Настоящее изобретение относится к области изготовления заполняющего тела лопасти винта. Такое заполняющее тело лопасти можно, в частности, использовать для оснащения лопасти несущего винта и/или хвостового винта винтокрылого летательного аппарата или любого несущего винта, такого как несущий винт беспилотного летательного аппарата с несколькими винтами или, в частности, воздушного винта.
После изготовления такое заполняющее тело, как правило, покрывают усилительным композиционным материалом, содержащим по меньшей мере один тканый слой, пропитанный смолистой матрицей или минеральной матрицей и даже металлической матрицей, выполняющей роль связующего между различными волокнами тканого(ых) слоя(ев), при этом два слоя или более по определению образуют слоистую структуру.
Кроме того, изобретение относится также к заполняющему телу лопасти винта, содержащему по меньшей мере одну ячеистую систему с закрытыми ячейками.
Как известно, заполняющие тела лопастей винтокрылого летательного аппарата могут быть выполнены, например, из вспененных полиуретанов или из так называемых «сотовых» структур, например, на основе пропитанного картона или покрытой лаком бумаги, из пропитанного смолой кевлара, из развернутого алюминия или из экструдированного пластического материала, в частности, такого как полипропилен. Кроме того, как описано в документе WO2004/022319 и в публикации Nattapon Chantarapanich et al. ʺFabrication of three-dimensional honeycomb structure for aeronautical applications using selective laser melding: a preliminary investigationʺ, опубликованной 20 октября 2014 года в Rapid Prototyping Journal (XP055199459), такие так называемые «сотовые» структуры можно также производить при помощи способов послойного аддитивного изготовления.
Однако, независимо от применяемого способа изготовления, такие заполняющие тела образуют сердечник, который должен быть расположен между двумя пропитанными покрытиями (слоистые структуры, металл…) матрицы. Например, такой материал известен под названием NOMEX®, являющимся товарным знаком, зарегистрированным компанией Dupont de Nemours. Он состоит из листов, изготовленных на основе арамидных волокон, причем эти листы пропитаны также фенольной смолой.
Например, плотность сотовых структур может составлять около 25 кг/м3 (килограммов на метр кубический), тогда как плотность вспененных полиуретанов составляет от 65 до 120 кг/м3 (килограммов на метр кубический).
Сэндвич, образованный таким образом нижним покрытием, заполняющим телом и верхним покрытием позволяет выполнить лопасть винтокрылого летательного аппарата, имеющую высокую прочность при изгибе, а также легкость, благодаря пустотелости, близкой к 95%.
Однако, учитывая геометрическую конфигурацию сотовых структур, такие заполняющие тела имеют механические характеристики при сжатии, которые могут сильно меняться вдоль трех осей ортонормированной системы координат, содержащей поперечную ось Х, ориентированную вдоль хорды аэродинамических профилей сечений лопасти, продольную ось Y, ориентированную по существу вдоль размаха лопасти (как правило, в направлении расширения сот), и вертикальную ось Z, перпендикулярную одновременно к поперечной оси Х и к продольной оси Y.
Действительно, заполняющие тела, имеющие сотовую структуру, имеют высокие характеристики сопротивления сжатию вдоль вертикальной оси Z, которая может соответствовать направлению образующих ячеек сот. Такое расположение ячеек сот является предпочтительным, в частности, чтобы противостоять усилиям сжатия, которые могут привести к сплющиванию аэродинамического профиля сечений вдоль этой вертикальной оси Z.
С другой стороны, вдоль других двух осей, то есть поперечной Х и продольной Y, стойкость при сжатии сотовых структур является низкой. Такая характеристика является нежелательной или, по крайней мере, ограничительной при позиционировании других конструктивных компонентов лопасти, в частности, таких как лонжероны, кессоны или нервюры, которые должны быть расположены в лопасти перед позиционированием усилительного тканого слоя, образующего всю или часть ее наружной оболочки, и в фазе формования этой наружной оболочки.
Действительно, во время фазы формования лопасти винтокрылого летательного аппарата, когда все элементы расположены в пресс-форме в не полимеризованном состоянии и когда пресс-форма закрыта, в сечении лопасти и, следовательно, в ее заполняющем теле возникают большие усилия сжатия, которые стремятся деформировать и переместить во время полимеризации различные конструктивные компоненты лопасти вдоль трех осей Х, Y и Z. Перемещения узлов, таких как торсионные кессоны, могут возникать вдоль поперечной оси, например, в направлении задней кромки аэродинамического профиля сечений, в частности, по причине слабого сопротивления сжатию (или, точнее, слабой жесткости при сжатии) вдоль поперечной оси Х сотовых структур, образующих заполняющее тело лопасти.
Кроме того, верхняя и нижняя стороны сотовых структур являются открытыми при изготовлении, и затем их закрывают усилительными ткаными слоями. Учитывая эту локальную прерывистость крепления на уровне острых кромок и собственную гибкость усилительных тканых слоев, после изготовления или работы в центре каждой ячейки сотовых структур наблюдается явление локального оседания, приводящее к эффекту многогранной поверхности, такой как «мячик для гольфа». Это локальное искажение формы лопасти на уровне сотовых заполняющих тел называется на английском языке ʺtelegraphingʺ по аналогии с траекториями проводов, подвешенных между мачтами.
Такой поверхностный эффект требует осуществления серьезных операций доводки, таких как заделка мастикой или шлифование, чтобы получить удовлетворительное состояние поверхности. Это сказывается на стоимости и на технических характеристиках получаемых лопастей по причине этих ограничений сотовых структур.
Хотя заполняющие тела из пеноматериала, например, типа полиуретана, не имеют этих недостатков, они имеют значения плотности, как правило, более высокие, чем у сотовых структур. Действительно, эти значения обычно превышают 65 кг/м3 (килограммов на метр кубический). Кроме того, стоимость их производства является относительно высокой, так как на первом этапе необходимо отливать блоки пеноматериала, сушить их, удалять с них корку, затем на втором этапе путем механической обработки выполнять в этих блоках сложные трехмерные формы, образующие собственно заполняющие тела.
Наконец, вспененные материалы, содержащие, например, органические соединения, такие как многоатомные спирты или изоцианаты, и характеризующиеся значительными отходами, составляющими 80% в виде не рециркулируемых материалов, поскольку связаны со способом изготовления этих заполняющих тел, сильно отражаются на экологической обстановке.
Настоящее изобретение призвано предложить способ изготовления заполняющих тел лопастей винтов, позволяющий преодолеть вышеупомянутые ограничения. Кроме того, этот способ изготовления обеспечивает безотходное производство заполняющих тел.
Кроме того, выполненные таким образом заполняющие тела являются очень легкими и имеют характеристики жесткости и сопротивления сжатию, которые могут быть по существу сходными вдоль трех осей X, Y и Z.
Таким образом, изобретение относится к способу изготовления заполняющего тела лопасти винта.
Такой способ включает в себя последовательность этапов послойного добавления материала, при этом на каждом этапе выполняют новый слой материала на предыдущем слое материала, выполненном на предыдущем этапе, при этом на по меньшей мере одном из этапов выполняют ажурный слой материала, имеющий множество отверстий.
Иначе говоря, такой способ изготовления позволяет выполнять заполняющее тело в трех измерениях, то есть вдоль осей X, Y, Z, и может включать в себя этапы трехмерной печати путем нанесения материала на подложку при помощи сопла или путем лазерной стереолитографии, позволяющей либо производить локальную полимеризацию ванны материала в жидкой фазе, либо селективно спекать материал в состоянии порошка. Такой способ изготовления заполняющего тела лопасти соответствует способам типа ALM, что на английском языке соответствует сокращению от ʺAddition Layer Manufacturingʺ.
Такой способ позволяет, в частности, придавать заполняющему телу плотность, меняющуюся в трех измерениях вдоль осей X, Y, Z. В результате для каждого поперечного сечения по плоскости XZ заполняющего тела точное расположение центра тяжести сечения в плоскости XZ заполняющего тела лопасти можно определить во время проектирования внутренней структуры заполняющего тела лопасти, причем эту внутреннюю структуру можно получить, например, путем последовательного наложения друг на друга различных слоев материала, которые в любой части могут быть выполнены ажурными вдоль вертикальной оси Z.
Кроме того, независимо от плотности заполняющих тел, которую можно регулировать, такой способ изготовления позволяет также регулировать жесткость и/или характеристики механической прочности лопасти, в частности, при прогибе или при сжатии.
Кроме того, последовательность этапов послойного добавления материала создает ажурные слои материала, каждый из которых имеет замкнутый контур, при этом такие соответствующие замкнутые контуры этих ажурных слоев материала попарно прилегают друг к другу и образуют закрытую оболочку заполняющего тела лопасти.
Кроме того, последовательность этапов позволяет получать напрямую заполняющее тело, оснащенное оболочкой, по существу гладкой на наружной поверхности. Такой способ позволяет избегать таким образом явления ʺtelegraphingʺ во время покрывания заполняющего тела усилительным(и) тканым(и) слоем(ями) или слоистой структурой и, следовательно, избегать также дополнительных этапов заделки мастикой и шлифования.
Согласно изобретению, такой способ изготовления отличается тем, что последовательность этапов послойного добавления материала создает ажурные слои материала, каждый из которых содержит множество геометрических форм, расположенных внутри замкнутого контура и позволяющих ограничить множество отверстий ажурного слоя материала, при этом соответствующие множества геометрических формы ажурных слоев материала попарно прилегают друг к другу и образуют ячеистую систему с закрытыми ячейками, расположенную внутри закрытой оболочки заполняющего тела лопасти.
Иначе говоря, за счет изменения геометрических форм, например, в плоскостях, параллельных плоскости XY, ячеистая система позволяет изменять плотность, жесткость и/или характеристики механической прочности заполняющего тела. Разумеется, плотность, жесткость и характеристики механической прочности заполняющего тела изменяются за счет адаптации числа, размера и формы образующих его закрытых ячеек, а также толщины геометрических форм, позволяющих образовать эти закрытые ячейки.
Кроме того, согласно первому варианту выполнения, последовательность этапов послойного добавления материала может создавать ажурные слои, образованные из одного и того же материалом.
Однако, согласно предпочтительному второму варианту выполнения, последовательность этапов послойного добавления материала может также создавать ажурные слои материала, образованные по меньшей мере двумя отличными друг от друга материалами.
Предпочтительно эти по меньшей мере два отличных материала могут иметь разные значения плотности, жесткости и/или характеристики механической прочности, в частности, при прогибе или при сжатии, чтобы адаптировать расположение центра тяжести лопасти, жесткость и/или характеристики общей механической прочности лопасти, выполненной с таким заполняющим телом.
В этом случае и согласно первому варианту изобретения, последовательность этапов послойного добавления материала может создавать по меньшей мере два отличных друг от друга ажурных слоя материала, при этом первый слой образован из первого материала, а второй слой образован из второго материала, отличного от первого материала.
Согласно этом первому варианту, можно, например, выполнять слои, образованные из первого материала, вблизи срединного участка заполняющего тела вдоль вертикальной оси Z, затем выполнять другие слои из второго материала на заранее определенном расстоянии удаления вдоль вертикальной оси Z относительно этого срединного участка. Кроме того, такой срединный участок заполняющего тела может образовать искривленную поверхность, в которую вписаны хорды различных аэродинамических профилей сечений лопасти, выполненной при помощи такого заполняющего тела.
Можно также предусмотреть, чтобы первый материал вблизи срединного участка имел плотность, превышающую плотность второго материала, удаленного от срединного участка. Действительно, такой способ можно осуществлять при помощи машины трехмерной печати, содержащей по меньшей мере две печатающие головки, при этом каждая головка позволяет производить печать из заранее определенного материала.
Согласно второму варианту изобретения, последовательность этапов послойного добавления материала может создавать по меньшей мере один ажурный слой материала, образованный из указанных по меньшей мере двух отличных друг от друга материалов.
В этом случае предусмотрено изменение плотности материала заполняющего тела в одной плоскости, параллельной относительно плоскости XY, причем в одном и том же слое материала. В этом случае можно одновременно применять по меньшей мере две печатающие головки на одном и том же слое материала.
Так, первая печатающая головка может производить печать первой зоны, находящейся в плоскости, параллельной относительно плоскости XY, тогда как вторая печатающая головка может производить печать, например, в то же самое время, второй зоны, тоже находящейся в той же плоскости, параллельной относительно плоскости XY.
Объектом настоящего изобретения является также заполняющее тело лопасти винта, содержащее по меньшей мере одну ячеистую систему с закрытыми ячейками.
Такое заполняющее тело отличается тем, что выполнено при помощи описанного выше способа изготовления, и тем, что содержит закрытую оболочку, причем эта закрытая оболочка полностью покрывает ячеистую систему.
Иначе говоря, такое заполняющее тело выполнено при помощи способа изготовления типа ALM, то есть способа, содержащего последовательность этапов послойного добавления материала, при этом на каждом этапе выполняют новый слой материала на предыдущем слое материала, выполненном на предыдущем этапе.
Кроме того, закрытая оболочка может быть гладкой и сплошной, чтобы избегать явления ʺtelegraphingʺ во время покрывания заполняющего тела усилительным(ыми) тканым(и) слоем(ями) или слоистыми структурами и, следовательно, избегать также дополнительных этапов заделки мастикой и шлифования.
Предпочтительно ячеистая система может быть образована ячейками с по меньшей мере четырьмя гранями, при этом каждая грань этих ячеек образована соответственно многоугольником с по меньшей мере тремя сторонами.
Иначе говоря, ячейки могут образовать полиэдры, выбранные из группы, в которую входят, в частности, тетраэдры, гексаэдры, октаэдры, додекаэдры и икосаэдры.
На практике, ячеистая система может содержать по меньшей мере две группы отличных друг от друга ячеек.
Действительно, форма и размер ячеек могут меняться в зависимости от их соответствующего положения в заполняющем теле.
Согласно первому примеру выполнения изобретения, ячеистая система может содержать первую группу ячеек, упомянутые по меньшей мере три стороны которых имеют, каждая соответственно, первую длину, и вторую группу ячеек, упомянутые по меньшей мере три стороны которых имеют, каждая соответственно, вторую длину, отличную от первой длины.
В этом случае изменяют размер ячеек между первой группой и второй группой ячеек. Кроме того, чем больше размер ячеек, тем ниже плотность заполняющего тела по сравнению с ячейками такой же формы, но меньшего размера. Кроме изменения плотности заполняющего тела, такой первый пример выполнения позволяет также изменять жесткость и/или характеристики механической прочности заполняющего тела.
Кроме того, первая группа и вторая группа ячеек могут быть расположены в одной плоскости, параллельной относительно плоскости XY. Альтернативно или одновременно, первая группа и вторая группа ячеек могут быть также расположены вдоль одной оси, параллельной относительно вертикальной оси Z.
Согласно второму примеру выполнения изобретения, ячеистая система может содержать третью группу ячеек, упомянутые по меньшей мере три стороны которых имеют, каждая соответственно, первую толщину, и четвертую группу ячеек, упомянутые по меньшей мере три стороны которых имеют, каждая соответственно, вторую толщину, отличную от первой толщины.
Согласно этому второму примеру выполнения, толщину граней ячеек изменяют между третьей группой и четвертой группой ячеек. В этом случае при одинаковом размере и при одинаковой форме ячеек чем больше толщина граней ячеек, тем выше плотность заполняющего тела. Независимо от плотности заполняющего тела, такой второй пример выполнения позволяет также изменять жесткость и/или характеристики механической прочности заполняющего тела.
Кроме того, третья группа и четвертая группа ячеек могут быть расположены в одной плоскости, параллельной относительно плоскости XY. Альтернативно или одновременно, третья группа и четвертая группа ячеек могут быть также расположены вдоль одной оси, параллельной относительно вертикальной оси Z.
Согласно третьему примеру выполнения изобретения, ячеистая система может содержать пятую группу ячеек, в которой многоугольники, образующие упомянутые по меньшей мере четыре грани, имеют, каждый соответственно, первую форму, и шестую группу ячеек, в которой многоугольники, образующие упомянутые по меньшей мере четыре грани, имеют, каждый соответственно, вторую форму, отличную от первой формы.
Форму ячеек можно изменять между пятой группой и шестой группой ячеек заполняющего тела. Кроме того, чем больше многоугольники, тем ниже плотность заполняющего тела, так как оно содержит меньше материала на единицу площади в одном слое. Как и в предыдущем случае, такой третий пример выполнения позволяет также изменять жесткость и/или характеристики механической прочности заполняющего тела.
Кроме того, пятая группа и шестая группа ячеек могут быть расположены в одной плоскости, параллельной относительно плоскости XY. Альтернативно или одновременно, пятая группа и шестая группа ячеек могут быть также расположены вдоль одной оси, параллельной относительно вертикальной оси Z.
Согласно четвертому примеру выполнения изобретения, ячеистая система может содержать седьмую группу ячеек, образованную из первого материала, и восьмую группу ячеек, образованную из второго материала, отличного от первого материала.
В этом случае плотность материала, выбранного для выполнения соответственно седьмой группы и восьмой группы ячеек, позволяет изменять напрямую плотность заполняющего тела, его жесткость и/или характеристики механической прочности.
Кроме того, седьмая группа и восьмая группа ячеек могут быть расположены в одной плоскости, параллельной относительно плоскости XY. Альтернативно или одновременно, седьмая группа и восьмая группа ячеек могут быть также расположены вдоль одной оси, параллельной относительно вертикальной оси Z.
Изобретение и его преимущества будут более очевидны из нижеследующего описания с иллюстративными примерами, представленными со ссылками на прилагаемые фигуры, на которых:
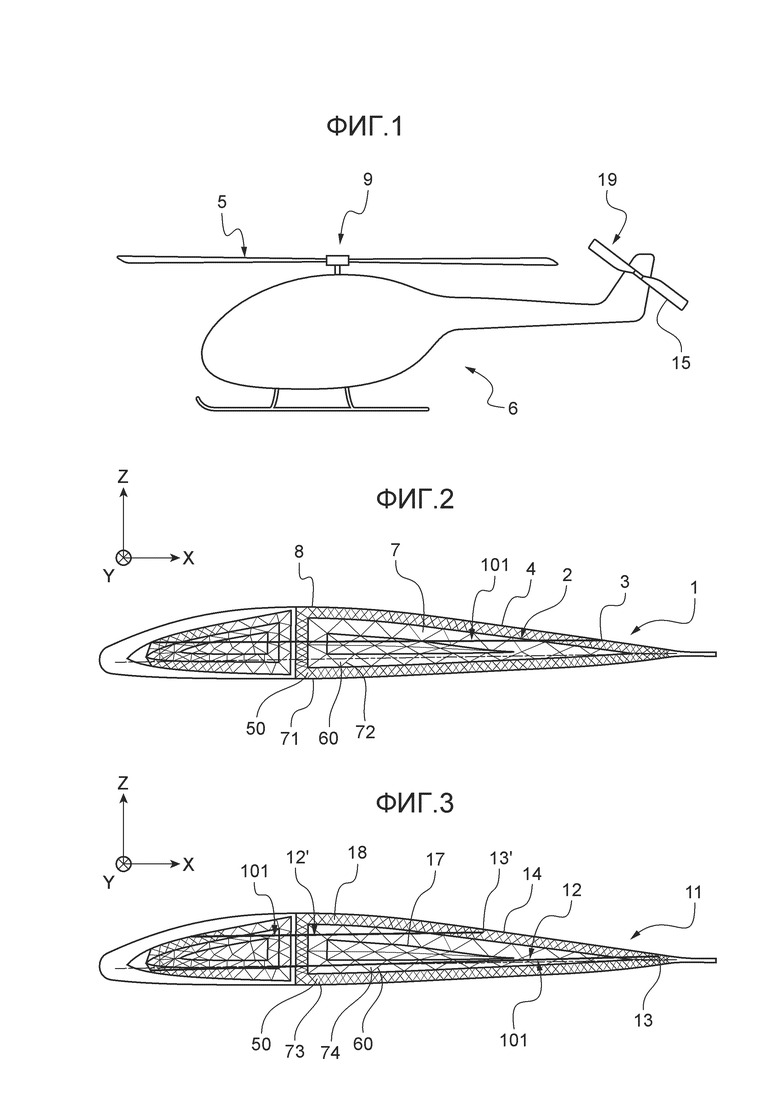
Фиг. 1 - схематичный вид сбоку винтокрылого летательного аппарата, оснащенного лопастями, в соответствии с изобретением.
Фиг. 2, 3 и 5 - виды в поперечном разрезе различных примеров выполнения заполняющего тела в соответствии с изобретением.
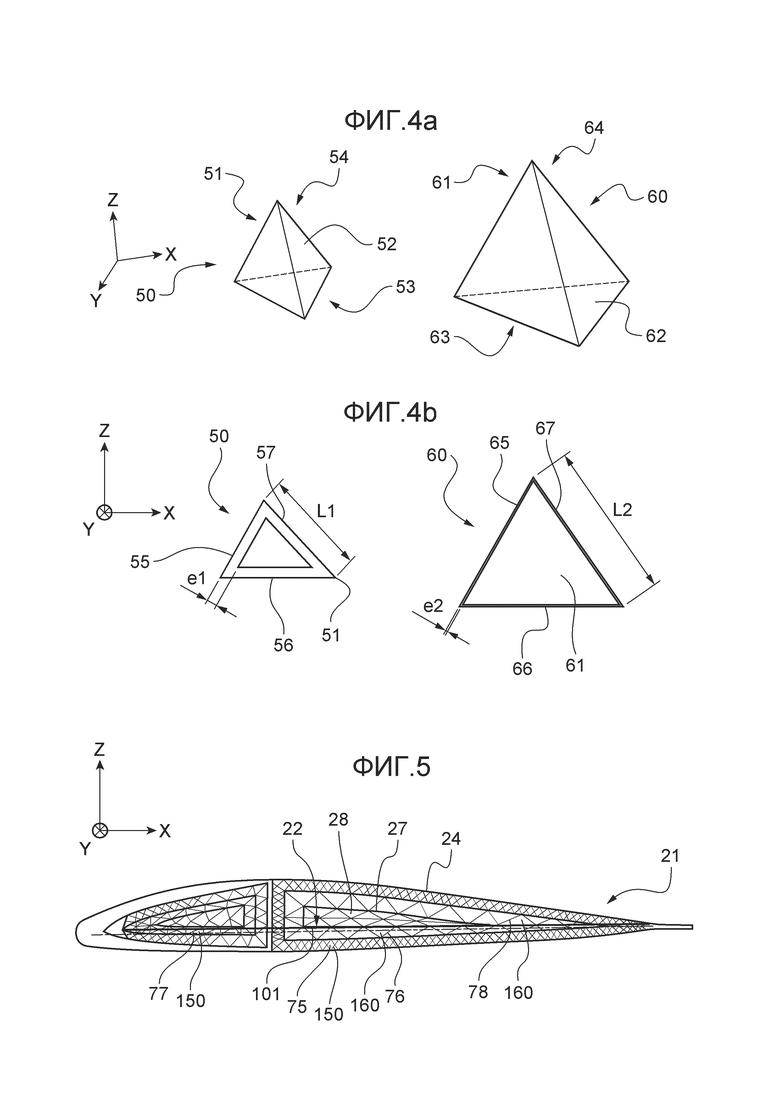
Фиг. 4а - два вида в перспективе двух отдельных групп ячеек, образующих ячеистую систему заполняющего тела в соответствии с изобретением.
Фиг. 4b - проекции на плоскость двух многоугольников, иллюстрирующие форму двух отдельных групп ячеек, образующих ячеистую систему заполняющего тела в соответствии с изобретением.
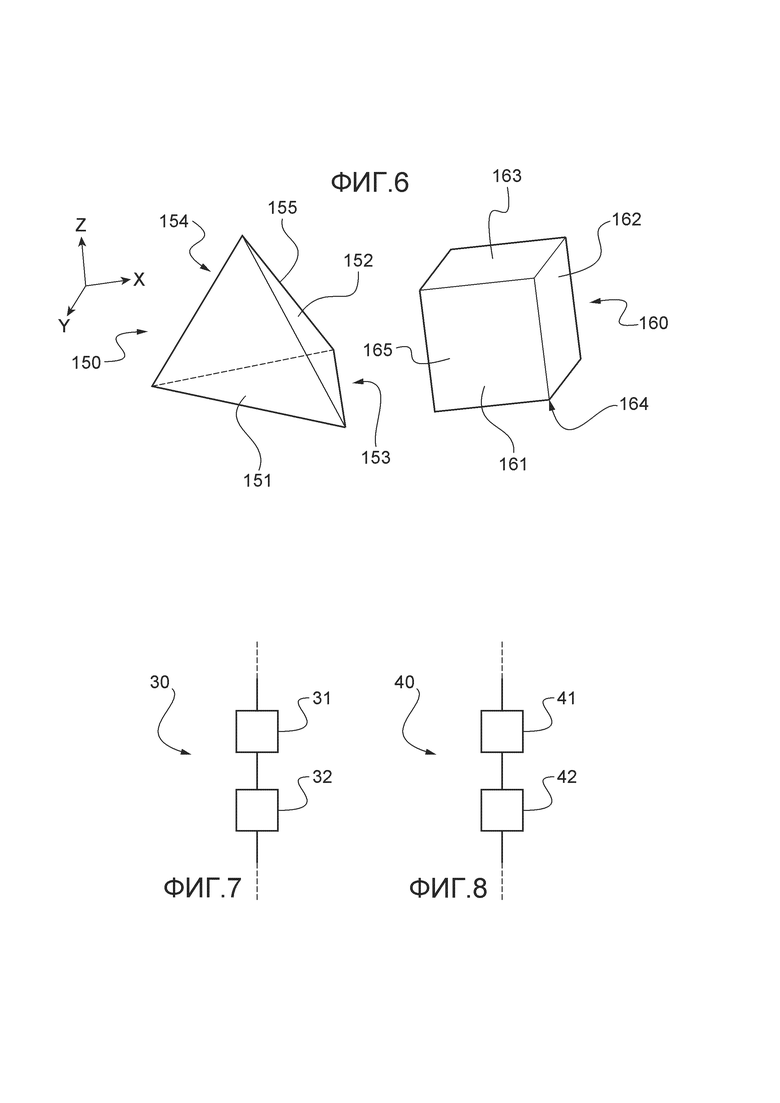
Фиг. 6 - два вида в перспективе двух других отдельных групп ячеек, образующих ячеистую систему заполняющего тела в соответствии с изобретением.
Фиг. 7 и 8 - две принципиальные схемы, иллюстрирующие два способа изготовления в соответствии с изобретением.
Элементы, присутствующие на разных фигурах, имеют одинаковые обозначения.
На фиг. 2, 3 и 5 показаны три оси Х, Y и Z, ортогональные относительно друг друга.
Ось Х называют поперечной, так как она проходит поперечно вдоль хорды аэродинамического профиля сечений лопасти между передней кромкой и задней кромкой, причем эта лопасть содержит заполняющее тело в соответствии с изобретением.
Другую ось Y называют продольной, и она проходит перпендикулярно к оси Х по существу вдоль размаха лопасти.
Наконец, третью ось Z называют вертикальной, и она соответствует размерам по толщине аэродинамического профиля сечений лопасти между спинкой и корытцем этого аэродинамического профиля.
Как было указано выше, изобретение относится к заполняющему телу лопасти винта, например, винтокрылого летательного аппарата.
Как показано на фиг. 1, такое заполняющее тело может быть выполнено на уровне лопасти 5 несущего винта 9 и/или на уровне лопасти 15 хвостового винта 19 винтокрылого летательного аппарата.
Как было указано выше, такое заполняющее тело отличается тем, что изготовлено при помощи способа типа ALM посредством наложения друг на друга слоев материала, например, путем стереолитографии или путем трехмерной печати.
Как показано на фиг. 2, согласно первому примеру выполнения, заполняющее тело 1 выполнено посредством наложения друг на друга ажурных слоев 2 материала, каждый из которых имеет множество геометрических форм 7, вписанных, каждая, в плоскости, параллельные соответственно плоскости XY. Кроме того, каждая из этих геометрических форм 7 ограничивает отверстие 101, выполненное в ажурных слоях 2 материала.
Кроме того, эти геометрические формы 7 ограничены замкнутым контуром 3 в каждой плоскости, параллельной относительно плоскости XY, позволяющим получить закрытую оболочку 4 в трех измерениях заполняющего тела 1. Например, ажурный слой материала печатают, перемещая печатающую головку в плоскости, параллельной относительно плоскости XY, затем печатающую головку перемещают вдоль оси Z и печатают новый ажурный слой материала на предыдущем слое параллельно плоскости XY.
Такое комбинированное перемещение печатающей головки вдоль осей Х, Y и Z позволяет выполнить заполняющее тело лопасти в трех измерениях вдоль трех осей Х, Y и Z.
Разумеется, такая ориентация слоев представлена лишь в качестве примера и не является ограничительной. Кроме того, ажурные слои материала можно также наносить в плоскостях, параллельных плоскости XZ, и печатающую головку можно перемещать вдоль оси Y между двумя операциями нанесения ажурного слоя материала.
Кроме того, такая закрытая оболочка 4 заключает в себе ячеистую систему 8 из разных закрытых ячеек 50, 60, расположенных в трех измерениях вдоль трех осей Х, Y и Z и позволяющих, в частности, изменять плотность заполняющего тела 1 вдоль трех осей Х, Y и Z, жесткость и/или характеристики механической прочности такого заполняющего тела 1 вдоль трех осей Х, Y и Z.
В частности, эти различные изменения плотности заполняющего тела 1 вдоль трех осей Х, Y и Z, жесткости и/или характеристик механической прочности вдоль трех осей Х, Y и Z можно осуществлять при помощи разных групп ячеек 50, 60.
Так, первая группа 71 ячеек 50 может быть образована тетраэдрами и иметь, таким образом, четыре грани 51-54, показанные на фиг. 4а, причем эти грани 51-54 образованы точками, определенными своими координатами вдоль трех осей Х, Y и Z. Точно так же, вторая группа 72 ячеек 60 может быть образована тетраэдрами, содержащими четыре грани 61-64, образованные другими точками, определенными своими координатами вдоль трех осей Х, Y и Z.
Как показано на фиг. 4b, каждая грань 51-54 ячеек 50 первой группы может содержать стороны 55-57, соответственно имеющие, каждая, длину L1. Точно так же, каждая грань 61-64 ячеек 60 второй группы может содержать стороны 65-67, соответственно имеющие, каждая, длину L2. В этом случае длина L1, относящаяся к ячейкам 50, отличается от длины L2, относящейся к ячейкам 60.
Точно так же, как показано на фиг. 3, заполняющее тело 11 выполнено посредством наложения друг на друга слоев 12, 12' материала, каждый из которых имеет множество геометрических форм 17, вписанных в каждую из плоскостей, параллельных плоскости XY. Кроме того, эти геометрические формы 17 ограничены замкнутым контуром 13, 13' в каждой плоскости, параллельной относительно плоскости XY, позволяющим создать закрытую оболочку 14 в трех измерениях заполняющего тела 11 путем перемещения печатающей головки вдоль оси Z.
Такое заполняющее тело 11 может содержать по меньшей мере два отличных друг от друга слоя 12 и 12'. Первый слой 12 может быть образован из первого материала, тогда как второй слой 12' может быть образован из второго материала, отличного от первого материала.
Кроме того, каждая закрытая оболочка 14 может также содержать ячеистую систему 18 из разных закрытых ячеек 50, 60, позволяющих, в частности, менять плотность заполняющего тела 11 вдоль трех осей Х, Y и Z, жесткость и/или характеристики механической прочности такого заполняющего тела 11 вдоль трех осей Х, Y и Z.
Однако, как показано на фиг. 4b, каждая грань 51-54 ячеек 50 третьей группы 73 может содержать стороны 55-57, соответственно имеющие, каждая, толщину е1. Точно также, каждая грань 61-64 ячеек 60 четвертой группы 74 может содержать стороны 65-67, соответственно имеющие, каждая, толщину е2. В этом случае толщина е1, относящаяся к ячейкам 50, отличается от толщины е2, относящейся к ячейкам 60.
Как показано на фиг. 5 и 6, ячеистая система 28 содержит пятую группу 75 ячеек 150, многоугольники которых, образующие четыре грани 151-154, соответственно имеют, каждый, первую форму 155, такую как тетраэдр, и шестую группу 76 ячеек 160, многоугольники которых, образующие четыре грани 161-164, соответственно имеют, каждый, вторую форму 165, такую как куб или гексаэдр.
Кроме того, ячеистая система 28 может также содержать седьмую группу 77 ячеек 150, образованную из первого материала, и восьмую группу 78 ячеек 160, образованную из второго материала, отличного от первого материала.
Кроме того, один и тот же слой 22 материала заполняющего тела 21 может быть образован из двух отличных друг от друга материалов.
Такая ячеистая система 28 содержит разные закрытые ячейки 150, 160, позволяющие, в частности, менять плотность заполняющего тела 21 вдоль трех осей Х, Y и Z, жесткость и/или характеристики механической прочности такого заполняющего тела 21 вдоль трех осей Х, Y и Z.
Как показано на фиг. 7 и 8, изобретение относится также к способу изготовления такого заполняющего тела 1, 11, 21. Как было указано выше, этот способ 30, 40 изготовления содержит последовательность этапов 31, 32, 41, 42 послойного добавления материала, при этом на каждом этапе 32, 42 наносят новый слой материала на предыдущий слой материала, выполненный на предыдущем этапе 31, 41.
Согласно первому способу 30 изготовления, представленному на фиг. 7, последовательность этапов 31, 32 послойного добавления материала может создавать ажурные слои 2 материала, образованные из одного и того же материала.
Однако, согласно второму способу 40 изготовления, представленному на фиг. 8, последовательность этапов 41, 42 послойного добавления материала может создавать ажурные слои 12, 12', 22 материала, образованные из по меньшей мере двух отличных друг от друга материалов.
Естественно, настоящее изобретение может иметь самые разные версии и их комбинации, что касается его осуществления. Хотя были описаны несколько вариантов выполнения, понятно, что невозможно избыточно идентифицировать все возможные варианты. Разумеется, можно заменить описанное средство эквивалентным средством, не выходя за рамки настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛОПАСТЬ ВИНТА ЛЕТАТЕЛЬНОГО АППАРАТА | 2010 |
|
RU2533384C2 |
| ЛОПАСТЬ, В ЧАСТНОСТИ ЛОПАСТЬ РЕГУЛИРУЕМОГО ШАГА, ВИНТ, СОДЕРЖАЩИЙ ТАКУЮ ЛОПАСТЬ, И ТУРБОМАШИНА | 2012 |
|
RU2590766C2 |
| УСТРОЙСТВО КРЕПЛЕНИЯ ЛОПАСТИ К ВТУЛКЕ ВИНТА С МНОГОСЛОЙНОЙ КРЕПЕЖНОЙ ДЕТАЛЬЮ, ЛОПАСТЬ ВИНТА, СНАБЖЕННАЯ ТАКОЙ ДЕТАЛЬЮ, И ВИНТ С ТАКИМИ ЛОПАСТЯМИ | 1993 |
|
RU2114762C1 |
| КОМПОЗИТНАЯ ЛОПАСТЬ ВИНТА ДЛЯ ЛЕТАТЕЛЬНОГО АППАРАТА | 2014 |
|
RU2671463C2 |
| ЛОПАСТЬ ВИНТА И ЕЕ КОМЕЛЬ | 1996 |
|
RU2142895C1 |
| ЛОПАСТЬ ВИНТА С ЩИТКОМ УПРАВЛЕНИЯ | 2014 |
|
RU2559671C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ РАБОЧЕГО ОРГАНА МАШИНЫ С ЧИСЛОВЫМ ПРОГРАММНЫМ УПРАВЛЕНИЕМ | 2019 |
|
RU2706244C1 |
| УЗЕЛ ЛОПАСТЕЙ ВОЗДУШНОГО ВИНТА | 2014 |
|
RU2652287C2 |
| ЛОПАСТЬ ВИНТА | 1990 |
|
SU1807769A1 |
| СПОСОБ ВЫСОКОТЕМПЕРАТУРНОЙ ФОРМОВКИ ОКАНТОВКИ МЕТАЛЛИЧЕСКОЙ ЛОПАСТИ | 2014 |
|
RU2665861C2 |
Изобретение относится к способу изготовления заполняющего тела лопасти винта. Способ включает в себя последовательность этапов послойного добавления материала. При этом на каждом этапе выполняют новый слой материала на предыдущем слое материала, выполненном на предыдущем этапе. На одном из упомянутых этапов выполняют ажурный слой материала, имеющий множество отверстий. При этом последовательность этапов послойного добавления материала создает ажурные слои материала, каждый из которых имеет замкнутый контур. Причем соответствующие замкнутые контуры ажурных слоев материала попарно прилегают друг к другу и образуют закрытую оболочку заполняющего тела лопасти. Повышается прочность. 2 н. и 10 з.п. ф-лы, 9 ил.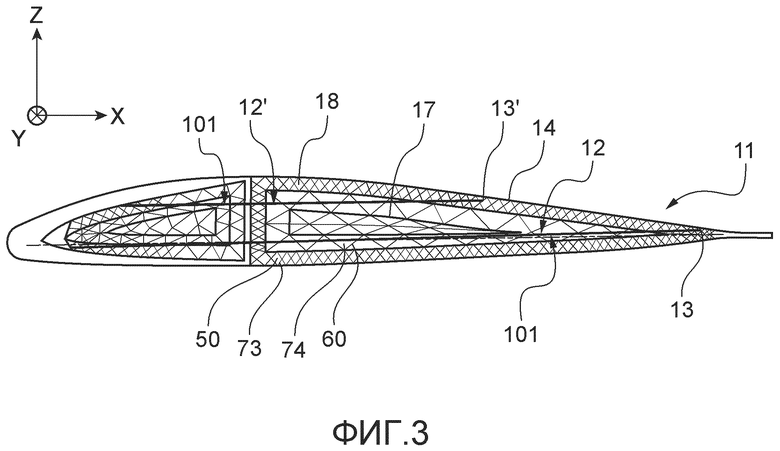
1. Способ (30, 40) изготовления заполняющего тела (1, 11, 21) лопасти (5, 15) винта (9, 19), включающий в себя последовательность этапов (31, 32, 41, 42) послойного добавления материала, причем каждый этап (32, 42) заключается в выполнении нового слоя материала на предыдущем слое материала, выполненном на предыдущем этапе (31, 41), при этом по меньшей мере один из упомянутых этапов (31, 32, 41, 42) заключается в выполнении ажурного слоя (2, 12, 22) материала, имеющего множество отверстий (101), упомянутая последовательность этапов (31, 32, 41, 42) послойного добавления материала создает ажурные слои (2, 12, 22) материала, каждый из которых имеет замкнутый контур (3, 13, 23), причем упомянутые замкнутые контуры (3, 13, 23), соответствующие упомянутым ажурным слоям (2, 12, 22) материала, попарно прилегают друг к другу и образуют закрытую оболочку (4, 14, 24) упомянутого заполняющего тела (1, 11, 21) упомянутой лопасти (5, 15),
отличающийся тем, что упомянутая последовательность этапов (31, 32, 41, 42) послойного добавления материала создает ажурные слои (2, 12, 22) материала, каждый из которых содержит множество геометрических форм (7, 17, 27), расположенных внутри упомянутого замкнутого контура (3, 13, 23) и позволяющих ограничить упомянутое множество отверстий (101) упомянутого ажурного слоя (2, 12, 22) материала, при этом упомянутые множества геометрических форм (7, 17, 27), соответствующие упомянутым ажурным слоям (2, 12, 22) материала, попарно прилегают друг к другу и образуют ячеистую систему (8, 18, 28) с закрытыми ячейками, расположенную внутри упомянутой закрытой оболочки (4, 14, 24) упомянутого заполняющего тела (1, 11, 21) упомянутой лопасти (5, 15).
2. Способ изготовления по п. 1, отличающийся тем, что упомянутая последовательность этапов (31, 32) послойного добавления материала создает ажурные слои (2) материала, образованные из одного и того же материала.
3. Способ изготовления по п. 1, отличающийся тем, что упомянутая последовательность этапов (41, 42) послойного добавления материала создает ажурные слои (12, 12', 22) материала, образованные из по меньшей мере двух отличных друг от друга материалов.
4. Способ изготовления по п. 3, отличающийся тем, что упомянутая последовательность этапов (41, 42) послойного добавления материала создает по меньшей мере два отличных друг от друга ажурных слоя (12) и (12') материала, причем первый слой (12) образован из первого материала, а второй слой (12') образован из второго материала, отличного от упомянутого первого материала.
5. Способ изготовления по любому из пп. 3, 4, отличающийся тем, что упомянутая последовательность этапов (41, 42) послойного добавления материала создает по меньшей мере один ажурный слой (22) материала, образованный из упомянутых по меньшей мере двух отличных друг от друга материалов.
6. Заполняющее тело (1, 11, 21) лопасти (5, 15) винта (9, 19), содержащее по меньшей мере одну ячеистую систему (8, 18, 28) с закрытыми ячейками,
отличающееся тем, что упомянутое заполняющее тело (1, 11, 21) выполнено способом изготовления по любому из пп. 1-5, и тем, что упомянутое заполняющее тело (1, 11, 21) содержит закрытую оболочку (4, 14, 24), причем упомянутая закрытая оболочка (4, 14, 24) полностью покрывает упомянутую ячеистую систему (8, 18, 28).
7. Заполняющее тело по п. 6, отличающееся тем, что упомянутая ячеистая система (8, 18, 28) образована ячейками (50, 60, 150, 160) с по меньшей мере четырьмя гранями (51-54, 61-64, 151-154, 161-164), причем каждая грань (51-54, 61-64, 151-154, 161-164) упомянутых ячеек (50, 60, 150, 160) образована соответственно многоугольником с по меньшей мере тремя сторонами (55-57, 65-67).
8. Заполняющее тело по п. 7, отличающееся тем, что упомянутая ячеистая система (8, 18, 28) содержит по меньшей мере две группы (71, 73, 75, 77) и (72, 74, 76, 78) отличных друг от друга ячеек (50, 60, 150, 160).
9. Заполняющее тело по п. 8, отличающееся тем, что упомянутая ячеистая система (8) содержит первую группу (71) ячеек (50), упомянутые по меньшей мере три стороны (55-57) которых имеют, каждая соответственно, первую длину L1, и вторую группу (72) ячеек (60), упомянутые по меньшей мере три стороны (66-67) которых имеют, каждая соответственно, вторую длину L2, отличную от упомянутой первой длины L1.
10. Заполняющее тело по любому из пп. 8, 9, отличающееся тем, что упомянутая ячеистая система (18) содержит третью группу (73) ячеек (50), упомянутые по меньшей мере три стороны (55-57) которых имеют, каждая соответственно, первую толщину е1, и четвертую группу (74) ячеек (60), упомянутые по меньшей мере три стороны (65-67) которых имеют, каждая соответственно, вторую толщину е2, отличную от упомянутой первой толщины е1.
11. Заполняющее тело по любому из пп. 8-10, отличающееся тем, что упомянутая ячеистая система (28) содержит пятую группу (75) ячеек (150), в которой упомянутые многоугольники, образующие упомянутые по меньшей мере четыре грани (151-154), имеют, каждый соответственно, первую форму (155), и шестую группу (76) ячеек (160), в которой упомянутые многоугольники, образующие упомянутые по меньшей мере четыре грани (161-164), имеют, каждый соответственно, вторую форму (165), отличную от упомянутой первой формы (155).
12. Заполняющее тело по любому из пп. 8-11, отличающееся тем, что упомянутая ячеистая система (28) содержит седьмую группу (77) ячеек (150), образованную из первого материала, и восьмую группу (78) ячеек (160), образованную из второго материала, отличного от упомянутого первого материала.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| ЛОПАСТЬ НЕСУЩЕГО ВИНТА ВЕРТОЛЕТА И СПОСОБ ИЗГОТОВЛЕНИЯ ЛОПАСТИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2013 |
|
RU2541574C1 |
| АЭРОДИНАМИЧЕСКАЯ КОНСТРУКЦИЯ, ИМЕЮЩАЯ АЭРОДИНАМИЧЕСКИЙ ПРОФИЛЬ, С ГОФРИРОВАННЫМ УСИЛИВАЮЩИМ ЭЛЕМЕНТОМ | 2010 |
|
RU2523726C2 |

