Предлагаемое изобретение относится к буровой технике, а именно к буровым шарошечным долотам корпусного типа и может быть использовано при бурении скважин.
Известны буровые шарошечные долота секционного типа, корпус которых образуется при сборке и соединении сваркой отдельных секций с последующей нарезкой резьбы для присоединения долота к бурильной колонне. При увеличении диаметра таких долот размеры и масса составных деталей, особенно лап, сильно возрастают. Заготовки лап обычно получают методом объемной штамповки с усилием на штамповочном прессе, исчисляемым несколькими тысячами тонн. Для долот большого диаметра, например 660,4 мм., масса заготовок лап составляет более 180 кг., а выполняются они еще более сложным способом объемной ковки на очень мощных штамповочных молотах. Обработка таких крупногабаритных заготовок требует применения сложных, дорогостоящих и крупногабаритных молотов, механообрабатывающих центров, термохимических агрегатов с установленными для каждой операции подъемными устройствами, а также сложной станочной оснастки, многочисленного режущего и мерительного инструмента.
Поэтому для изготовления долот большого диаметра предпочтение отдается конструкциям не секционного, а корпусного типа.
Наличие отдельно изготавливаемого корпуса позволяет резко снизить габариты и массу наиболее сложных в обработке крупногабаритных лап, упростить технологию и снизить себестоимость их изготовления.
Известно модульное буровое шарошечное долото корпусного типа с уменьшенными габаритами корпуса и секций, приятое за аналог [1].
Его основное преимущество - малые габариты лап, позволяющие снизить трудоемкость технологии и исключить наличие литого корпуса для крепления секций. При сборке этого аналога долота, каждая из лап устанавливается внутрь одного из пазов на корпусе и закрепляется в нем с помощью ступенчатых резьбовых штифтов с набором зажимных гаек и контргаек. Каждый из этих штифтов снабжен двумя резьбами - одной для заворота в отверстие на корпусе, другой для прижима лапы к корпусу. На плоской поверхности каждого продольного паза, выполненного на корпусе параллельно его оси, имеются по три резьбовых отверстия с осями, лежащими в плоскостях, проходящих через ось корпуса. Штифты с резьбой большего размера завинчиваются в резьбовые отверстия до неподвижного упора штифта внутри заглубления на корпусе. Лапа со сквозными отверстиями для трех штифтов надевается и базируется на эти штифты. Затем по выступающей над поверхностью корпуса резьбе уменьшенного размера заворачиваются гайки до плотного прижатия секций к плоской поверхности паза на корпусе. Для предотвращения отворота этих гаек, следом на штифты заворачиваются контргайки.
У этого аналога имеются три недостатка. Первый - недостаточная надежность крепления для работы на забое, когда нагрузки на долото исчисляются десятками тонн, при непрерывной пульсации колонны бурильных труб и долота, нитки резьбы штифтов могут не выдержать и порваться. Другой недостаток у этого аналога состоит в том, что сам корпус является составным. Крышка с резьбой для присоединения долота к колонне крепится к корпусу болтами с резьбой, оси которых параллельны оси корпуса. Такое резьбовое крепление также ненадежно при пульсации колонны и непрерывных многотонных циклах «нагружение-разгружение».
Третий недостаток этого аналога - трудность регулирования положения секций с шарошками относительно оси присоединительной резьбы корпуса, приводящая к завышенным величинам торцевого и радиального биения, получаемым в результате сборки. При обработке базовых сборочных поверхностей различных деталей долота, допуска на каждую операцию могут накладываться друг на друга и для получения нужных величин выходных параметров долота приходится иногда несколько раз разбирать и снова собирать секции, пока не станет возможным выполнение требований стандартов на радиальное и торцевое биение шарошек.
Известно еще одно, модульное буровое шарошечное долото корпусного типа с улучшенной системой промывки [2], так же принятое за аналог. Как и в первом аналоге, на корпусе с присоединительной резьбой для крепления долота к бурильной колонне, выполнено несколько симметрично расположенных боковых углублений для установки и закрепления секций, состоящих из лап с подвижно закрепленными на них шарошками. Вместо ступенчатых крепежных штифтов с двумя размерами резьб на их ступенях, секции в этом аналоге собираются на корпусе с помощью пары гладких цилиндрических направляющих штифтов, устанавливаемых одним концом в отверстия на дне внутренней стенки углубления на корпусе долота. Другие концы этих штифтов выступают над дном паза в корпусе. Указанные штифты имеют оси в плоскости, проходящей через ось корпуса, и являются базой для сборки секций на корпусе долота. Взаимодействие корпуса и лап обеспечивается контактами торцов углублений и торцов устанавливаемых лап, а также сварными швами по наружным контурам лап. Недостатком этого аналога, как и предыдущего, является трудность выполнения жестких требований международного стандарта по допускам на радиальное и торцевое биение долота.
Известно буровое шарошечное долото корпусного типа, принятое за прототип [3]. Повышение точности сборки секций этого долота достигается тем, что в долоте, включающем корпус с заранее выполненной присоединительной резьбой, боковыми углублениями с плоским дном, параллельным оси корпуса, в отверстия на дне этих углублений вставлены гладкие направляющие штифты, на лапах подвижно закреплены шарошки с породоразрушающими зубьями, в корпусе имеется центральная полость с системой каналов для подвода к забою промывочной жидкости, в каждой лапе выполнены вращающиеся элементы, принудительно раздвигающие секции при сборке долота по направляющим штифтам до упора обратных конусов шарошек во внутреннюю поверхность установочного калибра-кольца. Для вращения раздвигающих элементов внутри каждой лапы выполнены сквозные резьбовые отверстия, соосные с направляющими гладкими штифтами. Резьбовые стержни-болты имеют длину большую, чем длина сквозного резьбового отверстия, и снабжены снаружи головкой под ключ, служащей для заворота этих стержней в сквозные отверстия лап при завороте ключом. Стержни-болты, после контакта с плоским дном в углублениях корпуса, раздвигают секции до упора обратных конусов шарошек во внутреннюю поверхность установочного калибра-кольца. Это позволяет решить одну из проблем сборки - повысить точность выполнения требований к номинальному размеру диаметра и допуску на него.
Однако, из-за отсутствия жесткого пространственного соединения оси присоединительной резьбы корпуса и установочного калибра-кольца, неодинаковые усилия прижима обратных конусов шарошек к стенке последнего, возникающие во время последовательного воздействия каждого из раздвигающих стержней-болтов, возникает смещение оси калибра-кольца относительно оси присоединительной резьбы. Это делает неизбежным возникновение радиального биения собираемого долота при бурении и не позволяет выполнить жесткие требования действующего стандарта.
Техническим результатом настоящего изобретения является дальнейшее повышение точности сборки секций буровых долот корпусного типа за счет исключения их радиального биения. Этот результат достигается тем, что при сборке долота, включающего центральный корпус с боковыми углублениями, на дне каждого из которых установлены направляющие штифты для базирования лап с подвижно закрепленными шарошками, оснащенными породоразрушающими зубьями, лапы со сквозными резьбовыми отверстиями, расположенными между отверстиями под направляющие штифты, раздвигающие элементы в виде резьбовых стержней-болтов с головкой под ключ, выступающей над лапой, и торцом, упирающимся в корпус, обеспечивающие при этом раздвигание секций до контакта с внутренней поверхностью установочного калибра-кольца перед прихваткой и сваркой секций на корпусе; перед сборкой секций корпус долота завинчивается присоединительной резьбой в ответную муфтовую резьбу, выполненную на верхней плоскости вспомогательного приспособления, свободно перемещающегося плоским основанием по двум осям на плоскости сборочного стола до совмещения вертикальной оси шпинделя станка с осью присоединительной резьбы корпуса долота, проверяемого плотным введением конического конца вставного шпиндельного центра в коническое центровое отверстие корпуса долота, соосное оси его присоединительной резьбы, это положение вспомогательного приспособления жестко фиксируется прижимом его к столу прижимными болтами-якорями, имеющими возможность смещаться в продольных и поперечных пазах на корпусе вспомогательного приспособления и сборочного стола, после чего производится замена шпиндельного центра наворачиваемым на резьбу шпинделя самоцентрирующим патроном, в кулачках которого жестко зажато установочное калибр-кольцо, наличие которого при разведении секций до плотного контакта обратных конусов шарошек с его внутренней поверхностью гарантирует соосность диаметра контактирующих поверхностей шарошек и оси присоединительной резьбы корпуса долота.
Осуществленное при жестком принудительном фиксировании совпадение оси корпуса собираемого долота и оси муфты корпуса вспомогательного приспособления обеспечивает совпадение оси присоединительной резьбы и центрирующего отверстия корпуса долота, оси шпинделя сборочного станка, оси внутренней поверхности установочного калибра-кольца и оси муфты вспомогательного приспособления. При этом отсутствует возможность какого-либо сдвига в сторону от указанной общей оси корпуса установочного калибра-кольца, зажатого в кулачки самоустанавливающего шпиндельного патрона сборочного станка, что гарантирует отсутствие радиального биения собранного долота.
Жесткая фиксация вспомогательного приспособления и вышеуказанных осей позволяет производить сборку последующих долот уже без предварительной вышеуказанной центровки осей.
Перечень чертежей
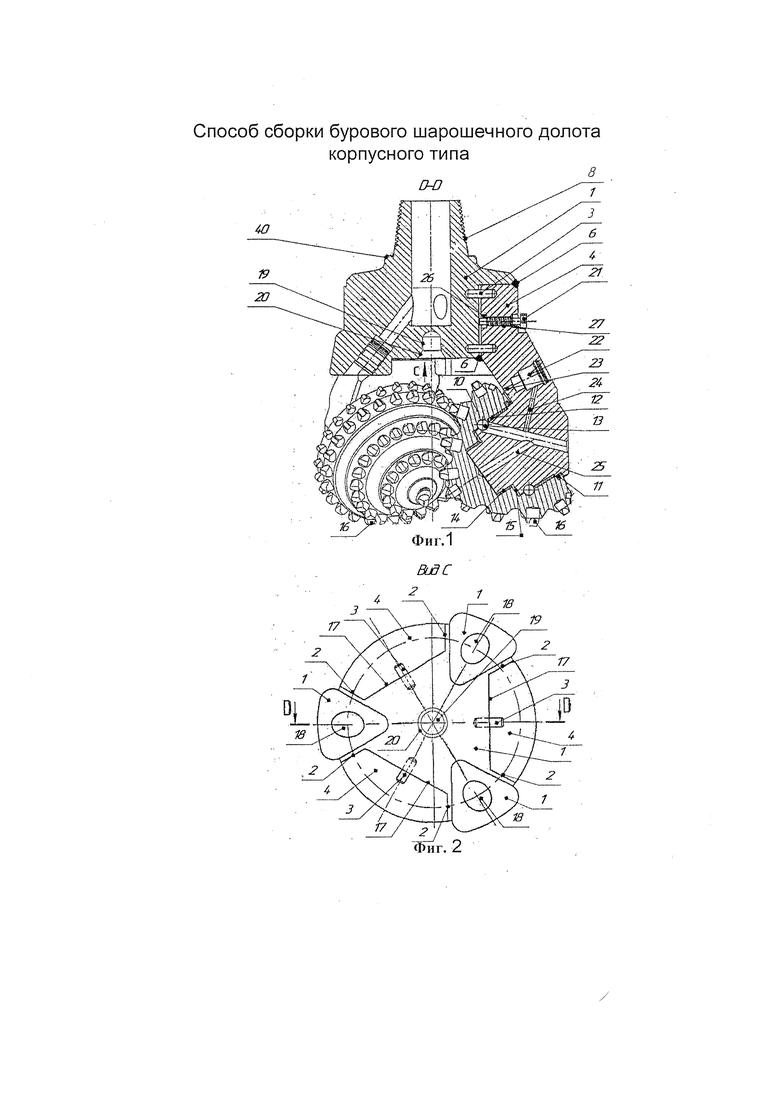
На фиг. 1 показан разрез предлагаемого долота.
На фиг. 2 показан вид снизу на надшарошечное пространство корпуса предлагаемого долота.
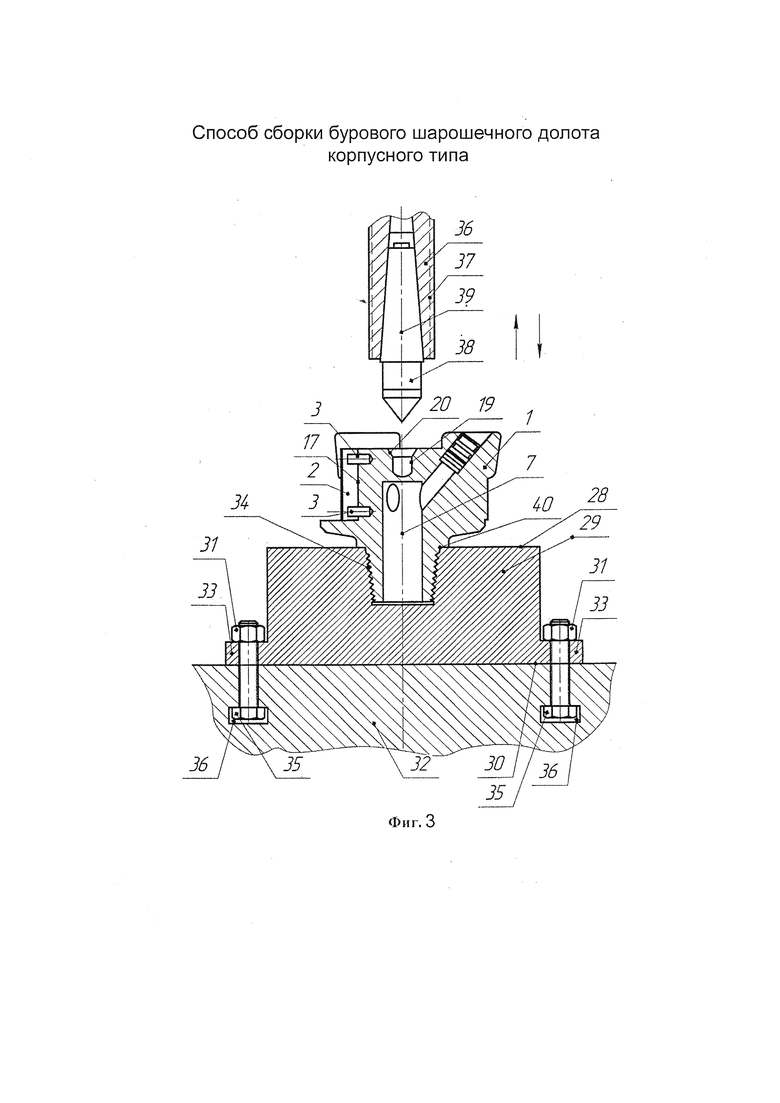
На фиг. 3 показан разрез стола сборочного станка, разрез корпуса промежуточного вспомогательного приспособления, разрез корпуса долота, завернутого своей присоединительной резьбой в ответную муфту - резьбу вспомогательного приспособления, разрез шпинделя со вставленным шпиндельным центром в положении совпадения оси шпинделя, оси центрового отверстия и присоединительной резьбы корпуса и оси резьбы муфты.
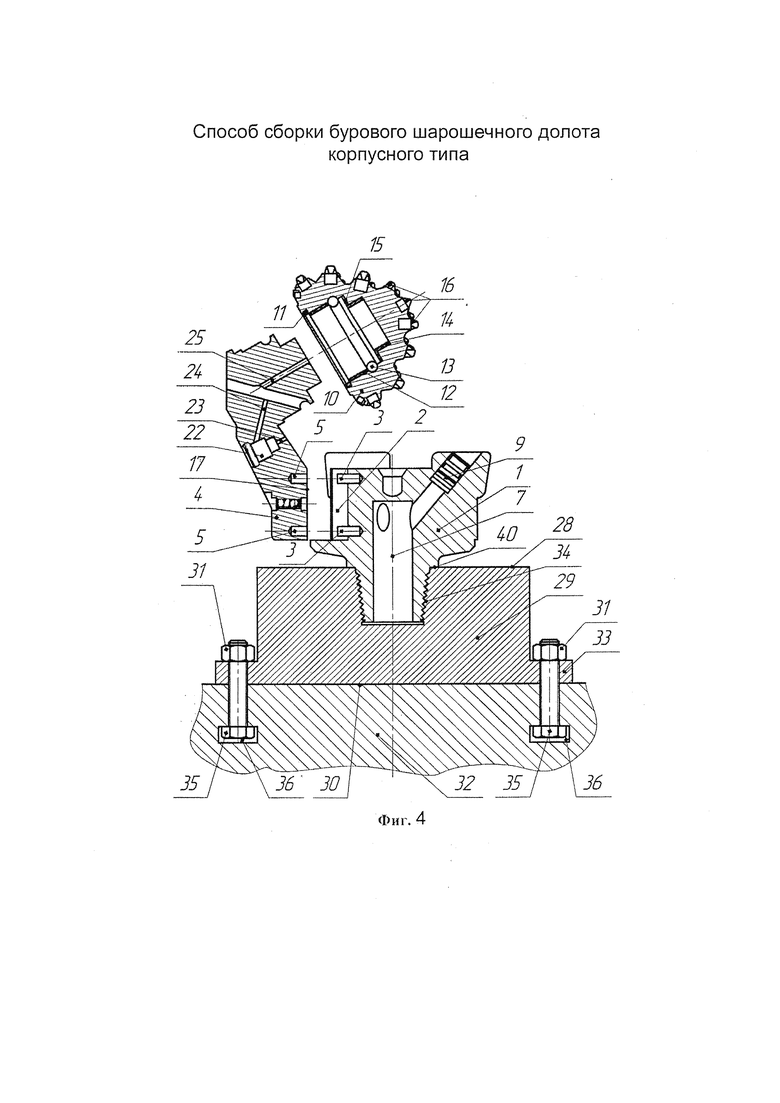
На фиг. 4 показан разрез стола сборочного станка, корпуса вспомогательного приспособления и завернутого в муфтовую резьбу корпуса предлагаемого долота во время сборки в секцию шарошки и лапы, а также монтажа собранной секции на корпусе долота.
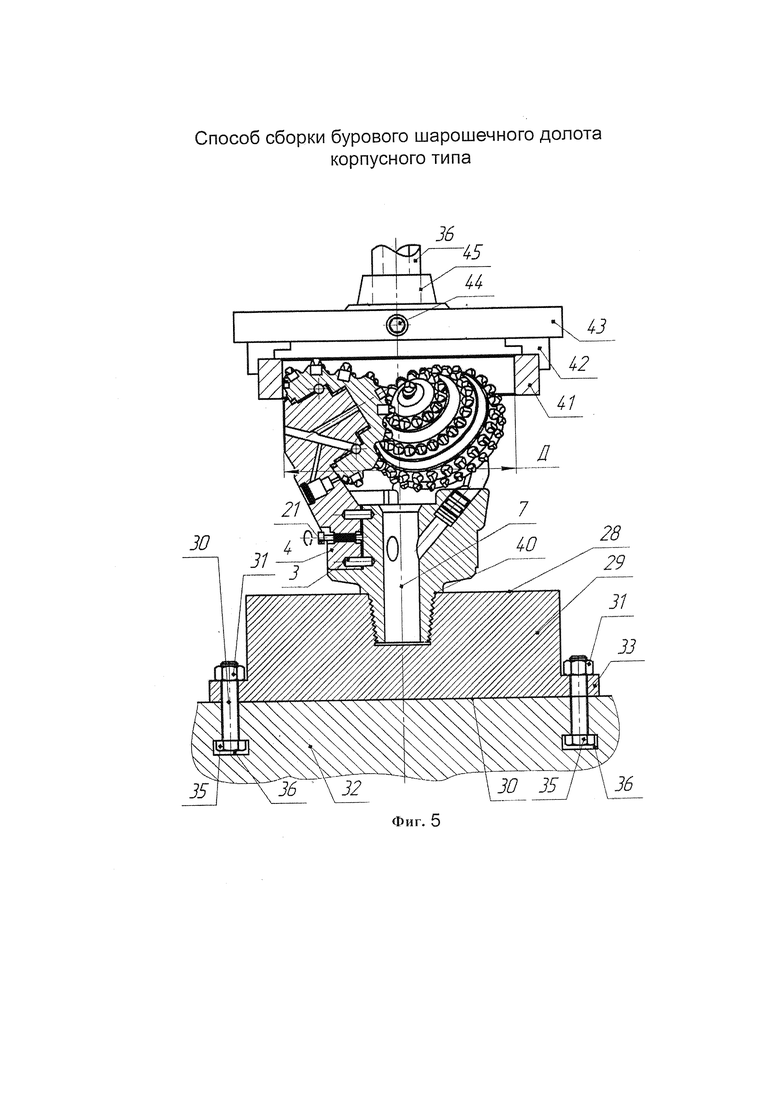
На фиг. 5 показан разрез стола сборочного станка, корпуса вспомогательного приспособления, корпуса предлагаемого долота со смонтированными на нем секциями в момент их движения раздвигающими винтами до контакта с внутренней поверхностью установочного калибра-кольца, до последующих прихватки и сварки.
На фиг. 1 обозначены : 1 - корпус предлагаемого долота, 3 - контактные направляющие штифты, 4 - лапы, 6 - сварные швы, 8 - присоединительная резьба на корпусе долота, 9 - боковые промывочные каналы с выходными насадками, 10 - подвижно закрепленные шарошки на цапфах лап, 11 - герметизирующие манжеты подшипниковых опор шарошек, 12, 13, 14, 15 - подшипники в опоре, 16 - породоразрушающие зубья на поверхностях шарошек 10, 19 - цилиндрическая часть центровочного отверстия на корпусе долота, 20 - коническая часть центровочного отверстия на корпусе долота, 21 - раздвижной стержень - болт, 22 - устройство для принудительной смазки опорных подшипников, 23 - нагнетательный канал для подвода промывочной жидкости в устройство 22, 24, 25 - каналы для принудительного подвода смазки в опору, 26 - резьбовое отверстие для раздвижного стержня-болта 21, 40 - упорный торец присоединительной резьбы долота.
На фиг. 2 обозначены : 1 - корпус предлагаемого долота, 2 - боковые пазы для установки лап 4, 3 - направляющие штифты, 4 - лапы, 17 - дно пазов на боковой поверхности корпуса, 18 - выходы из промывочных отверстий 9, 19 - цилиндрическая часть центровочного отверстия на корпусе долота, 20 - коническая часть центровочного отверстия на корпусе долота.
На фиг. 3 обозначены: 1 - корпус предлагаемого долота, 2 - паз в корпусе с контактными направляющими штифтами 3, 7 - ось корпуса долота, 17 - поверхность дна пазов на боковой поверхности корпуса, 19 - цилиндрическая часть центровочного отверстия на корпусе долота, 20 - коническая часть центровочного отверстия на корпусе долота, 28 - верхняя плоскость корпуса 29 вспомогательного приспособления, 30 - нижняя плоскость корпуса 29 и стола 32 сборочного станка, 31 - зажимные гайки стопорных болтов - якорей 35, 33 - крепежная ступень на корпусе 29, 34 - муфтовая резьба в корпусе 29, 36 - вертикальный шпиндель сборочного станка, 37 - наружная резьба шпинделя 36, 38 - вставной шпиндельный центр с коническим хвостовиком, 39 - ось шпинделя и вставного центра 38, 40 - упорный торец присоединительной резьбы долота.
На фиг. 4 обозначены : 1 - корпус предлагаемого долота, боковые пазы для установки лап 4, 5 - ответные отверстия для штифтов, 7 - ось присоединительной резьбы долота, 9 - боковые промывочные каналы с выходными насадками, 10 - шарошка, 11 - герметизирующая манжета подшипниковых опор шарошек, 12, 13, 14, 15 - подшипники в опоре, 16 - породоразрушающие зубья, 28 - верхняя плоскость корпуса 29 вспомогательного приспособления, 30 - поверхность стола сборочного станка, 31 - зажимные гайки стопорных болтов - якорей 35.
На фиг. 5 обозначены : 1 - корпус предлагаемого долота, 3 - контактные сборочные штифты, 4 лапа, 7 ось присоединительной резьбы и корпуса долота, 21 - раздвижной стержень - болт, 28 - верхняя плоскость корпуса 29, 30 - нижняя плоскость корпуса 29 и стола 32 сборочного станка, 31 - зажимные гайки стопорных болтов - якорей 35, 33 ступень на корпусе 29, 34 - муфтовая резьба в корпусе 29, 35 - стопорные болты - якоря, 36 - шпиндель сборочного станка, 40 - упорный торец присоединительной резьбы долота, 41 - установочное калибр-кольцо, 42 - раздвижные кулачки самоцентрирующего шпиндельного патрона 43, 44 - ключ для раздвигания и сдвигания кулачков 42, 45 - резьбовая присоединительная бобышка патрона 43, Д - внутренний диаметр установочного калибра-кольца, равный диаметру собираемого долота.
Установка деталей предлагаемого долота перед сборкой осуществляется следующим образом. На корпусе долота 1 нарезается присоединительная резьба 8. Соосно ей, на надшарошечной поверхности корпуса 1 выполняется центровочное отверстие с поверхностями цилиндрической 19 и конической 20. В корпусе вспомогательного приспособления 29 с двумя плоскопараллельными плоскостями 28 и 30 выполняется вертикальная, ответная резьбе 8, муфтовая резьба 34. В нее завертывается присоединительная резьба 8, до плотного контакта упорного торца резьбы 40 с плоскостью 28. Вспомогательное приспособление 29, свободно установленное на столе 30, имеет возможность перемещения в любом направлении по его плоскости вместе с завернутым в муфтовую резьбу 34 корпусом долота 1 до достижения соосности оси его присоединительной резьбы 8 с вертикальной осью шпинделя 36. Контроль этого положения обеспечивается введением в коническую часть центровочного отверстия 20 конуса шпиндельного центра 38. Полученное положение соосности жестко фиксируется на столе сборочного станка 32 закреплением вспомогательного приспособления 29 с помощью зажимных гаек 31 стопорных болтов-якорей 35, имеющих возможность перемещаться одновременно в стопорных пазах 36, выполненных внутри стола 32, и внутри пазов крепежных ступеней 33 во время перемещения по столу 32 вспомогательного приспособления 28.
После подъема шпинделя 36 и выхода его центра из конической части 20 центровочного отверстия корпуса долота, начинается сборка шарошек 10 на цапфах лап 4. Затем собранные секции отверстиями 5 устанавливаются по направляющим штифтам 3 в пазы 2 до контакта с их стенками на корпусе. Шпиндель 36 с навернутым на его внешнюю резьбу 37 самоцентрирующим патроном 43, в подвижные кулачки 42 которого жестко зажато установочное калибр-кольцо 41, опускается до уровня обратных конусов шарошек 10. При точном совпадении оси присоединительной резьбы долота 8, оси шпинделя 36. оси установочного калибра-кольца 41, оси диаметра контакта всех трех шарошек с внутренней поверхностью этого кольца, все три секции вначале прихватываются, а затем свариваются па корпусе с гарантией отсутствия радиального биения шарошек.
Предлагаемое изобретение обеспечивает дальнейшее повышение точности и надежности сборки буровых шарошечных долот корпусного типа, отсутствие их радиального биения при бурении скважин, строгое постоянство выпускаемого размера по диаметру, упрощает технологию их изготовления, повышает эксплуатационные показатели долот в бурении, что подтверждается изготовлением и отработкой образцов.
Источники информации:
1. Патент США №5199516, Е21В, 10/20 «Модульное буровое долото» от 06.04.1993 г.
2. Патент США №5641029, Е21В, 10/20 «Модульная лапа роторного шарошечного долота» от 24.06.1997 г.
3. Патент РФ №2433243 С2, Е21В, 10/20 «Буровое шарошечное долото корпусного типа» от 10.11.2011 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| УСТРОЙСТВО ДЛЯ СБОРКИ СЕКЦИЙ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2334074C2 |
| СПОСОБ СБОРКИ БУРОВЫХ ШАРОШЕЧНЫХ ДОЛОТ | 2009 |
|
RU2432443C2 |
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО КОРПУСНОГО ТИПА | 2009 |
|
RU2433243C2 |
| Способ реставрации изношенных шарошечных долот | 2022 |
|
RU2788670C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311268C2 |
| СПОСОБ ОБРАБОТКИ ЦАПФЫ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2319581C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПАРАМЕТРОВ УСТАНОВКИ ЛАПЫ БУРОВОГО ДОЛОТА | 2006 |
|
RU2311266C2 |
| БУРОВОЕ ДОЛОТО | 2000 |
|
RU2179619C2 |
Предлагаемое изобретение относится к буровой технике, а именно к способу сборку бурового шарошечного долота корпусного типа. Технический результат заключается в повышении точности сборки секций долота за счет исключения их радиального биения. До сборки секций корпус долота завинчивается присоединительной резьбой в ответную муфтовую резьбу, выполненную на верхней плоскости вспомогательного приспособления, свободно перемещающегося плоским основанием по двум осям на плоскости сборочного стола до совмещения вертикальной оси шпинделя станка с осью присоединительной резьбы корпуса долота, проверяемого введением конического конца вставного шпиндельного центра в коническое центровочное отверстие корпуса долота, соосное оси его присоединительной резьбы. Установленное положение вспомогательного приспособления жестко фиксируется на столе станка прижимными болтами-якорями, имеющими возможность смещаться перед фиксацией в продольных и поперечных пазах на ступенях корпуса вспомогательного приспособления и сборочного стола. После удаления центра из шпинделя на его резьбу наворачивается самоцентрируюшийся патрон, в кулачках которого жестко зажато установочное калибр-кольцо, которое после разведения секций до контакта обратных конусов шарошек с его внутренней поверхностью гарантирует соосность присоединительной резьбы корпуса долота и оси диаметра контакта шарошек с кольцом. 5 ил.
Способ сборки бурового шарошечного долота корпусного типа, содержащего центральный корпус с боковыми углублениями, на дне каждого из которых установлены направляющие штифты для базирования лап с подвижно закрепленными на них шарошками, оснащенными породоразрушающими зубьями, лапы со сквозными резьбовыми отверстиями, расположенными между отверстиями под направляющие штифты, раздвигающие элементы в виде стержней-болтов с головкой под ключ, выступающей над лапой, и торцом, упирающимся в корпус при раздвигании секций до контакта с калибром-кольцом перед прихваткой и сваркой секций на корпусе, отличающийся тем, что до сборки секций корпус долота завинчивается присоединительной резьбой в ответную муфтовую резьбу, выполненную на верхней плоскости вспомогательного приспособления, свободно перемещающегося плоским основанием по двум осям на плоскости сборочного стола до совмещения вертикальной оси шпинделя станка с осью присоединительной резьбы корпуса долота, проверяемого введением конического конца вставного шпиндельного центра в коническое центровочное отверстие корпуса долота, соосное оси его присоединительной резьбы; установленное положение вспомогательного приспособления жестко фиксируется на столе станка прижимными болтами-якорями, имеющими возможность смещаться перед фиксацией в продольных и поперечных пазах на ступенях корпуса вспомогательного приспособления и сборочного стола, затем, после удаления центра из шпинделя, на его резьбу наворачивается самоцентрируюшийся патрон, в кулачках которого жестко зажато установочное калибр-кольцо, которое после разведения секций до контакта обратных конусов шарошек с его внутренней поверхностью гарантирует соосность присоединительной резьбы корпуса долота и оси диаметра контакта шарошек с кольцом.
| БУРОВОЕ ШАРОШЕЧНОЕ ДОЛОТО КОРПУСНОГО ТИПА | 2009 |
|
RU2433243C2 |
| СПОСОБ СБОРКИ СЕКЦИЙ И НАРЕЗКИ РЕЗЬБЫ БУРОВОГО ШАРОШЕЧНОГО ДОЛОТА | 2006 |
|
RU2324804C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАРОШЕЧНОГО ДОЛОТА | 2012 |
|
RU2499120C2 |
| СБОРОЧНОЕ УСТРОЙСТВО С САМОУСТАНАВЛИВАЕМОЙОПОРОЙ | 0 |
|
SU289188A1 |
| US 5641029 A, 24.06.1997 | |||
| US 5199516 A, 06.04.1993. | |||

