Изобретение относится к составу полимерного материала, используемого в области пищевой и нефтехимической промышленности в качестве изоляционной мембраны.
В частности, в качестве демпфера в бутылках, банках, канистрах, изоляционных прокладок для закатки вино-водочной продукции, а также может быть применен для изготовления теплоизоляции из вспененных изделий.
Известен внутренний уплотнитель для контейнеров, изготовленных из стекла (Патент США № 4778698, опубл. 18.03.1988 г.) содержит облицовку, на одной из основных поверхностей которой нанесен слой, содержащий аморфный полиэфир, имеющий степень кристалличности, меньшую или равную примерно 40 %. Облицовка предпочтительно изготовлена из металлической фольги, например, алюминиевой, стальной или железной фольги, причем алюминиевая фольга является предпочтительной. Толщина фольги обычно составляет менее 50,8 мкм. Облицовка также может представлять собой ламинат, состоящий из металлической фольги и полимерной пленки, например, полиэфирной или полиолефиновой пленки. Недостатками известного изобретения являются отсутствие вспененного слоя полимера, который отвечает за барьерные характеристики и служит демпфером в изделии.
Известен уплотняющий элемент с оттягивающимся язычком, включающая: один герметик или клейкий слой для крепления крышки к контейнеру, при этом герметик или клей активируется теплом; слой ПЭТ поверх герметика или клейкого слоя; слой металлической фольги поверх слоя ПЭТ; слой вспененного полиэтилена поверх слоя фольги, слой EVA поверх слоя вспененного полиэтилена и частично приклеенный к нему; слой разделительной полосы под частью слоя EVA, по крайней мере частично не приклеенной к слою пенополиэтилена, и слой PET над слоем EVA, причем конструкция крышки такова, что часть слоя EVA с разделительной полосой на ней служит в качестве язычка для снятия крышки с контейнера, к которому она была приклеена (Патент США №6866926, 15.03.2005). Недостатками известного уплотняющего элемента являются наличие дополнительного слоя материала для формирования язычка, что увеличивает расход сырья, а также тепло, образующееся во время процесса запечатывания крышки, вместе с концентрированным давлением кольцевого изгиба вниз на слой пенопласта в уплотнительном элементе может вызвать повреждение или разрушение данного дополнительного слоя.
Наиболее близким к предлагаемому изобретению является ламинированная пломба для контейнеров с вкладкой для удаления, которая включает в себя термоактивируемый герметик или адгезивный слой для крепления запечатывающего элемента к контейнеру, слой металлической фольги, покрывающий и адгезивно соединенный с термоактивируемым герметиком или адгезивным слоем, и слой полиэтиленовой или полипропиленовой пены или пленки, покрывающий и адгезивно соединенный со слоем фольги. Кроме того, первый слой, определяющий вкладку из полиэтилена, лежит поверх и покрывает по меньшей мере часть слоя из вспененного полиэтилена или полипропилена или пленки, но не соединен с ним адгезивно по меньшей мере частично (Патент США №20080233339, 25.09.2008). Также слой полипропиленовой пленки лежит поверх и покрывает и адгезивно соединен как с частью слоя полиэтилена или полипропиленовой пены или пленки, не покрытой первым слоем, определяющим вкладку из ПЭТ, так и с самим первым слоем, определяющим вкладку из ПЭТ, причем соединения создаются адгезивной смолой и катализатором, выбранными для обеспечения высокой прочности соединения, достаточной для удержания против создаваемого вручную усилия. Второй слой ПЭТ лежит поверх слоя полипропиленовой пленки, покрывает его и адгезивно соединяется с ним. Первый слой ПЭТ, определяющий выступ, и части пропиленовой пленки и второго слоя ПЭТ, расположенные непосредственно над первым слоем ПЭТ и адгезивно соединенные с ним, служат в качестве выступа для облегчения извлечения запечатывающего элемента из контейнера, к которому он был приклеен. Недостаток известной ламинированной пломбы заключается в том, что для достижения такого же качества запечатывания, по сравнению с предлагаемым изобретением, требуется более высокая температура или более длительное время или комбинация обоих факторов для достижения такого же качества запечатывания.
Целью изобретения является создание изоляционной мембраны из модифицированного вспененного полиэтилена, используемой в упаковки для пищевой и нефтехимической продукции.
Поставленная цель достигается тем, что изоляционная мембрана включает в себя многослойную полимерную композицию для использования в упаковке для герметизации горлышка контейнера, в которой используется слой из модифицированного вспененного полиэтилена.
Термозапечатываемая полимерная композиция полезна для приготовления внутренних прокладок, которые склеиваются индукционным нагревом. Такие уплотнители могут использоваться как со стеклянными, так и с пластиковыми контейнерами, а полимерная композиция позволяет использовать индукционный нагрев как с металлическими, так и с пластиковыми крышками.
Модификация полиэтилена происходит в процессе его вспенивания диоксидом углерода, который обладает превосходной экологической пригодностью по сравнению с органическими летучими вспенивающими агентами. Диспергирование частиц смолы на основе полиэтилена в водной дисперсионной среде вместе с диоксидом углерода, нагревание и нагнетание давления на полученные частицы смолы на основе полиэтилена для пропитки их диоксидом углерода, и затем выпускают полученные частицы смолы на основе полиэтилена в зону низкого давления для вспенивания, получая таким образом вспененные частицы смолы на основе полиэтилена.
Клей предназначен для склеивания и герметизации и пропитки соединений, для повышения их термо- и механической прочности. В качестве клея могут быть использованы двухкомпонентные полиуретановые клеи, состоящие из полиольного и полиизоцианатного компонентов. Полиольный компонент включает полиэфирполиол и определенное количество удлинителя цепи алифатического диола. Полиизоцианатный компонент включает изоцианатный преполимер, полученный реакцией ароматического полиизоцианата с простым полиэфиром. Клей имеет превосходное сочетание длительного открытого времени с последующим отверждением, образующим прочное клеевое соединение. Также в качестве клея может быть использовано эпоксидиановая смола, полиэтиленполиамин, модифицированный 1, 2-ди(оксиметил)- орто-карбораном, олигоамид марки Т-19 и карбонильное железо.
Используемый термосварочный лак содержит смесь сополимеров, содержащий: сополимер (А) на основе (со)полимеров (мет)акрилатного сложного эфира, олефиновых (со)полимеров и блок-сополимеров или привитых сополимеров, содержащих последовательности (мет)акрилатного сложного эфира и олефиновые последовательности, и сополимер (В) на основе винилгалогенидов, виниловых сложных эфиров карбоновых кислот и этиленненасыщенных (поли)карбоновых кислот.
Общая толщина изоляционной мембраны составляет – от 0,6 до 1,5 мм, допустима погрешность по толщине ± 10%.
Толщина слоев вспененного полиэтилена, покрытого с двух сторон полипропиленовой пленкой, не может превышать 1,27 мм, допустима погрешность по толщине ± 2%.
Плотность слоя из вспененного полиэтилена должна составлять от 200 кг/м3 до 600 кг/м3 в зависимости от толщины слоя.
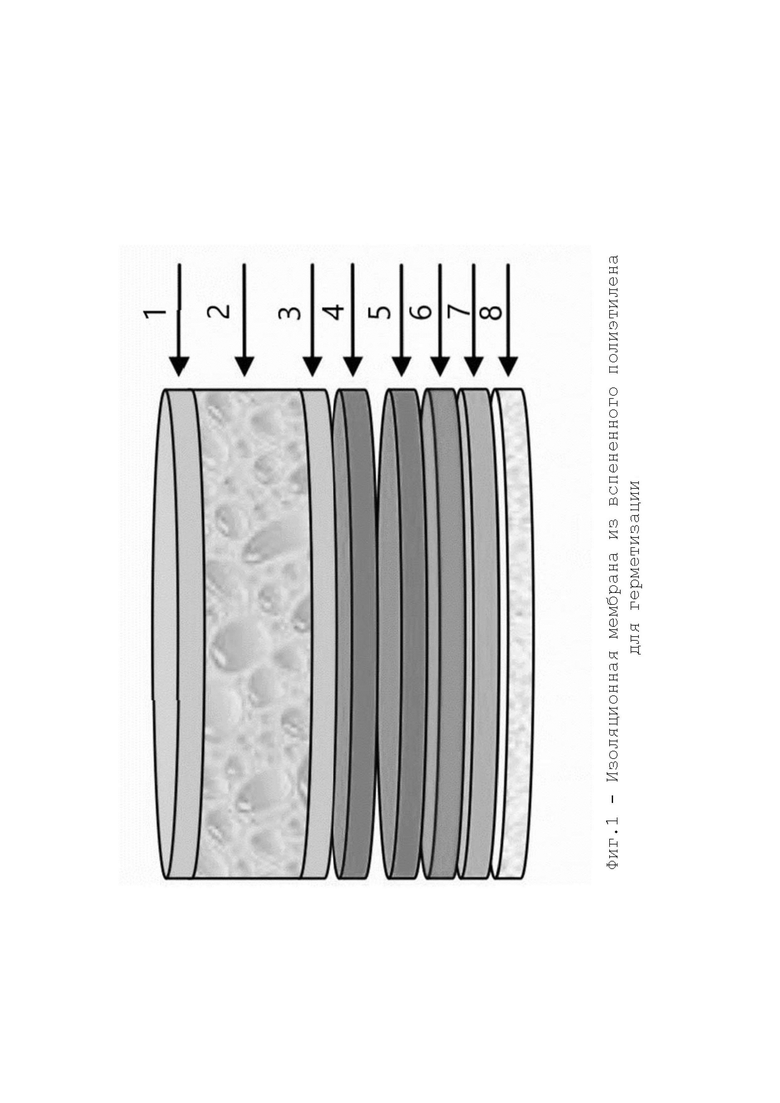
Изоляционная мембрана из вспененного полиэтилена для герметизации состоит из (фиг.1):
1 слой – полипропиленовая пленка толщиной от 30 до 60 мкм;
2 слой – вспененный полиэтилен высокой плотности от 200 до 600 кг/м3, имеющий толщину от 600 до 1150 мкм;
3 слой – полипропиленовая пленка толщиной от 30 до 60 мкм;
4 слой – полимерный клеевой слой толщиной от 10 до 30 мкм;
5 слой – лаковое покрытие толщиной от 40 до 90 мкм;
6 слой – алюминиевая фольга толщиной от 5 до 20 мкм;
7 слой – пленка полиэтиленовая плотностью от 10 до 25 г/м2, получаемая методом полива толщиной от 8 до 20 мкм;
8 слой – пергаментная бумага плотностью от 25 до 40 г/м2 толщиной от 40 до 70 мкм.
Требования к технологии изготовления:
1) Весь процесс экструзии должен быть автоматизирован от засыпки основного сырья (полиэтилена высокого давления) до получения готового продукта;
2) Дозирование компонентов с помощью гравиметрического дозатора с погрешностью не более 0,1% на 1 кг;
3) Точность геометрических размеров, отклонение по толщине готового изделия не более 0,05 мм, по ширине не более 1%, по длине не более 5 %;
4) Все компоненты перед дозированием должны быть высушены до уровня влажности 0,02 мас. %;
5) Температурный режим в помещении должен соблюдаться на уровне +18 до +28°С с уровнем влажности 90-98%;
6) Дозирующие насосы жидкостного газа СО2 должны быть мембранные с расходомером жидкостного газа для точности дозирования в экструдер.
Допустимые отклонения по диаметру:
- если диаметр превышает 40 мм не более ± 0,25 мм;
- если диаметр равен или меньше 40 мм не более 0,15 мм.
Варианты исполнения настоящего технического решения представлены в таблице 1.
Таблица 1 – Варианты исполнения мембраны
4
5
Основные технические характеристики лабораторных испытаний образцов из вспененного материала изоляционной мембраны указаны в таблице 2.
Таблица 2 - Основные технические
характеристики мембраны
5
Изобретение относится к составу полимерного материала, используемого в области пищевой и нефтехимической промышленности в качестве изоляционной мембраны. Изоляционная мембрана включает в себя многослойную полимерную композицию для использования в упаковке для герметизации горлышка контейнера, в которой используется слой из модифицированного вспененного полиэтилена. Общая толщина изоляционной мембраны составляет – от 0,6 мм до 1,5 мм, допустима погрешность по толщине ± 10%. Толщина слоев вспененного полиэтилена, покрытого с двух сторон полипропиленовой пленкой, не может превышать 1,27 мм, допустима погрешность по толщине ± 2%, при этом плотность слоя из вспененного полиэтилена от 200 кг/м3 до 600 кг/м3 в зависимости от толщины слоя. Технический результат заключается в создании изоляционной мембраны из модифицированного вспененного полиэтилена, используемой в упаковке для пищевой и нефтехимической продукции. 1 ил., 2 табл.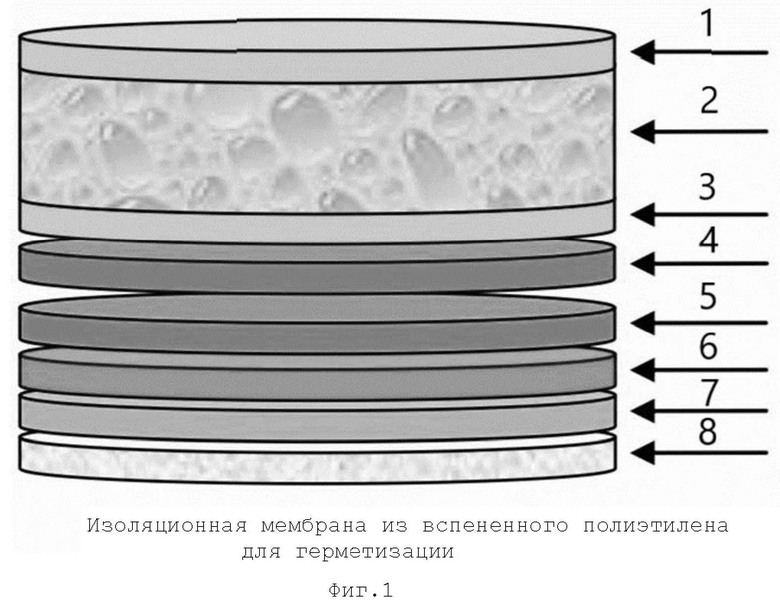
Изоляционная мембрана из модифицированного вспененного полиэтилена для герметизации, состоящая из восьми слоев: полипропиленовая пленка толщиной от 30 до 60 мкм; вспененный полиэтилен высокой плотности от 200 до 600 кг/м3, толщиной от 600 до 1150 мкм; полипропиленовая пленка толщиной от 30 до 60 мкм; полимерный клеевой слой толщиной от 10 до 30 мкм; лаковое покрытие толщиной от 40 до 90 мкм; алюминиевая фольга от 5 до 20 мкм; пленка полиэтиленовая плотностью от 10 до 25 г/м2, получаемая методом полива толщиной от 8 до 20 мкм; пергаментная бумага плотностью от 25 до 40 г/м2 толщиной от 40 до 70 мкм.
| US 2008233339 A1, 25.09.2008 | |||
| КОМПОЗИЦИОННЫЙ МАТЕРИАЛ "МИЛЕНИТТ-ЭТП" | 1994 |
|
RU2085394C1 |
| US 6866926 B1, 15.03.2005 | |||
| US 4778698 A, 18.10.1988. | |||

