Изобретение относится к области машиностроения и может быть использовано для позиционирования установочных элементов сборочной единицы в требуемое пространственное положение в заданной системе координат, с помощью координатно-измерительной системы на базе лазерного трекера, в частности при выполнении монтажных работ сборочной оснастки в авиастроении.
Известен способ установки изделия в заданное пространственное положение и устройство для его осуществления (Патент РФ №2226168; МПК G01B21, G01B 11/02, G01B11, B64F5; опубл. 27.03.2004).
Способ установки изделия в заданное пространственное положение, включающий создание материальных носителей системы координат рабочего пространства, относительно которой устанавливают изделие, и связывание с изделием не менее трех не расположенных на одной прямой носителей базовых точек, при котором его перемещают и устанавливают в положение с заданными координатами носителей этих базовых точек под контролем системы координатных измерений, отличающийся тем, что расположение носителей базовых точек на базовых поверхностях изделия определяют произвольно, а их расчетные координаты в рабочем пространстве задают с помощью внешних носителей базовых точек, пространственную ориентацию которых осуществляют раздельно и независимо в положение с заданными координатами базовых точек изделия, а перемещение и установку изделия осуществляют прямым совмещением носителей базовых точек изделия и внешних носителей базовых точек.
Устройство для установки изделия в заданное пространственное положение, включающее не менее трех модулей координатных перемещений, при этом оно включает носители внешних базовых точек на каждом модуле координатных перемещений, а геометрический профиль носителя внешних базовых точек выполнен геометрически ответным носителю базовых точек изделия.
Недостатком устройства для осуществления способа является то, что оно используется для позиционирования устанавливаемого изделия в горизонтальном положении, например, рубильника для выполнения слесарных работ, причем на рубильнике заранее должны быть точно изготовлены носители базовых точек изделия, которые выполнены геометрически ответными геометрическому профилю носителя внешних базовых точек. При применении заявленного позиционирующего устройства при монтаже сборочной оснастки требуется огромное количество разных по высоте дополнительных установочных тумб или площадок, а невозможность угловых перемещений позиционирующим устройством приводит к ограничению функциональных возможностей, что в целом неэффективно при монтаже установочных элементов сборочной оснастки.
Известно позиционирующее устройство (Патент РФ №2441743; МПК B25J 18/06; опубл. 10.02.2012), содержащее опорную структуру, приспособление для крепления обрабатываемого изделия и регулируемые по длине опорные стойки, соединенные, с одной стороны, с опорной структурой, а с другой стороны, с приспособлением для крепления обрабатываемого изделия, причем опорные стойки в местах соединения с опорной структурой и с приспособлением для крепления обрабатываемого изделия установлены подвижно, при этом, по меньшей мере одна часть опорных стоек выполнена с возможностью регулирования по длине, и по меньшей мере одна часть опорных стоек имеет привод для регулирования по длине, при этом по меньшей мере шесть опорных стоек установлены попарно в треугольник, причем по меньшей мере в двух парах опорных стоек опорные стойки расположены параллельно, а каждая пара опорных стоек имеет общий привод, посредством которого она имеет возможность исключительно синхронного регулирования по длине, при этом каждая пара опорных стоек на первом конце продольного протяжения опорных стоек имеет поворотный подшипник, а на втором конце продольного протяжения каждой опорной стойки - второй подшипник.
Недостатком позиционирующего устройства является малый угол поворота его инструментальной плиты, что ограничивает возможности монтажа установочного элемента сборочной оснастки, снижающие его функциональную составляющую. Данное позиционирующее устройство устанавливается или на специальные тумбы или крепится к каркасным элементам сборочной оснастки, при этом оно очень крупногабаритное и его затруднительно разместить на сборочной оснастке в стесненных условиях, что ограничивает его функциональные возможности, снижая эффективность самого позиционирующего устройства.
Наиболее близким по технической сущности к заявленному устройству является «Шестистепенной позиционер для прямого позиционирования базирующего элемента сборочной оснастки» (Ахатов Р.Х, Говорков А.С. «Современные методы и средства монтажа сборочной оснастки, учебно-методическое пособие». - Иркутск: Изд-во НИ ИрГТУ, 2011, с. 8, 9, 36, 72), который позволяет производить перемещение позиционирующего элемента и связанного с ним переходного калибра в пространстве стапеля по шести координатам с текущим контролем координат опорных точек конструктивных баз с помощью лазерной координатно-измерительной системы. Позиционер включает линейные и угловые модули перемещений, которые имеют ручное управление с помощью винтовых домкратов.
Недостатком позиционера являются, то что его очень сложно установить на сборочном приспособлении или около него, а также большие габариты позиционера, требуют крупногабаритных дополнительных установочных площадок или тяжелых установочных тумб, которые занимают много места, а и при смене положения позиционера их тоже необходимо перемещать. В случае позиционирования его на установочную площадку, для крепления которой, необходимо просверливать отверстия в каркасе сборочного приспособления, что трудоемко. В случае применения установочных тумб, позиционер сложно, а иногда невозможно расположить около установочного элемента сборочной оснастки в стесненных условиях, что снижает функциональную составляющую позиционера. Невозможно проводить монтаж с помощью данного позиционера при работе с крупногабаритной сборочной оснасткой, когда необходимо монтировать установочные элементы на высоте. Так же позиционер состоит из очень большого количества компонентов и имеет сложную конструкцию, при этом он обладает малым числовым значением перемещения в вертикальном направлении, снижающим функциональные возможности позиционера, что требует много разных по высоте дополнительных установочных тумб, что в целом делает данную конструкцию крупногабаритной и сложной, а также неэффективной.
Решаемой задачей изобретения является упрощение конструкции и расширение функциональных возможностей позиционирующего устройства, за счет установки его на элемент сборочной оснастки, без применения дополнительных установочных тумб и площадок.
Техническим результатом изобретения является создание эффективного, компактного позиционирующего устройства, позволяющего улучшить и упростить сборку, за счет упрощения конструкции и расширения его функциональных возможностей.
Технический результат достигается тем, что в позиционирующем устройстве, включающем переходной калибр, прилегающий плотно к установочному элементу сборочной оснастки в виде уха, расположенному в цилиндрическом элементе, три магнитных подставки со сферическими отражателями лазерного измерителя, например, лазерного трекера, установленные в отверстия переходного калибра, согласно которому, введены прижимы с пазами, планка с пазом, уголок и струбцина, которая выполнена в виде вытянутой скобы с разборным прижимным элементом, один конец ее выполнен в виде зажимной губки и расположен под острым углом относительно основания скобы, а другой конец скобы выполнен со сквозными резьбовыми отверстиями, которые расположены в горизонтальном направлении, в четыре ряда, по три отверстия в ряду, причем каждый последующий ряд отверстий расположен в шахматном порядке относительно предыдущего, при этом цилиндрический элемент, выполнен в виде стакана, внешняя поверхность которого сопряжена с внутренней поверхностью основания струбцины, на внешней поверхности которой выполнены цилиндрические бобышки с резьбовыми отверстиями, а на торцах бобышек установлен уголок, выполненный из двух полок, на одной из которых выполнены продолговатые дуговые отверстия, причем поверхность этой полки сопряжена с торцами бобышек, а отверстия уголка выполнены с возможностью поворота последнего относительно струбцины на заданный угол, определяемый лазерным трекером координатно-измерительной системы, с одновременным продольным и поперечным перемещениями, при этом уголок и струбцина скреплены между собой крепежными элементами с возможностью перемещения в продольном направлении, а на другой полке уголка выполнен паз для соединения уха с уголком с помощью прижимов и крепежных элементов с возможностью перемещения в поперечном направлении, кроме того, для жесткости ухо зафиксировано планкой, прикрепленной к прижимам с помощью крепежных элементов через их пазы.
Для пояснения технической сущности рассмотрим чертежи, где:
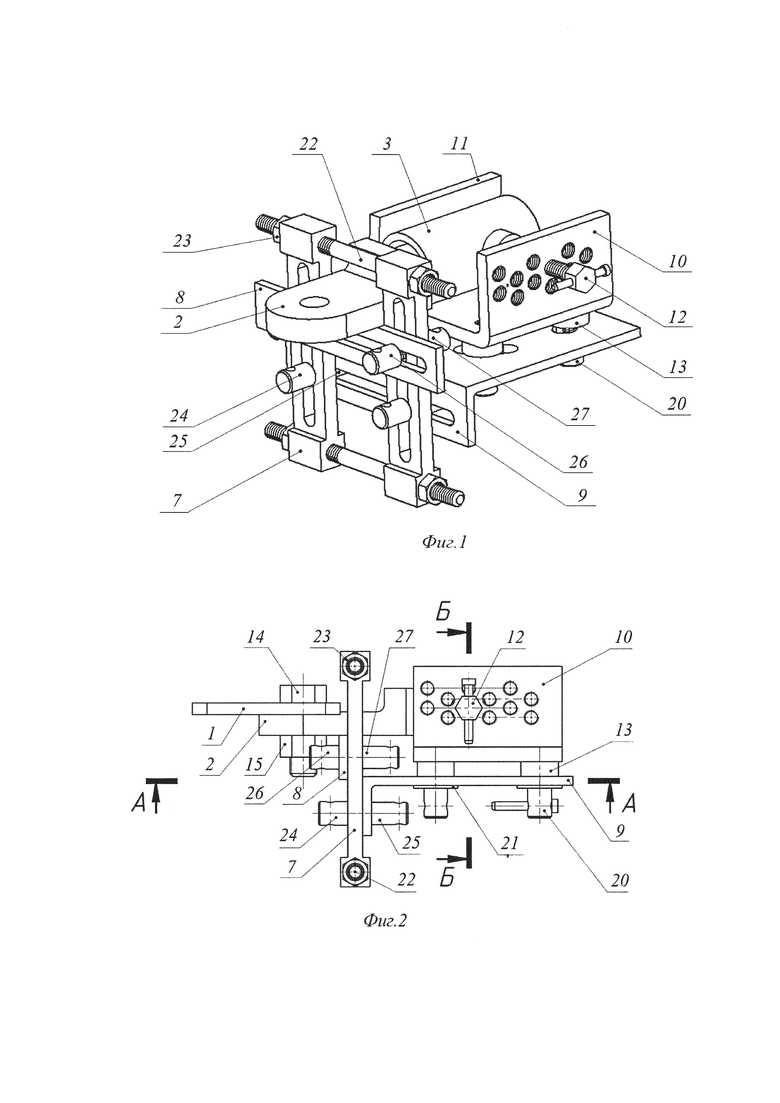
фиг. 1 позиционирующее устройство в аксонометрии;
фиг. 2 вид справа;
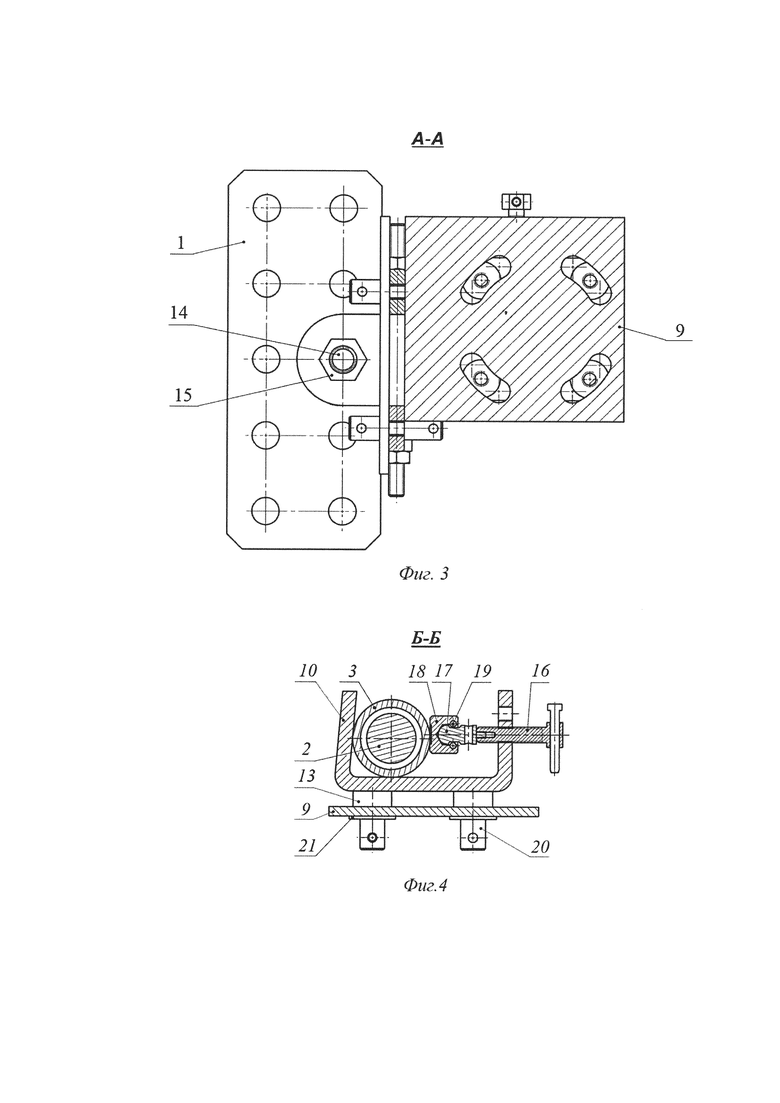
фиг. 3 поперечный разрез А-А;
фиг. 4 продольный разрез Б-Б;
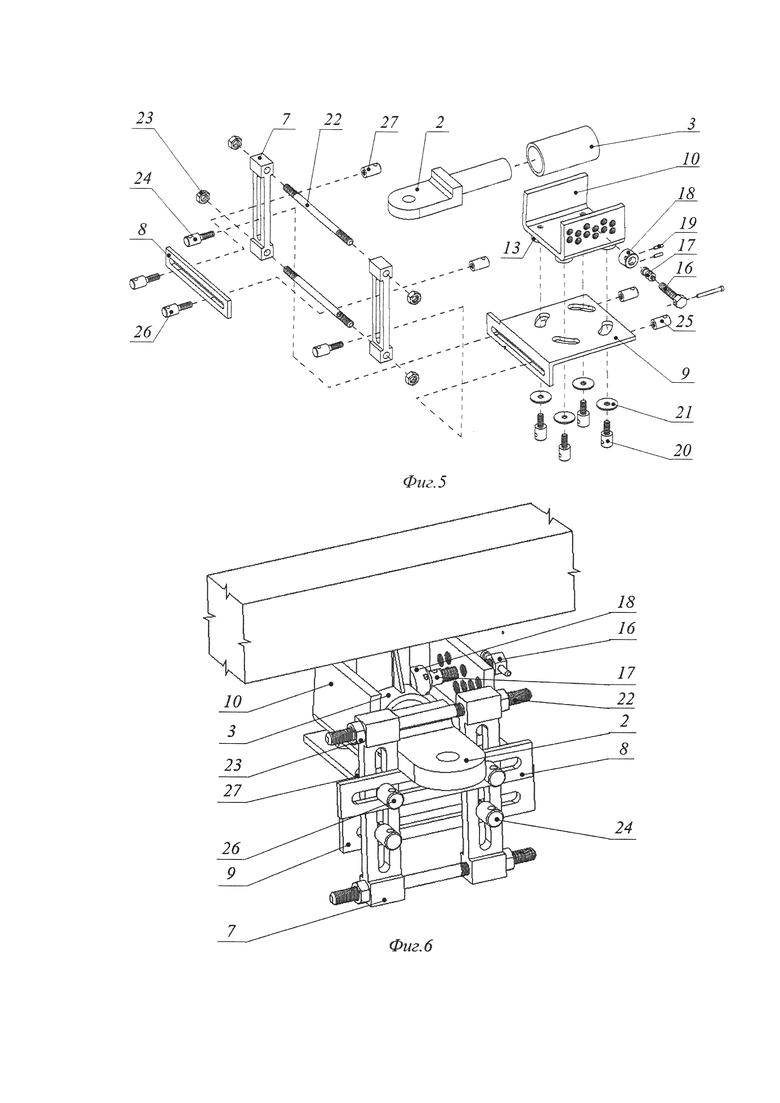
фиг. 5 позиционирующее устройство в аксонометрии - в разнесенном виде;
фиг. 6 позиционирующее устройство в аксонометрии, установленное на элемент сборочной оснастки;
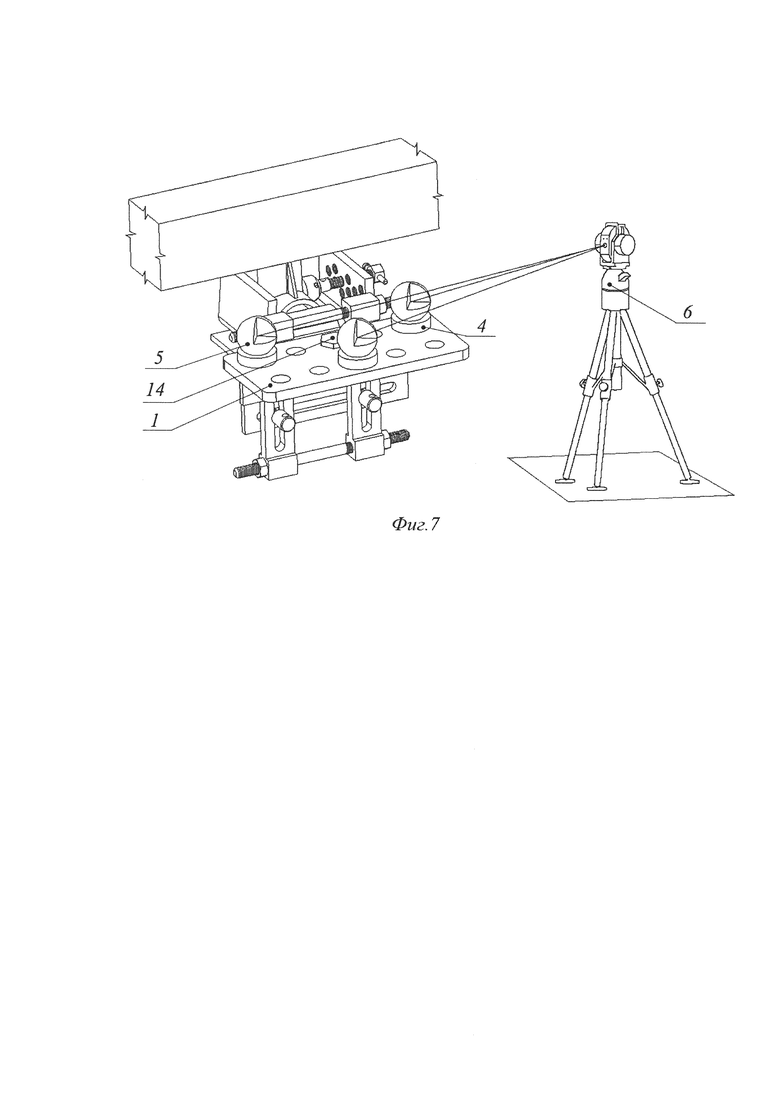
фиг. 7 позиционирующее устройство в аксонометрии, установленное на элемент сборочной оснастки и лазерный трекер, где:
1 - переходной калибр;
2 - установочный элемент сборочной оснастки (ухо);
3 - цилиндрический элемент сборочной оснастки (стакан);
4 - магнитная подставка для сферического отражателя;
5 - сферический отражатель;
6 - лазерный трекер;
7 - прижим с пазом;
8 - планка с пазом;
9 - уголок;
10 - струбцина;
11 - скоба струбцины;
12 - разборный прижимной элемент струбцины;
13 - цилиндрическая бобышка струбцины;
14 - болт;
15 - гайка, накручивающаяся на болт;
16 - винтовой фиксатор разборного прижимного элемента струбцины;
17 - наконечник разборного прижимного элемента струбцины;
18 - прижимная пята разборного прижимного элемента струбцины;
19 - штифт прижимной пяты разборного прижимного элемента струбцины;
20 - штырь-болт для крепления уголка к струбцине;
21 - шайба;
22 - шпилька резьбовая;
23 - гайка накручиваемая, на конец шпильки резьбовой;
24 - штырь-болт для крепления прижима к уголку;
25 - гайка для крепления прижима к уголку;
26 - штырь-болт для крепления планки к прижиму;
27 - гайка для крепления планки к прижиму.
Позиционирующее устройство, включающее переходной калибр 1, прижимы с пазами 7, планку с пазом 8, уголок 9 и струбцину 10. Переходной калибр 1 плотно прилегает к рабочей плоскости установочного элемента сборочной оснастки в виде уха 2, за счет болта 14 и гайки 15. Ухо 2 расположено в цилиндрическом элементе в виде стакана 3. На стакан 3 прикреплена струбцина 10, которая выполнена в виде вытянутой скобы 11 с разборным прижимным элементом 12. Один конец скобы 11 выполнен в виде зажимной губки и расположен под острым углом относительно основания скобы 11, а другой конец скобы 11 выполнен со сквозными резьбовыми отверстиями под разборный прижимной элемент 12, которые расположены в горизонтальном направлении, в четыре ряда, по три отверстия в ряду, причем каждый последующий ряд отверстий расположен в шахматном порядке относительно предыдущего. В зависимости от значения диаметра стакана 3 выбран соответствующий ряд отверстий, а в зависимости от длины стакана 3 выбрано необходимое резьбовое отверстие в ряду, в которое вкручен винтовой фиксатор 16 разборного прижимного элемента 12, а в резьбовое отверстие винтового фиксатора 16 вкручен наконечник 17, на конце которого имеется прижимная пята 18, удерживаемая на наконечнике 17 посредствам двух штифтов 19. При этом собранный разборный прижимной элемент 12, прилегает прижимной пятой 18 к поверхности стакана 3. При этом внешнюю поверхность стакана 3 сопряжена с внутренней поверхностью основания струбцины 10. На внешней поверхности струбцины 10 выполнены цилиндрические бобышки 13 с резьбовыми отверстиями, на торцы которых установлен уголок 9. Уголок 9 состоит из двух полок, на одной из которых выполнены продолговатые дуговые отверстия, при этом поверхность этой полки сопряжена с торцами бобышек 13, а отверстия уголка 9 выполнены с возможностью поворота последнего относительно струбцины 10 на заданный угол, определяемый лазерным трекером координатно-измерительной системы, с одновременным продольным и поперечным перемещениями. Уголок 9 предварительно скреплен со струбциной 10 четырьмя штырь-болтами 20 с четырьмя шайбами 21 с возможностью перемещения в продольном направлении. На другой полке уголка 9 выполнен паз для соединения уха 2 с уголком 9 с помощью двух одинаковых прижимов 7, двух шпилек резьбовых 22 и четырех гаек 23 с возможностью перемещения в поперечном направлении. Прижим 7 выполнен в форме прямоугольной пластины с пазом посередине и с симметричным утолщением по обоим концам. В местах утолщений прижима 7 выполнены отверстия, в которые вставлены шпильки резьбовые 22 на концы которых накручены гайки 23 до прижатия к поверхности прижимов 7, которые в свою очередь прижаты к поверхности уха 2. Крепление прижимов 7 к уголку 9 осуществлено через их пазы. Для жесткости уха 2, планка 8 прижата к нижней его поверхности уха 2 и зафиксирована к прижимам 7, через их пазы, с помощью двух штырь-болтов 26 и двух гаек 27.
Позиционирующее устройство работает следующим образом. Позиционирующее устройство, включает переходной калибр 1, прижимы с пазами 7, планку с пазом 8, уголок 9 и струбцину 10. Переходной калибр 1 плотно прижимают к рабочей плоскости установочного элемента сборочной оснастки в виде уха 2, за счет болта 14 и гайки 15. Ухо 2 располагают в цилиндрическом элементе в виде стакана 3. На стакан 3 крепят струбцину 10, которая выполнена в виде вытянутой скобы 11 с разборным прижимным элементом 12. Один конец скобы 11 выполнен в виде зажимной губки и расположен под острым углом относительно основания скобы 11, а другой конец скобы 11 выполнен со сквозными резьбовыми отверстиями под разборный прижимной элемент 12, которые расположены в горизонтальном направлении, в четыре ряда, по три отверстия в ряду, причем каждый последующий ряд отверстий расположен в шахматном порядке относительно предыдущего. Такое выполнение струбцины 10 позволяет закреплять позиционирующее устройство на цилиндрическом элементе (стакане 3) разного диаметра и длины, что в свою очередь дает возможность поворота струбцины 10 относительно стакана 3 на заданный угол, определяемый лазерным трекером координатно-измерительной системы, что расширяет функциональные возможности и упрощает сборку. В зависимости от значения диаметра стакана 3 выбирают соответствующий ряд отверстий, а в зависимости от длины стакана 3 выбирают необходимое резьбовое отверстие в ряду, в которое вкручивается винтовой фиксатор 16 разборного прижимного элемента 12. Далее в резьбовое отверстие винтового фиксатора 16 вкручивают наконечник 17, на конце которого имеется прижимная пята 18, удерживаемая на наконечнике 17 посредствам двух штифтов 19. После сборки разборного прижимного элемента 12, его прокручивают до прижатия прижимной пяты 18 к поверхности стакана 3. При этом внешнюю поверхность стакана 3 сопрягают с внутренней поверхностью основания струбцины 10. Такое выполнение разборного прижимного элемента 12 позволяет разбирать его и вкручивать в необходимое резьбовое отверстие струбцины 10, что повышает универсальность позиционирующего устройства и улучшить сборку, при этом требуется только один разборный прижимной элемент 12. На внешней поверхности струбцины 10 выполнены цилиндрические бобышки 13 с резьбовыми отверстиями, на торцы которых устанавливают уголок 9. Уголок 9 состоит из двух полок, на одной из которых выполнены продолговатые дуговые отверстия, при этом поверхность этой полки сопрягают с торцами бобышек 13, а отверстия уголка 9 выполнены с возможностью поворота последнего относительно струбцины 10 на заданный угол, определяемый лазерным трекером координатно-измерительной системы, с одновременным продольным и поперечным перемещениями, что обеспечивает перемещение уха 2 по трем степеням свободы. Далее уголок 9 предварительно скрепляют со струбциной 10 четырьмя штырь-болтами 20 с четырьмя шайбами 21 с возможностью перемещения в продольном направлении. На другой полке уголка 9 выполнен паз для соединения уха 2 с уголком 9 с помощью двух одинаковых прижимов 7, двух шпилек резьбовых 22 и четырех гаек 23 с возможностью перемещения в поперечном направлении. Прижим 7 выполнен в форме прямоугольной пластины с пазом посередине и с симметричным утолщением по обоим концам. В местах утолщений прижима 7 выполнены отверстия, в которые вставляют шпильки резьбовые 22 на концы которых накручивают гайки 23 до прижатия к поверхности прижимов 7, которые в свою очередь прижимают к поверхности уха 2. Крепление прижимов 7 к уголку 9 осуществляется через их пазы. Далее для жесткости уха 2 планку 8 прижимают к нижней поверхности уха 2 и фиксируют ее к прижимам 7, через их пазы, с помощью двух штырь-болтов 26 и двух гаек 27. Такое выполнение позволяет жестко закрепить ухо 2 с переходным калибром 1, болтом 14 и гайкой 15 к прижимам 7 и планке 8, создавая жесткую сборку, а в дальнейшем при позиционировании уха 2 перемещать, как целое относительно уголка 9.
Лазерный трекер 6 устанавливают возле уха 2, излучаемый трекером лазерный луч направляют в центр сферического отражателя 5, который устанавливают и фиксируют в отверстии переходного калибра 1 с помощью магнитной подставки 4. Отражаясь, лазерный луч от сферического отражателя 5, возвращается обратно в объектив лазерного трекера 6, после чего с учетом двух углов и расстояния между ними вычисляют координатно-измерительной системой лазерного трекера текущие пространственные координаты центра сферического отражателя 5. Далее вышеописанные действия повторяют для определения координат центров двух других сферических отражателей 5 помещенных на магнитные подставки 4, которые установлены и зафиксированы в двух других отверстиях переходного калибра 1, при этом три отверстия в которые устанавливаются магнитные подставки 4 со сферическими отражателями 5, должны быть разнесены и не расположены на одной линии. Первичное определение положения центров трех сферических отражателей 5 дает информацию, как необходимо устанавливать позиционирующее устройство относительно стакана 3. После чего, продолжая последовательно определять координаты центров трех сферических отражателей 5 позиционируют их вместе с переходным калибром 1 и ухом 2 в требуемое пространственное положение в заданной системе координат, посредствам поворота струбцины 10 на заданный угол, определяемый лазерным трекером 6 координатно-измерительной системы, вокруг стакана 3, посредствам поворота уголка 9 относительно основания струбцины 10 и их перемещений в продольном и поперечном направлении, за счет большего диаметра продолговатых дуговых отверстий в уголке 9. Также при необходимости перемещают прижимы 7 вместе с ухом 2, переходным калибром 1 и магнитными подставками 4 со сферическими отражателями 5 в поперечном направлении за счет пазов прижимов 7, а также в продольном направлении за счет паза уголка 9. Таким образом, заявленное позиционирующее устройство пятистепенное. После позиционирования уха 2 в требуемое пространственное положение в заданной системе координат все элементы позиционирующего устройства жестко фиксируют, посредством затягивания всех крепежных элементов. Далее ухо 2 фиксируют в требуемом пространственном положении с помощью заполнителя, например, цементной массы, которая в жидком виде заливается в компенсирующий зазор между ухом 2 и стаканом 3, после чего ждут застывания заполнителя и демонтируют позиционирующее устройство.
По своим технико-экономическим преимуществам, по сравнению с известными аналогами, заявленное техническое решение позволяет позиционировать установочный элемент сборочной оснастки в требуемое пространственное положение в заданной системе координат, с помощью пятистепенного позиционирующего устройства, которое устанавливается на элемент сборочной оснастки вблизи установочного элемента, что ведет к отказу от дополнительных установочных тумб и площадок, и делает конструкцию компактной, позволяющей перемещать установочный элемент по пяти степеням свободы, что расширяет функциональные возможности, а в целом эффективность позиционирующего устройства в стесненных условиях при монтаже установочных элементов сборочного приспособления на высоте.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОПРЕДЕЛЕНИЯ ПРОСТРАНСТВЕННОГО ПОЛОЖЕНИЯ ОСИ ОТВЕРСТИЯ ПРИ МОНТАЖЕ ШАРНИРНЫХ КРОНШТЕЙНОВ, С ПОМОЩЬЮ ЛАЗЕРНОГО ТРЕКЕРА | 2019 |
|
RU2725874C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КООРДИНАТ ЦЕНТРА ОТВЕРСТИЯ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2017 |
|
RU2667666C1 |
| Способ сборки супермодулей для детектирования ионизирующего излучения | 2023 |
|
RU2816242C1 |
| Универсальное сборно-разборное приспособление | 1990 |
|
SU1773670A1 |
| МНОГООБОРОТНЫЙ СБОРНО-РАЗБОРНЫЙ МЕТАЛЛИЧЕСКИЙ КОНТЕЙНЕР | 2007 |
|
RU2347181C2 |
| СПОСОБ СБОРКИ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА КОРПУСНОГО ТИПА | 2017 |
|
RU2672702C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАКЕЛЬНОГО ОГОЛОВКА | 2014 |
|
RU2562129C1 |
| Устройство для контроля положения в пространстве фиксирующих элементов | 1990 |
|
SU1737266A1 |
| Крепление для сегментов антенного рефлектора | 2016 |
|
RU2639271C2 |
| СТРУБЦИНА | 1991 |
|
RU2062689C1 |
Изобретение относится к области машиностроения. Позиционирующее устройство для сборочной оснастки включает в себя переходной калибр, прилегающий плотно к установочному элементу сборочной оснастки в виде уха (2), расположенному в цилиндрическом элементе (3), прижимы (7) с пазами, планку (8) с пазом, уголок (9) и струбцину (10). Струбцина (10) выполнена со сквозными резьбовыми отверстиями. Цилиндрический элемент выполнен в виде стакана (3), внешняя поверхность которого сопряжена с внутренней поверхностью основания струбцины (10). На внешней поверхности струбцины (10) выполнены цилиндрические бобышки (13) с резьбовыми отверстиями. На торцах бобышек (13) установлен уголок (9), выполненный из двух полок, на одной из которых выполнены продолговатые дуговые отверстия, при этом поверхность этой полки сопряжена с торцами бобышек (13), а отверстия уголка (9) выполнены с возможностью поворота последнего относительно струбцины (10) на заданный угол, определяемый лазерным трекером координатно-измерительной системы, с одновременным продольным и поперечным перемещениями, а на другой полке уголка 9 выполнен паз для соединения уха (2) с уголком (9). Изобретение позволяет улучшить и упростить сборку. 7 ил.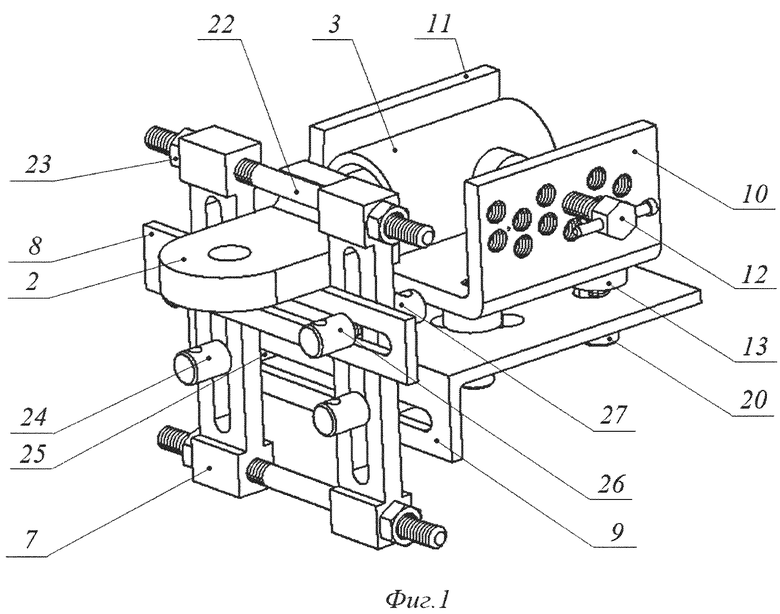
Позиционирующее устройство для сборочной оснастки, включающее переходной калибр, прилегающий плотно к установочному элементу сборочной оснастки в виде уха, расположенному в цилиндрическом элементе, три магнитные подставки со сферическими отражателями лазерного измерителя, например лазерного трекера, установленные в отверстия переходного калибра, отличающееся тем, что введены прижимы с пазами, планка с пазом, уголок и струбцина, которая выполнена в виде вытянутой скобы с разборным прижимным элементом, один конец ее выполнен в виде зажимной губки и расположен под острым углом относительно основания скобы, а другой конец скобы выполнен со сквозными резьбовыми отверстиями, которые расположены в горизонтальном направлении, в четыре ряда, по три отверстия в ряду, причем каждый последующий ряд отверстий расположен в шахматном порядке относительно предыдущего, при этом цилиндрический элемент выполнен в виде стакана, внешняя поверхность которого сопряжена с внутренней поверхностью основания струбцины, на внешней поверхности которой выполнены цилиндрические бобышки с резьбовыми отверстиями, а на торцах бобышек установлен уголок, выполненный из двух полок, на одной из которых выполнены продолговатые дуговые отверстия, при этом поверхность этой полки сопряжена с торцами бобышек, а отверстия уголка выполнены с возможностью поворота последнего относительно струбцины на заданный угол, определяемый лазерным трекером координатно-измерительной системы, с одновременным продольным и поперечным перемещениями, при этом уголок и струбцина скреплены между собой крепежными элементами с возможностью перемещения в продольном направлении, а на другой полке уголка выполнен паз для соединения уха с уголком с помощью прижимов и крепежных элементов с возможностью перемещения в поперечном направлении, кроме того, для жесткости ухо зафиксировано планкой, прикрепленной к прижимам с помощью крепежных элементов через их пазы.
| Устройство для контроля положения в пространстве фиксирующих элементов | 1990 |
|
SU1737266A1 |
| УСТРОЙСТВО ДЛЯ НАВЕСКИ И ВПИСЫВАНИЯ ЗАКРЫЛКА В КОНТУР КРЫЛА | 1991 |
|
RU2009084C1 |
| US 20180002038 A1, 04.01.2018 | |||
| US 20070024861 A1, 01.02.2007. | |||

