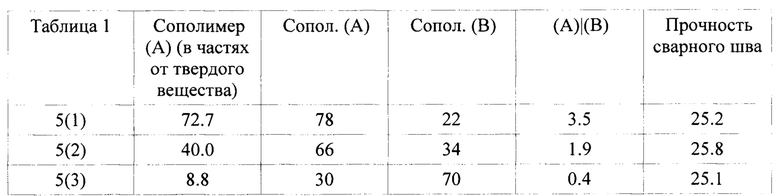
Пример 5: Композиция смеси сополимеров
[0086] Пример 4 повторили с использованием термосварочного лака, как в примере 1, содержащего 20,5 частей сополимера (В), но с разными частями сополимера (А), показанными в колонке 2 таблицы 1. В этой таблице в колонке 1 приведен идентификационный номер примера; в колонке 3 показано массовое процентное содержание сополимера (А); в колонке 4 показано массовое процентное содержание сополимера (В); в колонке 5 показано отношение масс сополимера (А) и сополимера (В); в колонке 6 показано значение прочности сварного шва в Н/15 мм.
Пример 6
[0087] Капсулы глубокой вытяжки, полученные из капсульных полосок из примера 3, заполняют 6 г порошка кофе. Капсулы запечатывают при помощи устройства для термосварки с помощью закрывающих полосок из примера 2, чтобы сформировать контейнер. Температура сварки составляла 280°С, давление сварки составляло 1376 Н*мг-2 s время сварки составляло 0,3 секунды.
Сравнительный пример 3
[0088] Пример 6 был повторен с использованием капсул глубокой вытяжки, содержащих только сополимер (В) в качестве термосварочного слоя (см. сравнительный пример 1).
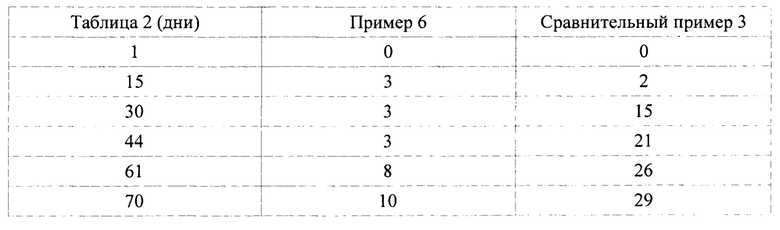
Пример 7: Вакуумная испытательная камера
[0089] Сорок контейнеров согласно примеру 6 и сорок контейнеров согласно сравнительному примеру 3 помещали в вакуумную камеру при комнатной температуре и давлении 100 мбар. Протекающие контейнеры записывают через регулярные промежутки времени и они показаны в таблице 2.
[0090] Приведенные выше примеры ясно показывают повышенную прочность шва, наблюдаемую для контейнеров, которые представляют собой полностью алюминиевые банки для напитков, содержащие капсулу, покровную полосу и термосварочный слой, удовлетворяющий композиции в соответствии с настоящим изобретением.
Изобретение относится к термосвариваемой конструкции, содержащей алюминиевую фольгу и термосварочный лак. Описана термосвариваемая структура, содержащая алюминиевую фольгу и термосварочный лак, причем указанная структура демонстрирует прочность сварного шва, в соответствии с ASTM F2824, более 23 Н/15 мм, предпочтительно более 25 Н/15 мм при термосварке с другой термосвариваемой структурой, содержащей алюминиевую фольгу и тот же термосварочный лак, причем термосварочные лаки обеих структур контактируют друг с другом для термосварки, причем указанный термосварочный лак содержит смесь сополимеров, содержащую: 30-80 мас.%, предпочтительно 40-70 мас.%, более предпочтительно 50-60 мас.% сополимера (А) на основе (со)полимеров (мет)акрилатного сложного эфира, олефиновых (со)полимеров и блок-сополимеров или привитых сополимеров, содержащих последовательности (мет)акрилатного сложного эфира и последовательности олефинов; 20-70 мас.%, предпочтительно 30-60 мас.%, более предпочтительно 40-50 мас.% сополимера (В) на основе винилгалогенидов, виниловых сложных эфиров карбоновых кислот и этиленненасыщенных (поли)карбоновых кислот. Также описаны способ получения термосвариваемой структуры и ее применение. Технический результат состоит в улучшенном способе хранения в контейнерах, полученных из термосварочных конструкций. 3 н. и 9 з.п. ф-лы, 2 табл., 7 пр.
1. Термосвариваемая структура, содержащая алюминиевую фольгу и термосварочный лак, причем указанная структура демонстрирует прочность сварного шва, в соответствии с ASTM F2824, более 23 Н/15 мм, предпочтительно более 25 Н/15 мм при термосварке с другой термосвариваемой структурой, содержащей алюминиевую фольгу и тот же термосварочный лак, причем термосварочные лаки обеих структур контактируют друг с другом для термосварки, причем указанный термосварочный лак содержит смесь сополимеров, содержащую:
- 30-80 мас.%, предпочтительно 40-70 мас.%, более предпочтительно 50-60 мас.% сополимера (А) на основе (со)полимеров (мет)акрилатного сложного эфира, олефиновых (со)полимеров и блок-сополимеров или привитых сополимеров, содержащих последовательности (мет)акрилатного сложного эфира и олефиновые последовательности;
- 20-70 мас.%, предпочтительно 30-60 мас.%, более предпочтительно 40-50 мас.% сополимера (В) на основе винилгалогенидов, виниловых сложных эфиров карбоновых кислот и этиленненасыщенных (поли)карбоновых кислот.
2. Термосвариваемая структура по п. 1, в которой
- сополимер (А) термосварочного лака содержит 5-70 мас.% одного или более чем одного (со)полимера (мет)акрилатного сложного эфира, 5-70 мас.% одного или более чем одного олефинового (со)полимера и 1-90 мас.% одного или более чем одного сополимера, содержащего последовательности (мет)акрилатного сложного эфира и олефиновые последовательности;
- сополимер (В) термосварочного лака содержит 70-95 мас.% одного или более чем одного винилгалогенида, 1-30 мас.% одного или более чем одного винилового сложного эфира С1-С20 карбоновых кислот и 0,1-10 мас.% одной или более этиленненасыщенной (поли)карбоновой кислоты.
3. Термосвариваемая структура по п. 1 или 2, в которой толщина алюминиевой фольги составляет 20-160 мкм, предпочтительно 30-120 мкм и толщина термосварочного слоя составляет 1-20 мкм, предпочтительно 2-15 мкм.
4. Термосвариваемая структура по п. 1 или 2, содержащая одну или более чем одну краску горячей сушки или лак, предпочтительно краску горячей сушки и/или лак на основе сложного полиэфира, и/или один или более чем один отпечаток.
5. Способ получения термосвариваемой структуры по любому из пп. 1-4, включающий:
а) подачу алюминиевой фольги;
б) контактирование одной стороны алюминиевой фольги с композицией термосварочного лака, содержащей сополимер (А), сополимер (В) и один или более чем один органический растворитель и отличающейся содержанием твердых веществ, составляющим 20-80 мас.%;
в) выпаривание растворителя из композиции термосварочного лака;
г) охлаждение термосварочного лака для формирования термосвариваемой структуры, содержащей алюминиевую фольгу и твердую термосварочную пленку.
6. Способ по п. 5, где алюминиевая фольга со стадии а) содержит одну или более чем одну краску горячей сушки, и/или лак, и/или один или более чем один отпечаток.
7. Способ по п. 5 или 6, где стадия б) и стадия в) повторяются по меньшей мере один раз до начала стадии г).
8. Способ по п. 5 или 6, где композиция термосварочного лака со стадии б) содержит 5-65 мас.%, предпочтительно 7-50 мас.% и более предпочтительно 10-40 мас.% сополимера (А), 5-55 мас.%, предпочтительно 5-45 мас.% и более предпочтительно 5-35 мас.% сополимера (В) и 20-80 мас.%, предпочтительно 35-75 мас.% и более предпочтительно 50-70 мас.% органического растворителя.
9. Способ по п. 5 или 6, где:
- сополимер (А) композиции термосварочного лака со стадии б) содержит 5-70 мас.% одного или более чем одного (со)полимера (мет)акрилатного сложного эфира, 5-70 мас.% одного или более чем одного олефинового (со)полимера и 1-90 мас.% одного или более чем одного сополимера, содержащего последовательности (мет)акрилатного сложного эфира и олефиновые последовательности;
- сополимер (В) композиции термосварочного лака со стадии б) содержит 70-95 мас.% одного или более чем одного винилгалогенида, 1-30 мас.% одного или более чем одного сложного винилового эфира С1-С20 карбоновых кислот и 0,1-10 мас.% одной или более чем одной этиленненасыщенной (поли)карбоновой кислоты;
- один или более чем один органический растворитель композиции термосварочного лака со стадии б) выбирают из группы, состоящей из сложных эфиров алифатических карбоновых кислот с алифатическими спиртами, кетонами и алифатическими углеводородами.
10. Способ по п. 5 или 6, где:
- сополимер (А) композиции термосварочного слоя со стадии б) содержит бутилметакрилат и пропилен;
- сополимер (В) композиции термосварочного слоя со стадии б) содержит винилхлорид, винилацетат и фумаровую кислоту;
- один или более чем один органический растворитель композиции термосварочного слоя со стадии б) содержит бутилацетат, ацетон и метилэтилкетон.
11. Способ по п. 5 или 6, включающий дополнительную стадию тиснения термосвариваемой структуры со стадии г).
12. Применение термосвариваемой структуры по любому из пп. 1-4 для получения покровной фольги и капсул.
| US 4753708 A1, 28.06.1988 | |||
| US 5213227 A, 25.05.1993 | |||
| CN 202225505 U, 23.05.2012 | |||
| US 20080292893 A1, 27.11.2008 | |||
| ПЛЕНКИ НА ОСНОВЕ СШИТЫХ ПОЛИМЕРОВ И ИЗГОТОВЛЕННЫЕ ИЗ НИХ ИЗДЕЛИЯ | 2009 |
|
RU2520209C2 |
| JP 54111536 A, 31.08.1979 | |||
| US 4503123 A1, 05.03.1985. | |||

