Изобретение относится к технологии получения композиционных материалов из порошков с помощью энергии взрывчатых веществ (ВВ) и может быть использовано при изготовлении пар трения из слоистых металлополимерных материалов с антифрикционными и антикоррозионными покрытиями.
Известен способ изготовления двухслойных листовых металлополимерных материалов, включающий одновременное получение из порошковой металлополимерной смеси основы, содержащей полиимид и металлический порошок, и слоя покрытия, содержащего ПТФЭ и полиимид. Слой основы засыпают в контейнер и уплотняют статическим прессованием давлением 3-5 МПа, затем на поверхность основы засыпают слой покрытия и уплотняют давлением 0,3-0,5 МПа. После производят прессование взрывом скользящей ударной волной полученной заготовки между стальными пластинами при скорости детонации ВВ 1970-2550 м/с и отношении удельной массы взрывчатого вещества к удельной массе верхней стальной пластины равном 0,39-0,62, при этом толщина нижней стальной пластины не менее чем в 1,5 раза больше, чем у верхней. Далее проводят спекание при температуре 390-410°С под давлением 0,50-0,6 МПа в течение 0,3-0,5 ч. (патент РФ 2561407, МПК В32В 15/08, B22F 7/02, опубл. 27.08.2015).
Недостатками данного способа является: трудность получения заготовок с высокими характеристиками прочности, твердости и износостойкости, так как применяемая схема и технологические параметры взрывного прессования не позволяют достигать высокого давления, при котором происходит наноструктурирование материала. Если использовать, в данной схеме, технологические параметры, позволяющие увеличивать давление прессования, то это приводит к разрушению прессовок, что ограничивает применение данного способа.
Известен способ получения нанокомпозиционных металлополимерных узлов трения в виде втулок и труб, при котором прессуемая металлополимерная смесь, например порошка ПТФЭ с металлическим порошком меди, бронзы, железа (содержание металлического порошка в смесях находится в пределах 20-70%), размещают внутри металлической ампулы в виде стальной трубы, в центре ампулы размещают центральный стержень, выполняющий функции полостееобразующего элемента, после герметизации ампулы вокруг нее располагают кольцевой заряд ВВ. При инициировании заряда ВВ возникает ударный фронт прессования, стенки ампулы деформируются в направлении к центру, и находящийся внутри ампулы металлополимерный порошок прессуется. После взрывного прессования полученную заготовку для повышения прочности металлополимерной композиции спекают, а затем механической обработкой удаляют ампулу и полостееобразующий элемент (Н.А. Адаменко, А.В. Фетисов, А.В. Казуров. Взрывная обработка металлополимерных композиций (монография). ВолгГТУ, Волгоград, 2007, с. 201-203).
Недостатками данного способа являются неравномерность плотности спрессованного металлополимерного материала по сечению ампулы, малая твердость и недостаточно высокая износостойкость полученных изделий, невозможность получения по этому способу прессовок плоской формы. Все это ограничивает применение данного способа при изготовлении антифрикционных материалов.
Наиболее близким по достигаемому результату является способ получения металлополимерного композиционного материала путем взрывного прессования в ампуле, при котором прессуемую металлополимерную смесь, содержащую 60-90% металлического порошка, засыпают в контейнер, имеющий внутри толщину не более 0,2 внутреннего диаметра D ампулы, с оболочкой из металла с пониженной адгезией к полимерам. Контейнер размещают симметрично продольной оси ампулы. Между оболочкой контейнера и стальными вкладышами, имеющими толщину (0,25-0,35) D, размещают пористую передающую среду. Соосно с контейнером с прессуемой порошковой металлополимерной смесью на наружной поверхности ампулы располагают два пуансона из металла с повышенной плотностью с толщиной равной 1,2-1,5 наружной толщины контейнера с прессуемой порошковой металлополимерной смесью. Между пуансонами и секторными зарядами ВВ располагают прослойки из песка. В качестве секторных зарядов ВВ используют ВВ со скоростью детонации 3800-4120 м/с. Площадь контакта каждого секторного заряда ВВ со стенкой ампулы в пределах 34-42%. Отношение удельной массы ВВ к сумме удельных масс стенки ампулы, стального вкладыша и слоя пористой передающей среды - 0,14-0,29. Полученный наноструктурированный металлополимерный композиционный материал имеет форму пластины и обладает высокой твердостью и износостойкостью (патент РФ 2452593, МПК B22F 3/08, В23К 20/08, В82В 3/00 опубл. 10.06.2012).
Данный способ имеет невысокий технический уровень, так как не обеспечивает высокие показатели плотности, твердости и износостойкости металлополимерного материала, предполагает более сложную технологию, связанную с большим количеством промежуточных операций по изготовлению одноразовых контейнеров, специальных пуансонов, необходимостью извлечения получаемого материала из контейнера, а кроме этого не предусматривает возможность получение слоистых композиционных материалов. Все это ограничивает области применения данного способа.
В связи с этим важнейшей задачей является создание нового способа изготовления слоистого металлополимерного нанокомпозиционного материала плоской формы с высокими значениями плотности, прочности, твердости и износостойкостью путем взрывного прессования по новой технологической схеме, позволяющей за счет реализации в слоях необходимого уровня давления и условий для активации, оптимального выбора химического состава металлополимерных порошковых смесей и соотношении толщин, слоев, а также температурно-временных режимов спекания спрессованной заготовки обеспечивать повышенный комплекс служебных свойств композиционного материала.
Техническим результатом заявленного способа является создание новой технологии получения слоистого металлополимерного композиционного материала антифрикционного и антикоррозионного назначений с основным слоем из ПТФЭ и порошков никеля, обеспечивающим высокую прочность материала за счет улучшения адгезионного взаимодействия между металлом и полимером в результате взрывного прессования и слоем покрытия из ПТФЭ и порошков меди, обеспечивающим повышенную твердость и износостойкость за счет наноструктурирования при взрывном прессовании высокими давлениями.
Указанный технический результат достигается тем, что в способе получения слоистого металлополимерного материала в виде пластины с основным слоем из ПТФЭ и никеля и слоя из ПТФЭ и меди путем взрывного прессования, включающем размещение в цилиндрической ампуле стальных вкладышей, имеющих в поперечном сечении форму сегментов, и прессуемой порошковой металлополимерной смеси, песчаных прослоек, контактирующих с секторными зарядами ВВ, расположенными на наружной поверхности ампулы, инициирование процесса детонации в зарядах ВВ и взрывное прессование, для этого симметрично продольной оси ампулы с внутренним диаметром D устанавливают разделительную металлическую пластину с пониженной адгезией к полимерам с образованием двух полостей между разделительной пластиной и внутренними поверхностями стальных вкладышей, имеющими толщину (0,25-0,30) D, затем каждую образовавшуюся полость разделяют по толщине на два слоя, включающего слой, прилежащий к металлической разделительной пластине, и слой, прилежащий к внутренней поверхности стального вкладыша, при этом соотношение толщин этих слоев устанавливают 1:4, причем слой меньшей толщины располагают ближе к продольной оси ампулы, после чего заполняют послойно образовавшиеся полости порошковыми металлополимерными смесями, причем для слоя, прилежащего к металлической разделительной пластине, используют смесь, состоящую из порошков ПТФЭ и меди в соотношении 50/50, а для слоя, прилежащего к внутренней поверхности стального вкладыша, используют смесь, состоящую из порошков ПТФЭ и никеля в соотношении 30/70, затем статическим прессованием уплотняют порошковую металлополимерную смесь, обеспечивая относительную плотность слоя, прилежащего к металлической разделительной пластине 0,7-0,8, а слоя, прилежащего к внутренней поверхности стального вкладыша 0,5-0,6, взрывчатое вещество и толщину секторных зарядов ВВ выбирают из условия обеспечения давления в слое порошковой металлополимерной смеси, прилежащего к металлической разделительной пластине 10-12 ГПа, а в слое прилежащего к внутренней поверхности стального вкладыша 8-10 ГПа, при размещении секторных зарядов ВВ обеспечивают площадь контакта каждого секторного заряда ВВ со стенками ампулы в пределах около 33%, после взрывного прессования осуществляют спекание при температуре 390-400°С в течение 0,5 ч. с последующим удалением деформированной ампулы, вкладышей и металлической разделительной пластины. Причем в качестве металлической разделительной пластины с пониженной адгезией к полимерам используют алюминиевую фольгу, обработанную графитом.
Новый способ получения металлополимерного нанокомпозиционного материала путем взрывного прессования имеет существенные отличия по сравнению с прототипом как по строению схемы взрывного прессования, обеспечивающей наноструктурирование частиц порошковой металлополимерной смеси в зоне повышенных давлений ударного фронта, так и по составу и структуре получаемых композиционных материалов, а также по совокупности технологических приемов и режимов при его. осуществлении.
Так предложено в центр ампулы диаметром D симметрично продольной ее оси устанавливать разделительную металлическую пластину с пониженной адгезией к полимерам, а прессуемую порошковую металлоцолимерную смесь различного состава засыпать послойно в полости, образованные металлической разделительной пластиной и внутренними поверхностями стальных вкладышей. Такое построение схемы обеспечивает за время одного акта взрывного прессования получение одновременно двух металлополимерных двухслойных композиционных материалов, где каждый слой имеет свое назначение. Слой, прилежащий к металлической разделительной пластине имеет антифрикционное и антикоррозионное назначение, а слой, прилежащий к внутренней поверхности стального вкладыша обеспечивает конструктивную прочность материала. Пониженная адгезия разделительной металлической пластины к полимерам позволяет легко отделить два материала после взрывного прессования и спекания и получить гладкую поверхность, практически не требующей последующей механической обработки. Симметричное размещение разделительной металлической пластины относительно продольной оси ампулы обеспечивает симметричное воздействие на прессуемую заготовку системы ударных волн, возникающих в секторных зарядах ВВ, что позволяет получать равномерные механические свойства по всему объему получаемого материала.
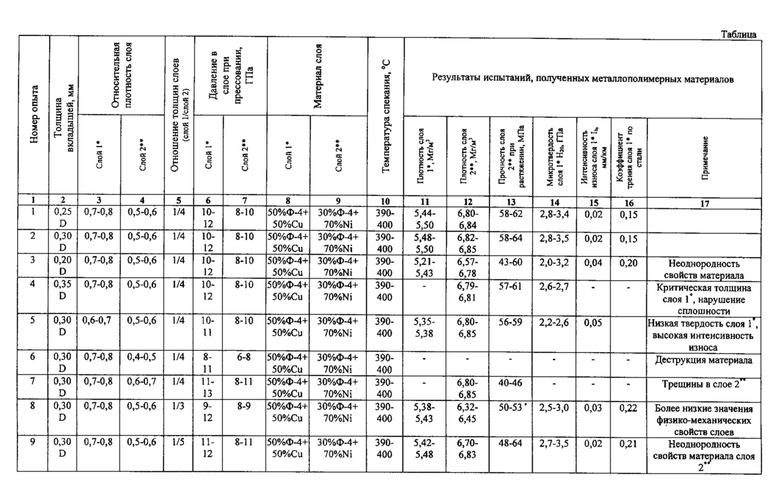
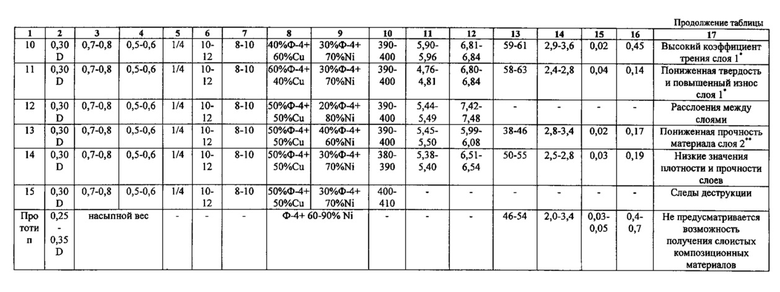
Предложено использовать толщину стальных вкладышей (0,25-0,30) D ампулы, что способствует формированию плоских фронтов ударного нагружения при взрывном прессовании, возникающих в результате процессов детонации в секторных зарядах ВВ (см. таблицу, опыты 1-4). При толщине стальных вкладышей менее 0,25 D не обеспечивается плоскостность фронта прессования по всей ширине прессуемого материала, а это приводит к структурной неоднородности спрессованного материала. Толщина стальных вкладышей более 0,30 D является избыточной, поскольку при этом ограничивается толщина получаемого материала и затрудняется процесс наноструктурирования частиц прессуемой порошковой металлополимерной смеси, снижается твердость и износостойкость получаемого материала.
Предложено перед взрывным нагружением статическим прессованием уплотнять порошковую металлополимерную смесь, обеспечивая относительную плотность слоя, прилежащего к металлической разделительной пластине 0,7-0,8, а слоя, прилежащего к внутренней поверхности стального вкладыша 0,5-0,6, при этом соотношение толщин этих слоев должно составлять 1:4 (см. таблицу, опыты 1, 2, 5-9).
Такое распределение относительной плотности слоев и соотношение их толщин обеспечивает наиболее благоприятное распределение давления в прессуемом взрывом материале, что реализуется в высоких показателях твердости и износостойкости в слое, прилежащем к металлической разделительной пластине, и прочности в слое, прилежащем к внутренней поверхности стального вкладыша. Так если относительная плотность слоя, прилежащего к металлической разделительной пластине, перед взрывным прессованием будет меньше 0,7, то это не приводит к наноструктурированию материала, при этом снижаются показатели твердости и износостойкости. Относительная плотность слоя свыше 0,8 является трудно реализуемой в данном конкретном применении без спекания материала. Если относительная плотность слоя, прилежащего к внутренней поверхности стального вкладыша будет меньше 0,5, то это приводит к деструкции материала, что связано со значительным разогревом полимера при взрывном прессовании. Относительная плотность слоя свыше 0,6 приводит к появлению в нем трещин и снижению прочности.
Если соотношение предложенных толщин слоев будет отклоняться от заявленного значения в большую или меньшую сторону, то это не обеспечит необходимого распределения давления и условий для активации порошковой металлополимерной смеси при взрывном прессовании, что в последствии сопровождается структурной неоднородностью и существенным уменьшением уровня физико-механических свойств слоев композиционного материала.
Так предложено обеспечивать давление прессование в слое порошковой металлополимерной смеси, прилежащим к металлической разделительной пластине 10-12 ГПа, а в слое прилежащим к внутренней поверхности стального вкладыша 8-10 ГПа. Давление в слое 10-12 ГПа обеспечивает необходимые условия для наноструктурирования получаемого материала. Давление свыше 12 ГПа является избыточным, так как возможно деструкция молекул полимера и образование трещин в материале. Давление 8-10 ГПа является оптимальным для активации и консолидации частиц металлополимерной смеси, при этом обеспечивается наиболее высокая прочность композиционного материала. При давлении свыше 10 ГПа значительно повышается уровень твердости, а прочность падает. Давление менее 8 ГПа не обеспечивает высоких показателей прочности и плотности композита.
Предложено в качестве слоя металлополимерной смеси, прилежащей к металлической разделительной пластине, использовать смесь, состоящую из порошков ПТФЭ и меди в соотношении 50/50, поскольку ПТФЭ обладает повышенными антифрикционными, антикоррозионными свойствами и высокой стойкостью к деструкции при воздействии ударных волн большой интенсивностью, а медь имеет склонность к наноструктурированию при высокоскоростном деформировании, что позволяет взрывным прессованием по предлагаемому способу получать материал с повышенной твердостью и износостойкостью (см. таблицу, опыты 1, 2, 10, 11). При содержании меди в данном слое более 50% существенно снижает антифрикционные и антикоррозионные характеристики материала. Содержание меди менее 50% оказывается недостаточным так как приводит к уменьшению твердости и износостойкости материала, особенно в условиях повышенных механических нагрузок.
Предложено в качестве слоя металлополимерной смеси, прилежащей к внутренней поверхности стального вкладыша, использовать смесь, состоящую из порошков ПТФЭ и никеля в соотношении 30/70, поскольку никель обладает повышенной адгезией по отношению к ПТФЭ, что позволяет получать высокопрочный материал основы (см. таблицу, опыты 1, 2, 12, 13). Содержание никеля менее 70% недопустимо, так как приводит к снижению прочности слоя основы. Содержание никеля более 70% является избыточным, так как не обеспечивает надежного соединения слоя, прилежащего к металлической разделительной пластине, к слою, прилежащего к внутренней поверхности стального вкладыша.
Предложено для монолитизации получаемого материала спекание производить при температуре 390-400°С в течении 0,5 ч (см. таблицу, опыты 1, 2, 14, 15). Отклонение температуры спекания от заявленных значений в меньшую сторону сопровождается снижением показателей плотности и прочности слоев композиционного материала, а в большую сторону не допустимо так как вызывает образование дефектов, связанных с деструкцией полимера.
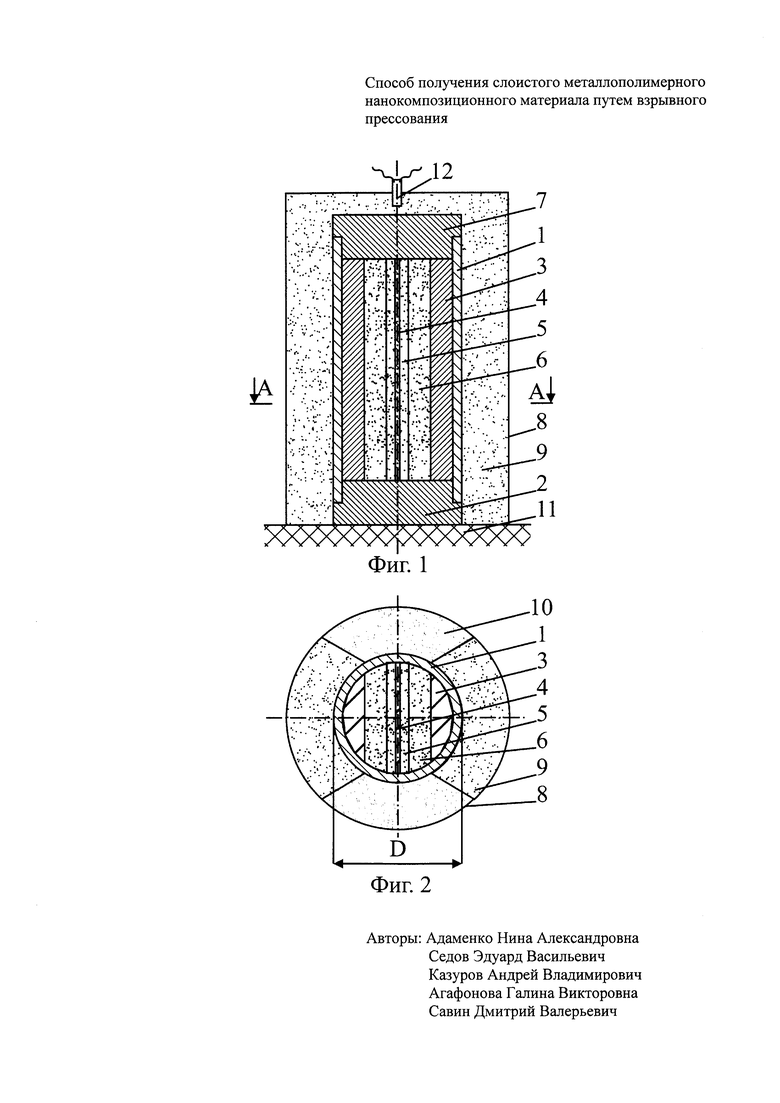
На фиг. 1 изображена схема взрывного прессования, ее продольный осевой разрез, на фиг. 2 - поперечное сечение А-А на фиг. 1.
Предлагаемый способ получения слоистого металлополимерного нанокомпозиционного материала путем взрывного прессования осуществляется в следующей последовательности. Берут стальную ампулу 1 в виде трубы с внутренним диаметром D и соединяют ее со стальной нижней заглушкой 2, размещают внутри ампулы стальные вкладыши 3, имеющие толщину 0,25-0,30 внутреннего диаметра D ампулы. Берут разделительную металлическую пластину 4 с пониженной адгезией к полимерам, например алюминиевую фольгу обработанную графитом, и устанавливают ее на нижнюю заглушку симметрично продольной оси ампулы, при этом между разделительной пластиной и внутренними поверхностями стальных вкладышей образуются две полости. Каждую образовавшуюся полость разделяют по толщине алюминиевой фольгой на два слоя: слой 5, прилежащий к металлической разделительной пластине и слой 6, прилежащий к внутренней поверхности стального вкладыша. Соотношение толщин этих слоев должно составлять 1:4, причем слой меньшей толщины должен располагаться ближе к продольной оси ампулы. Заполняют послойно образовавшиеся полости порошковой металлополимерной смесью, слой прилежащий к разделительной пластине смесью ПТФЭ и меди в соотношении 50/50, а слой прилежащий к внутренней поверхности стального вкладыша смесью ПТФЭ и никеля в соотношении 30/70. Затем уплотняют порошковую металлополимерную смесь обеспечивая относительную плотность слоя, прилежащего к металлической разделительной пластине 0,7-0,8, а слоя, прилежащего к внутренней поверхности стального вкладыша 0,5-0,6, после чего извлекают алюминиевую фольгу, разделяющие слои композиционного материала и закрывают ампулу верхней пробкой 7. Располагают вокруг ампулы контейнер для ВВ 8, например из электрокартона, в котором размещают секторный заряд ВВ 9, при этом толщину заряда выбирают из условия обеспечения давления в слое порошковой металлополимерной смеси, прилежащего к металлической разделительной пластине 10-12 ГПа, а в слое прилежащего к внутренней поверхности стального вкладыша 8-10 ГПа. При размещении секторных зарядов необходимо обеспечивать площадь контакта каждого секторного заряда ВВ со стенкой ампулы в пределах около 33%. Между секторными зарядами ВВ размещают прослойки из песка 10. Устанавливают снаряженную таким образом ампулу вместе с контейнером для ВВ, содержащим заряды ВВ, на песчаном грунте 11. Инициирование процесса детонации в зарядах ВВ осуществляют с помощью электродетонатора 12.
После взрывного прессования сдеформированную ампулу подвергают спеканию при температуре 390-400°С в течение 0,5 ч. После охлаждения деформированные ампулу, вкладыши и металлическую разделительную пластину удаляют.
В результате получают слоистый металлополимерный нанокомпозиционный материал в виде пластины с высокой прочностью основного слоя из ПТФЭ и никеля, прилежащего к внутренней поверхности стального вкладыша, и с высокой твердостью и износостойкостью слоя покрытия из ПТФЭ и меди, прилежащего к металлической разделительной пластине.
Пример 1 (см. также таблицу)
Ампулу в виде трубы изготавливали из стали Ст 3. Длина ампулы 140 мм, наружный диаметр Dн = 52 мм, внутренний D = 40 мм. Заглушку высотой 11 мм для герметизации нижней части ампулы изготавливали из стали Ст 3. Соединение с ампулой осуществлялось с помощью резьбы. Аналогично изготавливали верхнюю пробку высотой 11 мм, соединение с ампулой - резьбовое. Вкладыши изготавливали из стали Ст 3. Толщина каждого вкладыша 10 мм, что составляет 0,25 D. Разделительную металлическую пластину изготавливали из алюминиевой фольги толщиной 0,2 мм, которую перед сборкой смазывали графитовым порошком.
Прессуемую порошковую металлополимерную смесь для слоя, прилежащего к металлической разделительной пластине приготавливали смешиванием порошкообразного политетрафторэтилена Ф-4 и порошка меди ПМС-М3. Состав смеси: 50% объемных меди и 50% Ф-4. Средний размер частиц медного порошка 25-35 мкм. Прессуемую порошковую металлополимерную смесь для слоя, прилежащего к внутренней поверхности стального вкладыша приготавливали из порошкообразного политетрафторэтилена Ф-4 и порошка электролитического никеля. Состав смеси: 70% объемных никеля, остальное Ф-4. Средний размер частиц порошка никеля 35-45 мкм.
Засыпанную порошковую металлополимерную смесь слоя, прилежащего к металлической разделительной пластине, перед взрывным прессованием, уплотняли, обеспечивая относительную плотность 0,7-0,8, при этом высота засыпанного слоя уменьшилась при уплотнении в 2,4 раза. Засыпанную порошковую металлополимерную смесь слоя, прилежащего к внутренней поверхности стального вкладыша, перед взрывным прессованием, уплотняли, обеспечивая относительную плотность 0,5-0,6, при этом высота засыпанного слоя уменьшилась при уплотнении в 1,7 раз.
Для прослоек из песка использовали речной песок с насыпной плотностью 1,5-1,6 Мг/м3. Количество прослоек - 2. В качестве секторных зарядов ВВ использовали аммонит 6ЖВ, его плотность 0,7 Мг/м3. Количество секторных зарядов -2. Внутренний диаметр контейнера для ВВ - 122 мм, таким образом толщина заряда составляла 70 мм, при этом скорость детонации взрывчатого вещества - 4185 м/с.
В результате инициирования заряда ВВ возникают ударные фронты детонации и происходит взрывное прессование порошковой металлополимерной смеси. При таком выборе относительной плотности и толщины слоев порошковой металлополимерной смеси, а также технологических параметров и схемы взрывного прессования обеспечивается распределение давления в слое порошковой металлополимерной смеси, прилежащего к металлической разделительной пластине около 10-12 ГПа, а в слое, прилежащего к внутренней поверхности стального вкладыша около 8-10 ГПа.
После взрывного прессования ампулу со спрессованным материалом спекали при температуре 390-400°С в течение 0,5 ч. После охлаждения деформированные ампулу, вкладыши и металлическую разделительную пластину удаляли.
В результате получали слоистый металлополимерный нанокомпозиционный материал в виде пластины с высокой прочностью основного слоя из ПТФЭ и никеля и с высокой твердостью и износостойкостью слоя покрытия из ПТФЭ и меди (см. таблицу, опыт 1: плотность слоя покрытия - 5,44-5,50 Мг/м3, плотность слоя основы - 6,80-6,84 Мг/м3, предел прочности при растяжении материала основы 58-62 МПа, микротвердость слоя покрытия Н20 = 2,8-3,4 ГПа, интенсивность износа слоя покрытия Ih = 0,02 мм/км, коэффициент трения по стали - 0,15).
Пример 2 (см. также таблицу)
То же, что в примере 1, но внесены следующие изменения. Длина ампулы 220 мм, наружный диаметр Dн = 72 мм, внутренний D = 60 мм. Толщина каждого вкладыша 18 мм, что составляет 0,30 D. Внутренний диаметр контейнера для ВВ - 145 мм, таким образом толщина заряда составляла 73 мм, при этом скорость детонации взрывчатого вещества - 4200 м/с.
Результаты свойств полученного материала близкие, что и в примере 1 (см. таблицу, опыт 2: плотность слоя покрытия - 5,48-5,50 Мг/м3, плотность слоя основы - 6,82-6,85 Мг/м3, предел прочности при растяжении материала основы 58-64 МПа, микротвердость слоя покрытия Н20 = 2,8-3,5 ГПа, интенсивность износа слоя покрытия Ih = 0,02 мм/км, коэффициент трения по стали - 0,15).
При получении металлополимерного композиционного материала по прототипу (см. таблицу) предел прочности при растяжении составляет 46-54 МПа, что на 16-20% меньше, микротвердость составляет Н20 = 2,0-3,4 ГПа, интенсивность износа Ih = 0,03-0,05 мм/км - в 1,5-2,5 раза меньше, коэффициент трения по стали - 0,30-0,45 - в 2-3 раза меньше, чем в предлагаемом способе.
Слой 1* - слой металлополимерной смеси, прилежащий к металлической разделительной пластине.
Слой 2** - слой металлополимерной смеси, прилежащий к внутренней поверхности стального вкладыша.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления трёхслойного листового металлополимерного материала | 2022 |
|
RU2781389C1 |
| Способ изготовления трёхслойного листового металлополимерного материала | 2022 |
|
RU2781390C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО НАНОКОМПОЗИЦИОННОГО МАТЕРИАЛА ПУТЕМ ВЗРЫВНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2452593C1 |
| Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама | 2019 |
|
RU2711288C1 |
| Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама | 2019 |
|
RU2711289C1 |
| Способ получения композиционных материалов из стали и смесей порошков никеля и борида вольфрама | 2019 |
|
RU2710828C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ЛИСТОВЫХ МЕТАЛЛОПОЛИМЕРНЫХ МАТЕРИАЛОВ | 2014 |
|
RU2561407C1 |
| СПОСОБ ВЗРЫВНОГО НАНЕСЕНИЯ ПОКРЫТИЯ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2011 |
|
RU2471591C2 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ ТИТАНОГРАФИТОВЫХ ИЗДЕЛИЙ С ВНУТРЕННЕЙ ПОЛОСТЬЮ ИЗ ПОРОШКОВ | 2006 |
|
RU2341354C2 |
| ДВУХСЛОЙНЫЙ ЛИСТОВОЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2010 |
|
RU2444439C1 |
Изобретение относится к получению слоистого металлополимерного материала в виде пластины с основным слоем из политетрафторэтилена (ПТФЭ) и никеля и слоем из ПТФЭ и меди путем взрывного прессования и может быть использовано в промышленности при изготовлении пар трения. В цилиндрической ампуле размещают стальные вкладыши, имеющие в поперечном сечении форму сегментов, порошковую металлополимерную смесь и песчаные прослойки. Инициируют процесс детонации в зарядах ВВ и взрывное прессование. Симметрично продольной оси ампулы с внутренним диаметром D устанавливают разделительную металлическую пластину с пониженной адгезией к полимерам с образованием двух полостей между разделительной пластиной и внутренними поверхностями стальных вкладышей с толщиной (0,25-0,30) D. Каждую полость разделяют по толщине на два слоя: слой, прилежащий к металлической разделительной пластине, и слой, прилежащий к внутренней поверхности стального вкладыша. Соотношение толщин этих слоев 1:4. Слой меньшей толщины располагают ближе к продольной оси ампулы, после чего заполняют послойно образовавшиеся полости порошковыми металлополимерными смесями. Для слоя, прилежащего к металлической разделительной пластине, используют смесь, состоящую из порошков ПТФЭ и меди в соотношении 50/50. Для слоя, прилежащего к внутренней поверхности стального вкладыша, используют смесь, состоящую из порошков ПТФЭ и никеля в соотношении 30/70. Смесь уплотняют статическим прессованием, обеспечивая относительную плотность слоя, прилежащего к металлической разделительной пластине, 0,7-0,8, а слоя, прилежащего к внутренней поверхности стального вкладыша, 0,5-0,6. Взрывчатое вещество и толщину секторных зарядов ВВ выбирают из условия обеспечения давления в слое порошковой металлополимерной смеси, прилежащем к металлической разделительной пластине, 10-12 ГПа, а в слое, прилежащем к внутренней поверхности стального вкладыша, 8-10 ГПа. Площадь контакта каждого секторного заряда ВВ со стенками ампулы составляет около 33%. Спекание проводят при температуре 390-400°С в течение 0,5 ч с последующим удалением деформированной ампулы, вкладышей и металлической разделительной пластины. Способ позволяет получить слоистый металлополимерный материал в виде пластины с основным слоем из ПТФЭ и никеля и слоем из ПТФЭ и меди. 1 з.п. ф-лы, 2 ил., 1 табл., 2 пр.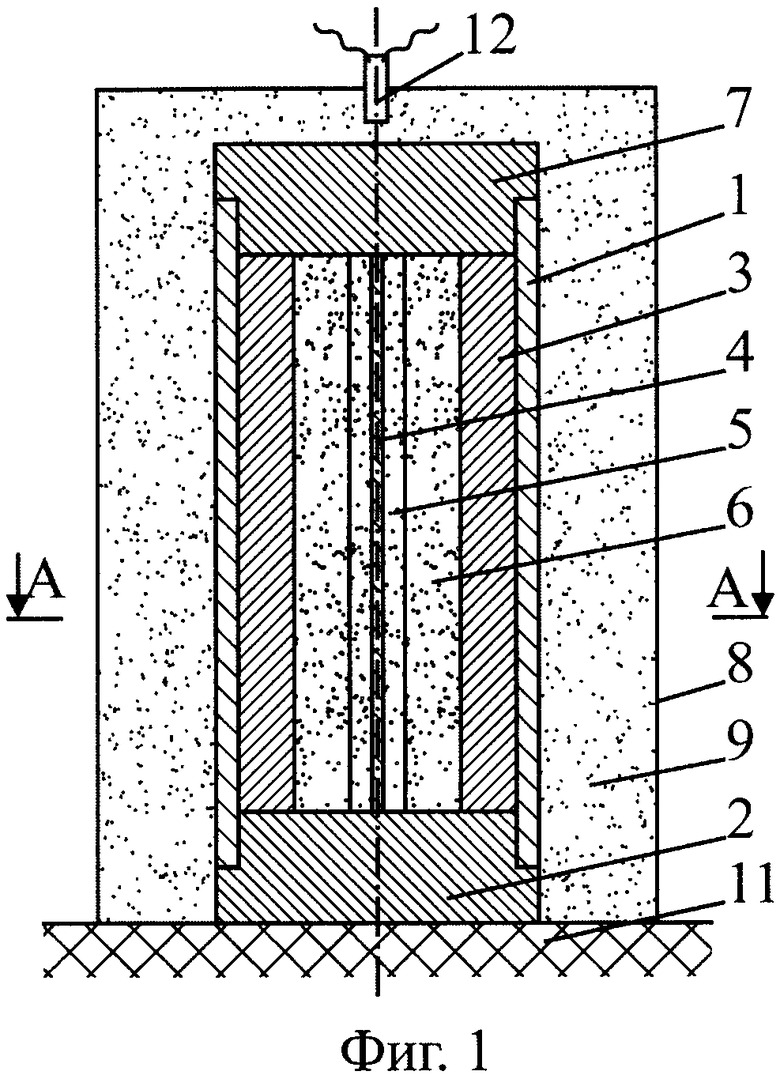
1. Способ получения слоистого металлополимерного материала в виде пластины с основным слоем из политетрафторэтилена (ПТФЭ) и никеля и слоем из ПТФЭ и меди путем взрывного прессования, включающий размещение в цилиндрической ампуле стальных вкладышей, имеющих в поперечном сечении форму сегментов, и прессуемой порошковой металлополимерной смеси, песчаных прослоек, контактирующих с секторными зарядами взрывчатого вещества (ВВ), расположенными на наружной поверхности ампулы, инициирование процесса детонации в зарядах ВВ и взрывное прессование, отличающийся тем, что симметрично продольной оси ампулы с внутренним диаметром D устанавливают разделительную металлическую пластину с пониженной адгезией к полимерам с образованием двух полостей между разделительной пластиной и внутренними поверхностями стальных вкладышей, имеющими толщину (0,25-0,30) D, затем каждую образовавшуюся полость разделяют по толщине на два слоя: слой, прилежащий к металлической разделительной пластине, и слой, прилежащий к внутренней поверхности стального вкладыша, при этом соотношение толщин этих слоев устанавливают 1:4, причем слой меньшей толщины располагают ближе к продольной оси ампулы, после чего заполняют послойно образовавшиеся полости порошковыми металлополимерными смесями, причем для слоя, прилежащего к металлической разделительной пластине, используют смесь, состоящую из порошков ПТФЭ и меди в соотношении 50/50, для слоя, прилежащего к внутренней поверхности стального вкладыша, используют смесь, состоящую из порошков ПТФЭ и никеля в соотношении 30/70, затем статическим прессованием уплотняют порошковую металлополимерную смесь, обеспечивая относительную плотность слоя, прилежащего к металлической разделительной пластине, 0,7-0,8, при этом для слоя, прилежащего к внутренней поверхности стального вкладыша, 0,5-0,6, взрывчатое вещество и толщину секторных зарядов ВВ выбирают из условия обеспечения давления в слое порошковой металлополимерной смеси, прилежащем к металлической разделительной пластине 10-12 ГПа, а в слое, прилежащем к внутренней поверхности стального вкладыша, 8-10 ГПа, при размещении секторных зарядов обеспечивают площадь контакта каждого секторного заряда ВВ со стенками ампулы в пределах около 33%, причем после взрывного прессования осуществляют спекание при температуре 390-400°С в течение 0,5 ч с последующим удалением деформированной ампулы, вкладышей и металлической разделительной пластины.
2. Способ по п. 1, отличающийся тем, что в качестве металлической разделительной пластины с пониженной адгезией к полимерам используют алюминиевую фольгу, обработанную графитом.
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОПОЛИМЕРНОГО НАНОКОМПОЗИЦИОННОГО МАТЕРИАЛА ПУТЕМ ВЗРЫВНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2452593C1 |
| SU 1835817 A1, 10.07.2003 | |||
| Способ прессования многослойных изделий из порошков | 1990 |
|
SU1787684A1 |
| CN 107052350 A, 18.08.2017. | |||

