Изобретение относится к технологии ремонтного производства, в частности, к технологии восстановления шеек стальных коленчатых валов двигателей внутреннего сгорания.
Известен способ ремонта кривошипного механизма двигателя с изношенными шатунными и коренными шейками, включающий нанесение на изношенные шейки металлического покрытия, последующую их механическую обработку и комплектование с вкладышами подшипников, при котором покрытие наносят электродуговой металлизацией шеек. а вкладыши используют из ленты, выполненной из стали 45 (см., например, описание изобретения к патенту РФ №2090332, кл. В23Р 6/00, опубл. 20.09.1997).
Недостатком способа является его дороговизна и высокая трудоемкость контроля, что ограничивает его использование.
Наиболее близким из известных по своей технической сущности и достигаемому результату является выбранный в качестве прототипа способ восстановления шеек стальных коленчатых валов, при котором осуществляют демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку подложечного слоя к наплавке путем дробеструйной обработки, подогрев подложечного слоя, нанесение покрытия и механическую обработку покрытия (см., например, описание изобретения к патенту РФ №2103141, кл. В23Р 6/00, опубл. 27.01.1998).
Недостатком способа являются сравнительно невысокие технико-экономические показатели, такие как износостойкость, задиростойкость, противокоррозионная стойкость, ремонт-некомплектность и др.
Технический результат от использования изобретения - повышение технико-экономических свойств и качества нанесенного покрытия за счет исключения растрескивания, разнотолщинности и отслоения напыленного покрытия, а также повышение ресурса работы при снижении стоимости восстановленных коленчатых валов в сравнении с новыми.
Указанный технический результат достигается тем, что в способе восстановления шеек стальных коленчатых валов, при котором осуществляют демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку подложечного слоя к наплавке путем дробеструйной обработки, нанесение покрытия и механическую обработку покрытия, согласно изобретению покрытие состоит из последовательно наложенных друг на друга слоев композиционных материалов - подслоя толщиной 0,10-0,15 мм диаметра шейки, теплоотводящего демпфирующего слоя толщиной 0,2-0,3 мм и рабочего слоя, нанесение покрытий осуществляют посредством газопламенного напыления с применением разогрева композиционного шнурового материала проволочного типа, состоящего из наполнителя и органической связующей, сублимирующей в процессе нагрева при температуре 400°С на восстанавливаемую поверхность, в газовой струе пламени до температуры, близкой к температуре плавления напыляемого материала, и его переноса транспортирующим потоком сжатого воздуха или инертного газа на подготовленную поверхность подложечного слоя, при этом для нанесения подслоя используют наполнитель из термореагирующего материала, для теплоотводящего демпфирующего слоя - наполнитель из материала на основе меди, для рабочего слоя - наполнитель из износостойкого материала с применением средств контроля геометрических параметров шейки и температуры поверхности напыленного покрытия, а механическую обработку напыленного покрытия осуществляют посредством шлифования после естественного остывания и выдержки коленчатого вала.
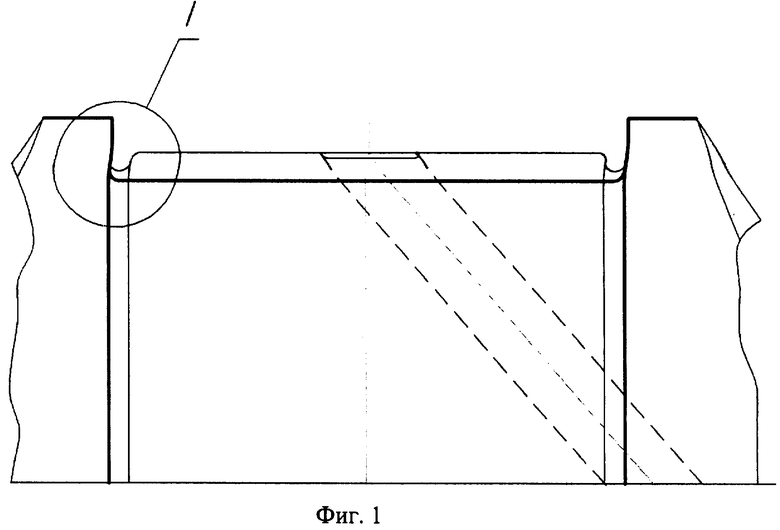
На фиг.1 представлен фрагмент шейки коленчатого вала, на фиг.2 - узел I на фиг.1.
Сущность предложенного способа заключается в том, что напыляемое покрытие состоит из трех последовательных наложенных друг на друга порошковых композиционных материалов, каждый из которых выполняет заданные функции в покрытии:
- подслой, при напылении которого в результате прохождения экзотермической реакции происходит микросварка между металлом стального коленчатого вала (основы) и напыляемыми частицами, наносимый для увеличения адгезионной прочности;
- демпфирующий теплоотводящий слой, представляющий собой мягкий материал на основе меди, предназначенный для гашения пиковых значений давления во время работы коленчатого вала и отвода излишнего тепла из покрытия в основной металл стального коленчатого вала, при этом сохраняется необходимая вязкость масляной пленки в месте контакта вала с подшипниками (вкладышами).
- рабочий слой, представляющий собой твердый износостойкий материал, который наносится для обеспечения необходимых эксплуатационных свойств, которые проявляются при работе коленчатого вала.
Процесс газопламенного шнурового «холодного» напыления основан на разогреве шнурового материала в газовой (ацетилено- или пропано-кислородной) струе пламени до температуры, близкой к температуре плавления напыляемого материала, и переносе его транспортирующим потоком сжатого воздуха или инертного газа со скоростью выше 250 м/с на подготовленную поверхность шейки. После напыления температура шейки не превышает 100°С, что исключает возможность коробления коленчатого вала.
Гибкий шнуровой материал (далее шнур) представляет собой получаемый экструзией композиционный материал проволочного типа, состоящий из наполнителя и органической связующей, полностью исчезающей (сублимирует в процессе нагрева при температуре 400°С) без какого-либо отложения на восстанавливаемую поверхность детали.
Высокая скорость полета расплавленных частиц шнура при напылении позволяет получать покрытия с высокой (не менее 3,0 кгс/мм2) прочностью сцепления, низкой пористостью и высокой (до 8 кг/ч) производительностью напыления. При изготовлении шнур наматывают на специальные пластмассовые катушки, что значительно упрощает автоматизацию процесса напыления.
Шнуровое напыление производят специальной многопламенной горелкой с центральной подачей шнура. Для увеличения адгезии и повышения активации поверхности производится нанесение подслоя - специального термореагирующего материала, разогретые частицы которого при соударении с напыляемой поверхностью вызывают экзотермическую реакцию, в результате которой происходит их микросхватывание с материалом основы.
Предложенный способ восстановления реализуют следующим образом.
Технологический процесс восстановления изношенных шеек коленчатых валов шнуровым напылением состоит из следующих последовательных операций, выполнение требований которых гарантирует качество и надежность ремонта коленчатых валов:
- подготовка коленчатого вала к восстановлению;
- нанесение покрытия;
- механическая обработка покрытия.
Подготовка коленчатого вала к восстановлению включает в себя демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку подложечного слоя к наплавке путем дробеструйной обработки и подогрев подложечного слоя.
Разобранный коленчатый вал подвергают мойке принятым на ремонтном предприятии способом с применением соответствующих разрешенных моечных растворов. Для определения наличия трещин и других дефектов, исключающих дальнейшую эксплуатацию коленчатого вала, производится магнитопорошковая дефектоскопия. Для определения величины износов коренных и шатунных шеек производят их обмер микрометрами МК225 и МК200. Для определения правильности геометрических размеров и формы коленчатого вала производят проверку биения коренных шеек. Для устранения имеющихся на поверхности шеек рисок, трещин, задиров, поджогов, удаления азотированного слоя, придания шейке правильной цилиндрической формы, а также обеспечения необходимой толщины покрытия производят шлифование изношенных шеек (станки шлифовальные ХШ-109, 3М424Н9 и их аналоги). Шлифование производят до полного удаления перечисленных дефектов. После шлифования шеек производят их визуальный осмотр, используют магнитопорошковую и цветную капиллярную дефектоскопию на наличие оставшихся дефектов. Выявленные дефекты удаляют шлифованием до минимально допустимого диаметра шеек. При наличии оставшихся дефектов коленчатый вал восстановлению не подлежит. Для придания необходимой шероховатости поверхности восстанавливаемых шеек подвергают струйно-абразивной обработке. Поверхность шейки тщательно обезжиривают.
В качестве материала для струйно-абразивной обработки используют стальную колотую дробь ДСК номер 02,03 (размер частиц 1,6-2,0 мм) по ГОСТ 11964-81Е. Дробь не должна иметь следов масел, влаги, грязи, ржавчины и др.
Струйно-абразивную обработку производят при давлении сжатого воздуха 0,5-0,6 МПа. Расстояние от среза сопла пистолета до поверхности шейки должно составлять 140-150 мм. Сжатый воздух должен иметь 5 класс чистоты по ГОСТ 17433-80.
Шероховатость поверхности шейки после струйно-абразивной обработки должна составлять не менее 50 мкм(проверяется по эталонному образцу). Время между операциями струйно-абразивной обработки и нанесением «подслоя» не должно превышать одного часа.
Нанесение покрытия осуществляют посредством газопламенного напыления с применением разогрева композиционного шнурового материала проволочного типа в газовой струе пламени до температуры, близкой к температуре плавления напыляемого материала, и его переноса транспортирующим потоком сжатого воздуха или инертного газа на подготовленную поверхность. Композиционный шнуровый материал состоит из наполнителя и органической связующей, сублимирующей в процессе нагрева при температуре 400°С на восстанавливаемую поверхность, при этом на подготовленную поверхность первоначально напыляют подслой из термореагирующего материала толщиной 0,10-0,15 мм диаметра шейки.
Для нанесения подслоя 1 используют шнур марки «НИАЛИД» с использованием газопламенной горелки при скорости вращения коленчатого вала в пределах 30-40 об./мин и скорости продольного перемещения каретки с горелкой в пределах 200-240 мм/мин.
Далее наносят теплоотводящий демпфирующий слой 2 толщиной 0,2-0,3 мм диаметра шейки с использованием шнура марки СФЕКОРД-ЭКЗО №10/40Т, после чего напыляют рабочий слой 3 с использованием шнура марки СФЕКОРД-ЭКЗО №40 с применением средств контроля геометрических параметров шейки посредством микрометра МК225 или МК200 и температуры поверхности напыленного слоя посредством инфракрасного пирометра (диапазон измерения температур от 0 до, не менее 200°С).
Механическую обработку покрытия осуществляют посредством шлифования после естественного остывания коленчатого вала и выдержки времени в течение 12 часов. Шлифование покрытия производят с применением кругов марки ПП 1060×80×305 24А 40Н С1-С2 К535 м/с, ПП 1400×80×305 24А 40Н С1-С2 К535 м/с.Охлаждение осуществляют водным раствором с 5% эмульсола при расходе 2,5-3,5 л/мин.
В результате напыления и последующей механической обработки шлифованием восстановленные шейки коленчатого вала приобретают номинальные размеры и необходимые в эксплуатации свойства нанесенного слоя - износостойкость, задиростойкость, противокоррозионная стойкость и др., определяемые условиями работы коленчатого вала дизеля с гарантированной прочностью его сцепления с основным металлом при сохранении усталостной прочности на уровне нового вала, при этом исключаются отслоение напыленного покрытия, а также растрескивание и разнотолщинность покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ШАТУННОЙ ШЕЙКИ КОЛЕНЧАТОГО ВАЛА ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 2021 |
|
RU2760138C1 |
| Способ восстановления шеек стальных коленчатых валов | 2017 |
|
RU2652609C1 |
| Способ восстановления шеек стальных коленчатых валов | 2019 |
|
RU2729795C1 |
| Способ ремонта шеек стальных коленчатых валов | 2021 |
|
RU2775587C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2023 |
|
RU2821120C1 |
| СПОСОБ РЕМОНТА ШЕЕК СТАЛЬНЫХ КОЛЕНЧАТЫХ ВАЛОВ | 2022 |
|
RU2792038C1 |
| Способ газотермического нанесения стальных покрытий | 1989 |
|
SU1731863A1 |
| Способ восстановления шеек коленчатых валов путем приклеивания полукольцевых накладок | 2021 |
|
RU2766395C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК КОЛЕНЧАТОГО ВАЛА | 1991 |
|
RU2007287C1 |
| Способ восстановления деталей типа вал | 1990 |
|
SU1754396A1 |

Изобретение относится к технологии ремонтного производства, в частности, к технологии восстановления шеек стальных коленчатых валов двигателей внутреннего сгорания. В способе осуществляют нанесение покрытия, которое состоит из последовательно наложенных друг на друга слоев композиционных материалов - подслоя толщиной 0,10-0,15 мм диаметра шейки, теплоотводящего демпфирующего слоя толщиной 0,2-0,3 мм и рабочего слоя. Нанесение покрытий осуществляют посредством газопламенного напыления с применением разогрева композиционного шнурового материала проволочного типа, состоящего из наполнителя и органической связующей, сублимирующей в процессе нагрева при температуре 400°С на восстанавливаемую поверхность, в газовой струе пламени до температуры, близкой к температуре плавления напыляемого материала, и его переноса транспортирующим потоком сжатого воздуха или инертного газа на подготовленную поверхность подложечного слоя, при этом для нанесения подслоя используют наполнитель из термореагирующего материала, для теплоотводящего демпфирующего слоя - наполнитель из материала на основе меди, для рабочего слоя - наполнитель из износостойкого материала с применением средств контроля геометрических параметров шейки и температуры поверхности напыленного покрытия, а механическую обработку напыленного покрытия осуществляют посредством шлифования после естественного остывания и выдержки коленчатого вала. Изобретение позволяет повысить качество нанесенного покрытия за счет исключения растрескивания, разнотолщинности и отслоения напиленного покрытия, а также повышения ресурса работы при снижении стоимости восстановленных коленчатых валов. 2 ил.
Способ восстановления шеек стальных коленчатых валов, включающий демонтаж, мойку, дефектоскопию и шлифование изношенной поверхности, сортировку валов для выявления пригодных к восстановлению, контроль поверхности отсортированных валов, зачистку подложечного слоя от коррозии, подготовку его к наплавке путем дробеструйной обработки, нанесение покрытия и его механическую обработку, отличающийся тем, что покрытие состоит из последовательно наложенных друг на друга слоев композиционных материалов - подслоя толщиной 0,10-0,15 мм диаметра шейки, теплоотводящего демпфирующего слоя толщиной 0,2-0,3 мм и рабочего слоя, нанесение покрытий осуществляют посредством газопламенного напыления с применением разогрева композиционного шнурового материала проволочного типа, состоящего из наполнителя и органической связующей, сублимирующей в процессе нагрева при температуре 400°С на восстанавливаемую поверхность, в газовой струе пламени до температуры, близкой к температуре плавления напыляемого материала, и его переноса транспортирующим потоком сжатого воздуха или инертного газа на подготовленную поверхность подложечного слоя, при этом для нанесения подслоя используют наполнитель из термореагирующего материала, для теплоотводящего демпфирующего слоя - наполнитель из материала на основе меди, для рабочего слоя - наполнитель из износостойкого материала с применением средств контроля геометрических параметров шейки и температуры поверхности напыленного покрытия, а механическую обработку напыленного покрытия осуществляют посредством шлифования после естественного остывания и выдержки коленчатого вала.
| СПОСОБ ВОССТАНОВЛЕНИЯ ИЗНОШЕННЫХ ДЕТАЛЕЙ ЖЕЛЕЗНОДОРОЖНОЙ ТЕХНИКИ МЕТОДОМ ПЛАЗМЕННО-ПОРОШКОВОЙ НАПЛАВКИ | 1996 |
|
RU2103141C1 |
| КОМПОЗИЦИОННЫЙ ПОРОШОК ДЛЯ ГАЗОТЕРМИЧЕСКИХ ПОКРЫТИЙ | 2004 |
|
RU2279495C2 |
| US 3254970 A, 07.06.1966 | |||
| СЧЕТЧИК ГАЗА | 2007 |
|
RU2337322C1 |
| US 2003021892 A1, 30.01.2003. | |||

