Область техники
Настоящее изобретение относится к линии и способу для производства индивидуальных изделий последовательно в непрерывном цикле.
Изобретение относится к технической области линий для производства индивидуальных изделий последовательно в непрерывном цикле.
Уровень техники
Линии используются, например, для изготовления декорированных керамических изделий, в частности плиток, или плит, или контейнеров (как правило, изготовленных из пластикового материала), наполненных напитками. Примеры линий описаны в следующих патентных документах на имя того же заявителя: WO 2013/080189, WO 2013/050845, ЕР 1356909 А2, WO 2013/045989.
Производственные линии охватывают множество соединенных между собою машин. Каждая машина выполняет процесс в соответствии с соответствующей конфигурацией, определяемой подходящими установочными параметрами машины.
По этой причине на каждой машине имеется связанная с ней локальная панель управления, установленная на машине, с помощью которой пользователи могут конфигурировать машину.
Обычно эти производственные линии имеют большие размеры, в частности в направлении, вдоль которого расположены соединенные друг с другом машины.
В этом контексте следует отметить, что количество пользователей линии, т.е. количество лиц, присутствующих на линии для контроля за работой, как правило, очень небольшое относительно количества машин и размеров линии.
Недостатком таких линий является относительно высокая вероятность того, что пользователи совершат ошибки в конфигурации машин. Это происходит вследствие большого числа необходимых настроек и того факта, что часто конфигурация одной машины оказывает влияние на конфигурацию другой машины, находящейся вдали от первой.
Другой недостаток, в частности ощущаемый в области линий для производства декорированных керамических изделий, связан с необходимостью производить большие партии товаров, а затем неизбежно хранить их в ожидании отправки.
Эта потребность проистекает в основном из того факта, что процедура конфигурации машин линии для производства желаемого типа изделия является долгой и сложной; как правило, эта процедура включает в себя последовательные настройки в разных машинах.
Это делает экономически невыгодным производство небольших партий изделий одного типа.
Сложность идентификации "рецепта", пригодного для производства определенного типа изделия (термин «рецепт» используется для обозначения набора конфигураций всех машин) также означает, что производители, в частности плиток, как правило, неохотно пробуют производить новые виды продукции.
Это оказывает негативное влияние на рынок таких производителей, например вследствие того факта, что некоторые потенциальные потребители, например архитекторы, которые находятся в поиске технических решений, предлагающих максимально возможный потенциал для их творчества, склонны смотреть в сторону других изделий.
Раскрытие сущности изобретения
Целью настоящего изобретения является создание производственной линии для изделий, которая преодолевает вышеупомянутые недостатки предшествующего уровня техники.
В частности, целью настоящего изобретения является создание линии для производства декорированных керамических изделий в непрерывном цикле, которая позволяет ускорить и упростить модификации типа изделия, производимого линией.
Другой целью настоящего изобретения является создание линии для производства декорированных керамических изделий в непрерывном цикле, которая делает особенно легким проектирование новых типов изделий.
Еще одной целью является создание производственной линии, которая является особенно надежной и легкой в управлении, что упрощает и ускоряет конфигурацию машин.
Указанные цели полностью достигаются производственной линией в соответствии с изобретением, как описано в прилагаемой формуле изобретения.
Более конкретно, изобретение относится к линии для производства изделий последовательно друг за другом. В частности, изобретение относится к линии для производства индивидуальных изделий последовательно в непрерывном цикле.
Линия имеет множество машин, соединенных друг с другом одним или более конвейерами в соответствии с предварительно заданной последовательностью.
Каждая машина имеет локальную панель управления, расположенную на машине и образующую интерфейс, позволяющий пользователю конфигурировать машину установочными данными для этой машины.
Линия также имеет, предпочтительно, блок контроля, подключенный к машинам этой линии для приема и передачи данных в соответствии с видом их работы для контроля за машинами и имеющий соответствующий интерфейс для пользователя.
В соответствии с одним аспектом этого описания линия содержит одну или более портативных панелей управления.
Портативная панель управления имеет дисплейный блок и интерфейс для пользователя.
Панель управления соединена беспроводным образом с локальными панелями управления машин и, предпочтительно, с блоком контроля для обмена информацией с ними без проводов.
Портативная панель управления может легко переноситься пользователем; например, она представляет собой планшетный компьютер или мобильный телефон, например с сенсорным экраном.
Портативная панель управления имеет процессор, запрограммированный для отображения на дисплейном блоке портативной панели управления интерфейса локальных панелей управления для каждой машины, чтобы дать возможность пользователю конфигурировать машину установочными данными из удаленного положения, используя портативную панель управления.
По этой причине портативная панель управления образует дистанционный терминал, с которого оператор может выполнять все операции, которые будут выполняться на локальных панелях управления машин или на интерфейсе блока управления.
Это позволяет оператору вводить параметр конфигурации машины, когда он находится у другой машины, например таким образом, чтобы выполнить ручную настройку на последней.
Это упрощает операции конфигурации и уменьшает вероятность ошибок.
Кроме того, в соответствии с другим аспектом настоящего описания (в добавлении к или в качестве альтернативы присутствию портативной панели управления), каждая машина выполнена с возможностью приема соответствующего сигнала управления, представляющего установочные данные для машины.
Блок контроля выполнен с возможностью передачи на машины автоматически соответствующих сигналов управления, чтобы конфигурировать их соответствующими установочными данными.
Это делает возможным устанавливать автоматически из блока контроля рецепт для производства определенного типа изделия, конфигурируя все машины одновременно, посредством сигналов управления.
Также предлагается база данных, содержащая множество типов изделий, связанных с соответствующими рецептами, т.е. множество наборов данных различных машин линии.
Это дает возможность упрощать и ускорять конфигурацию машин со ссылкой на параметры, которые могут вводиться с использованием электрических сигналов.
В соответствии с еще одним аспектом настоящего описания, линия содержит один или более датчиков, предназначенных для генерирования сигнала паттерна, представляющего положение изделий, движущихся вдоль линии (с использованием конвейера).
Блок контроля соединен с датчиком для приема сигнала паттерна и выполнен с возможностью передачи на машины в реальном времени соответствующих сигналов управления, относящихся к изделиям, которые присутствуют в соответствующих машинах.
Другими словами, блок контроля выводит из сигнала паттерна положение индивидуальных изделий вдоль линии, так что он знает, что в любой данный момент времени k-ое изделие находится в n-ой машине или приближается к ней. Следовательно, блок контроля управляет в любой момент времени n-ой машиной установочными данными, соответствующими рецепту производства k-го изделия.
Это обеспечивает значительную гибкость линии, которая позволяет управлять изделием, отличающимся от предыдущего или последующего изделия, с возможностью управления небольшими партиями товара просто и эффективно и с относительно низкими затратами.
Это гарантирует и облегчает синхронизацию операций, выполняемых машиной, которые обычно производятся последовательно по отношению друг к другу.
Например, это гарантирует, что паттерн окраски окрасочной машины в линии по производству керамических изделий координируется и корреспондируется с трехмерной структурой поверхности, производимой прессовочной машиной и/или машиной для глазурования, расположенными выше по потоку от окрасочной машины.
В соответствии с другим аспектом изобретения блок контроля выполнен с возможностью контроля диагностических параметров (например, машинных аварийных сигналов) или параметров, относящихся к потреблению машины во время работы линии.
Это делает возможным оптимизировать рецепты в зависимости от параметров оптимизации, таких как, например, потребление энергии (в случае линий по производству керамических изделий учитывая также потребление краски).
Следует отметить, что выражение «линия по производству декорированных керамических изделий» означает линию, имеющую одну или более из следующих машин: загрузочную машину, прессовочную машину, машину для резки (возможно встроенную в прессовочную машину в виде модуля резания), машину для глазурования, окрасочную машину, машину для защитного глазурования, машину для нанесения порошкообразной глазури.
В соответствии с еще одним аспектом настоящего изобретения предлагается линия, имеющая устройство проектирования для проектирования новых типов изделий в виртуальной среде.
Следует отметить, что это устройство проектирования определяет среду конструирования и разработки (виртуальную).
Предпочтительно, но не обязательно, устройство проектирования является частью производственной линии.
Устройство проектирования имеет процессор (например, компьютерный процессор).
Устройство проектирования имеет память, содержащую базу данных, которая задает математическую модель работы линии, имеющей множество параметров модели. Математическая модель охватывает подходящие библиотеки и базы данных, которые могут быть модифицированы. Параметры модели коррелируются с параметрами установки (т.е. конфигурации) машин в линии. Примерами таких параметров являются, например для линии по производству керамических изделий (для плиток), графические файлы, представляющие соответствующие паттерны, температуру краски, высоту шрифта, определяемую положением форсунок, скорость перемещения изделий, код цвета.
Предпочтительно, устройство проектирования оборудуется дисплейным блоком для отображения изображения изделия в соответствии с соответствующими данными об изображении, которое подлежит обработке.
Кроме того, предпочтительно, устройство проектирования имеет интерфейс, подключенный к компьютеру, чтобы позволить пользователю вводить параметры конфигурации, относящиеся к соответствующим характерным признакам изделия. Такими характерными признаками являются, например (последующий список дан в качестве неограничивающего примера): трехмерная структура поверхности, текстура (в различных градациях между блестящим и непрозрачным), как однородная, так и с графическим дизайном и цветными изображениями.
Компьютер запрограммирован для обновления данных об изображении в зависимости от параметров конфигурации для отображения на дисплейном блоке изделия, имеющего эти характерные признаки, и он запрограммирован для обработки параметров конфигурации в зависимости от математической модели, для генерирования установочных данных для машин линии, так что линия будет производить изделие с характерными признаками, если машины линии были настроены в соответствии с установочными данными, сгенерированными устройством проектирования.
Кроме того, устройство проектирования предназначено для загрузки цифровых документов, содержащих данные об изображении, представляющие изделие, которое имеет желаемые эстетические признаки; такой цифровой документ может быть предварительно создан с использованием программы управления графикой.
В таком случае устройство проектирования выполнено с возможностью ввода трехмерного или двухмерного изображения и преобразования его в документ, содержащий установочные данные машин для изготовления изделий в линии в соответствии с изображением.
Предпочтительно, устройство проектирования делает возможным отображать изделие, подлежащее проектированию в виртуальной среде, с помощью графических средств.
Таким образом, устройство проектирования облегчает и делает интерактивным разработку новых изделий, которые могут производиться на линии.
Устройство проектирования предпочтительно, но не обязательно, предназначено для линии по производству декорированных керамических изделий (например, плиток).
Устройство проектирования позволяет пользователю производить предварительный просмотр реалистичного видео как декоративных, так и цветовых аспектов внешнего вида поверхности (трехмерной структуры и текстуры).
Устройство проектирования представляет поверхность плитки/плиты, какой она будет в конце декоративных операций, выполняемых полностью на линии; пользователь имеет возможность виртуально вращать в пространстве отображаемый объект для оценки общего декоративного эффекта (структура, цвет, оттенки, тоны, отражение поверхности).
Устройство проектирования может, зная природу и количество веществ, применяемых на разных этапах производства в линии (используя математическую модель), моделировать внешний вид объекта и взаимодействие с падающим светом виртуальной среды.
Любой выбор, сделанный пользователем, например с точки зрения конструкции, цвета, отражения и аспекта поверхности, интерпретируется устройством проектирования, которое преобразует эту информацию в установочные данные для различных машин линии; данные существуют, например, в форме графических файлов, в цвете или оттенках серого, в отношении различных способов применения (например, оттенки серого для глазурования и 3D-структурирования, с цветами, разделенными на разные монохроматические каналы для декорирования с высоким разрешением).
Одна важная возможность, предлагаемая этой технологией, также доходит до коммерческой и маркетинговой фазы, открывая новые сценарии для связей между производителями керамических изделий и связанными с ними клиентами.
В этой связи следует отметить, что, как правило, система розничной торговли для керамических изделий (будь то плитки или плиты) обычно подразумевает определение каталога изделий, предлагаемых производителем, из которого покупатель (в торговых точках продажи и сбыта) может выбрать напольные или стеновые покрытия, не имея возможности взаимодействовать с взаимосвязанным этапом проектирования изделий.
Гибкость производства, предлагаемая настоящим изобретением, делает возможным и недорогим получение небольших партий, что может быть в высшей степени персонализировано и даже спроектировано реальным потребителем.
Следует отметить, что решения, представленные в настоящем описании, применяются, предпочтительно, к линиям для производства керамических изделий, таких как, например, плитки или плиты, но, говоря в более общем смысле, они также применимы к другим типам линий, таким как, например линии розлива (производство заготовок и контейнеров, производство крышек и т.д.).
Краткое описание чертежей
Этот и другие признаки изобретения будут более очевидны из последующего подробного описания предпочтительного неограничивающего варианта осуществления изобретения со ссылками на прилагаемые чертежи, на которых:
- Фиг. 1 схематически изображает производственную линию в соответствии с изобретением;
- Фиг. 2 представляет линию на фиг. 1, в частности для производства декорированных керамических изделий;
- Фиг. 3 изображает фрагмент линии на фиг. 1, содержащую устройство проектирования.
Подробное описание предпочтительных вариантов осуществления изобретения
Со ссылкой на фиг. 2, цифра 100 обозначает линию для производства декорированных керамических изделий в непрерывном цикле в соответствии с этим изобретением.
Линия 100 содержит загрузочную машину 1, выполненную с возможностью размещения на конвейере 7 керамического порошка 12 в соответствии с предварительно заданным паттерном нанесения. Предпочтительно, загрузочная машина 1 представляет собой одну или более машин цифрового сухого декорирования. Пример машины цифрового сухого декорирования приведен в патентном документе WO 2013045989 того же заявителя. Машина цифрового сухого декорирования выдает малые количества распыленного сухого порошка, гранулированного или тонкоизмельченного, с заранее заданным цветом, предпочтительно используя множество вибрационных микродозаторов с пьезоэлектрическим управлением.
Загрузочная машина 1 предназначена для приема сигналов из блока 9 управления. Эти сигналы определяют паттерн нанесения керамического порошка 12 на первом контейнере 7. Предпочтительно, керамический порошок 12 размещают в соответствии с профилем, определяемым по изображению, которое содержится в памяти блока 9 управления. Предпочтительно, изображение ассоциируется однозначно с обрабатываемым керамическим изделием.
В одном варианте осуществления одной или более машинам цифрового сухого декорирования предшествуют системы массовой загрузки, выполненные с возможностью укладывания базового слоя керамического порошка, на который потом укладываются цветные керамические порошки.
Линия 100 содержит прессовочную машину 2, выполненную с возможностью уплотнения керамического порошка 12, размещенного загрузочной машиной 1, для изготовления плиты 13 из керамического материала, имеющей поверхность.
Предпочтительно, прессовочная машина 2 является прессом прерывистого действия с гидравлической приводной системой или ленточной машиной непрерывного прессования. Пример пресса прерывистого действия с гидравлической приводной системой приведен в патентном документе ЕР 0894589 того же Заявителя. Пример ленточной машины непрерывного прессования приведен в патентном документе ЕР 1283097 того же Заявителя. Поверхность плиты может быть ровной или структурированной в зависимости от желаемого типа керамического изделия.
Предпочтительно, прессовочная машина 2 оборудована модулем резания, предназначенным для отделения плиты 13 из керамического материала, изготовленной прессованием порошка, нанесенного загрузочной машиной 1, для получения множества керамических изделий 14, каждое из которых имеет поверхность. Предпочтительно, прессовочная машина оборудована модулем-распределителем, предназначенным для размещения керамических изделий 14 из множества на конвейере 7 индивидуально, в соответствии с заранее заданной последовательностью.
Следует отметить, что функция резки пластин может быть возложена на машину для резки независимо от прессовочной машины 2, расположенной ниже по потоку от последней. Например, машина для резки может быть расположена ниже по потоку сразу же за прессовочной машиной 2, или также ниже по потоку за машинами для глазурования, или также ниже по потоку за дополнительными станциями, предназначенными для обжига керамических изделий.
Предпочтительно, линия 100 содержит машину 3 для глазурования, предназначенную для нанесения жидкого материала на поверхность керамического изделия 14 в соответствии с заранее заданным паттерном глазурования. Предпочтительно, машина 3 для глазурования является машиной для декорирования струей жидкого материала с пьезоэлектрическим управлением. Предпочтительно, машина 3 для глазурования содержит головки в соответствии с патентом ЕР 2085225 В1. Машина 3 для глазурования способна наносить большие количества жидкой глазури (в среднем от 50 до 500 г/м2 и выше).
Структура и материалы головок позволяют машине 3 для глазурования распылять капли жидкого материала (например, с объемами между 50 и 200 нл) из множества форсунок, ограничивая проблемы блокировки и износа форсунок. Предпочтительно, головки оборудованы встроенной системой очистки, такой как, например, описана в патентном документе ЕР 2085225 В1 того же заявителя.
Предпочтительно, машина 3 для глазурования выполнена с возможностью получения однородного покрытия на всей поверхности керамического изделия 14 или для нанесения жидкого материала на определенные участки поверхности керамического изделия 14, выборочно в соответствии с электронным заранее заданным и контролируемым паттерном.
Предпочтительно, машина 3 для глазурования выполнена с возможностью создания рельефной структуры, размещая большие или меньшие количества жидкого материала на разные участки поверхности керамического изделия 14.
Глазури, используемые машиной 3 для глазурования, представляют собой, например, керамические суспензии на водной основе (например, характеризующиеся плотностью большей или равной 1500 г/дм3), с процентным содержанием твердых веществ более 50% (по весу) и размерами частиц большими или равными 10 мкм. Конечным видом глазурей может быть прозрачный или непрозрачный, блестящий или глянцевый, а при необходимости, цветной в зависимости от цветного пигмента, введенного в состав.
Для того чтобы структурировать поверхность, можно ввести, например, ту же смесь сырья в виде прессованного базового наполнителя таким образом, чтобы способствовать адгезии и дилатометрическому соответствию в процессе обжига.
Линия 100 содержит окрасочную машину 4, оборудованную печатающими головками, соединенными со схемой подачи краски. Окрасочная машина 4 выполнена с возможностью нанесения краски на поверхность керамического изделия 14 в соответствии с заранее заданным паттерном окраски. Предпочтительно, окрасочная машина 4 является цифровой, и она оборудована печатающими головками высокого разрешения с пьезоэлектрическим управлением.
Предпочтительно, окрасочная машина 4 оборудована множеством печатающих штанг (предпочтительно, от четырех до восьми). Каждая печатающая штанга предназначена для отдельного основного цвета для формирования широкого спектра цветов путем комбинации капель краски первичных цветов.
В одном варианте осуществления окрасочная машина 4 выполнена с возможностью нанесения не стандартных «цветов», таких как спотовые оттенки (преобладающий цвет в подлежащем печати объекте), или даже белого, или прозрачного. В общем говоря, машина имеет количество цветов (штанг цвета), большее, чем количество цветов, используемых для каждого изделия (например, 8 штанг в целом, но только 4-5 используются), таким образом, чтобы выбрать наилучшие базовые цвета в зависимости от графического дизайна и преобладающих цветов.
Количество керамической краски, нанесенной окрасочной машиной 4, меньше, чем количество, нанесенное машиной 3 для глазурования, и составляет, например, между 5 и 50 г/м2.
Применение цветного графического паттерна на шаге 4 может быть синхронизировано с предыдущими шагами, при этом достигается привлекательный внешний вид.
Предпочтительно, машина 3 для глазурования размещается между прессовочной машиной 2 и окрасочной машиной 4.
Линия 100 содержит машину 5 для защитного глазурования, выполненную с возможностью наносить защитную глазурь на поверхность керамического изделия 14 в соответствии с паттерном защитного заранее заданного глазурования. Предпочтительно, машина 5 для защитного глазурования размещается ниже по потоку от окрасочной машины 4.
Предпочтительно, машина 5 для защитного глазурования является машиной для декорирования струей жидкого материала с пьезоэлектрическим управлением. Предпочтительно, машина 5 для защитного глазурования выполнена с возможностью достижения однородного покрытия на всей поверхности керамического изделия 14 или нанесения жидкого материла на некоторые области поверхности керамического изделия 14 выборочным образом в соответствии с электронным заранее заданным и контролируемым паттерном.
Предпочтительно, машина 5 для защитного глазурования наносит на поверхность большие количества жидкой глазури (например, между 50 и 500 г/м2). Жидкая глазурь, как правило, имеет характерные признаки, отличные от характерных признаков глазури, используемой машиной 3 для глазурования, например, глазури представляют собой продукты, которые являются прозрачными, более или менее блестящими, или с металлическим внешним видом, или способными придавать поверхности изделия особые визуальные эффекты (яркость, прозрачность и т.д.) после обжига. Предпочтительно, жидкие глазури, нанесенные машинами для защитного глазурования, имеют функциональные характерные признаки и способны повышать степень стойкости плиты 13 (или керамического изделия 14) к износу и химическим веществам.
В проиллюстрированном варианте осуществления линия 100 содержит машину 6 для нанесения порошкообразной глазури, расположенную ниже по потоку от окрасочной машины 4 и выполненную с возможностью нанесения порошкообразной глазури на поверхность керамического изделия 14 в соответствии с заранее заданным паттерном для нанесения порошкообразной глазури. Предпочтительно, машина 6 для нанесения порошкообразной глазури является цифровой машиной сухого декорирования, что позволяет избирательно применять порошок с помощью цифровых средств в соответствии с заранее заданным паттерном для порошкообразного глазурования. Порошок может представлять собой, например, зерна эмали, стекла и других материалов, предназначенных для покрытия всей или части поверхности. Декоративный эффект отличается от декоративного эффекта, получаемого машиной 5 для защитного глазурования, и является дополнением к нему.
Линия 100 содержит по меньшей мере один датчик 10 для генерирования сигнала паттерна, представляющего положение керамических изделий, движущихся вдоль линии 100 с использованием конвейера 7. Предпочтительно, датчик 10 представляет собой систему энкодера.
Линия 100 также содержит блок 9 контроля, соединенный с по меньшей мере одним датчиком 10, для приема сигнала паттерна.
Загрузочная машина 1 предназначена для приема первого сигнала управления. Паттерн для нанесения керамического порошка 12 является функцией первого сигнала управления.
Окрасочная машина 4 предназначена для приема второго сигнала управления.
Паттерн окраски керамического изделия 12 является функцией второго сигнала управления.
Блок 9 контроля соединен с загрузочной машиной 1 и окрасочной машиной 4 для передачи им в реальном времени первого и второго сигналов управления, соответственно, относящихся к керамическим изделиям, присутствующим в соответствующих машинах.
Предпочтительно, машина 3 для глазурования предназначена для приема третьего сигнала управления. Предпочтительно, блок 9 контроля соединен с машиной 3 для глазурования для передачи третьего сигнала управления, который определяет паттерн глазурования керамического изделия 14.
Предпочтительно, машина 5 для защитного глазурования предназначена для приема четвертого сигнала управления. Предпочтительно, блок 9 контроля соединен с машиной 5 для защитного глазурования для передачи четвертого сигнала управления, который определяет паттерн защитного глазурования.
Предпочтительно, машина 6 для нанесения порошкообразной глазури предназначена для приема пятого сигнала управления. Предпочтительно, блок 9 контроля соединен с машиной 6 для нанесения порошкообразной глазури для передачи пятого сигнала управления, который определяет паттерн нанесения порошкообразной глазури.
Предпочтительно, линия 100 содержит первый конвейер 7а и второй конвейер 7b. Предпочтительно, линия 100 содержит первый датчик 10а и второй датчик 10b для генерирования сигнала паттерна, представляющего положение керамических изделий, движущихся вдоль линии 100 с использованием первого конвейера 7а и второго конвейера 7b, соответственно.
Предпочтительно, линия 100 делится на первое производственное подразделение 101 (то есть формирующее подразделение), содержащее загрузочную машину 1 и прессовочную машину 2, и второе производственное подразделение (то есть декорирующее подразделение 102), содержащее окрасочную машину 4. Предпочтительно, второе производственное подразделение содержит машину 3 для глазурования, машину 5 для защитного глазурования и машину 6 для нанесения порошкообразной глазури. Предпочтительно, первое производственное подразделение 101 имеет первый конвейер 7а, а второе производственное подразделение 102 имеет второй конвейер 7b.
Предпочтительно, блок 9 контроля запрограммирован для получения и сохранения, для одной или более машин линии 100, параметров, относящихся к энергопотреблению машин, и/или сигналов, относящихся к аварийным сигналам, активированным в машинах, для создания архива, который представляет тренд параметров в течение по меньшей мере одного периода времени производства в линии 100.
Предпочтительно, блок 9 контроля запрограммирован для генерирования рабочей таблицы, имеющей множество ячеек. В одном варианте осуществления рабочая таблица имеет множество записей в упорядоченной последовательности, соответствующей последовательности декорированных керамических изделий 14, которые должны быть изготовлены. Рабочая таблица имеет множество столбцов, относящихся к соответствующим машинам линии 100. Ячейки рабочей таблицы содержат данные, которые связаны с сигналами управления, имеющими отношение к соответствующим керамическим изделиям 14, которые должны быть изготовлены, и соответствующим машинам линии 100. Блок 9 контроля запрограммирован для выбора в реальном времени записей и столбцов рабочей таблицы в зависимости от сигнала паттерна и для передачи к машинам соответствующих сигналов управления.
Предпочтительно, блок контроля запрограммирован для автоматического получения от одной или более машин линии 100 набора данных для конфигурирования машины. Предпочтительно, блок 9 контроля запрограммирован для получения и сохранения, для одной или более машин линии 100, изменений упомянутого набора данных для конфигурирования машины в период времени работы линии 100.
В проиллюстрированном варианте осуществления линия 100 содержит первую видеокамеру 15, расположенную ниже по потоку от машины 6 для нанесения порошкообразной глазури, и вторую видеокамеру 16, расположенную ниже по потоку от окрасочной машины 4. Видеокамеры 15, 16 выполнены с возможностью захвата изображений поверхности керамических изделий 14 при движении вдоль линии 100.
Блок 9 контроля соединен с видеокамерами 15, 16 для захвата изображений и их обработки с целью генерирования одного или более сигналов управления. Сигналы управления позволяют регулировать работу одной или более машин, расположенных выше по потоку от положения наблюдения, в зависимости от обработки изображений.
Предпочтительно, сигнал управления, поступающий от второй видеокамеры 16, расположенной ниже по потоку от окрасочной машины 4, включает в себя значения одного или более из следующих параметров: напряжение питания одной или более печатающих головок, и отрицательное давление в схеме подачи краски окрасочной машины 4.
Предпочтительно, изображения, захваченные видеокамерами 15, 16, обрабатываются блоком 9 контроля в реальном времени и оцениваются как функция заранее заданных критериев соответствия. Если критерии соответствия не соблюдаются, оператору будет передано сообщение о плите 13 (или керамическом изделии 14), которая, при необходимости, будет отклонена на выходе линии 100.
Предпочтительно, первая видеокамера 15, расположенная в точке для контроля линии ниже по потоку от окрасочной машины, выполнена с возможностью захвата изображений поверхности керамических изделий 14 (или плит 13) в движении вдоль линии 100, и соединена с блоком 9 контроля. Блок 9 контроля обрабатывает изображение для управления устройством для извлечения керамических изделий 14 (или плит 13), расположенного ниже по потоку от первой видеокамеры 15 и выше по потоку от станций для обжига керамических изделий 14 (или плит 13).
Предпочтительно, видеокамеры 15, 16 оборудованы измерительными устройствами, предназначенными для выполнения других функций, таких как, например:
- динамическое взвешивание плиты 13 (или керамического изделия 14) для оценки количества нанесенной глазури (в частности ниже по потоку от машины 3 для глазурования и машины 5 для защитного глазурования);
- определение влажности и/или температуры поверхности.
Изобретение также предлагает способ производства керамических изделий в непрерывном цикле.
Способ включает в себя шаг размещения на конвейере, с использованием загрузочной машины, керамического порошка в соответствии с паттерном размещения в зависимости от первого сигнала управления.
Кроме того, способ включает в себя шаг прессования керамического порошка для его уплотнения и получения керамических изделий, имеющих поверхность.
Способ также включает в себя шаг окраски, в окрасочной машине с использованием печатающих головок, соединенных со схемой подачи краски, поверхности керамических изделий в соответствии с паттерном окрашивания в зависимости от второго сигнала управления.
Система обнаружения положения, например содержащая датчики, генерирует сигнал паттерна, представляющий положение керамических изделий, движущихся вдоль линии.
Кроме того, способ включает в себя шаг передачи в реальном времени от блока контроля к загрузочной машине и окрасочной машине первого и второго сигналов управления, соответственно, относящихся к керамическим изделиям, которые находятся в соответствующих машинах.
Выражение «в реальном времени» означает, что передача происходит во время работы линии без прерывания (и предпочтительно без замедления) производственного процесса.
Предпочтительно, способ также включает в себя шаг представления пользователю списка, представляющего множество типов декорированных керамических изделий, чтобы позволить пользователю выбрать тип.
Кроме того, имеется шаг подготовки базы данных, содержащей множество ячеек, идентифицированных множеством записей, относящихся к множеству типов декорированных керамических изделий, и множество столбцов, относящихся к соответствующим машинам линии машин, состоящей из по меньшей мере одной загрузочной машины и окрасочной машины, при этом ячейки базы данных содержат установочные данные для машин для производства соответствующего типа изделия.
Таблица представляет собой цифровой документ в любом формате.
Далее, пользователь выбирает из базы данных запись ячеек, соответствующих типу керамического изделия, выбранного пользователем.
Блок контроля устанавливает машины линии, в частности (в соответствии со списком, представленным только в качестве примера без необходимости быть исчерпывающим) загрузочную машину и окрасочную машину, используя сигналы управления, содержащие установочные данные соответствующих ячеек выбранной записи.
Предпочтительно, способ включает в себя шаг получения и сохранения, во время производства керамических изделий, набора данных для конфигурирования одной или более машин из множества машин, соединенных в линии для производства керамических изделий.
Предпочтительно, способ включает в себя шаг получения и сохранения, во время производства керамических изделий, используя множество машин в линии, параметров, относящихся к потреблению энергии машин, и/или сигналов, относящихся к аварийным сигналам, активированным в машинах.
Кроме того, предпочтительно, генерируется архив, представляющий тренд параметров в течение по меньшей мере одного периода времени производства линии.
Способ также включает в себя, предпочтительно, захват изображений поверхности керамических изделий в движении вдоль линии, например используя по меньшей мере одну видеокамеру (или другие видеосистемы), расположенная в точке контроля линии.
Блок контроля захватывает изображения и затем обрабатывает их. Более конкретно, блок контроля генерирует один или более сигналов управления для регулирования работы одной или более машин выше по потоку от точки контроля в зависимости от обрабатываемых изображений.
Со ссылкой на фиг. 2, цифра 100 обозначает линию по производству индивидуальных изделий последовательно в непрерывном цикле.
Линия может быть линией для производства керамических изделий описанного выше типа, или линией для производства напитков, или линией по производству различных объектов любого типа.
Линия 100 содержит множество машин 200, соединенных между собой, например, с помощью одного или более конвейеров в соответствии с заранее заданной последовательностью.
Каждая машина 200, или по меньшей мере некоторые машины 200 из множества, имеет локальную панель 201 управления. Предпочтительно, локальная панель 201 управления расположена на машине. Локальная панель 201 управления определяет интерфейс, позволяющий пользователю конфигурировать машину 200 установочными данными для этой машины.
Линия 100 также содержит, предпочтительно, блок 9 контроля; блок 9 контроля соединен с машинами 200 (предпочтительно такими, которые оборудованы панелью 201 управления, более предпочтительно всеми машинами 200).
Блок 9 контроля предназначен для приема и передачи данных от и ко всем машинам 200 в соответствии с контролем машин 200 (например, как описано выше применительно к керамической линии, или других операций по управлению, мониторингу, установке или контролю).
Предпочтительно, блок 9 контроля имеет взаимосвязанный пользовательский интерфейс (например, дисплейный блок компьютера).
Линия 100 содержит по меньшей мере одну портативную панель 8 управления; предпочтительно, она содержит множество.
Портативная панель 8 управления представляет собой, например, планшетный компьютер, смартфон или другое электронное устройство.
Портативная панель 8 управления имеет дисплейную панель и пользовательский интерфейс; интерфейс может быть определен тем же дисплейным блоком с использованием технологии сенсорного экрана известного типа.
Портативная панель 8 управления имеет соединительный модуль для введения портативной панели управления в беспроводную связь со всеми локальными панелями управления машин линии и с блоком контроля.
Кроме того, портативная панель 8 управления имеет процессор. Слово «процессор» используется для обозначения в общем электронного элемента, который предназначен для выполнения обработки, то есть операций; это может быть достигнуто с помощью ПК (персонального компьютера) или части ПК, посредством ПЛК (программируемого логического контроллера), или посредством других электронных средств (аппаратных или программных) по сути известного типа.
Процессор запрограммирован для отображения на дисплейном блоке интерфейса локальных панелей управления каждой машины, что позволяет пользователю конфигурировать машину установочными данными из дистанционного положения, используя портативную панель управления.
Предпочтительно, портативная панель 8 управления выполнена с возможностью отображения на дисплейном блоке интерфейса блока контроля, что позволяет пользователю управлять контрольными действиями из дистанционного положения, используя портативную панель управления.
Предпочтительно, каждая машина 200 (оборудованная портативной панелью 201 управления) имеет локальный блок управления (именуемый также в дальнейшем как электронная карта управления); локальный блок управления может представлять собой аппаратные или программные средства, например, ПЛК, компьютер или подходящим образом запрограммированный центральный процессор, или другие решения предшествующего уровня техники.
Следует отметить, что линия имеет систему управления доступом к картам управления машин 200. Предпочтительно, система управления реализована во взаимосвязанных картах управления машин 200, а также в блоке контроля и в портативной панели управления.
Система управления доступом состоит из различных станций управления (локальных или дистанционных точек доступа). Каждая станция управления (локальный блок управления, или портативная панель, или блок контроля) может быть разблокирована для чтения и/или записи данных. Доступ для чтения всегда разрешен после ввода пользователем учетных данных, дающих доступ к системе. Доступ для записи разрешен только для одной станции в каждый отдельный момент времени. Для запроса доступа станция должна направить запрос на другие станции, используя сигнал запроса. Запрос может быть принят или отклонен станцией, осуществляющей управление. Если через заранее заданный интервал времени этот запрос не обрабатывается, управление автоматически переходит подателю запроса. Станция, присутствующая на машине (локальная точка доступа, имеющая локальный блок управления), имеет возможность принудительного запроса управления, независимо от других станций.
Более конкретно, предпочтительно, каждая карта управления (то есть локальный блок) запрограммирована так, чтобы машина могла быть сконфигурирована из одной точки доступа в отдельный момент времени.
Возможные точки доступа представляют собой локальную панель управления машины 200, портативную панель (или панели) 8 управления или блок 9 контроля (две последние являются точками удаленного доступа).
Предпочтительно, карта управления каждой машины 200 запрограммирована на назначение, в присутствии запроса управления от более чем одной точки доступа одновременно, управления локальной панели 8 управления.
Предпочтительно, карта управления каждой машины 200 запрограммирована на активацию таймера на заранее заданный интервал времени в ответ на запрос управления от точки удаленного доступа (представляющей собой портативную панель 8 управления или блок 9 контроля).
Карта управления каждой машины 200 запрограммирована на отклонение управления, если команда на отклонение авторизации установлена с помощью локальной панели 8 управления в течение заранее заданного интервала времени (пользователем, присутствующим на машине). Напротив, карта управления каждой машины 200 запрограммирована на назначение управления точке удаленного доступа, если команда авторизации установлена с помощью локальной панели управления в течение заранее заданного интервала времени или если заранее заданный интервал времени оканчивается без какой-либо команды авторизации или при установлении отклонения с использованием локальной панели 8 управления (в последнем случае возможно, что на машине нет оператора). Предпочтительно, процессор портативной панели управления запрограммирован на отображение любого интерфейса локальных панелей 8 управления или блока управления, в режиме отображения, в котором пользователю не разрешено конфигурировать машины 200 установочными данными.
Предпочтительно, машины 200 (или часть из них) предназначены для приема соответствующих сигналов управления, представляющих установочные данные для соответствующих машин.
Блок 9 контроля, предпочтительно, выполнен с возможностью передачи на машины 200 автоматически (и предпочтительно одновременно) соответствующих сигналов управления для их конфигурирования соответствующими установочными данными.
Предпочтительно, линия 100 содержит по меньшей мере один датчик для генерирования сигнала паттерна, представляющего положение изделий, движущихся вдоль линии с использованием конвейера.
Блок 9 контроля соединен с по меньшей мере одним датчиком для приема сигнала паттерна, чтобы знать в реальном времени положение изделий вдоль линии и отслеживать каждое индивидуальное изделие.
Блок 9 контроля выполнен с возможностью передачи на машины 200 в реальном времени соответствующих сигналов управления, относящихся к изделиями, находящихся в соответствующих машинах.
В соответствии с одним вариантом осуществления линия 100 является линией для производства декорированных керамических изделий в непрерывном цикле, как описано выше.
В соответствии с другим вариантом осуществления (не проиллюстрирован) линия 100 является линией розлива в контейнеры (предпочтительно, но не обязательно, изготовленных из термопластичного материала) в непрерывного цикла.
Линия розлива содержит одну или более из следующих машин:
- формовочное устройство для изготовления заготовок из термопластичного материала из термопластичного материала в сыром виде;
- блок термической обработки заготовок, выполненный с возможностью принимать заготовки из формовочного устройства и нагревать и охлаждать заготовки;
- блок выдувного формования, выполненный с возможностью принимать нагретые заготовки из блока обработки и выдувать их в формы таким образом, чтобы получать контейнеры, предназначенные для заполнения;
- блок наполнения, выполненный с возможностью принимать контейнеры из блока выдувного формования и заполнять их жидкими и полужидкими продуктами питания;
- формовочное устройство для изготовления пластмассовых колпачков из пластмассы в сыром виде;
- устройство укупорки, выполненное с возможностью принимать колпачки из формовочного устройства колпачков и надежного укупоривания ими соответствующих заполненных контейнеров.
Кроме того, предпочтительно, линия розлива имеет систему хранения, выполненную с возможностью содержать заготовки, и/или колпачки, и/или контейнеры, и соединенную с одной или более машинами линии для приема изделий, подлежащих хранению, и для подачи в другие машины ранее хранимых изделий.
Изобретение также предлагает способ производства индивидуальных изделий последовательно в непрерывном цикле в линии 100.
Способ включает в себя подготовку по меньшей мере одной портативной панели 8 управления, содержащей дисплейный блок и интерфейс для пользователя.
Портативная панель 8 управления выполнена с возможностью осуществлять связь беспроводным образом с локальными панелями 8 управления машин линии.
Способ включает в себя отображение на дисплейном блоке портативной панели 8 управления интерфейса локальных панелей 201 управления одной из машин линии, выбранной пользователем.
По этой причине портативная панель 8 управления делает возможным дистанционно конфигурировать каждую машину 200, вводя соответствующие установочные данные.
Со ссылкой на фиг. 3 внимание обращается на следующее.
В соответствии с другим аспектом настоящего изобретения предлагается устройство 17 проектирования изделия, то есть типа изделия (предпочтительно, но не обязательно, декорированного керамического изделия), который может быть изготовлен в линии 100 для производства (индивидуальных) изделий (последовательно) в непрерывном цикле.
Линия 100 является предпочтительно линией, содержащей множество машин, взаимосвязанных с помощью одного или более конвейеров, в соответствии с заранее заданной последовательностью (предпочтительно, как описано выше в отношении универсальной линии и/или керамической линии). Предпочтительно, линия 100 содержит блок 9 контроля, соединенный с машинами линии (предпочтительно, как описано выше).
Устройство 17 проектирования может быть частью линии 100 или может составлять отдельный автономный объект.
Устройство 17 проектирования содержит память, например образующую часть компьютера, содержащую базу данных, которая определяет математическую модель работы линии, имеющей множество параметров модели.
Предпочтительно, устройство 17 проектирования имеет дисплейный блок 19 для отображения изображения изделия в соответствии с соответствующими данными об изображении.
Устройство 17 проектирования имеет процессор, например образующий часть компьютера 18.
Кроме того, устройство 17 проектирования имеет интерфейс 20 (например, клавиатуру 20а и/или мышь 20b), подключенный к компьютеру, чтобы позволить пользователю устанавливать параметры конфигурации в отношении соответствующих характерных признаков изделия, которое будет производиться.
Компьютер запрограммирован для обновления данных об изображении в зависимости от параметров конфигурации для отображения на дисплейном блоке изделия, имеющего эти характерные признаки.
Компьютер запрограммирован для обработки параметров конфигурации в зависимости от математической модели для генерирования установочных данных для машин 200 линии, так что линия 100 производит изделие с упомянутыми характерными признаками, когда машины линии настроены с помощью сгенерированных установочных данных.
В дальнейшем описание относится, в частности, к устройству 17 проектирования для декорированных керамических изделий, т.е. для линии по производству декорированных керамических изделий.
Как описано выше, линия содержит:
- загрузочную машину, выполненную с возможностью размещения на конвейере керамического порошка в соответствии с паттерном размещения в зависимости от установочных данных загрузочной машины;
- прессовочную машину, выполненную с возможностью уплотнения порошка, размещенного загрузочной машиной, для производства керамических изделий, имеющих поверхность, в зависимости от установочных данных прессовочной машины;
- машину окраски, оборудованную печатающими головками, соединенными со схемой подачи краски, выполненную с возможностью нанесения краски на поверхность керамического изделия в соответствии с паттерном окраски, в зависимости от установочных данных машины окраски.
Устройство 17 проектирования, предпочтительно, запрограммировано для выполнения последовательности итераций.
Каждая итерация представляет собой моделирование работы линии 100 в зависимости от набора конфигурации для параметров модели.
Во время первой итерации параметры модели устанавливаются в начальной конфигурации в зависимости от параметров конфигурации, введенных пользователем (например, начальная конфигурация определяется нейронными сетями или другими инструментами искусственного интеллекта, применяемыми к параметрам конфигурации, которые вводятся пользователем).
Кроме того, каждая итерация включает в себя сравнение характерных признаков керамического изделия, появляющихся в результате моделирования, и характерных признаков керамического изделия, соответствующих параметрам конфигурации, установленным пользователем.
Компьютер запрограммирован для обновления параметров модели для последующей итерации как функции сравнения.
Компьютер запрограммирован для получения установочных данных для машин 200 (это означает также специальных машин линии по производству керамических изделий, описанную выше) линии 100 как функции параметров модели, введенных в одну из итераций, предпочтительно в последнюю итерацию.
Предпочтительно, компьютер устройства 17 проектирования запрограммирован на выполнение моделирования работы линии 100 в зависимости от математической модели для расчета, для одной или более машин 200 линии, параметров, относящихся к энергопотреблению машин в моделируемой работе, с целью оценки потребления линии для производства заранее заданного керамического изделия.
Предпочтительно, компьютер устройства 17 проектирования запрограммирован на выполнение последовательности итераций, причем каждая итерация включает в себя моделирование работы линии 100 с конфигурацией параметров модели, изменившихся относительно предыдущей итерации, и он запрограммирован на сравнение потреблений, оцененных для разных итераций, с целью оптимизации установочных данных машин 200 линии как функции потребления линии.
В предпочтительном варианте осуществления устройство 17 проектирования соединено с линией 100 (посредством блока 9 контроля, например) для приема данных, относящихся к керамическим изделиям 14, фактически изготовленным (с помощью машин линии 100, установленных в соответствии с установочными данными, сгенерированными устройством 17 проектирования) из линии 100. Это позволяет получить обратную связь управления между изображением желаемого изделия, сделанным доступным с помощью устройства 17 проектирования, и изделием, фактически (и физически) полученным из линии 100.
Такие данные, относящиеся к керамическим изделиям 14, переданные из линии 100 (например, посредством устройства 9 контроля) в устройство 17 проектирования, включают в себя, например, параметры, относящиеся к оттенкам цвета, к распределению структуры, к амплитуде углублений и рельефов (керамических изделий 14).
Такие данные, относящиеся к керамическим изделиям 14, переданные из линии 100 (например, посредством устройства 9 контроля) в устройство 17 проектирования, включают в себя данные проектирования, обнаруженные одной из упомянутых видеокамер 15, 16 линии 100 и предпочтительно из первой видеокамеры 15.
В этом свете одно или более изображений, обнаруженных первой видеокамерой 15 (или другой из упомянутых видеокамер 15, 16), передаются на устройство 17 проектирования, которое выполнено с возможностью сравнивать полученные изображения (референтные изображения) с изображением, соответствующим установочным данным, сгенерированным устройством 17 проектирования.
В соответствии с вариантом осуществления устройство 17 проектирования запрограммировано на выполнение одной или более итераций в зависимости от этого сравнения для обновления установочных данных. Следовательно, устройство 17 проектирования выполнено с возможностью изменять установочные данные (в виде обратной связи управления, например посредством итеративного процесса) в зависимости от упомянутого сравнения.
В этой связи следует заметить также, что устройство 17 проектирования запрограммировано на активацию функции самообучения в зависимости от упомянутого сравнения (или как функцию обратной связи, полученной из линии 100) для обновления базы данных, определяющей математическую модель работы линии как функцию отклонения между желаемым изображением (которое, исходя из модели, предполагается, соответствует изделиям, изготовленным с конфигурацией генерируемых параметров модели, т.е. параметров последней итерации) и реальным изображением изделия, изготовленного на линии 100 (например, обнаруженного первой видеокамерой 15), установленной с рецептом, соответствующим упомянутой конфигурации параметров модели последней итерации.
В соответствии с вариантом осуществления эти функции обработки изображений и сравнения, наряду с обновлением установочных данных машин, могут быть реализованы в целом или частично с помощью устройства 9 контроля, в качестве альтернативы или в дополнение к устройству 17 проектирования.
Таким образом, линия 100 предлагает синергическое взаимодействие между блоком 9 контроля, видеокамерами 15, 16 (например, первой видеокамерой 15) и устройством 17 проектирования для получения критерия и стратегии для достижения контроля качества (вероятно и предпочтительно в форме контроля в реальном времени), с возможностью передачи изображений, записанных видеокамерами 15, 16, на блок 9 контроля (и устройство 17 проектирования) для автоматической коррекции с помощью обратной связи рецептов (т.е. установочных данных машин линии 100). Настоящее изобретение также предлагает способ проектирования изделий (предпочтительно декорированных керамических изделий), которые могут быть изготовлены в линии 100 (предпочтительно изготовленных в соответствии с одной или более из характерных признаков, описанных выше).
Способ проектирования может быть отдельным способом или способом, составляющим часть способа производства изделий (предпочтительно декорированных керамических изделий).
Способ проектирования включает в себя следующие шаги:
- подготовка математической модели работы линии, имеющей множество параметров модели;
- отображение изображения изделия в соответствии с соответствующими данными об изображении;
- прием, с помощью компьютера через интерфейс, параметров конфигурации, относящихся к соответствующим характерным признакам изделия;
- обновление данных об изображении в зависимости от параметров конфигурации и отображение изображения изделия, имеющего эти характерные признаки;
- обработку параметров конфигурации в зависимости от математической модели и генерирование установочных данных для машин линии таким образом, что линия производит изделие с упомянутыми характерными признаками, когда машины в линии установлены с установочными данными, которые были сгенерированы.
В соответствии с вариантом осуществления установочные данные машин, генерированные с помощью способа проектирования, передаются (непосредственно) на блок 9 контроля таким образом, что последний передает их на индивидуальные машины линии с помощью соответствующих сигналов управления.
Предпочтительно, способ проектирования включает в себя последовательность итераций, причем каждая итерация включает в себя следующие шаги:
- моделирование работы линии в зависимости от конфигурации параметров модели;
- сравнение характерных признаков изделия, получаемых в результате моделирования, и характерных признаков изделия, соответствующих параметрам конфигурации, установленным пользователем;
- обновление параметров модели для последующей итерации как функции сравнения.
Генерирование установочных данных машин включает в себя получение данных из параметров модели, установленных в одной из итераций.
Предпочтительно, способ проектирования включает в себя следующие шаги:
- моделирование работы линии в зависимости от математической модели, установленной для изготовления заранее заданного изделия;
- расчет параметров, для одной или более машин линии, относящихся к энергопотреблению машины в моделируемой работе;
- получение ожидаемого потребления линии для производства заранее заданного декорированного керамического изделия.
Изобретение также предлагает компьютерную программу, охватывающую программное обеспечение для выполнения шагов в соответствии со способом проектирования (в соответствии с одним или более характерными признаками, описанными выше), при запуске на линии 100 для производства изделий (в соответствии с одним или более характерными признаками, описанными выше, относящимися к универсальной линии или керамической линии, в частности).
Изобретение также предлагает машиночитаемый носитель данных, содержащий вышеупомянутую компьютерную программу.
Абзацы, перечисленные ниже, обозначенные буквенно-цифровыми ссылками, являются неограничивающими примерами вариантов описания настоящего изобретения.
А. Линия 100 для производства декорированных керамических изделий в непрерывном цикле содержит:
- загрузочную машину 1, предназначенную для приема первого сигнала управления и выполненную с возможностью размещения на конвейере 7 керамического порошка 12 в соответствии с паттерном размещения в зависимости от первого сигнала управления;
- прессовочную машину 2, выполненную с возможностью уплотнения порошка 12, размещенного с помощью загрузочной машины 1, для изготовления керамических изделий, имеющих поверхность;
- окрасочную машину 4, оборудованную печатными головками, связанными со схемой подачи краски, предназначенную для приема второго сигнала управления и выполненную с возможностью нанесения краски на поверхность керамического изделия в соответствии с паттерном окраски в зависимости от второго сигнала управления,
отличающаяся тем, что она содержит:
- по меньшей мере один датчик 10 для генерирования сигнала паттерна, представляющего положение керамических изделий, движущихся вдоль линии 100 с помощью конвейера 7;
- блок 9 контроля, соединенный с по меньшей мере одним датчиком 10 для приема сигнала паттерна и соединенный с загрузочной машиной 1 и с окрасочной машиной 4 для передачи им в реальном времени первого и второго сигналов управления, соответственно, относящихся к керамическим изделиям, которые находятся в соответствующих машинах.
А1. Линия 100 в соответствии с абзацем А, содержащая машину 3 для глазурования, расположенную между прессовочной машиной 2 и окрасочной машиной 4, предназначенную для приема третьего сигнала управления и выполненную с возможностью размещения жидкого материала на поверхности керамического изделия в соответствии с паттерном глазурования в зависимости от третьего сигнала управления, причем блок 9 контроля подключен к машине 3 для глазурования для передачи ей в реальном времени третьего сигнала управления, который относится к керамическому изделию, находящемуся в машине 3 для глазурования.
А2. Линия в соответствии с абзацами А или А1, содержащая машину 5 для защитного глазурования, расположенную ниже по потоку от окрасочной машины 4, предназначенную для приема четвертого сигнала управления и выполненную с возможностью нанесения защитной глазури на поверхность керамического изделия, окрашенного с помощью окрасочной машины 4, в соответствии с паттерном защитного глазурования в зависимости от четвертого сигнала управления, причем блок 9 контроля соединен с машиной 5 для защитного глазурования для передачи ей в реальном времени четвертого сигнала управления, относящегося к керамическому изделию, находящемуся в машине 5 для защитного глазурования.
A3. Линия в соответствии с любым из предшествующих абзацев от А до А2, содержащая машину 6 для нанесения порошкообразной глазури, которая расположена ниже по потоку от окрасочной машины 4, предназначенную для приема пятого сигнала управления и выполненную с возможностью нанесения порошкообразной глазури на поверхность керамического изделия, окрашенного окрасочной машиной 4, в соответствии с паттерном нанесения порошкообразной глазури в зависимости от пятого сигнала управления, причем блок 9 контроля соединен с машиной 6 для нанесения порошкообразной глазури для передачи ей в реальном времени пятого сигнала управления, относящегося к керамическому изделию, которое расположено в машине 6 для нанесения порошкообразной глазури.
А4. Линия 100 в соответствии с любым из предшествующих абзацев от А до A3, в которой прессовочная машина 2 оборудована модулем резания, выполненным с возможностью отделения плиты 13 керамического материала, полученной уплотнением порошка 12, размещенного с помощью загрузочной машины 1, для производства множества керамических изделий, каждое из которых имеет поверхность, и в которой прессовочная машина 2 оборудована модулем распределения, выполненным с возможностью размещения керамических изделий из множества на конвейере 7 индивидуально в соответствии с заранее заданной последовательностью.
А5. Линия 100 в соответствии с любым из предшествующих абзацев от А до А4, в которой блок 9 контроля запрограммирован для генерирования рабочей таблицы, которая имеет множество ячеек, идентифицированных множеством записей в упорядоченной последовательности, соответствующей последовательности декорированных керамических изделий, которые должны быть изготовлены, и множеством столбцов, относящихся к соответствующим машинам линии 100, где ячейки рабочей таблицы содержат данные, относящиеся к сигналам управления, имеющим отношение к соответствующим керамическим изделиям, которые должны быть изготовлены, и к соответствующим машинам линии 100, и где блок 9 контроля запрограммирован для выбора в реальном времени записей и столбцов рабочей таблицы в зависимости от сигнала паттерна.
А6. Линия в соответствии с любым из предшествующих абзацев от А до А5, в которой блок 9 контроля имеет доступ к базе данных, содержащей множество ячеек, идентифицированных множеством записей, относящихся к соответствующему множеству типов керамических изделий, которые могут быть изготовлены с помощью линии 100, и множеством столбцов, относящихся к соответствующим машинам линии 100, причем ячейки базы данных содержат данные, относящиеся к сигналам управления, для управления соответствующими машинами линии 100 для производства в линии 100 соответствующих видов декорированных керамических изделий.
А7. Линия 100 в соответствии с любым из предшествующих абзацев от А до А6, в которой блок 9 контроля запрограммирован для автоматического получения от одной или более машин линии 100 набора данных для конфигурирования машины.
А8. Линия 100 в соответствии с абзацем А7, в которой блок 9 контроля запрограммирован для получения и сохранения, для одной или более машин линии 100, отклонений набора данных для конфигурирования машины в период времени работы линии 100.
А9. Линия 100 в соответствии с любым из предшествующих абзацев от А до А8, содержащая по меньшей мере одну видеокамеру 15; 16, расположенную в точке контроля линии 100, предназначенную для захвата изображений поверхности керамических изделий в движении вдоль линии 100, причем блок 9 контроля соединен с по меньшей мере одной видеокамерой 15; 16 для захвата изображений и обработки их с целью генерирования одного или более сигналов управления для регулирования работы одной или более машин выше по потоку от точки контроля в зависимости от обработки изображений.
А10. Линия 100 в соответствии с абзацем А9, в которой по меньшей мере одна видеокамера 15; 16 размещена ниже по потоку от окрасочной машины 4 и сигнал управления включает в себя значения одного или более из следующих параметров: напряжение питания одной или более печатающих головок, и отрицательное давление в схеме подачи краски окрасочной машины 4.
А11. Линия 100 в соответствии с любым из предшествующих абзацев от А до А10, содержащая по меньшей мере одну видеокамеру 15; 16, расположенную в точке контроля линии 100 ниже по потоку от окрасочной машины 4, выполненную с возможностью захвата изображений поверхности керамических изделий в движении вдоль линии 100, причем блок 9 контроля соединен с по меньшей мере одной видеокамерой 15; 16 для захвата изображений и обработки их с целью управления устройством для извлечения керамических изделий, расположенного ниже по потоку от видеокамеры 15; 16 и выше по потоку от станций для обжига керамических изделий.
А12. Линия 100 в соответствии с любым из предшествующих абзацев от А до А11, в которой блок 9 контроля запрограммирован для получения и сохранения, для одной или более машин линии 100, параметров, относящихся к энергопотреблению машин, и/или сигналов, относящихся к аварийным сигналам, активированным в машинах, для генерирования архива, представляющего тренд параметров для по меньшей мере одного периода времени производства линии 100.
В. Способ производства декорированных керамических изделий в непрерывном цикле, включающий в себя следующие шаги:
- размещение на конвейере 7, используя загрузочную машину 1, керамического порошка 12 в соответствии с паттерном размещения в зависимости от первого сигнала управления;
- прессование керамического порошка 12 для его уплотнения с целью производства керамических изделий, имеющих поверхность;
- окраска в окрасочной машине 4, используя печатающие головки, соединенные со схемой подачи краски, поверхности керамических изделий в соответствии с паттерном окраски в зависимости от второго сигнала управления,
отличающийся тем, что способ включает в себя следующие шаги:
- генерирование сигнала паттерна, представляющего положение керамических изделий, движущихся вдоль линии 100;
- передачу в реальном времени из блока 9 контроля к загрузочной машине 1 и окрасочной машине 4 первого и второго сигналов управления, соответственно, относящихся к керамическим изделиям, находящимся в соответствующих машинах.
В1. Способ в соответствии с абзацем В, включающий в себя следующие шаги:
- представление пользователю списка, представляющего множество типов декорированных керамических изделий, чтобы позволить пользователю выбрать тип;
- подготовка базы данных, содержащей множество ячеек, идентифицированных множеством записей, относящихся к множеству типов декорированных керамических изделий, и множеством столбцов, относящихся к соответствующим машинам линии 100 из машин, включающих в себя по меньшей мере загрузочную машину 1 и окрасочную машину 4, причем ячейки базы данных содержат установочные данные для машин для производства соответствующего типа изделия;
- выбор из базы данных записи ячеек, соответствующей типу керамического изделия, выбранного пользователем;
- установка загрузочной машины 1 и окрасочной машины 4, используя сигналы управления, содержащие установочные данные соответствующих ячеек выбранной записи.
B2. Способ в соответствии с абзацем В или В1, включающий в себя шаг получения и сохранения, во время производства керамических изделий, набора данных для конфигурирования одной или более машин из множества машин, соединенных в линии 100 для производства керамических изделий.
B3. Способ в соответствии с любым из абзацев от В до В2, включающий в себя следующие шаги:
- получение и сохранение, во время производства керамических изделий, используя множество машин в линии, параметров, относящихся к энергопотреблению машин, и/или сигналов, относящихся к аварийным сигналам, активированным в машинах;
- генерирование архива, представляющего тренд параметров для по меньшей мере одного периода времени производства линии 100.
B4. Способ в соответствии с абзацем В или ВЗ, включающий в себя следующие шаги:
- захват изображений поверхности керамических изделий в движении вдоль линии 100 для производства керамических изделий, используя по меньшей мере одну видеокамеру 15, 16, расположенную в точке контроля линии 100;
- получение и обработка изображений блоком 9 контроля;
- генерирование одного или более сигналов управления для регулирования работы одной или более машин выше по потоку от точки контроля в зависимости от обработки изображений.
С. Линия 100 для производства декорированных керамических изделий в непрерывном цикле, содержащая:
- загрузочную машину 1, выполненную с возможностью размещения на конвейере 7 керамического порошка 12 в соответствии с паттерном размещения в зависимости от установочных данных загрузочной машины 1;
- прессовочную машину (2), выполненную с возможностью уплотнения порошка 12, размещенного загрузочной машиной 1, для производства керамических изделий, имеющих поверхность, в зависимости от установочных данных прессовочной машины 2;
- окрасочную машину 4, оборудованную печатающими головками, соединенными со схемой подачи краски, выполненную с возможностью нанесения краски на поверхность керамического изделия в соответствии с паттерном окраски, в зависимости от установочных данных окрасочной машины 4,
отличающаяся тем, что линия содержит устройство 17 проектирования, имеющее:
- память, содержащую базу данных, определяющую математическую модель работы линии, имеющей множество параметров модели;
- дисплейный блок 19 для отображения изображения керамического изделия в соответствии с соответствующими данными об изображении;
- интерфейс 20, соединенный с компьютером 18, чтобы позволить пользователю вводить параметры конфигурации, относящиеся к соответствующим характерным признакам декорированного керамического изделия,
причем компьютер 18 запрограммирован для обновления данных об изображении в зависимости от параметров конфигурации для отображения на дисплейном блоке 19 декорированного керамического изделия, имеющего эти характерные признаки, и он запрограммирован для обработки параметров конфигурации в зависимости от математической модели для генерирования установочных данных для машин линии 100, так что линия 100 производит керамическое изделие с упомянутыми характерными признаками, когда машины линии 100 установлены с генерируемыми установочными данными.
С1. Линия 100 в соответствии с абзацем С, в которой компьютер 18 запрограммирован на выполнение последовательности итераций, причем каждая итерация включает в себя моделирование работы линии 100 и сравнение между характерными признаками керамического изделия, полученными в результате моделирования, и характерными признаками керамического изделия, соответствующими параметрам конфигурации, установленным пользователем, при этом компьютер 18 запрограммирован для обновления параметров модели для последующей итерации, в зависимости от сравнения, и при этом компьютер 18 запрограммирован для получения установочных данных машин линии 100 в зависимости от параметров модели, установленных в одной из итераций.
С2. Линия 100 в соответствии с абзацем С или С1, в которой компьютер 18 запрограммирован на выполнение моделирования работы линии 100 в зависимости от математической модели и для вычисления, для одной или более машин линии 100, параметров, относящихся к потреблению энергии, краски и глазури машин в моделируемой работе, для оценки потребления линии 100 для производства заранее заданного керамического изделия.
С3. Линия 100 в соответствии с абзацем С2, в которой компьютер 18 запрограммирован на выполнение последовательности итераций, причем каждая итерация включает в себя моделирование работы линии 100 с конфигурацией параметров модели, изменяющихся относительно предыдущей итерации, и он запрограммирован на сравнение потреблений, оцененных в разных итерациях, для того, чтобы оптимизировать установочные данные машин линии 100 в зависимости от потребления линии 100.
С4. Линия 100 в соответствии с любым из предшествующих абзацев от С до С3, в которой загрузочная машина 1 предназначена для получения первого сигнала управления, представляющего установочные данные окрасочной машины 4, и в которой линия 100 содержит блок 9 контроля, соединенный с загрузочной машиной 1 и с окрасочной машиной 4, для передачи им автоматически первого и второго сигналов управления, соответственно.
С5. Линия 100 в соответствии с любым из предшествующих абзацев от С до С4, в которой загрузочная машина 1 предназначена для приема первого сигнала управления, представляющего установочные данные загрузочной машины 1, а окрасочная машина 4 предназначена для приема второго сигналов управления, представляющего установочные данные окрасочной машины 4, и в которой линия 100 содержит:
- по меньшей мере один датчик 10 для генерирования сигнала паттерна, представляющего положение керамических изделий, движущихся вдоль линии 100 с помощью конвейера 7;
- блок 9 контроля, соединенный с по меньшей мере одним датчиком 10 для приема сигнала паттерна, и соединенный с загрузочной машиной 1 и с окрасочной машиной 4 для передачи им в реальном времени первого и второго сигналов управления, соответственно, относящихся к керамическим изделиям, находящихся в соответствующих машинах.
С6. Линия 100 в соответствии с любым из предшествующих абзацев от С до С5, дополнительно содержащая одну или более следующих машин:
- машину 3 для глазурования, расположенную между прессовочной машиной 2 и окрасочной машиной 4, выполненную с возможностью размещения жидкого материала на поверхности керамического изделия, в соответствии с паттерном глазурования в зависимости от установочных данных машины 3 для глазурования;
- машину 5 для защитного глазурования, расположенную ниже по потоку от окрасочной машины 4 и выполненную с возможностью нанесения защитной глазури на поверхность керамического изделия, окрашенную окрасочной машиной 4, в соответствии с паттерном защитного глазурования в зависимости от установочных данных машины 5 для защитного глазурования;
- машину 6 для нанесения порошкообразной глазури, расположенную ниже по потоку от окрасочной машины 4 и выполненную с возможностью нанесения порошкообразной глазури на поверхность керамического изделия, окрашенную окрасочной машиной 4, в соответствии с паттерном нанесения порошкообразной глазури, в зависимости от установочных данных машины 6 для нанесения порошкообразной глазури.
С7. Линия 100 в соответствии с любым из предшествующих абзацев от С до С6, в которой прессовочная машина 2 оборудована модулем резания, выполненным с возможностью отделения плиты 13 керамического материала, изготовленного уплотнением порошка 12, размещенного загрузочной машиной 1, для производства множества керамических изделий, каждое из которых имеет поверхность, и в которой прессовочная машина 2 оборудована модулем распределения, выполненным с возможностью размещения керамических изделий из множества на конвейере 7 индивидуально в соответствии с заранее заданной последовательностью, в зависимости от установочных данных модуля распределения.
D. Способ производства декорированных керамических изделий в непрерывном цикле, включающий в себя следующие шаги:
- размещение на конвейере 7, используя загрузочную машину 1, керамического порошка 12 в соответствии с паттерном размещения, в зависимости от установочных данных загрузочной машины 1;
- прессование керамического порошка 12 для уплотнения его для производства керамических изделий, имеющих поверхность, в зависимости от установочных данных прессовочной машины 2;
- окраска в окрасочной машине 4, используя печатающие головки, соединенные со схемой подачи краски, поверхности керамических изделий в соответствии с паттерном окраски, в зависимости от установочных данных окрасочной машины 4, отличающийся тем, что он включает в себя фазу проектирования, имеющую следующие шаги:
- подготовка математической модели работы линии 100, имеющей множество параметров модели;
- отображение изображения 11 керамического изделия в соответствии с соответствующими данными об изображении;
- прием, с помощью компьютера 18 через интерфейс 20, параметров конфигурации, относящихся к характерным признакам декорированного керамического изделия;
- обновление данных об изображении в зависимости от параметров конфигурации и отображение изображения 11 декорированного керамического изделия, имеющего эти характерные признаки;
- обработка параметров конфигурации в зависимости от математической модели и генерирование установочных данных для машин линии 100, так что линия 100 производит керамическое изделие с упомянутыми характерными признаками, когда машины линии 100 установлены с генерируемыми установочными данными.
D1. Способ в соответствии с абзацем D, включающий в себя шаг автоматического использования блока 9 контроля для передачи на загрузочную 1 и окрасочную 4 машины первого и второго сигналов управления, соответственно, в котором первый сигнал управления представляет установочные данные загрузочной машины 1, а второй сигнал управления представляет установочные данные окрасочной машины 4.
D2. Способ в соответствии с абзацем D или D1, включающий в себя следующие шаги:
- генерирование сигнала паттерна, представляющего положение керамических изделий, движущихся вдоль линии 100;
- передача в реальном времени, от блока 9 контроля к загрузочной 1 и окрасочной 4 машинам, первого и второго сигналов управления, соответственно, относящихся к керамическим изделиям, расположенным в соответствующих машинах, причем первый сигнал управления представляет установочные данные загрузочной машины 1, а второй сигнал управления представляет установочные данные окрасочной машины 4.
D3. Способ в соответствии с любым из абзацев от D до D2, включающий в себя следующие шаги:
- генерирование, на шаге проектирования, установочных данных загрузочной машины 1 и установочных данных окрасочной машины 4;
- подготовка блока 9 контроля, соединенного с загрузочной машиной 1 и с окрасочной машиной 4;
- передача, с помощью блока 9 контроля, на загрузочную машину 1 установочных данных загрузочной машины 1 и передача, с помощью блока 9 контроля, на окрасочную машину 4 установочных данных окрасочной машины 4.
D4. Способ в соответствии с любым из абзацев от D до D3, в котором обработка представляет собой последовательность итераций, где каждая итерация включает в себя следующие шаги:
- моделирование работы линии 100 в зависимости от конфигурации параметров модели;
- сравнение между характерными признаками керамического изделия, полученными в результате моделирования, и характерными признаками керамического изделия, соответствующими параметрам конфигурации, установленным пользователем;
- обновление параметров модели для последующей итерации, в зависимости от сравнения,
и в котором генерирование установочных данных машин представляет собой получение данных из параметров модели, установленных в одной из итераций.
D5. Способ в соответствии с любым из абзацев от D до D4, включающий в себя следующие шаги:
моделирование работы линии 100 в зависимости от математической модели, установленной для изготовления заранее заданного декорированного керамического изделия;
вычисление параметров, для одной или более машин линии 100, относящихся к потреблению энергии, краски и глазури машины в моделируемой работе;
получение ожидаемого потребления линии 100 для производства заранее заданного декорированного керамического изделия.
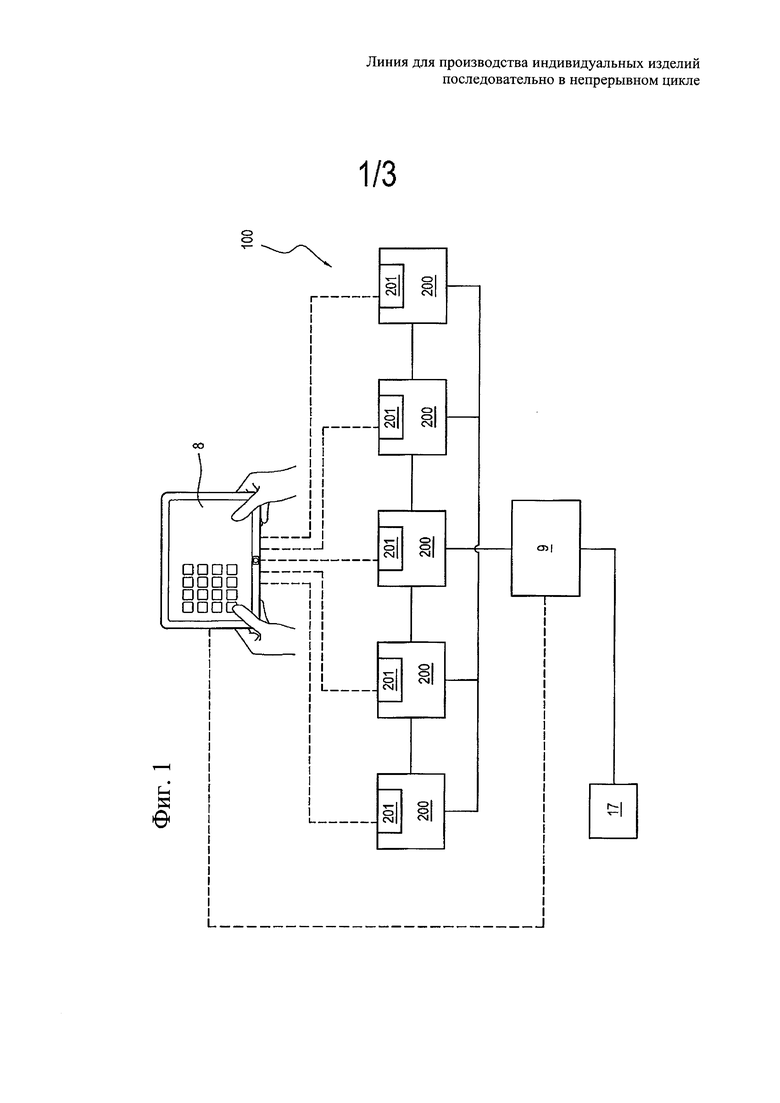
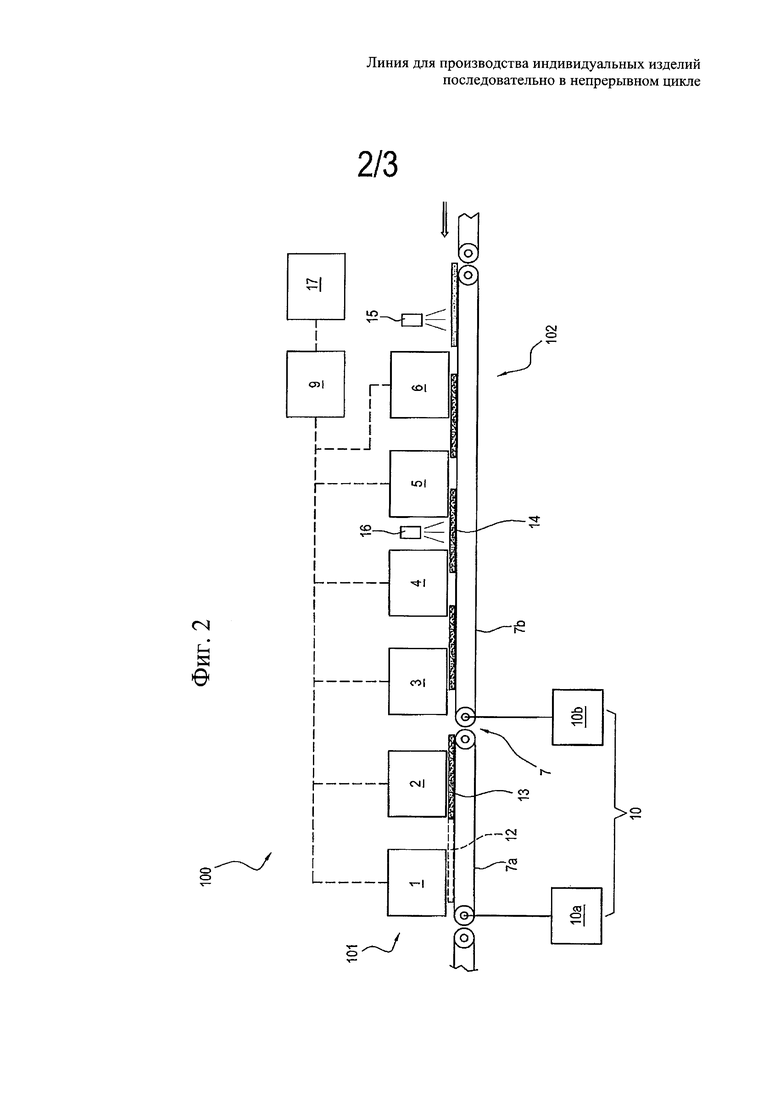
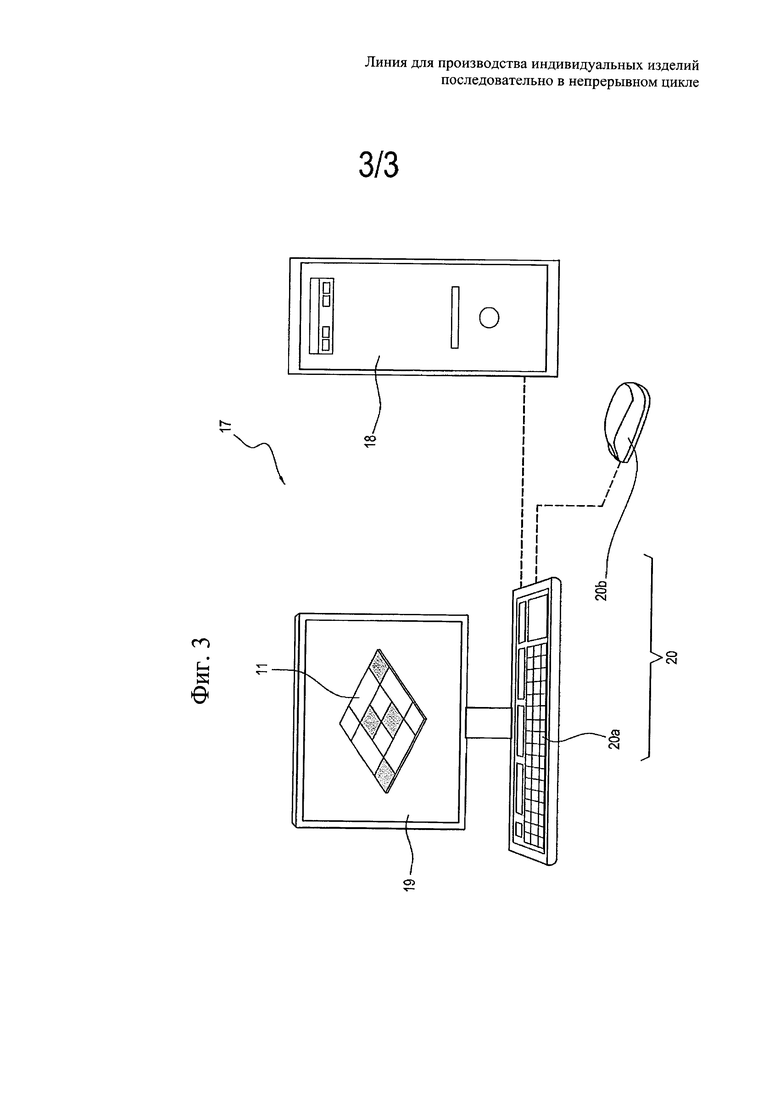
Описывается линия (100) для производства индивидуальных изделий последовательно в непрерывном цикле, содержащая: множество машин (200), соединенных друг с другом одним или более конвейерами (7) в соответствии с заранее заданной последовательностью; для каждой машины (200), локальную панель (201) управления, расположенную на машине (200) и формирующую интерфейс, чтобы позволить пользователю конфигурировать машину (200) установочными данными для этой машины (200); блок (9) контроля, соединенный с машинами (200) линии (100) для приема и передачи данных в соответствии с операциями по контролю машин (200) и имеющий соответствующий интерфейс для пользователя; портативную панель (8) управления, имеющую дисплейный блок, интерфейс для пользователя, и соединительный модуль для установления беспроводной связи портативной панели (8) управления со всеми локальными панелями (201) управления машин (200) линии (100) и с блоком (9) контроля, чтобы позволить пользователю конфигурировать машину (200) установочными данными из удаленного положения с использованием портативной панели (8) управления. Изобретение позволяет ускорить и упростить модификации типа изделия, производимого линией. 2 н. и 13 з.п. ф-лы, 3 ил.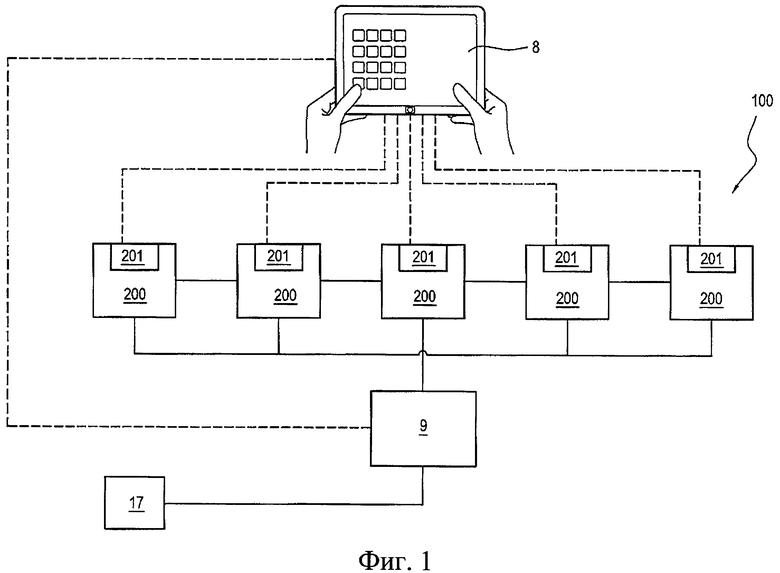
1. Линия (100) для производства изделий в последовательности, содержащая:
- множество машин (200), соединенных друг с другом одним или более конвейерами (7) в соответствии с заранее заданной последовательностью;
- для каждой машины (200), локальную панель (201) управления, расположенную на машине (200) и формирующую интерфейс, чтобы позволить пользователю конфигурировать машину (200) установочными данными для этой машины (200);
- блок (9) контроля, соединенный с машинами (200) упомянутой линии (100) для приема и передачи данных, тем самым осуществляя контроль машин (200), и имеющий соответствующий интерфейс для пользователя;
- по меньшей мере одну портативную панель (8) управления, которая содержит:
- дисплейный блок;
- пользовательский интерфейс;
- соединительный модуль для установления беспроводной связи портативной панели (8) управления со всеми локальными панелями (201) управления машин (200) линии (100) и с блоком (9) контроля; и
- процессор, запрограммированный для отображения на дисплейном блоке интерфейса локальных панелей (201) управления каждой машины (200), чтобы позволить пользователю конфигурировать машину (200) установочными данными из удаленного положения с использованием портативной панели (8) управления,
отличающаяся тем, что каждая машина (200) также содержит локальный блок управления, который запрограммирован так, чтобы позволить машине (200) быть сконфигурированной в одно и то же время из одной точки доступа, при этом локальная панель (201) управления машины (200), по меньшей мере одна портативная панель (8) управления и блок (9) контроля предоставляют возможные точки доступа,
при этом каждый локальный блок управления запрограммирован на активацию таймера на заранее заданный интервал времени в ответ на запрос управления от портативной панели (8) управления или от блока (9) контроля, запрограммирован на отклонение управления в ответ на команду на отклонение авторизации, установленную посредством локальной панели (8) управления в течение упомянутого заранее заданного интервала времени и запрограммирован на назначение управления портативной панели (8) управления или блоку (9) контроля в ответ на:
i) команду авторизации, установленную посредством локальной панели (201) управления в течение упомянутого заранее заданного интервала времени; или
ii) отсутствие любой команды из команды авторизации или команды на отклонение авторизации, установленной посредством локальной панели (201) управления в течение упомянутого заранее заданного интервала времени.
2. Линия (100) по п. 1, в которой портативная панель (8) управления выполнена с возможностью отображения на дисплейном блоке интерфейса блока (9) контроля, чтобы позволить пользователю управлять действиями контроля из удаленного положения с использованием портативной панели (8) управления.
3. Линия (100) по п. 1 или 2, в которой каждая машина (200) имеет локальный блок управления, запрограммированный так, чтобы машина (200) могла быть сконфигурирована из одной точки доступа в данный момент времени, причем точкой доступа является, альтернативно, локальная панель (201) управления машины (200), по меньшей мере одна портативная панель (8) управления или блок (9) контроля.
4. Линия (100) по п. 3, в которой локальный блок управления каждой машины запрограммирован для назначения управления посредством локальной панели (8) управления при наличии запроса на управление из более чем одной точки доступа одновременно, включая локальную точку доступа.
5. Линия (100) по п. 1 или 2, в которой локальный блок управления каждой машины (200) запрограммирован так, чтобы позволить пользователю, с использованием локальной панели (201) управления машины (200), предоставлять или отклонять управление из удаленной точки доступа в ответ на запрос на управление из удаленной точки доступа.
6. Линия (100) по п. 1 или 2, в которой процессор портативной панели (8) управления запрограммирован на отображение любого интерфейса локальных панелей (201) управления или блока управления в режиме отображения, в котором пользователю не разрешено конфигурировать машины (200) установочными данными.
7. Линия по п. 1 или 2, содержащая по меньшей мере один планшетный компьютер, или смартфон, или портативный персональный компьютер, образующие по меньшей мере одну портативную панель (8) управления.
8. Линия (100) по п. 1 или 2, в которой каждая машина (200) предназначена для приема соответствующего сигнала управления, представляющего установочные данные для этой машины (200), и в которой блок (9) контроля выполнен с возможностью передачи на машины (200), автоматически соответствующих сигналов управления для конфигурирования машины соответствующими установочными данными.
9. Линия (100) по п. 1 или 2, содержащая по меньшей мере один датчик (10) для генерирования сигнала паттерна, представляющего положение изделий, движущихся вдоль линии через машины (200), и конвейер (7), причем блок (9) контроля соединен с по меньшей мере одним датчиком (10) для приема сигнала паттерна и выполнен с возможностью передачи на машины (200) в реальном времени соответствующих сигналов, относящихся к изделиям, которые находятся в соответствующих машинах (200).
10. Линия (100) по п. 1 или 2, которая является линией (100) для производства декорированных керамических изделий в непрерывном цикле, содержащей одну или более из следующих машин:
- загрузочная машина (1), выполненная с возможностью размещения на конвейере (7) керамического порошка (12) в соответствии с паттерном размещения, зависящим от установочных данных загрузочной машины (1);
- прессовочная машина (2), выполненная с возможностью уплотнения порошка (12), размещенного загрузочной машиной (1) для производства керамических изделий, имеющих поверхность, зависящую от установочных данных прессовочной машины (2);
- окрасочная машина (4), оборудованная печатающими головками, соединенными со схемой подачи краски, и выполненная с возможностью нанесения краски на поверхность керамического изделия в соответствии с паттерном окраски в зависимости от установочных данных окрасочной машины (4).
11. Линия (100) по п. 10, дополнительно содержащая одну или более из следующих машин:
- машина (3) для глазурования, расположенная между прессовочной машиной (2) и окрасочной машиной (4) и выполненная с возможностью размещения жидкого материала на поверхности керамического изделия в соответствии с паттерном глазурования в зависимости от установочных данных машины (3) для глазурования;
- машина (5) для защитного глазурования, расположенная ниже по потоку от окрасочной машины (4) и выполненная с возможностью нанесения защитной глазури на поверхность керамического изделия, окрашенного окрасочной машиной (4), в соответствии с паттерном защитного глазурования в зависимости от установочных данных машины (5) для защитного глазурования;
- машина (6) для нанесения порошкообразной глазури, расположенная ниже по потоку от окрасочной машины (4) и выполненная с возможностью нанесения порошкообразной глазури на поверхность керамического изделия, окрашенного окрасочной машиной (4) в соответствии с паттерном нанесения порошкообразной глазури, в зависимости от установочных данных машины (6) для нанесения порошкообразной глазури.
12. Линия (100) по п. 1 или 2, которая является линией для розлива в непрерывном цикле в контейнеры, изготовленные из термопластичного материала, содержащая одну или более из следующих машин:
- формовочное устройство для изготовления заготовок из термопластичного материала из термопластичного материала в сыром виде;
- блок термической обработки заготовок, выполненный с возможностью принимать заготовки из формовочного устройства и нагревать и охлаждать заготовки;
- блок выдувного формования, выполненный с возможностью принимать нагретые заготовки из блока обработки и выдувать их в формы таким образом, чтобы получать контейнеры, предназначенные для заполнения;
- блок наполнения, выполненный с возможностью принимать контейнеры из блока выдувного формования и заполнять их жидкими или полужидкими продуктами питания;
- формовочное устройство для изготовления пластмассовых колпачков из пластмассы в сыром виде;
- устройство укупорки, выполненное с возможностью принимать колпачки из формовочного устройства колпачков и надежно укупоривать ими соответствующие заполненные контейнеры.
13. Линия (100) по п. 12, дополнительно содержащая систему хранения, выполненную с возможностью хранить заготовки, и/или колпачки, и/или контейнеры и соединенную с одной или более другими машинами линии (100) для приема изделий, которые нужно хранить, и для подачи в другие машины ранее сохраненных изделий.
14. Линия (100) по п. 1 или 2, содержащая устройство (17) проектирования, имеющее:
- память, содержащую базу данных, определяющую математическую модель работы линии, имеющую множество параметров модели;
- дисплейный блок (19) для отображения изображения (11) изделия в соответствии с соответствующими данными об изображении;
- интерфейс (20), соединенный с компьютером (18), чтобы позволить пользователю вводить параметры конфигурации, относящиеся к соответствующим признакам изделия, причем компьютер (18) запрограммирован для обновления данных об изображении в зависимости от параметров конфигурации для отображения на дисплейном блоке (19) изделия, имеющего эти признаки, и компьютер запрограммирован для обработки параметров конфигурации в зависимости от математической модели для генерирования установочных данных для машин (200) линии (100) таким образом, что линия (100) производит изделие с упомянутыми признаками, когда машины (200) линии (100) настроены в соответствии с генерированными установочными данными.
15. Способ производства индивидуальных изделий последовательно в непрерывном цикле в линии (100), имеющей множество машин (200), соединенных друг с другом одним или более конвейерами (7) в соответствии с заранее заданной последовательностью; причем каждая машина (200) имеет локальную панель (201) управления, расположенную на машине (200) и формирующую интерфейс, чтобы позволить пользователю конфигурировать машину (200) установочными данными для этой машины (200), включающий следующие шаги:
- подготовку по меньшей мере одной портативной панели (8) управления, содержащей дисплейный блок и интерфейс для пользователя и связанной беспроводной связью со всеми локальными панелями (201) управления машин (200) линии (100);
- отображение на дисплейном блоке портативной панели (8) управления интерфейса локальных панелей (201) управления одной или более машин (200) линии (100), выбранной пользователем; и
- конфигурирование машины (200) соответствующими установочными данными из удаленного местоположения с использованием портативной панели (8) управления,
при этом каждая машина (200) также содержит локальный блок управления, который запрограммирован так, чтобы позволить машине (200) быть сконфигурированной в одно и то же время из одной точки доступа, при этом локальная панель (201) управления машины (200), по меньшей мере одна портативная панель (8) управления и блок (9) контроля предоставляют возможные точки доступа, и
способ также включает следующие шаги, которые выполняют посредством каждого локального блока управления:
- активацию таймера на заранее заданный интервал времени в ответ на запрос управления от портативной панели (8) управления или от блока (9) контроля;
- отклонение управления в ответ на команду на отклонение авторизации, установленную посредством локальной панели (8) управления в течение упомянутого заранее заданного интервала времени;
- назначение управления портативной панели (8) управления или блоку (9) контроля в ответ на:
i) команду авторизации, установленную посредством локальной панели (201) управления в течение заранее упомянутого заданного интервала времени; или
ii) отсутствие любой команды из команды авторизации или команды на отклонение авторизации, установленной посредством локальной панели (201) управления в течение упомянутого заранее заданного интервала времени.
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| US 6697681 B1, 24.02.2004 | |||
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ ВЗБИТОГО ДЕСЕРТА (МУССА) НА МОЛОЧНОЙ ОСНОВЕ | 2007 |
|
RU2390154C2 |
| Многоступенчатая активно-реактивная турбина | 1924 |
|
SU2013A1 |
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |

