Устройство относится к сварке металлов плавлением, а именно, к устройствам для получения расплава в тигель-форме для термитной приварки проводов электрохимзащиты к трубопроводам и может применяться при приварке медных выводов электрохимической защиты к магистральным трубопроводам.
На сегодняшний день для приварки провода электрохимической защиты к магистральному трубопроводу широко применяются медные термитные смеси в форме порошка, засыпаемого в многоразовые разборные графитовые тигель-формы.
В ходе хранения и применения термитной смеси в форме порошка происходит ее покомпонентное расслоение, при котором алюминий поднимается наверх. Даже в случае тщательно перемешанных компонентов при насыпке смеси из мерного стакана наблюдается неравномерное распределение компонентов смеси по объему тигель-формы, что приводит к изменению скорости горения, образованию выплесков расплава из тигель-формы и, как следствие, к значительному снижению качества приварки. В случае некачественного первоначального перемешивания смеси качество приварки зачастую оказывается совсем неприемлемым. Кроме того, при закладке и неравномерной трамбовке порошка в тигель-форме образуются участки пониженной плотности, прогорание которых приводит к выплескам расплава из тигель-формы.
Также известны медные термитные смеси, герметично упакованные в бумажную цилиндрическую оболочку (паяльно-сварочные стержни), а также медные термитные смеси, спрессованные на клеевой основе в карандаши (термокарандаши).
Так, известна термитная смесь, сформованная в цилиндрический термитный стержень с оболочкой по патенту РФ на полезную модель №44575 от 11.11.2004 «УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ КАТОДНОГО МЕДНОГО ПРОВОДА ЭЛЕКТРОХИМИЧЕСКОЙ ЗАЩИТЫ МАГИСТРАЛЬНОГО ТРУБОПРОВОДА», опубликован 27.03.2005, МПК B23K 23/00.
Наиболее близкой по технической сути является термитная смесь, сформованная в виде цельного уплотненного заряда, содержащего в верхней части слой легковоспламеняемого переходного заряда по патенту РФ на изобретение №2323075 от 16.12.2005 «УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ ВЫВОДОВ ЭЛЕКТРОХИМЗАЩИТЫ К МАГИСТРАЛЬНЫМ ТРУБОПРОВОДАМ» опубликован 27.04.2008, МПК B23K 23/00.
Применение клея для прессовки изменяет процессы газообразования при горении, снижает равномерность прогорания, и, как следствие, снижает качество приварки.
Задачей предлагаемого технического решения является создание термитного стержня с высокоточно прогнозируемыми температурным и временным режимами горения, обеспечивающего качественную приварку провода электрохимической защиты к магистральному трубопроводу без применения дополнительных закладных элементов.
Поставленная задача решена за счет термитного стержня для получения расплава в тигель-форме для термитной приварки проводов электрохимзащиты к трубопроводам, сформированного холодным прессованием термитной смеси, при этом в нижней части он имеет слой, толщиной от 1 до 3 мм, содержащий металлический порошок с температурой плавления от 230 °C до 1600 °C в количестве 90 – 99 мас.%; в качестве металлического порошка слой содержит порошок меди или порошок железа, или порошок олова.
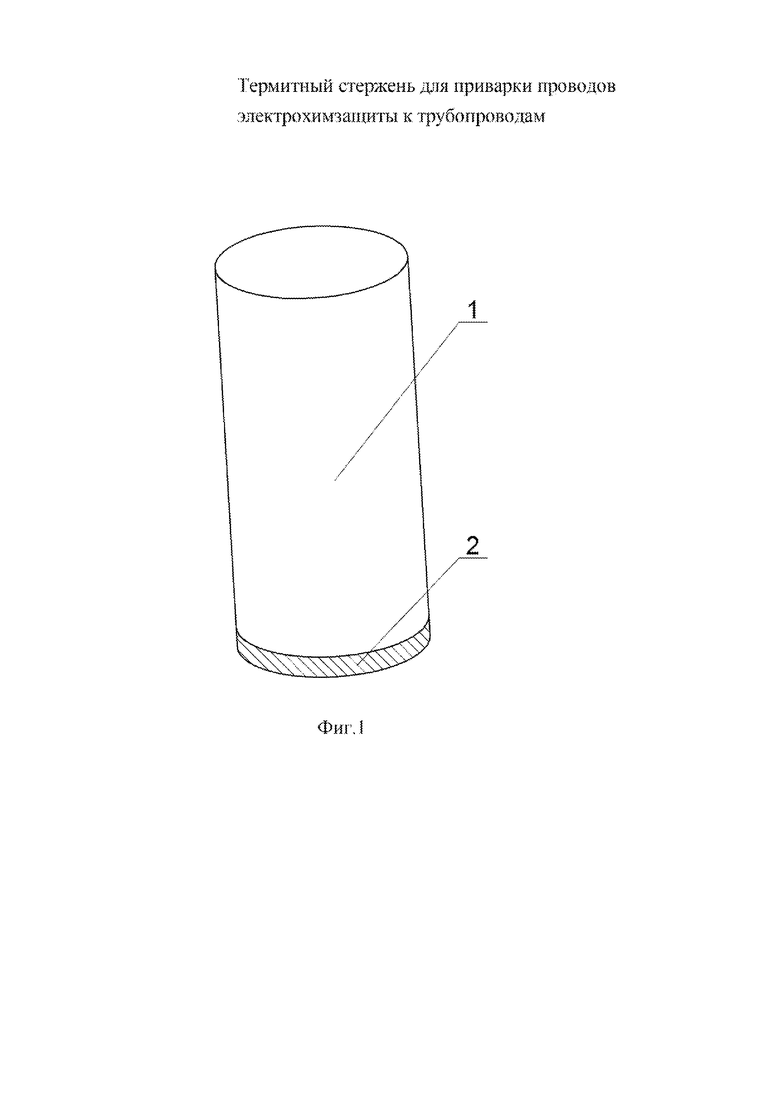
Суть технического решения иллюстрирована чертежом, где на фиг.1 – термитный стержень для приварки проводов электрохимзащиты к трубопроводам.
На фиг. 1 изображены: термитный стержень 1, нижний слой 2 с повышенным содержанием металла.
Термитный стержень 1 для получения расплава в тигель-форме для термитной приварки проводов электрохимзащиты к трубопроводам выполнен цилиндрической формы преимущественно из термитной смеси. Состав термитной смеси включает Al, Cu, CuO, и FeMn, а также другие компоненты, необходимые для регулировки режима горения. Термитная смесь сформирована в жесткий стержень 1 холодным прессованием при помощи гидравлического пресса без использования клеевого состава. Формование смеси в термитный стержень 1 происходит под давлением от 20МПа до 50МПа. В нижней части термитного стержня 1 сформирован слой 2 из порошкового материала с температурой плавления от 230 °C до 1600 °C. Обеспечение расчетной температуры плавления нижнего слоя 2 достигается использованием порошкового материала с повышенным, относительно остального брикета, массовым содержанием металла. В качестве металлического наполнителя для нижнего слоя может применяться, например, оловянная, медная или железная крошка. Так, в случае использования меди, ее массовое содержание в нижнем слое 2 стержня 1 составляет от 90% до 99%. В таком случае, нижний слой 1 с повышенным содержанием меди может быть сформован из медной крошки, либо из смеси медной крошки и другого тугоплавкого компонента, либо из крошки материала с высоким содержанием меди. Нижний слой 2 выполнен толщиной от 1 до 3 мм. Толщина слоя 2 и его состав подбираются в зависимости от предполагаемого теплового режима прогорания термитного стержня 1.
Формирование термитного стержня осуществляют следующим образом.
В матрицу для пресса засыпают термитный порошок, предварительно тщательно перемешанный. Сверху на термитную смесь засыпают порошок с высоким содержанием металла в расчетном количестве. После чего матрицу размещают в гидравлическом прессе и подвергают смесь высокому давлению. Прессуют термитную смесь в сухом состоянии. На выходе получают готовый плотный брикет термитного стержня 1 с отличающимся по составу нижним слоем 2, равномерно распределёнными по объему компонентами, гарантированным отсутствием участков с низкой плотностью, а также отсутствием загрязняющих состав компонентов, не участвующих в процессе горения.
Приварку с помощью термитного стержня осуществляют следующим образом.
Сформированный термитный стержень 1 помещают в стандартную многоразовую тигель-форму, располагая его вниз слоем 2 с повышенным содержанием металла. Воспламенение термитного стержня 1 осуществляют стандартными средствами, например, термоспичкой. Скорость горения термитного стержня 1, сформованного прессованием под давлением, кратно превосходит скорость горения порошка. Отсутствие полостей внутри сформованной под давлением термитной смеси обеспечивает стабильность ее горения без выплесков. При этом повышение скорости горения термитной смеси приводит к формированию большого количества пор, поскольку на привариваемую поверхность выливался кипящий расплав вперемешку с облоем. Слой 2 с повышенным содержанием металла, расплавляясь, замедляет скорость горения на конечной стадии, обеспечивая условие разделения расплава и шлака, что оптимизирует режим и улучшает качество приварки. Применение в термитном стержне 1 слоя 2 с повышенным содержанием металла, например, меди, позволяет избежать применения дополнительных закладных элементов, например, металлических мембран. Варьируя толщину слоя с повышенным содержанием металла и его состав, обеспечивают оптимальный режим догорания термитного стержня 1. Таким образом, сформованный при помощи давления брикет термитного стержня 1, включающий слой с повышенным, относительно остального брикета, процентным содержанием металла, обладает хорошо прогнозируемыми характеристиками горения и позволяет минимизировать влияние человеческого фактора при подготовке и непосредственной приварке провода.
Техническим результатом предлагаемого технического решения является расширение арсенала термитных смесей для приварки проводов электрохимзащиты к трубопроводам с высокоточно прогнозируемыми температурным и временным режимами горения за счет термитного стержня для получения расплава в тигель-форме для термитной приварки проводов электрохимзащиты к трубопроводам, сформированного холодным прессованием термитной смеси, при этом в нижней части он имеет слой, толщиной от 1 до 3 мм, содержащий металлический порошок с температурой плавления от 230 °C до 1600 °C в количестве 90 – 99 мас.%; в качестве металлического порошка слой содержит порошок меди или порошок железа, или порошок олова.
| название | год | авторы | номер документа |
|---|---|---|---|
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2007 |
|
RU2357846C2 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 1998 |
|
RU2151037C1 |
| УСТРОЙСТВО ДЛЯ ПОДЖИГА ТЕРМИТНОГО СОСТАВА | 2011 |
|
RU2490104C1 |
| ГЕРМЕТИЧНОЕ УСТРОЙСТВО ДЛЯ ПОДЖИГА ТЕРМИТНЫХ СОСТАВОВ | 2012 |
|
RU2518750C2 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ | 2004 |
|
RU2274532C1 |
| УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ ВЫВОДОВ ЭЛЕКТРОХИМЗАЩИТЫ К МАГИСТРАЛЬНЫМ ТРУБОПРОВОДАМ | 2005 |
|
RU2323075C2 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2008 |
|
RU2385208C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2008 |
|
RU2371289C1 |
| ТЕРМИТНЫЙ СТЕРЖЕНЬ И СОСТАВ ТЕРМИТНОЙ СМЕСИ | 1998 |
|
RU2135340C1 |
Термитный стержень относится к сварке металлов плавлением, а именно, к устройствам для получения расплава в тигель-форме для термитной сварки и может применяться при приварке медных выводов электрохимической защиты к магистральным трубопроводам. Термитный стержень для получения расплава в тигель-форме сформирован холодным прессованием термитной смеси. В нижней части он имеет слой, толщиной от 1 до 3 мм, содержащий металлический порошок с температурой плавления от 230°C до 1600°C в количестве 90–99 мас.%. В качестве металлического порошка упомянутый слой содержит порошок меди или порошок железа, или порошок олова. Изобретение обеспечивает точное прогнозирование температурного и временного режима горения, что позволяет расширить арсенал термитных смесей для приварки проводов электрохимзащиты к трубопроводам. 3 з.п.ф-лы, 1 ил. 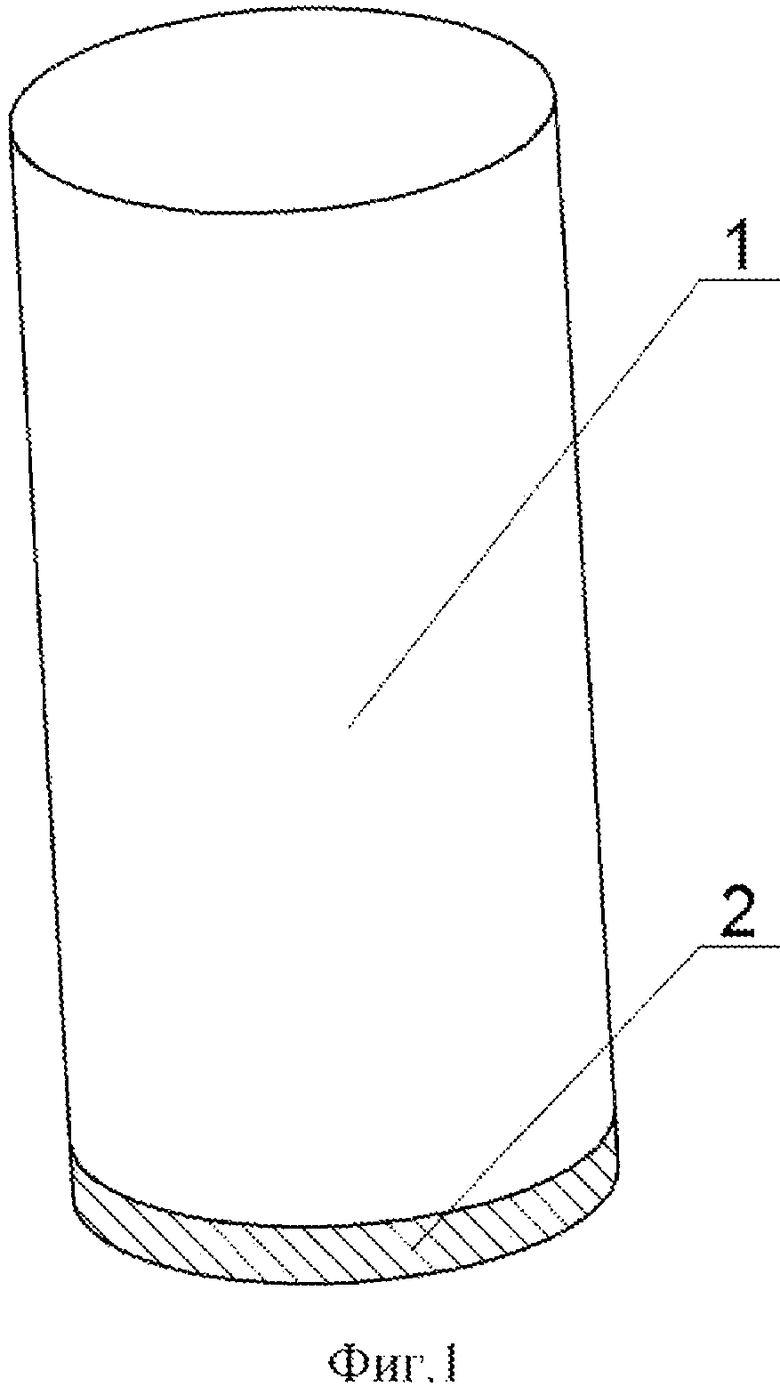
1.Термитный стержень для получения расплава в тигель-форме для термитной приварки проводов электрохимзащиты к трубопроводам, отличающийся тем, что он сформирован холодным прессованием термитной смеси, при этом в нижней части он имеет слой, толщиной от 1 до 3 мм, содержащий металлический порошок с температурой плавления от 230°C до 1600°C в количестве 90–99 мас.%.
2.Стержень по п.1, отличающийся тем, что в качестве металлического порошка слой содержит порошок меди.
3.Стержень по п.1, отличающийся тем, что в качестве металлического порошка слой содержит порошок железа.
4.Стержень по п.1, отличающийся тем, что в качестве металлического порошка слой содержит порошок олова.
| УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ ПРИВАРКИ ВЫВОДОВ ЭЛЕКТРОХИМЗАЩИТЫ К МАГИСТРАЛЬНЫМ ТРУБОПРОВОДАМ | 2005 |
|
RU2323075C2 |
| Женский презерватив | 1926 |
|
SU12626A1 |
| Стержень для термитной сварки | 1991 |
|
SU1794615A1 |
| ТЕРМИТНЫЙ СТЕРЖЕНЬ И СОСТАВ ТЕРМИТНОЙ СМЕСИ | 1998 |
|
RU2135340C1 |
| СПОСОБ ПАЙКИ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390597C1 |

