Предшествующий уровень техники
Изобретение относится к области ячеистых гидравлических гидростатических подшипников, предназначенных для поддержания вращающихся валов, в частности, турбонасосов для ракетного двигателя, предназначенных для создания давления текучей среды.
Как указанно в патентном документе FR 2809782, такой подшипник содержит кольцевой статор, в котором размещен ротор, представляющий собой, например, вал турбонасоса. На своей кольцевой внутренней поверхности статор содержит ячейки, питаемые текучей средой через отверстия, которые выходят на наружную поверхность. Таким образом, ротор удерживается в подвешенном состоянии в статоре на тонком слое текучей среды под давлением, поступающей в ячейки через отверстия.
В частности, в патентном документе FR 2809782 раскрыт гидравлический гидростатический подшипник, содержащий цилиндрический статор, имеющий на своей внутренней поверхности втулку, образованную посредством соединения металлической пластины, содержащей отверстия, взаимодействующие с отверстиями подачи текучей среды, и слоя самосмазывающегося композиционного материала, который содержит ячейки, расположенные вокруг отверстий.
Такой подшипник имеет толщину слоя композиционного материала на своей внутренней поверхности, допускающую износ этого слоя без риска необратимых повреждений на валу или на подшипнике в случае контактов между валом и подшипником, что позволяет также обеспечивать переходные фазы без усиления.
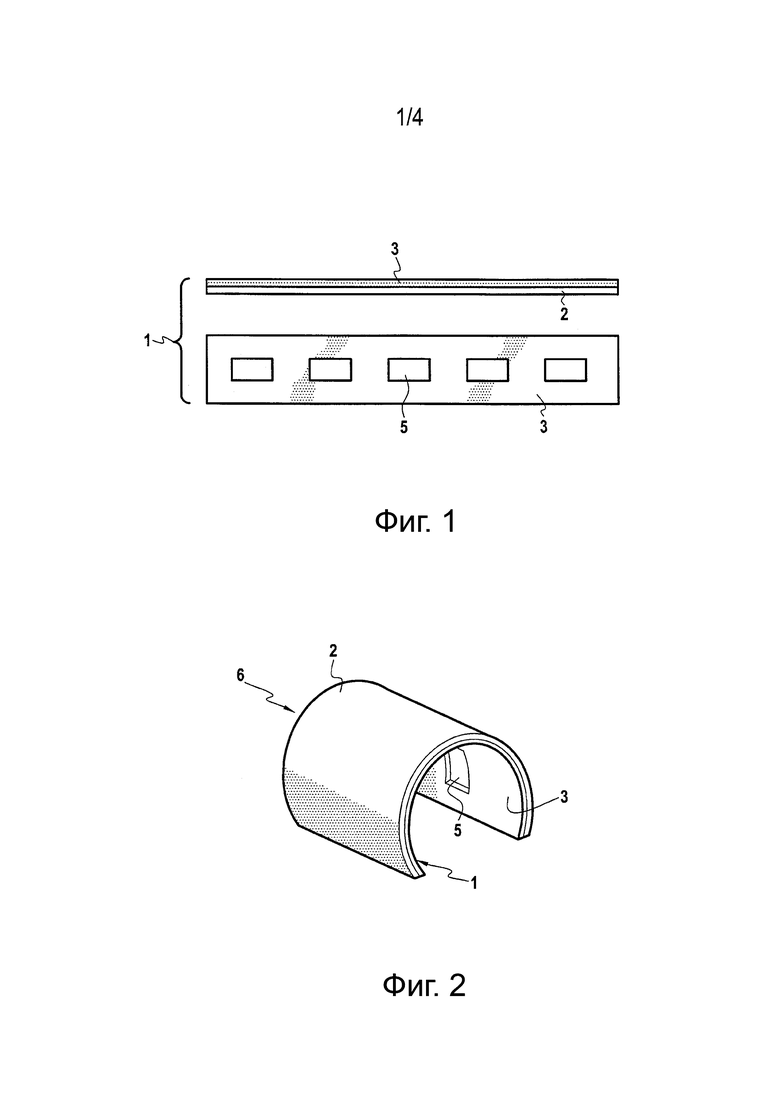
Способ изготовления такого подшипника, раскрытый в патентном документе FR 2809782 и кратко описанный далее со ссылками на фиг. 1 – 3, содержит этапы, на которых соединяют слой самосмазывающегося композиционного материала 3 с поверхностью плоской металлической пластины 2, размеры которой соответствуют развертке внутренней поверхности статора, выполняют механическую обработку ячеек 5 в толще слоя композиционного материала соединения 1, сгибают соединение 1 в виде разрезной втулки 6, устанавливают соединение в виде разрезной втулки 6 на внутренней поверхности статора 4 и выполняют механическую обработку отверстий 7 в толще статора и в установленном соединении на уровне ячеек 5.
Этот способ является эффективным и надежным. Однако он требует использования плоской металлической пластины, на которую будет нанесен композиционной материал. Длину этой пластины необходимо рассчитывать с высокой точностью на основании развертки этой цилиндрической поверхности. Кроме того, сгибание пластины в виде разрезной втулки перед ее установкой в статоре является сложным этапом, который затрагивает геометрию ячеек. Можно также упомянуть, что отверстия выполняют в многослойном материале, включающем в себя материал основы статора, материал пластины и композиционный материал. Поскольку эти три материала имеют разную твердость, механическая обработка является относительно сложной.
Раскрытие изобретения
Таким образом, существует потребность в способе изготовления гидравлического гидростатического подшипника, включающего в себя статор с внутренней цилиндрической поверхностью, содержащей ячейки, который не имеет вышеупомянутых недостатков.
В связи с этим, объектом изобретения является способ изготовления гидравлического гидростатического подшипника, включающего в себя статор, имеющий внутреннюю цилиндрическую поверхность, содержащую ячейки, при этом способ включает в себя этапы, на которых:
– наносят покрытие из металлического материала на внутреннюю поверхность корпуса статора;
– пропитывают указанное покрытие самосмазывающимся композиционным материалом;
– посредством механической обработки выполняют внутренние ячейки в толще покрытия и выполняют отверстия, выходящие в ячейки.
Таким образом, согласно изобретению, металлический материал наносят непосредственно на внутреннюю поверхность статора и пропитывают самосмазывающимся композиционным материалом, когда он уже покрывает эту поверхность. Это позволяет отказаться от использования плоской пластины, которую необходимо разрезать точно по размерам и согнуть, и одновременно делает возможным присутствие покрытия из композиционного материала значительной толщины. Металлическое покрытие эффективно сцепляется с внутренней поверхностью корпуса статора, и сам композиционный материал соединяется с этим металлическим покрытием, в толщу которого он проникает за счет пропитки. Таким образом, самосмазывающееся композиционное покрытие, образованное металлическим покрытием, пропитанным самосмазывающимся композиционным материалом на такой же значительной толщине, что и покрытие, эффективно соединяется с внутренней поверхностью корпуса статора. Кроме того, ячейки выполнены в самосмазывающемся композиционном материале и могут иметь очень точную геометрию, которую уже не затрагивает операция, последующая за механической обработкой, такая как сгибание. Ячейки можно выполнить механической обработкой на станке, оснащенном фрезеровочным шпинделем с пятью осями и головкой с угловой передачей, в частности, головкой с угловой передачей типа UGV (сверхвысокой скорости) с точным цифровым управлением. Кроме того, механическая обработка отверстий упрощается по сравнению с вышеупомянутым известным решением, так как исключено использование согнутой промежуточной пластины.
В дополнительном варианте металлический материал содержит бронзу.
В дополнительном варианте самосмазывающийся композиционный материал содержит политетрафторэтилен.
В дополнительном варианте после пропитки покрытия и, в частности, во время механической обработки внутренних ячеек производят повторную расточку содержащей покрытие внутренней поверхности.
Благодаря изобретению, этот этап доводки отверстия, образованного на внутренней поверхности статора, можно осуществлять с высокой точностью, когда на этой поверхности уже присутствует покрытие. Эту повторную расточку можно производить при помощи режущего инструмента или путем шлифования внутренней поверхности корпуса статора. Кроме того, шлифование можно производить одновременно с операцией механической обработки ячеек без демонтажа. В дополнительном варианте во время этой операции может автоматически происходить зачистка заусенцев при помощи предназначенных для этого инструментов.
В дополнительном варианте нанесение покрытия включает в себя термическое напыление частиц металлического материала на внутреннюю поверхность статора.
Эта технология оказалась наиболее подходящей для осуществления способа согласно изобретению. С одной стороны, она характеризуется гибкостью применения, в частности, поскольку позволяет менять толщину покрытия. Действительно, при этой технологии металлический материал напыляют на внутреннюю поверхность статора при помощи пистолета-распылителя, приводимого в относительное движение относительно поверхности. Чтобы увеличить толщину покрытия, достаточно изменить относительную скорость между пистолетом и статором или произвести один или несколько дополнительных проходов пистолета.
Кроме того, авторы изобретения неожиданно установили, что эта технология способствует пропитке покрытия композиционным материалом, так как полученное при помощи этой технологии покрытие обладает определенной пористостью, при этом объемное содержание пор может составлять от 1% до 10%.
В дополнительном варианте нанесение покрытия осуществляют в менее окисляющей среде, чем воздух, в частности, в закрытом пространстве, в котором находится нейтральный газ.
Это позволяет избегать окисления на границе раздела между покрытием и покрываемой поверхностью. Этот нейтральный газ может быть, например, азотом.
В дополнительном варианте нанесение покрытия включает в себя выполнение по меньшей мере одного внутреннего слоя покрытия на внутренней цилиндрической поверхности и по меньшей мере одного верхнего слоя покрытия на указанном внутреннем слое, при этом верхний слой имеет пористость больше, чем пористость внутренний слой.
Внутренний слой или внутренние слои обеспечивают соединение между покрытием и покрываемой поверхностью. Поэтому они должны иметь низкую пористость, например, содержание пор порядка 1% или меньше. С другой стороны, верхний слой или верхние слои должны иметь более значительную пористость, что способствует их пропитке самосмазывающимся материалом.
В дополнительном варианте за нанесением покрытия следует термическая обработка, которая предшествует пропитке покрытия.
Эта термическая обработка обеспечивает ослабление напряжений в покрытии или между покрытием и внутренней поверхностью корпуса статора и позволяет гомогенизировать покрытие перед его пропиткой. Эта термическая обработка может быть закалкой.
В дополнительном варианте пропитка покрытия включает в себя нанесение композиционного материала на покрытие и его прижимание к покрытию.
В дополнительном варианте пропитка покрытия включает в себя нанесение самосмазывающегося композиционного материала на покрытие в виде пасты, содержащей самосмазывающийся компонент.
Краткое описание чертежей
Другие особенности и преимущества изобретения будут более очевидны из последующего описания варианта осуществления изобретения, представленного в качестве неограничительного примера, со ссылками на чертежи.
На фиг. 1 – 3 (уже описаны) поясняется известный способ;
на фиг. 4 – часть корпуса статора перед нанесением покрытия на его внутреннюю поверхность, схематичный вид;
на фиг. 5 – нанесение покрытия посредством напыления;
на фиг. 6 – нанесение самосмазывающегося композиционного материала на покрытие;
на фиг. 7 – прижимание композиционного материала к покрытию;
на фиг. 8 – этап механической обработки ячеек и механической обработки отверстий, выходящих в эти ячейки;
на фиг. 9 – часть статора, схематичный вид.
Варианты осуществления изобретения
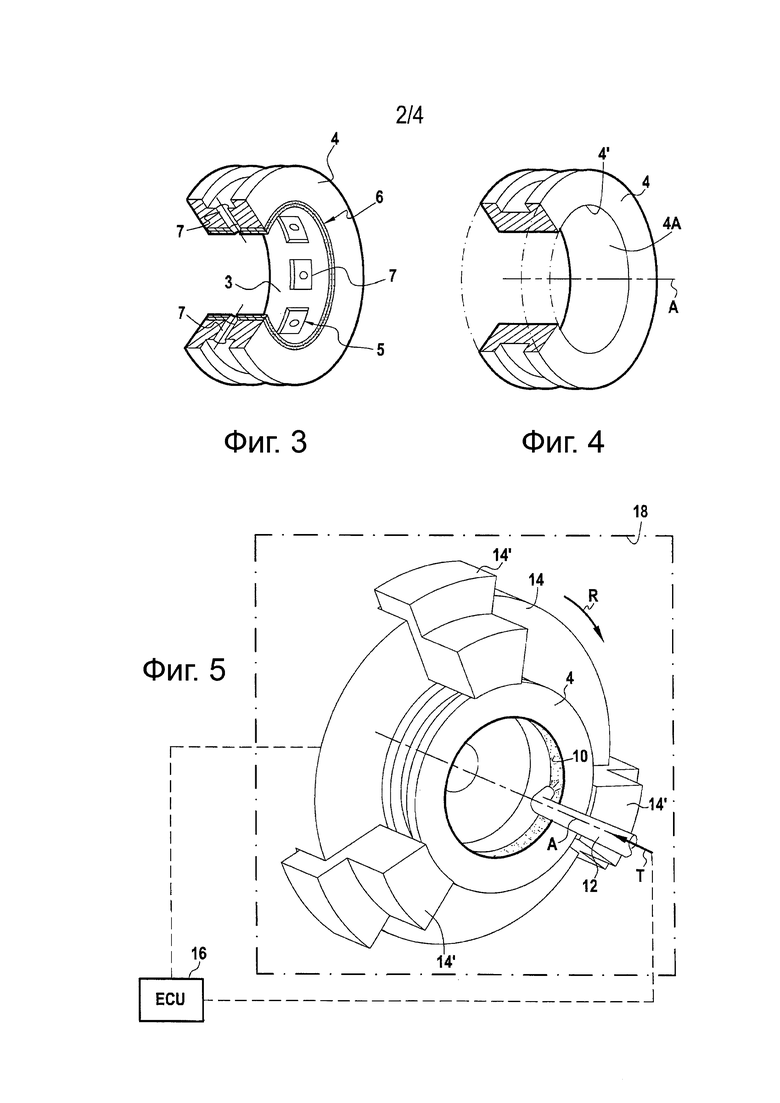
Как и известный способ, описанный со ссылками на фиг. 1 – 3, способ согласно изобретению применяют для корпуса 4 статора. Этот корпус показан на фиг. 4. Речь идет о кольцевом цилиндрическом корпусе с цилиндрической внутренней поверхностью 4А, ограничивающей центральное отверстие 4’. Например, этот корпус 4 может быть выполнен из твердого сплава, в частности, твердостью более 300 НВ и даже 330 НВ, например, из сплава, известного под названием Inconel 718 («Инконель 718»).
На фиг. 5 показано покрытие 10, нанесенное на внутреннюю цилиндрическую поверхность корпуса 4. В частности, нанесение осуществляют посредством напыления при помощи пистолета-распылителя 12, головку которого направляют на поверхность 4А.
Как показано на фиг. 5, корпус 4 удерживают в держателе 14, зажимы 14’ которого зажимают корпус. Корпус 4 и пистолет 12 являются подвижными относительно друг друга. Например, пистолет 12 имеет возможность поступательного перемещения Т параллельно оси А внутренней поверхности корпуса 4, а держатель может приводиться во вращение R вокруг этой оси. Этими перемещениями управляет электронный блок управления (ECU) 16 таким образом, чтобы их синхронизировать, учитывая также расход распыления пистолета, чтобы получить необходимую толщину покрытия 10.
Это устройство нанесения покрытия может быть расположено в закрытом пространстве 18 с не окисляющей атмосферой или по меньшей мере с атмосферой, менее окисляющей, чем окружающий воздух. В частности, это закрытое пространство заполнено нейтральным газом, таким как азот.
Металлический материал, используемый для формирования покрытия 10, может быть алюминием, медью, нержавеющей сталью, никелем или сплавом на основе этих металлов, в частности, алюминиевым или никелевым сплавом. Предпочтительно этот материал может быть бронзой.
Металлический материал может быть нанесен посредством термического напыления. Например, речь может идти о высокоскоростном кислороднотопливном напылении («high velocity oxy-fuel») или о напылении в сверхзвуковом пламени («supersonic flame spraying»), о плазменном напылении, при котором частицы материала расплавляются и ускоряются газовой плазмой, или о холодном динамическом напылении («dynamic cold spraying»), при котором частицы ускоряются и напыляются в состоянии порошка на поверхность 4А корпуса 4.
Например, частицы металлического материала, используемые для напыления, имеют эквивалентный диаметр от 5 мкм до 40 мкм, в частности, когда применяемой технологией является холодное динамическое напыление.
Чтобы получить требуемую толщину покрытия, нанесение покрытия можно производить в несколько наносимых друг на друга слоев, например, путем нескольких последовательных проходов пистолета 12. В этом случае желательно, чтобы пористость менялась в зависимости от слоя, увеличиваясь по мере удаления от стенки 4А корпуса 4. Например, объемное содержание пор внутреннего слоя, входящего в контакт с поверхностью 4А корпуса 4, может составлять около 1%, тогда как для верхнего слоя, ближайшего к оси А, он может составлять порядка 10%.
После выполнения покрытия 10 производят его пропитку самосмазывающимся композиционным материалом.
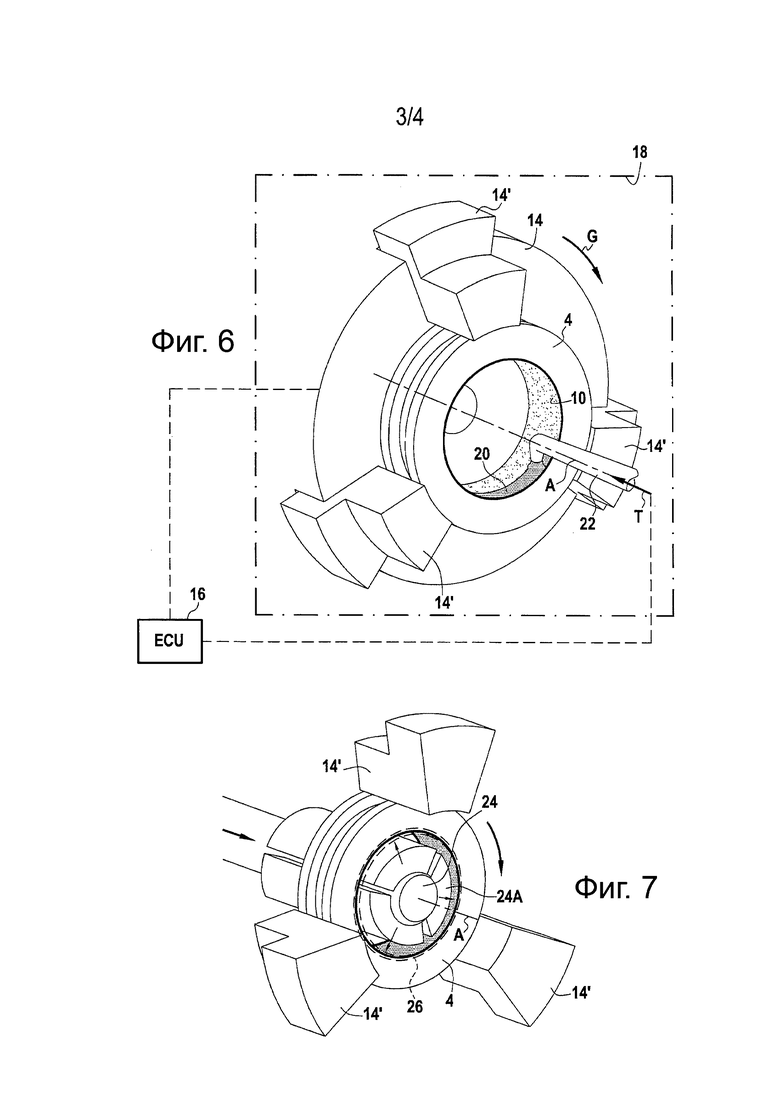
Для этого на покрытие 10 сначала наносят слой самосмазывающегося композиционного материала 20, как показано на фиг. 6. Этот материал можно наносить в виде пасты, например, при помощи устройства 22 нанесения покрытия, перемещаемого относительно статора 4. Например, статор удерживается держателем 14, показанным на фиг. 5, или аналогичным держателем и может перемещаться во вращении R, тогда как устройство 22 нанесения покрытия имеет возможность поступательного перемещения Т.
Затем производят прижатие композиционного материала 20 к покрытию 10. На фиг. 7 видно, что, когда корпус 4 статора установлен в зажимах 14’, аналогичных зажимам, показанным на фиг. 4, в центральное отверстие 4’ этого корпуса вводят раздвижную оправку 24. Оправка содержит сектора 24А, которые из конфигурации покоя, позволяющей ввести оправку в отверстие 4’, можно перемещать радиально наружу для расширения оправки 24. Это расширение оказывает давление на слой композиционного материала 20 и стремится протолкнуть его в поры покрытия 10. Кроме того, прижимание можно производить в несколько последовательных проходов, между которыми оправку 24 и корпус статора перемещают в угловом направлении относительно друг друга, чтобы зоны, занимаемые промежутками между секторами 24А в ходе одного этапа, перекрывались секторами в ходе последующего этапа.
Нанесению композиционного материала на покрытие 10 может предшествовать термическая обработка этого покрытия, в частности, закалка.
Таким образом, в ходе прижимания паста композиционного материала затвердевает. Во время прижимания этот материал оказывается закрытым в радиальном направлении. Чтобы избегать вытекания прижимаемого композиционного материала из статора в осевом направлении, можно использовать изолирующие кольца 26 или эквивалентное средство, прижимаемые к осевым концам корпуса статора и закрывающие в осевом направлении покрытие 10 и слой композиционного материала 20.
Самосмазывающийся композиционный материал может содержать политетрафторэтилен (ПТФЭ). Для нанесения на покрытие этот материал используют, например, в виде пасты.
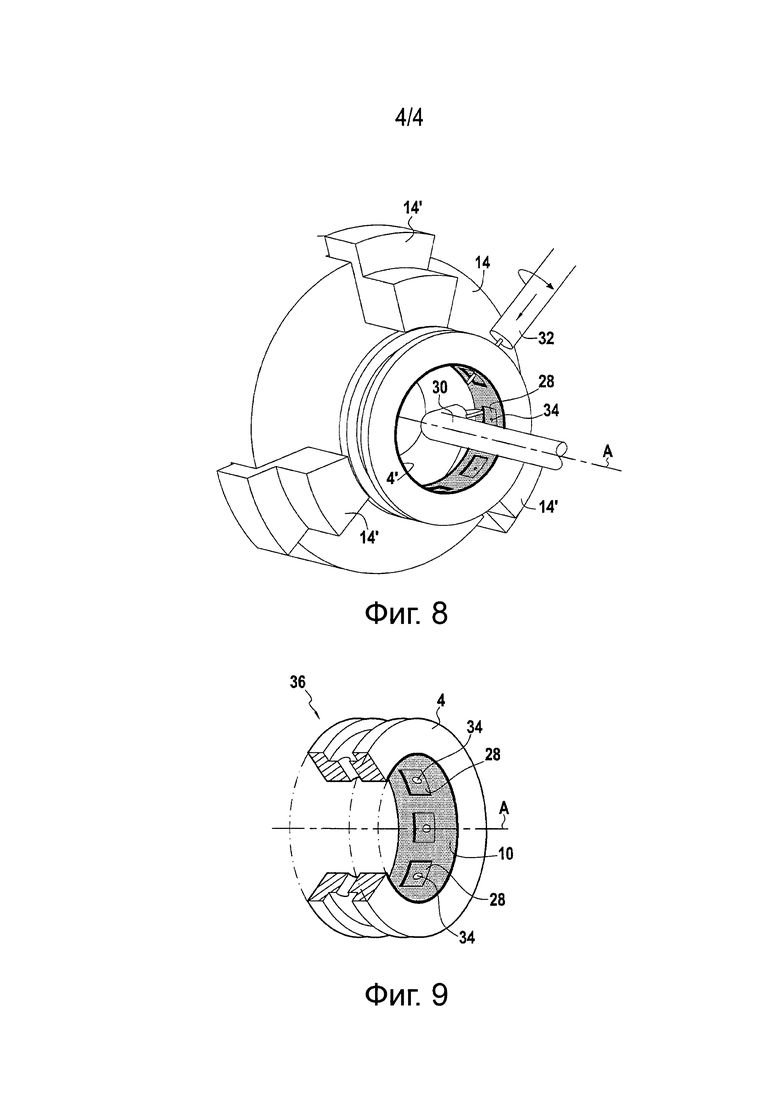
На фиг. 8 показан этап механической обработки, который следует за этапом пропитки. На этом этапе механической обработки внутренние ячейки 28 в толще покрытия 10 выполняют при помощи фрезы 30, установленной в головке UGV с угловой передачей и с цифровым или аналоговым управлением. Во время этой механической обработки корпус статора продолжают удерживать в зажимах 14’ или аналогичном средстве. Глубина ячеек 28 меньше толщины покрытия 10, пропитанного композиционным материалом, причем эту глубину и эту толщину измеряют в радиальном направлении. Например, глубина ячеек составляет от 0,3 мм до 0,6 мм, тогда как толщина покрытия составляет от 0,8 мм до 2 мм.
На фиг. 8 схематично показан также инструмент 32 для сверления, который установлен в головке фрезеровочного шпинделя с 5-тью осями и который предназначен для сверления отверстий 34 для подачи текучей среды к ячейкам. Эти отверстия для подачи, в данном случае выполненные в количестве одного на ячейку, ориентированы радиально и проходят сквозь стенку статора 4. Эти отверстия 34 позволяют подавать текучую среду под давлением в ячейки 28 подшипника, чтобы реализовать механизм поддержки вращающегося вала, характерный для гидростатических подшипников. В случае необходимости, ячейки могут иметь разное число отверстий питания. Они могут также иметь одно или более других отверстий для обеспечения других функций, например, для измерения давления при помощи датчика.
Операции механической обработки ячеек и сверления этих ячеек при помощи режущих инструментов можно осуществлять на одном рабочем посту и параллельно. На этом же рабочем посту можно осуществлять конечную окончательную расточку поверхности отверстия 4’ статора. Эта конечную повторную расточку, производимую на покрытии 10, пропитанном самосмазывающимся композиционным материалом, можно осуществлять одновременно с механической обработкой ячеек 28 или после этой механической обработки и даже после сверления отверстия 34.
На фиг. 9 показан статор 36 гидравлического гидростатического подшипника, полученный согласно изобретению. Этот статор содержит корпус 4, на внутренней поверхности 4А которого нанесено металлическое покрытие 10, пропитанное самосмазывающимся композиционным материалом. Металлическое покрытие сцепляется непосредственно с исходной внутренней поверхностью корпуса статора без применения присоединяемой промежуточной пластины в отличие от решения по документу FR 2809782. На своей внутренней поверхности с покрытием статор 34 имеет также ячейки 28, дно которых тоже имеет пропитанное металлическое покрытие, и через его кольцевую стенку проходят отверстия 34 питания текучей средой этих ячеек.
Самосмазывающееся композиционное покрытие, то есть металлическое покрытие, пропитанное самосмазывающимся композиционным материалом, может иметь большую толщину, например, от 0,8 мм до 2 мм. Следовательно, оно позволяет осуществлять операции доводки, такие как конечная повторная расточка или подгонка подшипников, например, подборка по парам или совмещение двух подшипников.
Учитывая соответствующую толщину самосмазывающегося композиционного покрытия на внутренней поверхности статора подшипника, переходные фазы запуска или остановки турбонасосов облегчаются за счет допуска контактов вал-подшипники, что обеспечивает также прочность таких подшипников в случае поломок, благодаря их стойкости к этим контактам.
| название | год | авторы | номер документа |
|---|---|---|---|
| ДОЗИРУЮЩИЙ ШЕСТЕРЕННЫЙ НАСОС | 2009 |
|
RU2423620C2 |
| КОЛЬЦЕВАЯ ЧАСТЬ СТАТОРА ТУРБИННОГО ДВИГАТЕЛЯ И СТАТОР ТУРБИННОГО ДВИГАТЕЛЯ | 2013 |
|
RU2637302C2 |
| АНТИФРИКЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2025588C1 |
| ВНЕШНИЙ КОЖУХ КОМПРЕССОРА ОСЕВОЙ ТУРБОМАШИНЫ | 2011 |
|
RU2540524C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2008 |
|
RU2385211C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА РАБОЧЕЙ ПОВЕРХНОСТИ ОПОР СКОЛЬЖЕНИЯ | 2003 |
|
RU2274776C2 |
| КОМПОЗИЦИЯ ДЛЯ ПОЛУЧЕНИЯ ПОКРЫТИЯ С ВЫСОКИМИ ТРИБОТЕХНИЧЕСКИМИ СВОЙСТВАМИ И СПОСОБ ПОЛУЧЕНИЯ ПОКРЫТИЯ | 2012 |
|
RU2495893C1 |
| КОНСТРУИРОВАНИЕ ПОВЕРХНОСТИ ТЕРМОПЛАСТИЧЕСКИХ МАТЕРИАЛОВ И ОБОРУДОВАНИЯ | 2013 |
|
RU2622306C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2001 |
|
RU2287606C2 |
| АНТИФРИКЦИОННЫЙ ЛИСТОВОЙ МАТЕРИАЛ | 1971 |
|
SU292819A1 |
Изобретение относится к области ячеистых гидравлических гидростатических подшипников, предназначенных для поддержания вращающихся валов, в частности, турбонасосов для ракетного двигателя, предназначенных для создания давления текучей среды. Способ изготовления гидравлического гидростатического подшипника, включающего в себя статор (36), имеющий внутреннюю цилиндрическую поверхность, содержащую ячейки, при этом способ включает в себя следующую последовательность этапов, на которых: наносят покрытие (10) из металлического материала на внутреннюю поверхность корпуса (4) статора (36); пропитывают указанное покрытие (10) самосмазывающимся композиционным материалом; посредством механической обработки выполняют внутренние ячейки (28) в толще покрытия (10) и выполняют отверстия (34), выходящие в ячейки. Технический результат: создание способа изготовления гидравлического гидростатического подшипника, который является эффективным и надежным, при этом улучшается прочность подшипника за счет отказа от промежуточной пластины и нанесения металлического материала непосредственно на сам статор. 12 з.п. ф-лы, 9 ил.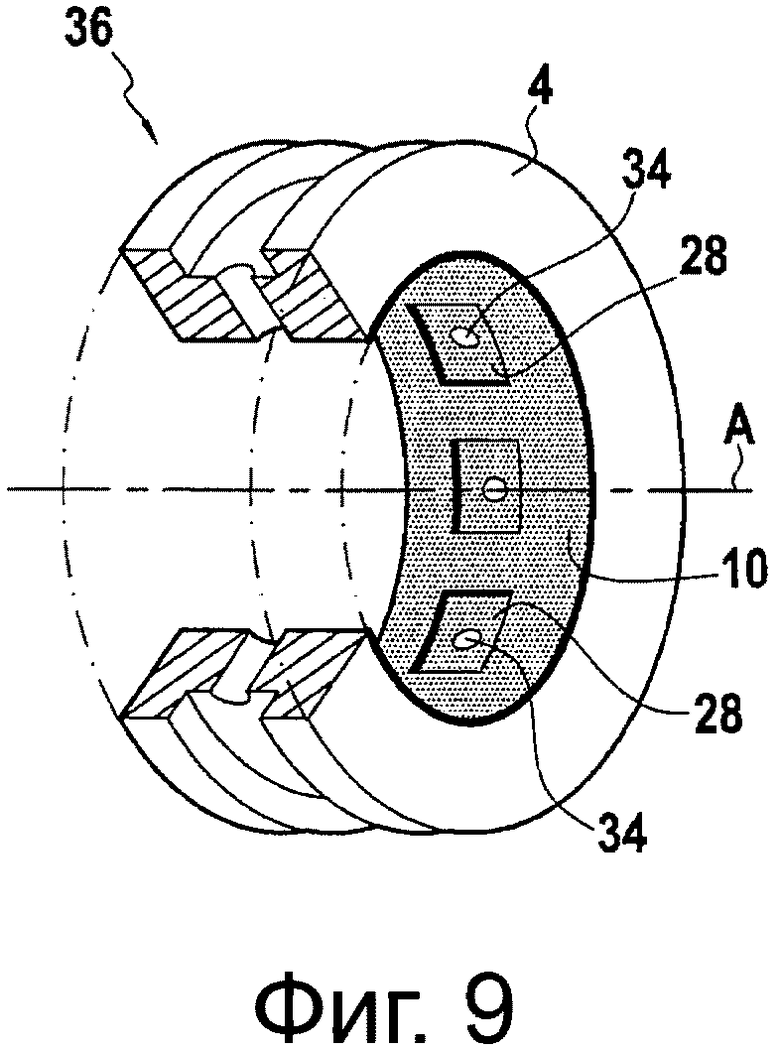
1. Способ изготовления гидравлического гидростатического подшипника, включающего в себя статор (36), имеющий внутреннюю цилиндрическую поверхность, содержащую ячейки, при этом способ включает в себя следующую последовательность этапов, на которых:
– наносят покрытие (10) из металлического материала на внутреннюю поверхность (4А) корпуса (4) статора (36);
– пропитывают указанное покрытие (10) самосмазывающимся композиционным материалом (20);
– посредством механической обработки выполняют внутренние ячейки (28) в толще покрытия (10) и выполняют отверстия (34), выходящие в ячейки.
2. Способ по п. 1, в котором металлический материал содержит бронзу.
3. Способ по п. 1, в котором самосмазывающийся композиционный материал содержит политетрафторэтилен.
4. Способ по п. 1, в котором после пропитки покрытия (10) осуществляют повторную расточку содержащей покрытие внутренней поверхности.
5. Способ по п. 1, в котором повторную расточку содержащей покрытие внутренней поверхности осуществляют во время механической обработки внутренних ячеек (28).
6. Способ по п. 1, в котором нанесение покрытия (10) включает в себя термическое напыление частиц металлического материала на внутреннюю поверхность (4А) статора.
7. Способ по п. 1, в котором нанесение покрытия (10) осуществляют в менее окисляющей среде, чем воздух.
8. Способ по п. 1, в котором нанесение покрытия (10) осуществляют в закрытом пространстве (18), в котором находится нейтральный газ.
9. Способ по п. 1, в котором нанесение покрытия (10) включает в себя выполнение по меньшей мере одного внутреннего слоя покрытия на внутренней цилиндрической поверхности (4А) и по меньшей мере одного верхнего слоя покрытия на указанном внутреннем слое, при этом верхний слой имеет пористость больше, чем пористость внутреннего слоя.
10. Способ по п. 1, в котором за нанесением покрытия следует термическая обработка, которая предшествует пропитке покрытия.
11. Способ по п. 1, в котором пропитка покрытия (10) включает в себя нанесение композиционного материала (20) на покрытие и его прижимание к покрытию.
12. Способ по п. 1, в котором пропитка покрытия (10) включает в себя нанесение самосмазывающегося композиционного материала (20) на покрытие в виде пасты.
13. Способ по п. 1, в котором покрытие имеет толщину от 0,8 мм до 2 мм и ячейки имеют глубину от 0,3 до 0,6 мм.
| Способ подъема объекта, затонувшего на глубине | 2023 |
|
RU2809782C1 |
| US 4005916 A, 01.02.1977 | |||
| US 2011167587 A1, 14.07.2011 | |||
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО СЛОЯ НА РАБОЧЕЙ ПОВЕРХНОСТИ ОПОР СКОЛЬЖЕНИЯ | 2003 |
|
RU2274776C2 |

