Изобретение относится к термитной сварке-пайке, резке и наплавке металлических конструкций из меди и ее сплавов и стали и может быть использовано для сварки-пайки, резки и наплавки металлов в быту, при ремонте техники в полевых условиях, при ведении ремонтно-спасательных работ, в условиях монтажа и демонтажа конструкций, на строительстве при ремонте сооружений и механизмов.
В различных аварийных и бытовых ситуациях необходимы простые в обращении и надежные средства для ремонта машин и оборудования. Наибольшие трудности при ремонте возникают в случаях, когда требуется сварка-пайка, резка или наплавка металла. Используемое в настоящее время сварное оборудование не является компактным. Его транспортировки требует специальной техники, для работы на нем нужны мощные источники электрической энергии или газовые баллоны, специально обученный персонал.
Известен термитный стержень и состав термитной смеси для сварки и наплавки металлической конструкции (Патент РФ N 1833272, N B 23 K 23/00, опубл. 07.08.93 г. ). Термитный стержень выполнен в виде сформированной в цилиндр термитной смеси с оболочкой из негорючего материала с температурой плавления ниже максимальной температуры горения термитной смеси, но выше температуры плавления металлоконструкции. Устройство термитного стержня позволяет обеспечить кумуляцию энергии горения термитной смеси в месте сварки, наплавки, следствием которой является возможность использования его в полевых условиях (сварки, наплавки), но реализация термитного стержня обеспечивает получение только горизонтального шва. Состав же термитной смеси выбирается в зависимости от его назначения, например, для сварки стальных изделий используют смесь порошка алюминия (23 мас.%) и железной окалины (77 мас.%) дисперсностью 0,3 - 0,6 мм и плотностью в прессованном состоянии 3,0 - 3,4 кг/м3. Для работы с медными конструкциями используют термитную смесь, содержащую 67,2 мас. % окиси меди и 32,8 мас.% химического соединения меди и алюминия. Частицы термитной смеси скрепляются добавлением в смесь связующего, например, поливинилацетатного клея и последующим формованием в виде стержня диаметром 6-8 мм и более, длиной 300 - 400 мм с запалом 6 - 8 мм. Размер стержня зависит от величины конструкции, подвергаемой сварке, наплавке. Указанный термитный стержень обеспечивает получение только горизонтального шва и не обеспечивает получение наклонных, вертикальных и тем более потолочных швов.
Известен также (Патент РФ N 2054347, кл. B 23 K 23/00, 20.02.95 г.) термитный состав для получения расплава на основе меди, содержащий бор, оксид меди и в качестве связующего смесь перхлорат полиэтиленполиамина и этиленгликоля при следующем соотношении компонентов, (мас.%):
Бор - 5 - 8
Перхлорат полиэтиленполиамина - 15 - 20
Этиленгликоль - 5 - 10
Оксид меди - Остальное
Указанный термитный состав обеспечивает лучшее качество соединения, электропроводность, прочность, однако, обеспечивает получение горизонтального шва и не может быть использован для получения наклонных, вертикальных и тем более потолочных швов.
Известен также состав термитной смеси (Ав. св. СССР 1362594, кл. B 23 K 23/00, опубл. 30.12.87 г.) для сварки металлических конструкций из меди или ее сплавов, включающий бор (4 - 9,9 мас.%), оксид меди (90,0 - 95,5 мас.%) и связующее (0,1 - 0,5 мас.%). В качестве связующего может использоваться раствор коллоксилина или фторкаучука в ацетоне или водный раствор силиката натрия. Указанный состав обеспечивает прочность сварного шва, но может использоваться только для получения горизонтальных швов.
Задачей настоящего изобретения является создание термитного стержня и состава термитной смеси, обеспечивающей более широкие технологические возможности в части получения горизонтальных, наклонных, вертикальных и потолочных швов, экономичного и безопасного при использовании.
Для решения поставленной задачи предлагается использовать термитный стержень с составом смеси, при горении которой осуществляется процесс сварки-пайки, резки, наплавки металлических конструкций в любом пространственном направлении: горизонтальном, наклонном, вертикальном.
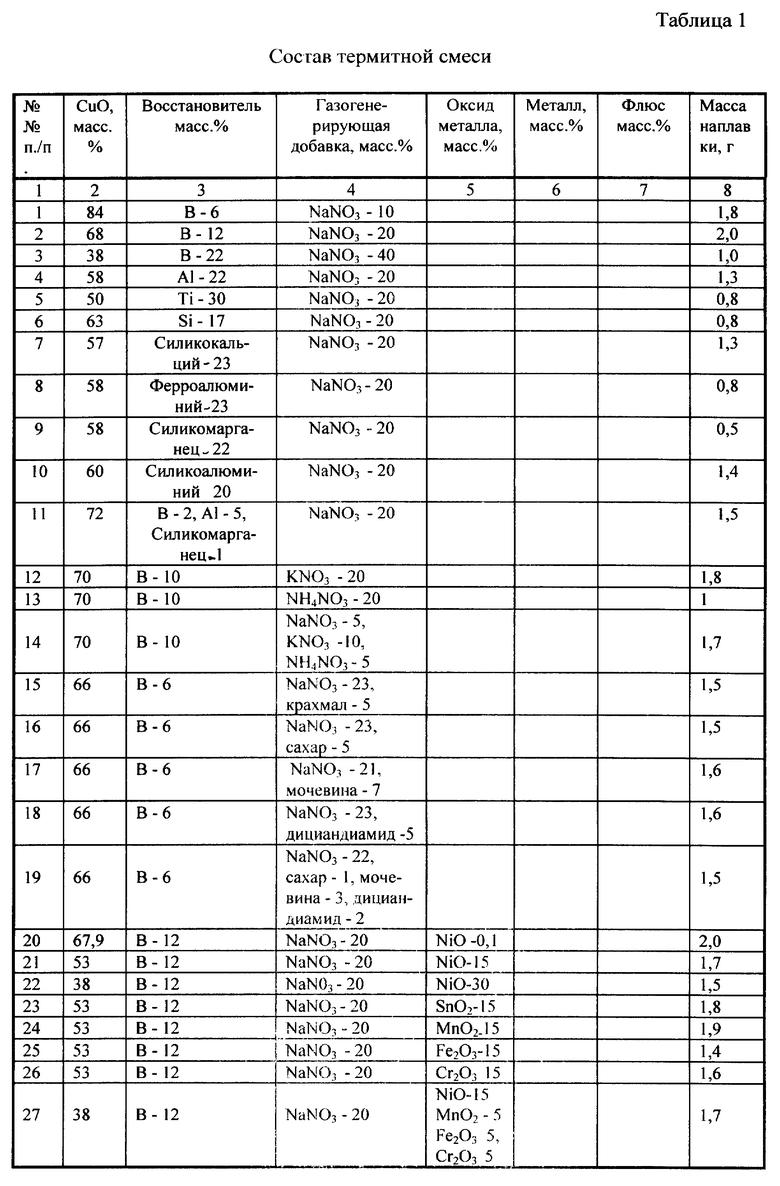
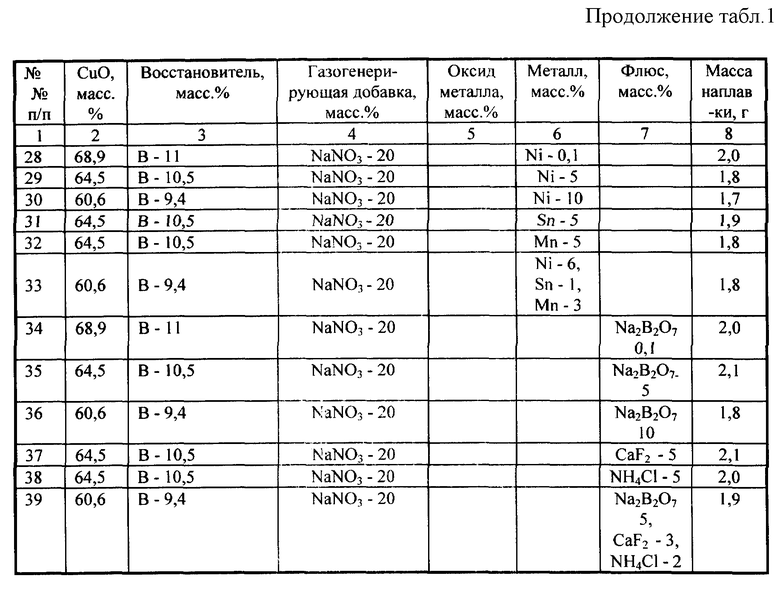
Термитный стержень выполнен в виде сформированной в цилиндр термитной смеси с оболочкой из материала, сгорающего одновременно с составом термитной смеси. Термитная смесь, которая используется в предлагаемом термитном стержне, имеет следующий состав, мас.%:
Восстановитель (бор или металл из группы алюминий, титан, кремний, или сплавы кремния с марганцем или кальцием, или алюминием или железом или их смеси) - 6 - 30
Газогенерирующая добавка (нитрат калия, натрия, или аммония или их смеси, или смеси с органическими соединениями, например, с крахмалом или сахаром, или мочевиной или дициандиамидом) - 10 - 40
Оксид меди - Остальное
При воспламенении указанного состава протекает реакция со значительным выделением тепла. В процессе горения состава термитной смеси образуется достаточное количество тепла для сварки-пайки, наплавки, резки металлических конструкций из меди и ее сплавов и стали.
Температура продуктов сгорания равна 1500 - 2500oC. В процессе сгорания смеси образуется флюс и расплав на основе меди. При взаимодействии нагретых до высокой температуры продуктов сгорания со свариваемым материалом происходит его нагрев или подплавление и образуется сварное соединение. Одновременно, за счет газогенерирующей добавки в термитной смеси и оболочки образуется направленная газовая струя (тепловой поток). Он определяется прежде всего качественным составом компонентов газогенерирующей добавки и их количественным соотношением, которое совместно с восстановителем и оксидом меди обеспечивают давление газовой струи и скорость горения состава, необходимые для образования сварного шва в любом пространственном положении. Оболочка, сгорая одновременно с термитной смесью, обеспечивает создание формы пламени, образующегося при сгорании термитного стержня. Введение в состав термитной смеси оксидов никеля, олова, марганца, железа и хрома до 30 мас.% или металлов никеля, олова, марганца до 15 мас.% позволяет получать в процессе горения термитного стержня заданные припои на основе меди. Регулирование растекаемости получаемого припоя осуществляется добавлением флюсов до 10 мас.% (см. таблицу 1). Термитный стержень предлагаемого состава отработан в опытном производстве, проверен на работоспособность в лабораторно-стендовых условиях.
Нижеследующие примеры и прилагаемый рисунок (фиг. 1) поясняют предлагаемое изобретение. На рисунке (фиг. 1) изображен термитный стержень, который состоит из сгораемой оболочки с пыжом 1, термитный смеси 2, стопина 3 и термодержателя 4.
Пример 1. Для испытания были изготовлены термитные стержни, в которых использовались варианты термитной смеси (см. таблицы 1 и 2).
Из бумаги (70 г/м2) склеивалась двухосновная трубка с внутренним диаметром 10 мм, длиной 55 мм, на глубине 15 мм от торца вклеивания пыж. Оболочка заполняется термитной смесью. В полую часть стержня вставлялся термодержатель длиной 100 мм. Термически стержень устанавливается вертикально. Над ним на расстоянии 10 мм от верхнего среза горизонтально закрепляется предварительно взвешенная стальная пластина толщиной 1 мм с размером 70х70 мм. Состав поджигается раскаленной спиралью с верхнего конца. После сгорания образца пластина снимается. С нее отбиваются шлаки и по разнице масс до и после испытания определяется количество наплавленного металла. Так производилась оценка массы наплавки (см. табл. 1). Данная методика имитирует потолочный шов.
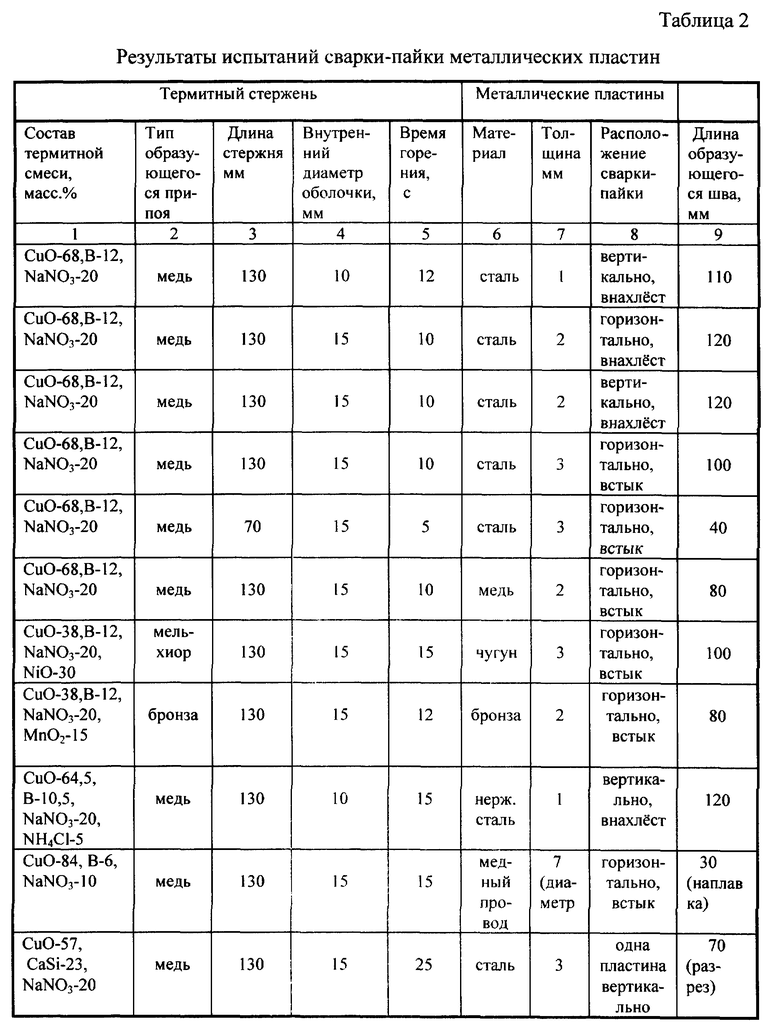
Пример 2. Процесс сварки-пайки производился следующим образом. На кирпич вертикально или горизонтально устанавливаются внахлест или встык две металлические пластины, термитный стержень поджигается, подносится к началу будущего шва на расстояние нескольких миллиметров к поверхности соединяемых деталей и плавно перемещается вдоль шва по мере его заплавления образующимся сплавом. После остывания деталей с них отбивали образовавшиеся шлаки и замеряли длину шва. Результаты испытаний представлены в таблице 2.
Для оценки качества сварки-пайки из сваренных пластин вырезали образцы размером 70х70 мм, которые испытывали на растяжение или разрыв. Все образцы показали один и тот же результат - разрыв шва был по металлу.
Таким образом, предлагаемый термитный стержень с использованием указанного состава обеспечивает следующие преимущества:
- получение сварки-пайки, резки и наплавки металлических конструкций из меди и ее сплавов и стали в различных пространственных направлениях: горизонтальной, наклонной, вертикальной.
- безопасность при изготовлении термитного стержня и его эксплуатации.
За счет отсутствия воспламенительной головки, обладающей высокой чувствительностью к трению (3-й класс) и удару (5-й класс), используемый термитный состав обладает низкой чувствительностью к механическому воздействию: к удару на уровне 11-го класс опасности, а к трению - 13-го класса. Предлагаемый термитный стержень энерогонезависим от внешних источников, что обеспечивает его экономичность.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИТНОЙ СВАРКИ | 2004 |
|
RU2274532C1 |
| ТЕРМИТНЫЙ СОСТАВ (ВАРИАНТЫ) | 1993 |
|
RU2054347C1 |
| ПОРТАТИВНОЕ УСТРОЙСТВО ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2000 |
|
RU2174459C1 |
| СПОСОБ ТЕРМИТНОЙ СВАРКИ | 2000 |
|
RU2169652C1 |
| Состав термитной смеси | 2024 |
|
RU2833638C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2007 |
|
RU2357846C2 |
| Состав для термитной сварки меди | 1986 |
|
SU1362594A1 |
| СПОСОБ ПАЙКИ РЕЛЬСОВЫХ СОЕДИНИТЕЛЕЙ К РЕЛЬСУ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2390597C1 |
| СОСТАВ ДЛЯ ТЕРМИТНОЙ СВАРКИ | 2008 |
|
RU2371289C1 |
| Состав термитной смеси для сварки | 1983 |
|
SU1130445A1 |
Термитный стержень для сварки-пайки, резки и наплавки металлических конструкций выполнен в виде сформированной в цилиндр термитной смеси с оболочкой, сгорающей одновременно с составом термитной смеси. Состав термитной смеси содержит, мас.%: восстановитель (бор, или металл из группы алюминия, титана, кремния или сплавы кремния с железом, кремния с марганцем, кремния с кальцием, кремния с алюминием, или их смеси между собой и с бором) 6-30; газогенерирующую добавку в виде нитратов щелочных металлов, или аммония, или их смеси 10-40; оксид меди - остальное. В газогенерирующую добавку можно дополнительно ввести органические соединения, в качестве которых используют крахмал, сахар, мочевину, дициандиамид или их смесь. Состав может дополнительно содержать 0,1-30 мас.% оксидов никеля или олова или марганца или хрома или железа или их смеси. Кроме того, состав может содержать 0,1-10 мас.% никеля, или олова, или марганца, или их смеси, а также 0,1-10 мас.% флюса. Техническим результатом от использования изобретения является обеспечение более широких технологических возможностей в части получения горизонтальных, наклонных, вертикальных и потолочных швов, а также безопасности при использовании. 2 с. и 5 з. п.ф-лы, 2 табл., 1 ил.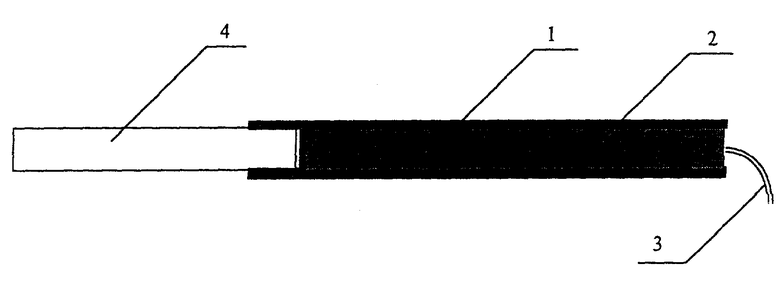
Восстановитель - 6-30
Газогенерирующая добавка - 10-40
Оксид меди - Остальное
3. Состав по п.2, отличающийся тем, что газогенерирующая добавка дополнительно содержит органические соединения в количестве 1-7 мас.%.
| RU 1833272 A1, 07.08.93 | |||
| Состав для термитной сварки меди | 1986 |
|
SU1362594A1 |
| Термитная смесь | 1947 |
|
SU77895A1 |
| Термитная смесь | 1950 |
|
SU92367A2 |
| Способ дискретного управления предохранительным торможением | 1976 |
|
SU659517A2 |
| EP 0230650 A1, 05.08.87 | |||
| База данных WPIL on QESTEL, Лондон: Дервент пабликейшн ЛТД, 1984, неделя 11, AN 84-065774, J 59021488. | |||

