Область техники, к которой относится изобретение
Настоящее изобретение относится к линии и способу производства декорированных керамических изделий. Настоящее изобретение относится к технической области линий производства непрерывного цикла для последовательного изготовления отдельных керамических изделий.
Уровень техники
Упомянутые линии используют, например, для изготовления декорированных керамических изделий, в частности плиток или плит. Примеры таких линий или их компонентов описаны в следующих патентных документах: WO 2013/080189, WO 2013/050845, ЕР 1356909 А2, WO 2013/045989, заявителем которых является заявитель настоящей заявки. Дополнительные примеры таких линий или их компонентов описаны в следующих патентных Документах: ЕР 1334811, ЕР 1981688, WO 2014/060858, WO 2014/03 7823.
Эти линии производства содержат несколько соединенных друг с другом машин. Каждая машина осуществляет конкретный этап процесса производства согласно ее собственной конфигурации, определяемой специально установленными параметрами.
Таким образом, каждая машина имеет свою собственную локальную панель управления, которая обычно расположена на машине, и посредством которой пользователь может конфигурировать машину. Например, локальная панель управления содержит локальный блок управления, выполненный с возможностью передачи по меньшей мере одного управляющего сигнала в соответствующую машину для контроля и управления ее работой.
Как правило, линии производства имеют большие размеры, особенно в направлении, в котором установлены соединенные друг с другом машины.
Одна из проблем, связанная с этими линиями, заключается в том, что пользователи могут ошибаться при конфигурировании машин. Это зависит от большого количества необходимых установочных параметров и от того, что конфигурация одной машины часто влияет на конфигурацию другой машины, удаленной от первой машины.
Этот недостаток главным образом главным образом обусловлен тем, что процедура, с помощью которой машины линии конфигурируют для производства продукта желаемого типа, является длительной и сложной. Стандартная процедура влечет за собой настройку друг за другом разных машин.
Это делает производство небольших партий продуктов одного вида экономически нецелесообразным.
Трудность определения набора параметров, наиболее подходящего для производства продукта определенного вида (в настоящем описании термин "набор параметров" используется для обозначения набора данных, отображающего установочные параметры машин, составляющих линию), также означает, что производственные компании, в частности компании, производящие плитку, не стремятся осуществлять эксперименты с новыми видами продуктов.
Это отрицательно сказывается на рынках этих производителей, например, вследствие того, что некоторые потенциальные клиенты, такие как архитекторы, в поисках технических решений, дающих больше возможностей и свободы для их творчества, склонны ориентироваться на другие продукты.
Раскрытие сущности изобретения
Проблема, на решение которой направлено настоящее изобретение, заключается в создании линии и способа производства декорированных керамических изделий, чтобы преодолеть вышеупомянутые недостатки существующего уровня техники.
В частности, проблема, на решение которой направлено настоящее изобретение, заключается в создании линии и способа производства декорированных керамических изделий, обеспечивающие возможность быстро и легко изменять вид продукта, изготавливаемого на этой линии.
Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании линии и способа производства декорированных керамических изделий, обеспечивающих удобство конструирования новых видов изделий.
Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании особенно надежной и простой в эксплуатации линии и способа производства декорированных керамических изделий, обеспечивающих возможность упрощения и ускорения конфигурирования машины.
Эти задачи полностью решаются посредством линии и способа производства декорированных керамических изделий согласно настоящему изобретению, которые описаны в прилагаемой формуле изобретения.
Конкретнее, линия производства непрерывного цикла для изготовления декорированных керамических изделий согласно настоящему изобретению содержит машину подачи, выполненную с возможностью укладывания керамических порошков на конвейер в соответствии с шаблоном укладывания. Машина подачи предназначена для приема первого управляющего сигнала для укладывания керамических порошков на конвейер согласно шаблону укладывания, являющемуся функцией первого управляющего сигнала.
Упомянутая линия содержит машину прессования, выполненную с возможностью уплотнения порошков, уложенных машиной подачи, для изготовления керамических изделий, имеющих поверхность.
Упомянутая линия содержит машину окрашивания, оснащенную печатающими головками, соединенными с контуром подачи чернил. Машина окрашивания предназначена для приема второго управляющего сигнала. Машина окрашивания выполнена с возможностью нанесения чернил на поверхность керамического изделия в соответствии с шаблоном окрашивания, являющимся функцией второго управляющего сигнала.
Линия согласно настоящему изобретению содержит систему управления, имеющую сервер линии, и для каждой из машин, а именно, для машины подачи, машины прессования и машины окрашивания, содержит:
- соответствующую локальную панель управления, подключенную к соответствующей машине и выполненную с возможностью генерирования конфигурационных данных, представляющих наладку машины;
- соответствующий сервер печати, подключенный к соответствующей локальной панели управления для приема конфигурационных данных соответствующей машины и обработки их для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом.
Согласно настоящему изобретению сервер линии соединен со всеми серверами печати линии для получения документов конфигурации машин линии. Сервер линии выполнен с возможностью генерирования документа конфигурации линии, отображающего наладку линии в целом.
Сервер печати и локальные панели управления предпочтительно определяют отдельные устройства, которые могут быть удалены друг от друга.
В примерном варианте осуществления сервер линии выполнен с возможностью генерирования документа конфигурации линии, выполненного с возможностью чтения программой графического дизайна или проектирования.
В примерном варианте осуществления сервер линии выполнен с возможностью приема одного или нескольких графических документов, представляющих эстетический аспект поверхности керамического изделия. Сервер линии предпочтительно выполнен с возможностью генерирования управляющего документа, представляющего набор параметров, причем этот набор параметров содержит набор данных, представляющий установочные параметры машин линии, для изготовления керамического изделия посредством линии с вышеупомянутой наладкой.
В примерном варианте осуществления сервер линии выполнен с возможностью передачи на серверы печати управляющих документов соответствующих машин, представляющих подмножество наборов параметров, относящееся к соответствующей машине. Серверы печати выполнены с возможностью приема управляющих документов машины для генерирования соответствующих управляющих сигналов, передаваемых в соответствующую машину.
Предпочтительно, каждый сервер печати имеет собственную память для хранения данных.
В примерном варианте осуществления сервер линии выполнен с возможностью внесения контрольных данных в документ конфигурации линии. В среде графической разработки и дизайна, с множеством дизайнерских функций, эти контрольные данные применяют для включения или блокировки одной или нескольких из этих дизайнерских функций.
В дополнительном примерном варианте осуществления сервер линии выполнен с возможностью приема одного или нескольких графических документов, представляющих эстетический аспект керамического изделия. Сервер линии выполнен с возможностью генерирования сигнала тревоги на основании сравнения одной или нескольких эстетических особенностей керамического изделия и документа конфигурации линии.
В примерном варианте осуществления линия содержит одну или несколько из следующих машин:
- машина глазурования, расположенная между машиной прессования и машиной окрашивания, предназначенная для приема третьего управляющего сигнала и выполненная с возможностью нанесения жидкого материала (а именно, жидкой глазури) на поверхность керамического изделия в соответствии с шаблоном глазурования, который является функцией третьего управляющего сигнала;
- машина защитного глазурования, расположенная ниже по потоку от машины окрашивания, предназначенная для приема четвертого управляющего сигнала и выполненная с возможностью нанесения защитной глазури на поверхность керамического изделия, окрашенного при помощи машины окрашивания, в соответствии с шаблоном защитного глазурования, который является функцией четвертого управляющего сигнала;
- машина порошкового глазурования, расположенная ниже по потоку от машины окрашивания, предназначенная для приема пятого управляющего сигнала и выполненная с возможностью нанесения порошковой глазури на поверхность керамического изделия, окрашенного при помощи машины окрашивания, в соответствии с шаблоном порошкового глазурования, который является функцией пятого управляющего сигнала;
- сушилку, предназначенную для приема шестого управляющего сигнала и выполненную с возможностью подвергать керамическое изделие тепловой обработке, температурный профиль которой является функцией шестого управляющего сигнала.
Сушилка предпочтительно расположена между машиной прессования и машиной глазурования.
В примерном варианте осуществления для каждой одной или нескольких из машин (то есть, из машины глазурования, машины защитного глазурования, машины порошкового глазурования и сушилки) линия содержит:
- соответствующую локальную панель управления, подключенную к соответствующей машине и выполненную с возможностью генерирования конфигурационных данных, представляющих наладку соответствующей машины;
- соответствующий сервер печати, подключенный к соответствующей локальной панели управления, для приема конфигурационных данных соответствующей машины и обработки их для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом.
Настоящее изобретение также относится к способу производства непрерывного цикла декорированных керамических изделий в линии, содержащей:
- машину подачи, предназначенную для приема первого управляющего сигнала и выполненную с возможностью укладывания керамических порошков на конвейер согласно шаблону укладывания, являющемуся функцией первого управляющего сигнала;
- машину прессования, выполненную с возможностью уплотнения порошков, уложенных машиной подачи, чтобы изготовить керамические изделия, имеющие поверхность;
- машину окрашивания, оснащенную печатающими головками, подключенными к контуру подачи чернил, предназначенную для приема второго управляющего сигнала и выполненную с возможностью нанесения чернил на поверхность керамического изделия в соответствии с шаблоном окрашивания, который является функцией второго управляющего сигнала;
- систему управления, имеющую сервер линии, и для каждой из машин, а именно, для машины подачи, машины прессования и машины окрашивания, имеющую соответствующую локальную панель управления, подключенную к соответствующей машине, и соответствующий сервер печати, подключенный к соответствующей локальной панели управления.
Согласно настоящему изобретению способ включает в себя следующие этапы:
- генерирование, при помощи каждой локальной панели управления, конфигурационных данных, представляющих наладку машины;
- прием, при помощи каждого сервера печати, конфигурационных данных соответствующей машины и обработку конфигурационных данных машины для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом;
- прием, при помощи сервера линии, документов конфигурации машин линии и создание документа конфигурации линии, отображающего наладку линии в целом.
В примерном варианте осуществления этот способ включает в себя следующие дополнительные этапы:
- считывание документа конфигурации линии с помощью программы графического дизайна или проектирования, имеющей несколько дизайнерских функций;
- включение или блокировка одной или нескольких дизайнерских функций в зависимости от контрольных данных, включенных в документ конфигурации линии.
В еще одном примерном варианте осуществления этот способ включает в себя следующие этапы:
- прием, при помощи сервера линии, одного или нескольких графических документов, представляющих эстетический аспект керамического изделия;
- создание управляющего документа, отображающего набор параметров для производства керамического изделия при помощи линии, имеющей указанную наладку;
- передача на каждый сервер печати управляющего документа соответствующей машины, отображающего часть набора параметров, относящуюся к соответствующей машине;
- генерирование посредством каждого сервера печати управляющего сигнала, передаваемого в локальную панель управления соответствующей машины.
В еще одном примерном варианте осуществления этот способ включает в себя следующий этап:
- генерирование сигнала тревоги, как функции от документа конфигурации линии, на основании сравнения одного или нескольких эстетических признаков керамического изделия и документа конфигурации линии.
Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании программы для процессора, включающей в себя программное обеспечение для осуществления этапов упомянутого способа при работе на линии производства для производства декорированных керамических изделий. Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании устройства хранения данных, считываемого компьютером, содержащего эту программу процессора. Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании потока данных, представляющих вышеупомянутую программу процессора.
Краткое описание чертежей
Это и другие признаки изобретения более понятны из следующего подробного описания предпочтительного, неограничивающего примера варианта его осуществления, сопровожденного ссылками на единственный прилагаемый чертеж, который схематически отображает линию производства для производства декорированных керамических изделий согласно настоящему изобретению.
Осуществление изобретения
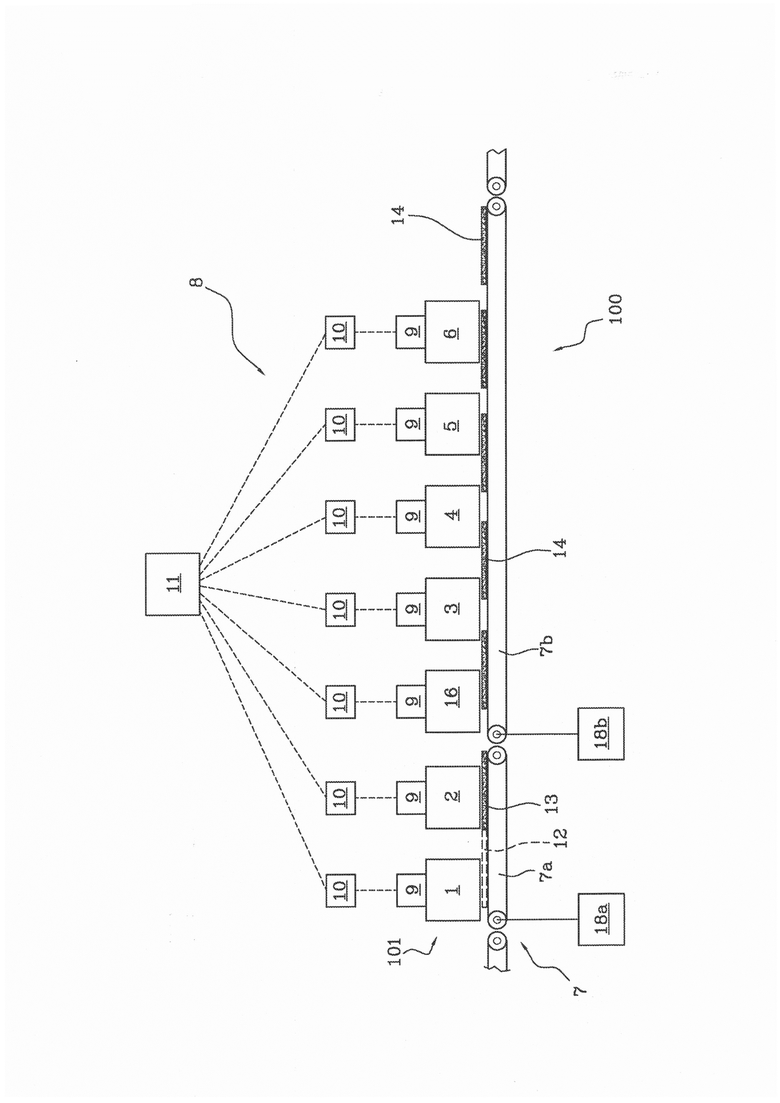
На упомянутом чертеже числовое обозначение 100 соответствует линии производства для производства декорированных изделий.
Линия 100 содержит машину 1 подачи, выполненную с возможностью укладывания керамических порошков 12 на конвейер 7 в соответствии с заранее определенным шаблоном укладывания. Машина 1 подачи предназначена для приема первого управляющего сигнала для укладывания керамических порошков на конвейере 7 согласно шаблону укладывания, являющемуся функцией вышеупомянутого первого управляющего сигнала.
Предпочтительно, машина 1 подачи содержит одну или несколько машин цифрового сухого декорирования (Digital Dry Decoration, DDD). Пример машины цифрового сухого декорирования описан в патентном документе WO 2013045989, заявителем которого является заявитель настоящей заявки. Машина цифрового сухого декорирования выпускает небольшие количества сухих, распыленных, гранулированных или микроизмельченных порошков заданного цвета, предпочтительно с помощью нескольких вибрационных микродозаторов с пьезоэлектрическим управлением.
В одном конкретном варианте осуществления перед упомянутыми одной или несколькими машинами цифрового сухого декорирования расположены системы загрузки массы, сконфигурированные для нанесения слоя базового керамического порошка, на который впоследствии наносят цветные керамические порошки.
Линия 100 содержит машину 2 прессования, выполненную с возможностью уплотнения керамических порошков 12, уложенных машиной 1 подачи на конвейере 7, для изготовления листа 13 керамического материала, имеющего поверхность.
Предпочтительно, машина 2 прессования представляет собой гидравлический пресс периодического действия или машину прессования непрерывной ленты. Пример гидравлического пресса периодического действия описан в патентном документе ЕР 0894589, заявителем которой также является заявитель настоящей заявки. Пример машины прессования непрерывной ленты описан в патентном документе ЕР 1283097, заявителем которой также является заявитель настоящей заявки. Следует отметить, что поверхность листа 13 керамического материала может быть гладкой или текстурированной, в зависимости от требуемого типа керамического изделия.
Предпочтительно, машина 2 прессования оснащена режущим модулем, выполненным с возможностью отделения листа 13 керамического материала, изготовленного посредством уплотнения порошков, уложенных машиной 1 подачи, для изготовления множества керамических изделий 14, каждое из которых имеет поверхность. Предпочтительно, машина 2 прессования снащена распределительным модулем, выполненным с возможностью укладывания керамических изделий 14 из э того множества на конвейере 7 отдельно, в соответствии с определенной последовательностью.
Следует отметить, что операция разрезания листов 13 может быть закреплена за режущей машиной, независимой от машины 2 прессования и расположенной ниже по потоку от машины 2. Например, режущая машина может быть расположена ниже по потоку, сразу же за машиной 2 прессования или ниже по потоку от дополнительных станций (то есть, машин) глазурования и/или обжига керамических изделий 14.
Следует отметить, что листы 13 и соответствующие керамические изделия 14 имеют поверхность (именуемая далее декорированной поверхностью), предназначенную для механической обработки для получения заданного эстетического эффекта. Для краткости далее в этом описании термины "лист 13" и "керамическое изделие 14" используются в качестве синонимов, если не указано иное.
Следует также отметить, что термин "обжиг" означает ряд взаимосвязанных термических циклов, которым подвергают керамические изделия 14, от первоначального формирования до декорированного керамического изделия. Обычно эти термические циклы делятся на сушку и высокотемпературную обработку.
Линия 100 содержит машину 4 окрашивания, оснащенную печатающими головками, соединенными с контуром подачи чернил. Машина 4 окрашивания выполнена с возможностью нанесения чернил на декорированную поверхность керамического изделия 14 в соответствии с заданным шаблоном окрашивания. Машина 4 окрашивания предназначена для приема второго управляющего сигнала и выполнена с возможностью нанесения чернил на поверхность керамического изделия в соответствии с шаблоном окрашивания, который является функцией второго управляющего сигнала.
Предпочтительно, машина 4 окрашивания является цифровой машиной, оснащенной печатающими головками высокого разрешения с пьезоэлектрическим управлением.
Предпочтительно, машина 4 окрашивания оснащена множеством (предпочтительно от четырех до восьми) печатающих штанг. Каждая печатающая штанга предназначена для различного основного цвета для обеспечения возможности получения очень широкого цветового спектра при комбинировании капель краски основного цвета.
В одном варианте осуществления машина 4 окрашивания выполнена с возможностью нанесения нестандартных "цветов", например, чистых цветов (преобладающий цвет в печатаемом объекте), белых, прозрачных цветов. В целом, машина имеет большее число цветов (и соответствующих печатающих штанг), чем число штанг, применяемых для каждого изделия (например, всего имеется 8 штанг, но используется только 4 или 5 штанг), для обеспечения возможности выбора лучшего сочетания основных цветов в зависимости от графического мотива и преобладающих цветов.
Количество чернил, наносимой машиной 4 окрашивания, меньше количества жидкого материала, наносимой машиной 3 глазурования, и составляет, например, о т 5 до 50 г/м2.
Предпочтительно, машина 3 глазурования расположена между машиной 2 прессования и машиной 4 окрашивания.
В примерном варианте осуществления линия 100 содержит сушильную машину 16 (то есть, сушилку 16), предназначенную для сушки керамических изделий 14 (то есть, для уменьшения содержания воды в керамических изделиях 14 за счет испарения). Предпочтительно, сушилка 16 расположена между машиной 2 прессования и машиной 3 глазурования.
В примерном варианте осуществления сушилка 16 расположена выше по потоку от обжиговой печи, предназначенной для высокотемпературной обработки керамических изделий 14. Сушка необходима для снижения содержания воды в керамических изделиях 14 до уровня, совместимого с последующей высокотемпературной обработкой.
В примерном варианте осуществления сушилка 16 обеспечивает уменьшение за счет испарения содержания воды в керамических изделиях 14, поступающих со склада.
В примерном варианте осуществления обжиговая печь для высокотемпературной обработки расположена ниже по потоку от машины 4 окрашивания и машины 3 глазурования.
В примерном варианте осуществления линия 100 содержит машину 3 глазурования, предназначенную для нанесения жидкого материала на декорированную поверхность керамического изделия 14 в соответствии с заданным шаблоном глазурования.
Машина 3 глазурования предназначена для приема третьего управляющего сигнала и выполнена с возможностью нанесения жидкого материала на поверхность керамического изделия в соответствии с шаблоном глазурования, который является функцией третьего управляющего сигнала. Предпочтительно, машина 3 глазурования расположена между машиной 2 прессования и машиной 4 окрашивания.
Предпочтительно, машина 3 глазурования представляет собой струйную машину для декорирования с пьезоэлектрическим управлением. Предпочтительно, машина 3 глазурования содержит печатающие головки, как описано в патенте ЕР 2085225 В1. Машина 3 глазурования способна наносить большое количество жидкого материала (в среднем от 50 до 500 г/м2 и более).
Благодаря конструкции и материалам печатающих головок машина 3 глазурования может выпускать капли жидкого материала (например, размером от 50 до 200 нл) из множества сопел, тем самым устраняя проблему забивания и износа сопел. Предпочтительно, печатающие головки оснащены встроенной системой очистки, например, как описано в патентном документе ЕР 2085225 В1, заявителем которого является заявитель настоящей заявки.
Предпочтительно, машина 3 глазурования выполнена с возможностью равномерного покрытия всей поверхности керамического изделия 14 или выборочного нанесения жидкого материала на некоторых участках поверхности керамического изделия 14 в соответствии с заданным шаблоном, управляемым при помощи электронных средств.
Предпочтительно, машина 3 глазурования выполнена с возможностью производства рельефной структуры посредством нанесения различного количества жидкого материала на различные участки декоративной поверхности керамического изделия 14.
Жидкий материал (то есть, глазурь), применяемый в машине 3 глазурования, например, состоит из керамических суспензий на водной основе (например, с плотностью 1500 г/дм3 или более) с содержанием твердого вещества более 50% (по весу) и размером частиц 10 мкм или более. В конечном виде такие глазури могут быть прозрачными или матовыми, глянцевыми или сатинированными и, при необходимости, могут быть окрашены путем добавления в смесь красящего пигмента.
Для текстурирования поверхности могут использовать, например, ту же смесь минерального сырья, из которой состоит прессованное тело, чтобы во время обжига улучшить адгезию и обеспечить дилатометрическое соответствие.
В примерном варианте осуществления линия 100 содержит машину 5 защитного глазурования, выполненную с возможностью нанесения защитной глазури на декорированную поверхность керамического изделия 14 в соответствии с заданным шаблоном защитного глазурования. Предпочтительно, машина 5 защитного глазурования расположена ниже по потоку от машины 4 окрашивания. Машина 5 защитного глазурования предназначена для приема четвертого управляющего сигнала и выполнена с возможностью нанесения защитной глазури на поверхность керамического изделия в соответствии с шаблоном защитного глазурования, который является функцией четвертого управляющего сигнала.
Предпочтительно, машина 5 защитного глазурования представляет собой струйную машину для декорирования с пьезоэлектрическим управлением. Предпочтительно, машина 5 защитного глазурования выполнена с возможностью равномерного покрытия всей декорированной поверхности керамического изделия 14 или выборочного нанесения защитной глазури на некоторых участках декорированной поверхности керамического изделия 14 в соответствии с заданным шаблоном, управляемым при помощи электронных средств.
Предпочтительно, машина 5 защитного глазурования наносит на поверхность большое количество защитной глазури (например, от 50 до 500 г/м2). В целом, свойства защитной глазури отличаются от свойств глазури, применяемой в машине 3 глазурования. Например, защитная глазурь состоит из прозрачных материалов, которые после обжига имеют более или менее глянцевую поверхность или металлический блеск, или способны создавать на поверхности изделия специальные визуальные эффекты (яркости, непрозрачности и так далее). Предпочтительно, защитные глазури, наносимые при помощи машины защитного глазурования, имеют функциональные свойства и обеспечивают увеличение стойкости керамического изделия 14 к износу и химическим продуктам.
В примерном варианте осуществления линия 100 содержит машину 6 порошкового глазурования, расположенную ниже по потоку от машины 4 окрашивания и выполненную с возможностью нанесения порошковой глазури на поверхность керамического изделия 14 в соответствии с заданным шаблоном порошкового глазурования. Машина 6 порошкового глазурования предназначена для приема пятого управляющего сигнала и выполнена с возможностью нанесения порошковой глазури на поверхность керамического изделия в соответствии с шаблоном порошкового глазурования, являющимся функцией пятого управляющего сигнала.
Предпочтительно, машина 6 порошкового глазурования представляет собой машину цифрового сухого декорирования, обеспечивающую возможность выборочного нанесения (цифровыми средствами) порошков в соответствии с заданным шаблоном порошкового глазурования. Порошки могут представлять собой, например, гранулы глазури, стекла, люстровой глазури и других материалов, используемых для покрытия всей или части поверхности. Такой эстетический эффект отличается от эффекта, получаемого при помощи машины 5 защитного глазурования, и дополняет его.
Предпочтительно, сушилка 16 предназначена для приема шестого управляющего сигнала и выполнена с возможность подвергать керамическое изделие тепловой обработке, температурный профиль которой является функцией шестого управляющего сигнала. Следует отметить, что термин "температурный профиль" используется для обозначения соотношения между температурой и положением керамического изделия при прохождении через сушилку 16.
Предпочтительно, обжиговая печь предназначена для приема седьмого управляющего сигнала и выполнена с возможностью подвергать керамическое изделие высокотемпературной обработке, температурный профиль обжига которой является функцией седьмого управляющего сигнала. Следует отметить, что термин "температурный профиль обжига" используется для обозначения соотношения между температурой и положением керамического изделия при прохождении через обжиговую печь.
Предпочтительно, линия 100 содержит первый конвейер 7а и второй конвейер 7b.
Предпочтительно, линия 100 разделена на первую рабочую группу 101 (или секцию 101 формирования), содержащую машину 1 подачи и машину 2 прессования, и вторую рабочую группу 100b (или секцию 102 декорирования), содержащую машину 4 окрашивания. Предпочтительно, вторая рабочая группа также содержит машину 3 глазурования, машину 5 защитного глазурования, машину 6 порошкового глазурования и/или сушилку 16.
Предпочтительно, первая рабочая группа 101 содержит первый конвейер 7а, а вторая рабочая группа 102 содержит второй конвейер 7b.
Предпочтительно, линия 100 содержит по меньшей мере один датчик 18 слежения для генерирования сигнала слежения, представляющего положение керамических изделий 14, движущихся по линии 100 посредством конвейера 7. Предпочтительно, датчик 18 слежения представляет собой кодирующую систему.
В конкретном варианте осуществления линия 100 содержит по меньшей мере первый датчик 18а слежения и второй датчик 18b слежения для генерирования сигнала слежения, представляющего положение керамических изделий, движущихся по линии 100 посредством первого конвейера 7а и второго конвейера 7b, соответственно.
Предлагаемая линия 100 содержит систему 8 управления, выполненную с возможностью электронного управления работой линии 100.
Система 8 управления предназначена для обработки и передачи данных и сигналов от машин или в машины линии 100.
Предпочтительно, система 8 управления соединена по меньшей мере с одним датчиком 18 слежения для получения сигналов слежения.
Система 8 управления содержит несколько локальных панелей 9 управления. Каждая локальная панель 9 управления соединена с соответствующей машиной линии 100.
Каждая локальная панель 9 управления содержит локальный процессор. Предпочтительно, каждая локальная панель 9 управления также содержит локальную память.
В примерном варианте осуществления керамические изделия 12 покрывают в соответствии с шаблоном, определенным изображением, хранящимся в памяти локальной панели 9 управления. Предпочтительно, это изображение однозначно связано с обрабатываемым керамическим продуктом.
Следует отметить, что термин "процессор", в общем, обозначает электронный компонент, применяемый для обработки данных или сигналов. Процессор может быть реализован в виде компьютера (или части компьютера, например, в виде соответствующим образом запрограммированного центрального процессора), программируемого логического контроллера электронной карты или других электронных средства (аппаратных средств или программного обеспечения) по существу известного типа.
Каждая локальная панель 9 управления запрограммирована получать (и предпочтительно запоминать) для каждой из соответствующих машин линии 100 множество рабочих параметров, относящихся к работе соответствующей машины. Каждая локальная панель 9 управления выполнена с возможностью генерирования конфигурационных данных, представляющих наладку соответствующей машины.
Предпочтительно, каждая локальная панель 9 управления запрограммирована получать и запоминать для соответствующих машин линии 100 изменения набора конфигурационных данных в ходе эксплуатации линии 100.
Например, эти конфигурационные данные содержат значения, представляю число печатающих штанг машины 4 окрашивания или значения, отображающие тип цвета чернил, подаваемой на печатающие штанги.
В настоящем описании термин "наладка машины" используется для обозначения набора данных, отображающих все возможные рабочие конфигурации машины. Другими словами, термин "наладка машины" обозначает набор данных, отображающий все возможные установочные параметры машины.
Система 8 управления содержит несколько серверов 10 печати. Каждый сервер 10 печати подключен к соответствующей локальной панели 9 управления для приема конфигурационных данных соответствующей машины и обработки их для генерирования документа конфигурации машины, представляющего собой конфигурационные данные самой машины, отформатированные в соответствии с заранее заданным протоколом.
В соответствии с настоящим изобретением линия 100 содержит сервер 11 линии. Сервер 11 линии соединен со всеми серверами 10 печати линии 100 для получения документов конфигурации машин линии 100. Сервер 11 линии выполнен с возможностью генерирования документа конфигурации линии 100, представляющего наладку линии 100 в целом. В настоящем описании термин "наладка линии 100" используется для обозначения набора данных, отображающих все возможные рабочие конфигурации самой линии 100. Другими словами, термин "наладка линии 100" обозначает набор данных, отображающий все возможные установочные параметры линии 100.
Предпочтительно, сервер 10 печати и локальная панель 9 управления определяют отдельные устройства, которые могут быть удалены друг от друга. Предпочтительно, передачу данных между каждой локальной панелью 9 управления и соответствующим сервером печати 10 осуществляют без проводов. Другими словами, каждая локальная панель 9 соединена с соответствующим сервером 10 печати посредством Wi-Fi соединения.
В примерном варианте осуществления сервер 11 линии выполнен с возможностью генерирования документа конфигурации линии 100, читаемого программой графического дизайна или проектирования.
Следует отметить, что термин "программа графического дизайна или проектирования" применяется для обозначения программы процессора, выполненной с возможностью проектирования керамического изделия 14 как в отношении геометрического (или размерного) аспекта, так и эстетического аспекта его декорированной поверхности. Далее в этом описании термин "эстетический аспект" керамического изделия 14 относится как к геометрическим особенностям керамического изделия 14, так и к эстетическим особенностям его декорированной поверхности.
В примерном варианте осуществления сервер 11 линии выполнен с возможностью приема одного или нескольких графических документов, представляющих эстетический аспект керамического изделия 14. Предпочтительно, сервер 11 выполнен с возможностью генерирования управляющего документа, отображающего набор параметров для производства керамического изделия 14 посредством линии 100, имеющей указанную наладку.
Следует отметить, что термин "набор параметров" применяется для обозначения набора данных, отображающих установочные параметры машин линии 100 для производства керамического изделия с определенным эстетическим аспектом. Набор параметров содержит набор данных, представляющий собой установочные параметры машин линии 100, требуемых для изготовления керамического изделия 14, следовательно, он является подмножеством наладок линии 100.
В примерном варианте осуществления сервер 11 линии выполнен с возможностью передачи на серверы 10 печати для соответствующих машин управляющих документов, представляющих собой подмножество наборов параметров, относящееся к соответствующей машине. Другими словами, управляющий документ каждой машины содержит набор установочных параметров машины, выбранный из возможных параметров наладки машины. Серверы 10 печати предназначены для приема управляющих документов машины для генерирования соответствующих управляющих сигналов, передаваемых в соответствующую машину. Предпочтительно, каждый сервер 10 печати имеет свою собственную память для хранения данных.
В примерном варианте осуществления система 8 управления выполнена с возможностью запоминания профиля температуры отжига, типичного для каждого изделия, для генерирования седьмого управляющего сигнала, как функцию профиля температуры отжига, и передачи седьмого управляющего сигнала в обжиговую печь.
Другими словами, система 8 управления выполнена с возможностью автоматической (и предпочтительно одновременной) передачи в машины линии 100 соответствующих управляющих сигналов, чтобы сконфигурировать их настройку при помощи управляющих документов соответствующей машины.
В примерном варианте осуществления сервер 11 линии выполнен с возможностью внесения контрольных данных в документ конфигурации линии 100. В программе графического проектирования и дизайна, имеющей множество дизайнерских функций, контрольные данные применяют для включения или блокировки одной или нескольких из этих дизайнерских функций.
Другими словами, при чтении контрольных данных программа графического проектирования и дизайна анализирует возможности линии 100, имеющей заданную наладку линии (то есть, типы керамических изделий 14, которые могут быть произведены на линии 100), чтобы включать или блокировать функции проектирования в соответствии с тем, что может быть произведено на линии 100.
В дополнительном примерном варианте осуществления сервер 11 линии выполнен с возможностью приема одного или нескольких графических документов, отображающих эстетический аспект керамического изделия 14. Сервер 11 линии выполнен с возможностью генерации сигнала тревоги на основании сравнения одной или нескольких эстетических особенностей керамического изделия 14 и документа конфигурации линии. Другими словами, сервер 11 линии выполнен с возможностью предупреждения пользователя, если линия 100, имеющая определенную наладку линии 100, не может изготовить керамическое изделие 14. Эстетический аспект керамического изделия 14 отображен в данных, содержащихся в этих графических документах.
В настоящем описании также раскрывается способ непрерывного производства декорированных керамических изделий 14 налипни 100, содержащей:
- машину 1 подачи, предназначенную для приема первого управляющего сигнала и выполненную с возможностью укладывания керамических порошков 12 на конвейере согласно шаблону укладывания, являющемуся функцией первого управляющего сигнала;
- машину 2 прессования, выполненную с возможностью уплотнения порошков 12, уложенных машиной 1 подачи для изготовления керамического изделия 14, имеющего поверхность;
- машину 4 окрашивания, оснащенную печатающими головками, подключенными к контуру подачи чернил, предназначенную для приема второго управляющего сигнала и выполненную с возможностью нанесения чернил на поверхность керамического изделия 14 в соответствии с шаблоном окрашивания, который является функцией второго управляющего сигнала;
- систему 8 управления, имеющую сервер 11 линии, и для каждой из машин, а именно для машины 1 подачи, машины 2 прессования и машины 4 окрашивания, соответствующую локальную панель 9 управления, подключенную к соответствующей машине, и соответствующий сервер 10 печати, подключенный к соответствующей локальной панели 9 управления.
Согласно настоящему изобретению способ включает в себя следующие этапы:
- генерирование, при помощи каждой локальной панели 9 управления, конфигурационных данных, представляющих наладку соответствующей машины;
- прием при помощи каждого сервера 10 печати конфигурационных данных соответствующей машины и обработку конфигурационных данных для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом;
- прием, при помощи сервера 11 линии, документов конфигурации машин линии 100 и создание документа конфигурации линии 100, отображающего наладку линии 100 в целом.
В примерном варианте осуществления этот способ включает в себя следующие дополнительные этапы:
- считывание документа конфигурации линии 100 с помощью программы графического дизайна или проектирования, имеющей несколько дизайнерских функций;
- включение или блокировку одной или нескольких дизайнерских функций в зависимости от контрольных данных, включенных в документ конфигурации линии 100.
В еще одном примерном варианте осуществления этот способ включает в себя следующие этапы:
- прием, при помощи сервера 11 линии, одного или нескольких графических документов, представляющих эстетический аспект керамического изделия 14;
- создание управляющего документа, отображающего набор параметров для производства керамического изделия 14 при помощи линии с указанной наладкой;
- передачу на каждый сервер 10 печати управляющего документа соответствующей машины, отображающего часть набора параметров, относящуюся к соответствующей машине;
- генерирование посредством каждого сервера 10 печати управляющего сигнала, передаваемого в локальную панель управления соответствующей машины.
В еще одном примерном варианте осуществления этот способ включает в себя следующий этап:
- генерирование сигнала тревоги на основании сравнения одной или нескольких эстетических особенностей керамического изделия 14 и документа конфигурации линии 100.
Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании программы для процессора, содержащей программное обеспечение для выполнения этапов способа при работе на предлагаемой линии 100 производства для производства декорированных керамических изделий. Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании устройства хранения данных, считываемого компьютером и содержащего эту программу процессора. Еще одна проблема, на решение которой направлено настоящее изобретение, заключается в создании потока данных, представляющих вышеупомянутую программу процессора.
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для производства индивидуальных изделий последовательно в непрерывном цикле | 2015 |
|
RU2685500C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ИЗДЕЛИЙ ИЗ УПЛОТНЕННОГО ПОРОШКА | 2017 |
|
RU2704752C1 |
| УСТАНОВКА И СПОСОБ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2716321C1 |
| СПОСОБ И ПРЕСС ДЛЯ ОДНОВРЕМЕННОГО ФОРМОВАНИЯ И ОТДЕЛКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2005 |
|
RU2375173C2 |
| МЕТОД И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2019 |
|
RU2753305C1 |
| СПОСОБ И СИСТЕМА ДЛЯ ОБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2021 |
|
RU2816603C1 |
| Устройство для оптического осмотра сантехнического изделия | 2020 |
|
RU2803974C1 |
| СИСТЕМА ПОДАЧИ ДЛЯ СТРУЙНОГО ПРИНТЕРА | 2016 |
|
RU2687809C1 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2018 |
|
RU2693095C1 |
| Машина для изготовления керамических изделий | 2015 |
|
RU2670948C9 |
Группа изобретений относится к линии и способу производства декорированных керамических изделий, а также к устройству хранения данных. Линия производства непрерывного цикла для изготовления декорированных керамических продуктов содержит машину подачи, машину прессования и машину окрашивания. При этом машина подачи предназначена для приема первого управляющего сигнала и выполнена с возможностью укладывания керамических порошков на конвейер согласно шаблону укладывания, являющемуся функцией первого управляющего сигнала. Машина прессования выполнена с возможностью уплотнения порошков, уложенных машиной подачи, для изготовления керамических изделий, имеющих поверхность. Машина окрашивания оснащена печатающими головками, подключенными к контуру подачи чернил, предназначена для приема второго управляющего сигнала и выполнена с возможностью нанесения чернил на поверхность керамического изделия в соответствии с шаблоном окрашивания, являющимся функцией второго управляющего сигнала. Кроме того, линия содержит систему управления, имеющую сервер линии; и для каждой из машин, а именно машины подачи, машины прессования и машины окрашивания соответствующую локальную панель управления и сервер печати. При этом локальная панель управления подключена к соответствующей машине и выполнена с возможностью генерирования конфигурационных данных, представляющих наладку машины. Сервер печати подключен к соответствующей локальной панели управления для приема конфигурационных данных соответствующей машины и обработки их для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом. Причем сервер линии соединен со всеми серверами печати линии для получения документов конфигурации машин линии и выполнен с возможностью генерирования документа конфигурации линии, отображающего наладку линии в целом. Устройство хранения данных, считываемых компьютером, содержит программу процессора, содержащую программное обеспечение для осуществления этапов способа при работе на линии производства. 3 н. и 11 з.п. ф-лы, 1 ил.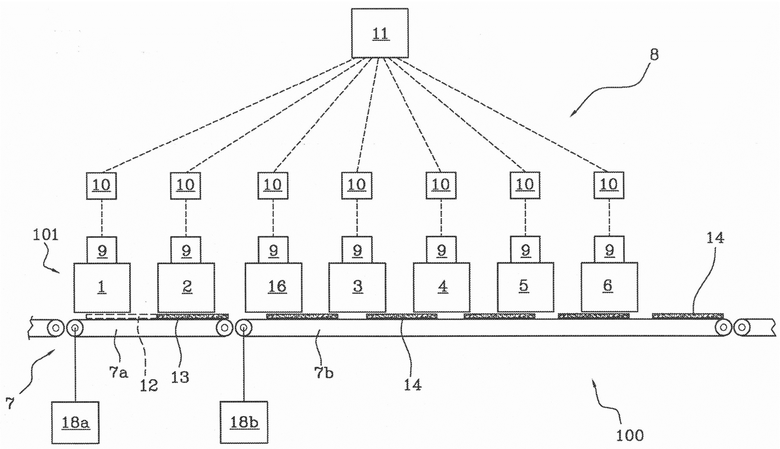
1. Линия производства непрерывного цикла для изготовления декорированных керамических продуктов, содержащая:
- машину подачи, предназначенную для приема первого управляющего сигнала и выполненную с возможностью укладывания керамических порошков на конвейер согласно шаблону укладывания, являющемуся функцией первого управляющего сигнала;
- машину прессования, выполненную с возможностью уплотнения порошков, уложенных машиной подачи, для изготовления керамических изделий, имеющих поверхность;
- машину окрашивания, оснащенную печатающими головками, подключенными к контуру подачи чернил, предназначенную для приема второго управляющего сигнала и выполненную с возможностью нанесения чернил на поверхность керамического изделия в соответствии с шаблоном окрашивания, являющимся функцией второго управляющего сигнала;
отличающаяся тем, что содержит систему управления, имеющую сервер линии; и для каждой из машин, а именно машины подачи, машины прессования и машины окрашивания:
- соответствующую локальную панель управления, подключенную к соответствующей машине и выполненную с возможностью генерирования конфигурационных данных, представляющих наладку машины;
- сервер печати, подключенный к соответствующей локальной панели управления для приема конфигурационных данных соответствующей машины и обработки их для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом, причем сервер линии соединен со всеми серверами печати линии для получения документов конфигурации машин линии и выполнен с возможностью генерирования документа конфигурации линии, отображающего наладку линии в целом.
2. Линия по п. 1, в которой документ конфигурации линии выполнен с возможностью считывания программой графического дизайна или проектирования.
3. Линия по п. 1 или 2, в которой сервер линии выполнен с возможностью получения одного или нескольких графических документов, представляющих эстетический аспект керамического продукта, и генерирования управляющего документа, представляющего набор параметров, содержащий набор данных, представляющий настройки машин линии, для изготовления керамического изделия посредством линии, имеющей указанную наладку.
4. Линия по п. 3, в которой сервер линии выполнен с возможностью передачи на серверы печати управляющих документов соответствующих машин, представляющих подмножество наборов параметров, относящееся к соответствующей машине, причем серверы печати предназначены для приема управляющих документов соответствующих машин для генерирования соответствующих управляющих сигналов, передаваемых в соответствующую машину.
5. Линия по п. 1 или 2, в которой каждый сервер печати имеет собственную память для хранения данных.
6. Линия по п. 1 или 2, в которой сервер линии выполнен с возможностью внесения контрольных данных в документ конфигурации линии, причем контрольные данные применяются в среде графической разработки и дизайна, имеющей множество дизайнерских функций, для включения или блокировки одной или нескольких из этих дизайнерских функций.
7. Линия по п. 1 или 2, в которой сервер линии выполнен с возможностью получения одного или нескольких графических документов, представляющих эстетический аспект керамического продукта, и генерирования сигнала тревоги как функции от документа конфигурации линии на основании сравнения одного или нескольких эстетических признаков керамического изделия и документа конфигурации линии.
8. Линия по п. 1 или 2, содержащая одну или несколько из следующих машин:
- машина глазурования, расположенная между машиной прессования и машиной окрашивания, предназначенная для приема третьего управляющего сигнала и выполненная с возможностью нанесения жидкого материала на поверхность керамического изделия в соответствии с шаблоном глазурования как функции от третьего управляющего сигнала;
- машина защитного глазурования, расположенная ниже по потоку от машины окрашивания, предназначенная для приема четвертого управляющего сигнала и выполненная с возможностью нанесения защитной глазури на поверхность керамического изделия, окрашенного при помощи машины окрашивания, в соответствии с шаблоном защитного глазурования как функции от четвертого управляющего сигнала;
- машина порошкового глазурования, расположенная ниже по потоку от машины окрашивания, предназначенная для приема пятого управляющего сигнала и выполненная с возможностью нанесения порошковой глазури на поверхность керамического изделия, окрашенного при помощи машины окрашивания, в соответствии с шаблоном порошкового глазурования как функции от пятого управляющего сигнала;
- сушилка, расположенная между машиной прессования и машиной глазурования, предназначенная для приема шестого управляющего сигнала и выполненная с возможностью подвергать керамическое изделие тепловой обработке, температурный профиль которой является функцией шестого управляющего сигнала, и имеющая для каждой из этих одной или нескольких машин, а именно машины глазурования, машины защитного глазурования, машины порошкового глазурования или сушилки:
- соответствующую локальную панель управления, подключенную к соответствующей машине и выполненную с возможностью генерирования конфигурационных данных, представляющих наладку машины;
- соответствующий сервер печати, подключенный к соответствующей локальной панели управления, для приема конфигурационных данных соответствующей машины и обработки их для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом.
9. Линия по п. 1 или 2, в которой сервер печати и локальная панель управления определяют отдельные устройства, которые могут быть удалены друг от друга.
10. Способ непрерывного производства декорированных керамических продуктов на линии, содержащей:
- машину подачи, предназначенную для приема первого управляющего сигнала и выполненную с возможностью укладывания керамических порошков на конвейер в соответствии с шаблоном укладывания, являющимся функцией первого управляющего сигнала;
- машину прессования, выполненную с возможностью уплотнения порошков, уложенных машиной подачи, для изготовления керамических изделий, имеющих поверхность;
- машину окрашивания, оснащенную печатающими головками, подключенными к контуру подачи чернил, предназначенную для приема второго управляющего сигнала и выполненную с возможностью нанесения чернил на поверхность керамического изделия в соответствии с шаблоном окрашивания, являющимся функцией второго управляющего сигнала;
- систему управления, имеющую сервер линии, и для каждой из машин, а именно для машины подачи, машины прессования и машины окрашивания, соответствующую локальную панель управления, подключенную к соответствующей машине, и соответствующий сервер печати, подключенный к соответствующей локальной панели управления; причем способ включает в себя следующие этапы:
- генерирование, при помощи каждой локальной панели управления, конфигурационных данных, представляющих наладку машины;
- прием, при помощи каждого сервера печати, конфигурационных данных соответствующей машины и обработку конфигурационных данных машины для генерирования документа конфигурации машины, представляющего конфигурационные данные машины, отформатированные в соответствии с заранее заданным протоколом;
- прием, при помощи сервера линии, документов конфигурации машин линии и создание документа конфигурации линии, представляющего наладку линии в целом.
11. Способ по п. 10, включающий в себя следующие этапы:
- считывание документа конфигурации линии с помощью программы графического дизайна или проектирования, имеющей несколько дизайнерских функций;
- включение или блокировку одной или нескольких дизайнерских функций в зависимости от контрольных данных, включенных в документ конфигурации линии.
12. Способ по п. 10 или 11, включающий в себя следующие дополнительные этапы:
- прием, при помощи сервера линии, одного или нескольких графических документов, представляющих эстетический аспект керамического изделия;
- создание управляющего документа, представляющего набор параметров для производства керамического изделия посредством линии, имеющей указанную наладку;
- передачу на каждый сервер печати управляющего документа соответствующей машины, отображающего часть набора параметров, относящуюся к соответствующей машине;
- генерирование посредством каждого сервера печати управляющего сигнала, передаваемого в локальную панель управления соответствующей машины.
13. Способ по п. 12, включающий в себя следующий этап:
- генерирование сигнала тревоги как функции от документа конфигурации линии на основании сравнения одного или нескольких эстетических признаков керамического изделия и документа конфигурации линии.
14. Устройство хранения данных, считываемое компьютером и содержащее программу процессора, содержащую программное обеспечение для осуществления этапов способа по п. 10 при работе на линии производства по п. 1.
| СОСТАВ И СПОСОБ ПОЛУЧЕНИЯ ВЗБИТОГО ДЕСЕРТА (МУССА) НА МОЛОЧНОЙ ОСНОВЕ | 2007 |
|
RU2390154C2 |
| СПОСОБ ДЕКОРИРОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 1999 |
|
RU2142925C1 |
| СПОСОБ ТРЕХМЕРНОЙ ПЕЧАТИ ОГНЕУПОРНЫХ ИЗДЕЛИЙ | 2013 |
|
RU2535704C1 |
| CN 104808596 A, 29.07.2015. | |||

