Изобретение относится к машиностроению, а именно, к антифрикционным узлам трения преимущественно транспортных средств, работающих с повышенными переменными нагрузками.
Известен подшипник скольжения, выполненный из материала с пористой структурой, пропитанной смазывающим веществом и состоящей из отдельных микрочастиц, соединенных между собой с помощью органического связующего вещества, частично заполняющего промежутки между микрочастицами с образованием взаимосвязанных пор. Связующее вещество может содержать частицы твердой смазки диспергирующей с ним, например графит, а его количеством можно регулировать пористость [1].
Наличие в известном подшипнике микрочастиц из сферического стекла в матрице из органического связующего не позволяет использовать его при переменных повышенных нагрузках, в том числе из-за хаотичной ячеистой структуры внутри матрицы и на рабочей поверхности, а также из-за отсутствия монолитной бездефектной сердцевины.
Наиболее близким к изобретению является подшипник скольжения, содержащий металлический каркас из износостойкого материала, размещенный в матрице из антифрикционного материала с температурой плавления ниже температуры плавления материала каркаса и выполненный в виде сот, торцы которых расположены со стороны по крайней мере одной рабочей поверхности элемента, а также жидкую смазку, размещенную в порах одной из указанных составных частей элемента (авт.св. N 1428854, кл. F 16 С 33/04, 1988).
Расположенные в стенках сотового каркаса не обеспечивает достаточное ее количество при переменных режимах работы антифрикционного элемента, что может привести к схватыванию и повышенному износу пары трения.
Выполнение рабочей поверхности гладкой приводит к уменьшению несущей способности и повышенному износу из-за отсутствия гидроклиньев и возникновения кольцевых канавок износа.
Выполнение пористых стенок сот с высотой, равной толщине матрицы, т.е. отсутствие монолитной бездефектной сердцевины элемента, не позволяет достичь достаточной механической прочности элемента из-за расположения пор для смазки на всей толщине элемента.
Кроме того, выполнение матрицы из пластмассы не позволяет использовать подшипник в высоконагруженных узлах.
Известен также способ изготовления подшипника скольжения, включающий формирование из смеси исходных компонентов с органическим клейким связующим рабочего слоя подшипника в виде заготовки с плотноупакованной пористой структурой, ее нагрев до расплавления связующего его отверждения и последующую пропитку жидкой смазкой. При этом смесь исходных компонентов образуют нанесением оболочки связующего вещества на каждую микрочастицу до образования пористой массы [1].
При осуществлении известного способа не обеспечивается достаточная прочность заготовки, полученной из смеси исходных компонентов, так как в ней отсутствует несущий каркас. Это может привести к частичному или полному разрушению заготовки при межоперационных перемещениях и соответствующему удорожанию производства.
Кроме того, из-за расплавления связующего и отсутствия каркаса происходит потеря формы антифрикционного слоя, уменьшение пористости по сравнению с заготовкой и ее неравномерное распределение.
Из-за отсутствия формирования подложки (монолитного "бездефектного" слоя) на элементе со стороны нерабочей поверхности подшипника его можно использовать только в сочетании с обоймой или корпусом.
Наиболее близким техническим решением к изобретению в части способа является известный способ изготовления подшипника скольжения (антифрикционный элемент), включающий формирование его рабочего антифрикционного слоя из сотового каркаса, установку каркаса в литьевую пресс-форму, расплавление теплопроводного материала, заполнение им сот каркаса литьем под давлением и отверждение теплопроводного материала [2].
В известном способе нельзя получить пористую структуру матрицы и соответствующее качество рабочего слоя, так как в пресс-форму устанавливается незаполненный сотовый каркас, заливаемый расплавленным материалом матрицы.
Задачей изобретения в части устройства является создание антифрикционного элемента различной формы (цилиндрической, плоской и др.) с рабочим слоем, имеющим более высокую механическую прочность при повышенной пористости с "бездефектным" (монолитным) теплопроводным легким подслоем, выполняющим функции несущего элемента, и с ячеистой рабочей поверхностью, обеспечивающей собирание продуктов износа в ее ячейках.
При этом обеспечивается снижение коэффициента трения, повышается надежность работы за счет исключения заклинивания благодаря достаточному поступлению из пор матрицы жидкой смазки в зону трения при динамическом режиме и достаточной смазке в период трогания за счет наличия в массе матрицы частиц твердой смазки и жидкой смазки в ячейках на рабочей поверхности.
В части способа изготовления антифрикционного элемента задачей является получение на толщину рабочего слоя пористой структуры матрицы с частицами твердой смазки и монолитного несущего подслоя одновременно с литьем матричного материала в соты (т.е. без дополнительного оборудования для расплавления связующего с целью получения пор в матрице).
При этом обеспечивается повышение технологичности производства и производительности труда за счет создания технологически удобной и прочной для межоперационных перемещений заготовки из сотового каркаса, заполненного подсушенной смесью частиц твердой смазки с клейким связующим.
Кроме того, обеспечивается качество заполнения сот при литье матричного материала и соответственно высокое качество рабочего слоя.
Согласно изобретению антифрикционный элемент содержит металлический каркас из износостойкого материала, размещенный в матрице из более легкого антрифрикционного материала с температурой плавления ниже температуры плавления материала каркаса и выполненный в виде сот, одни из торцов которых расположены со стороны, по крайней мере, одной рабочей поверхности элемента, а также жидкую смазку, размещенную в порах одной из указанных частей элемента.
Матрица выполнена из теплопроводного материала с размещенными на высоту ячеек сот самосмазывающими частицами и с указанными порами, упомянутые торцы сот расположены выше поверхности теплопроводного материала на высоту регулярного микрорельефа, а высота стенок сот меньше толщины матрицы.
Как вариант, в качестве теплопроводного материала использован алюминиевый сплав.
При этом каркас может быть выполнен из материала на основе меди в виде, по крайней мере, одной гофрированной ленты, расположенной либо по плоской спирали, либо по винтовой линии.
Как вариант, каркас может быть выполнен из двух лент, одна из которых выполнена гофрированной, другая - гладкой либо обе ленты могут быть выполнены гофрированными с различными геометрическими параметрами гофр.
В качестве самосмазывающих частиц может быть использован графит.
Способ изготовления антифрикционного элемента включает формирование его рабочего антифрикционного слоя из сотового каркаса, установку каркаса в матрицу литьевой пресс-формы расплавления матричного материала, заполнение им сот каркаса литьем под давлением, отверждение матричного материала и последующее заполнение пор жидкой смазкой.
В способе изготовления антифрикционного элемента согласно изобретению перед установкой сотового каркаса в матрицу литьевой пресс-формы изготавливают заготовку путем заполнения его смесью самосмазывающих частиц с вязким связующим, имеющим температуру термодеструкции меньшую или равную температуре плавления матричного материала, а при литье под давлением формируют в матрице пористый рабочий слой и монолитный слой из матричного материала со стороны нерабочего торца сотового каркаса. Затем формируют регулярный микрорельеф на рабочей поверхности, ограниченный стенками сот и поверхностью матричного материала.
Для улучшения качества отливки перед литьем под давлением матрицу пресс-формы можно вакуумировать, затем заготовку нагревают до температуры, меньшей температуры термодеструкции связующего, а отверждение теплопроводного материала ведут под давлением.
Как вариант в качестве связующего используют клейкое вещество, образующее при термическом разложении углерод, а упомянутую смесь получают нанесением на самосмазывающей частицы оболочки из клейкого связующего.
Кроме того, в качестве связующего можно использовать испаряющееся вещество, а в качестве смеси - суспензию самосмазывающих частиц с испаряющимся связующим.
При этом после заполнения сот каркаса упомянутой смесью заготовку можно подсушить при температуре, меньшей температуры термодеструкции связующего.
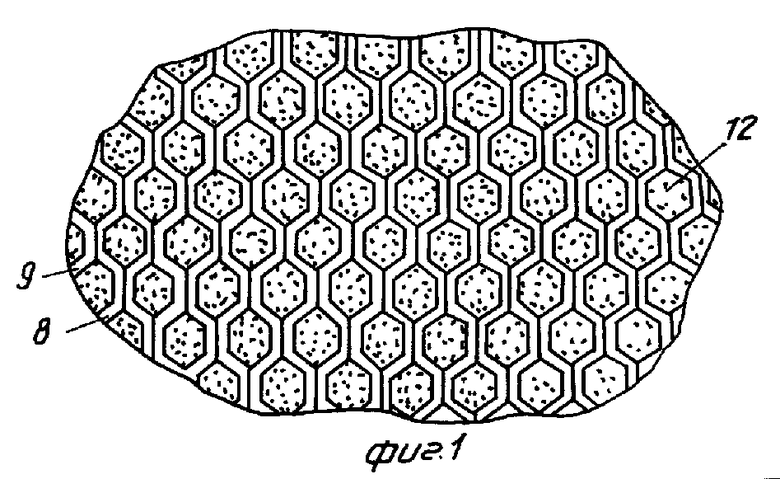
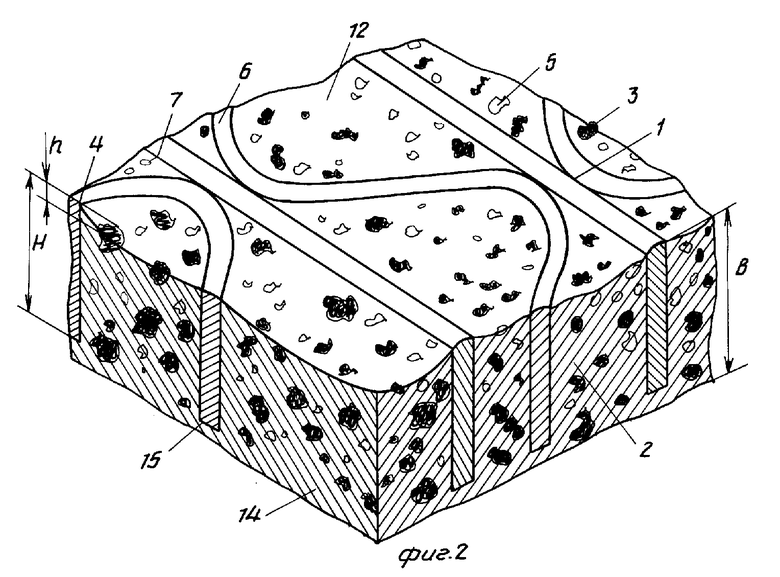
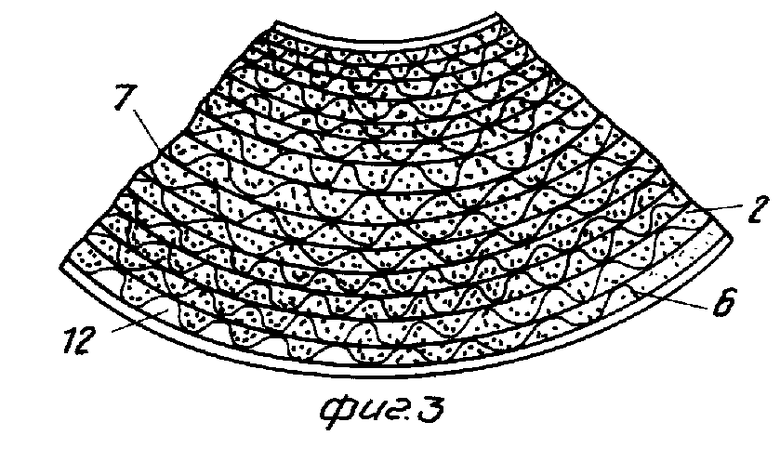
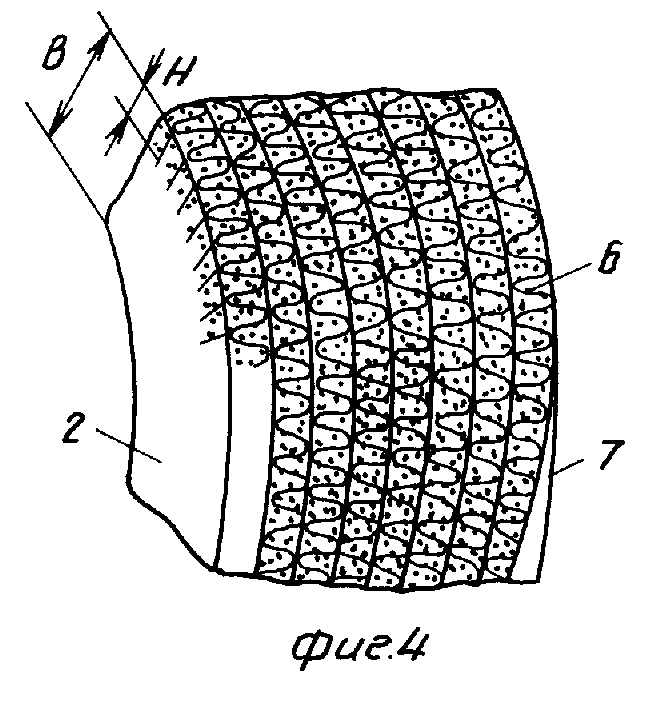
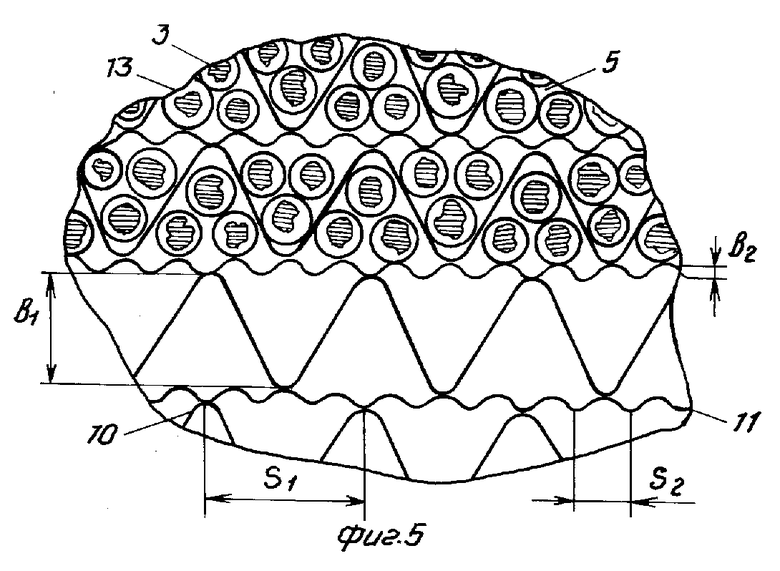
На фиг. 1 изображен частичный вид антифрикционного элемента, план; на фиг. 2 - частичный вид антифрикционного элемента в аксонометрии с частичным разрезом; на фиг.3 и 4 - элемент с гофрированной и гладкой лентами, расположенными по плоской спирали; на фиг.5 - элемент из двух гофрированных лент с различными параметрами.
Антрифрикционный элемент представляет собой ячеистую конструкцию, состоящую из сотового металлического каркаса 1 из износостойкого материала, например, на основе меди. Каркас размещен в матрице из более легкого антрифрикционного теплопроводного материала 2 с температурой плавления ниже температуры плавления материала каркаса, например, из алюминиевого сплава с самосмазывающими частицами 3 из графита.
Торцы 4 сот могут располагаться со стороны одной или более рабочих поверхностей элемента выше поверхности теплопроводного материала 2 на высоту регулярного микрорельефа h, а высота стенок сот Н меньше толщины В матрицы.
Матрица, кроме того, имеет поры 5, заполненные жидкой смазкой. Частицы 3 из графита и поры расположены в матрице на высоту Н стенок сот каркаса 1 и на поверхности теплопроводного материала 2. При этом частицы 3 графита выступают над поверхностью теплопроводного материала 2.
Каркас 1 может быть выполнен в виде, по крайней мере, одной гофрированной ленты, расположенной по прямой линии, плоской спирали или винтовой линии в зависимости от формы выполнения антрифрикционного элемента в виде соответственно плоской детали или втулки.
Сотовый каркас может быть выполнен по крайней мере из двух лент, а именно из гофрированной ленты 6 и гладкой 7 или из двух гофрированных лент 8 и 9 с одинаковыми геометрическими параметрами или лент 10 и 11 с различными геометрическими параметрами, например, различными шагами S1 и S2, и высотами b1 и b2 гофр.
Кроме того, гофры лент 8 и 9 могут быть расположены под различными углами, например встречно одни к другим.
Антифрикционный элемент пропитан жидкой смазкой, расположенной в порах 5 и лунках 12, ограниченных стенками сот каркаса, образующими регулярный микрорельеф на поверхности элемента вместе с поверхностью теплопроводного материала.
Способ изготовления антифрикционного элемента заключается в том, что из сотового каркаса формируют арматуру рабочего антифрикционного слоя элемента, затем изготавливают удобную и достаточную прочную для межоперационных перемещений заготовку путем заполнения сотового каркаса (можно с подпрессовкой) смесью самосмазывающих частиц 3 (например, из графита) с вязким связующим 13, имеющим температуру термодеструкции, меньшую или равную температуре плавления теплопроводного материала 2 матрицы (например, алюминиевого сплава).
Затем устанавливают заготовку в матрицу литьевой пресс-формы на уровне расположения рабочего слоя антифрикционного элемента, расплавляют теплопроводный материал 2, заполняют им соты каркаса заготовки вместе с указанной смесью. Литьем под давлением одновременно формируют монолитный слой 14 из теплопроводного материала 2, со стороны нерабочего торца 15 сотового каркаса и осуществляют отверждение теплопроводного материала.
Для улучшения качества отливки за счет улучшения пропитки пористой заготовки предпочтительно перед заполнением заготовки матричным материалом матрицу пресс-формы вакуумируют, расположенную в ней заготовку нагревают до температуры, меньшей температуры термодеструкции связующего 13, а отверждение теплопроводного материала 2 ведут под давлением.
Вакуумирование и нагрев заготовки перед литьем и кристаллизация матричного материала под давлением способствует лучшему схватыванию частиц 3 графита и материала сотового каркаса 1 с матричным теплопроводным материалом 2, а также более эффективному образованию дополнительных смазывающих углеродных частиц (сажи) при недостатке кислорода во время термодеструкции органического связующего.
Как вариант в качестве связующего 13 используют клейкое вещество, образующее при термическом разложении углерод, а упомянутую смесь получают нанесением на частицы твердой смазки оболочки из клейкого связующего, например, из раствора каучука натурального в бензине "Калоша" или Б-70.
Кроме того, в качестве связующего 13 можно использовать испаряющееся вещество, а в качестве смеси - суспензию частиц твердой смазки с указанным связующим.
После заполнения сот каркаса упомянутой смесью заготовку можно подсушить при температуре, меньшей температуры термодеструкции связующего.
П р и м е р 1. В качестве самосмазывающих частиц в виде микросфер берут материалы, основу которых составляет углерод: обычный пековый кокс, нефтяной кокс, древесный угол, отходы графитовых электродов, графитовые зерна. Диаметры этих частиц составляют от 30 до 80 мкм.
Частицы кокса механически смешивают с ацетоном (испаряющимся связующим веществом) до получения густой кашицеобразной массы.
Берут ячеистый каркас из медной фольги толщиной 0,1 мм (или 100 мкм), представляющий собой каркас из гексагональной сотовой конструкции с диаметром вписанной в соту окружности, равным 2,4 мм и высотой Н каркаса, равной 4 мм. Сотовый каркас заполняют кашицеобразной массой из самосмазывающих частиц и испаряющегося клейкого связующего. Подсушивают соту с заполнителем и получают пористую заготовку, содержащую самосмазывающие частицы и армирующий сотовый каркас, придающий заготовке достаточную для межоперационных перемещений механическую прочность, которые взаимно соединены между собой с помощью малых количеств клейкого связующего в точках касания самих самосмазывающих частиц и в точках касания их со стенками ячеек сот.
Приготовленную пористую заготовку размещают в матрице литейной пресс-формы. Производят вакуумирование матрицы в течение 5 мин до давления менее 50 кПа, нагревают заготовку до температуры меньшей температуры термодеструкции связующего, т.е. до температуры его испарения, и осуществляют литье алюминиевого сплава под давлением, зависящим от размеров ячеек сотового каркаса и кристаллизацию.
П р и м е р 2. В качестве самосмазывающих частиц берут материалы, основу которых составляет углерод: обычный пековый кокс, нефтяной кокс, древесный уголь, отходы графитовых электродов, графитовые зерна. Размеры этих частиц (диаметры) от 30 до 80 мкм.
Частицы кокса механически смешивают с натуральным каучуком, растворенным в бензине Б-70 или "Калоша". Кашицеобразную массу подсушивают при 100-120оС. Затем эту массу дробят и просеивают через сита с размером ячеек 60 меш. В результате получают самосмазывающей частицы, покрытые органическим клейким связующим, т.е. в оболочке из каучука самосмазывающими частицами твердой смазки, имеющими оболочку из органического клейкого связующего заполняют ячеистый сотовый каркас. В качестве ячеистого каркаса берут конструкцию из гексагональной соты с диаметром вписанной в ячейку окружности, равным 2,4 мм, и высотой Н каркаса, равной 4 мм. В качестве материала сот берут материал на основе меди для увеличения долговечности подшипника (пары трения) за счет избирательного переноса ионов меди толщиной 0,1 мм (или 100 мкм). Подпрессовывают вручную упомянутую смесь частиц в соты.
Клейкое органическое вещество, обволакивающее самосмазывающие частицы, в точках касания частиц между собой и частиц со стенками ячеек сот соединяют, в результате чего получается пористая заготовка.
При этом сотовый каркас придает пористой заготовке дополнительную механическую прочность, достаточную для надежных межоперационных перемещений ее.
Для придания дополнительной прочности пористому каркасу пористой заготовки и уменьшения количества легкой, испаряющейся фракции в клейком связующем высушивают заготовку (пористую) при 140-160оС в вакуумном шкафу для предотвращения окисления материала сотового каркаса.
Пористую заготовку (подсушенную соту с заполнителем из самосмазывающих частиц) размещают в матрице литейной пресс-формы.
Матрицу с установленной в ней заготовкой вакуумируют до давления 50 кПа и нагревают заготовку до 180-200оС, т.е. температуры ниже температуры термодеструкции органического связующего и ниже температуры плавления матричного материала.
Через (развитую) дожевую литниковую систему подают расплавленный матричный материал под давлением больше 1 МПа. В качестве матричного материала используют алюминиевый сплав марки АK5М. Заливку осуществляют перегретым расплавом с температурой расплава 780-810оС (традиционное литье - 700-720оС).
За 0,5-6,5 с пористая заготовка заполняется расплавленным материалом. Вакуумирование способствует пропитке частиц графита алюминиевым сплавом. Вакуумирование и дополнительный предварительный подогрев заготовки гарантирует пролив и "металлургическую сварку" матричного материала и материала сотового каркаса.
Повышенное давление при заливке также способствует проливу и пропитке пористой заготовки, а сохранение давления до кристаллизации расплава алюминиевого сплава, т.е. осуществление метода литья под давлением с кристаллизацией под давлением способствует получению высоких физико-механических свойств получаемой отливки.
Вакуумирование пористой заготовки в матрице литейной пресс-формы способствует образованию дополнительных самосмазывающих частиц за счет того, что при недостатке кислорода органическое связующее не сгорает, а обугливается с образованием сажи, т.е. мелкодисперсных частиц микроскопических кристаллов графита.
При работе антифрикционного элемента в момент трогания частицы графита обеспечивают снижение коэффициента трения. В дальнейшем происходит нагрев элемента, в результате чего расширяется антифрикционный матричный материал 2, расположенный в сотах каркаса 1, возникают напряжения из-за разности коэффициентов литейного термического расширения материала каркаса и антифрикционного матричного материала. При этом происходит выделение жидкой смазки из пор матричного материала на рабочую поверхность элемента, с лунками 12 размерного микрорельефа, благодаря которым образуются гидроклинья и повышается несущая способность элемента и уменьшается вероятность схватывания за счет дискретной структуры поверхности.
Монолитный слой 14 при этом выполняет функции несущего слоя в сердцевине антифрикционного элемента благодаря его "бездефектной" структуре наряду с сотовым каркасом, который выполняет функции несущего элемента и наиболее нагруженном поверхностном рабочем слое.
Таким образом, сочетания армированного сотовым каркасом пористого рабочего слоя антифрикционного элемента с регулярным микрорельефом на рабочей поверхности, образованным этим каркасом, и "бездефектной" сердцевины элемента обеспечивает повышенную несущую способность антифрикционного элемента, увеличение срока службы за счет улучшения смазки в режиме трогания и установившегося режима и повышение надежности его работы за счет уменьшения вероятности схватывания.
Выполнение матрицы на основе металлического теплопроводного материала обеспечивает повышенный теплоотвод из зоны трения, что способствует снижению рабочей температуры пары трения и более длительному сохранению свойств жидкой смазки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЭЛЕМЕНТ ТРЕНИЯ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2025601C1 |
| ФРИКЦИОННЫЙ ЭЛЕМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2025602C1 |
| ТОРМОЗНОЙ ДИСК | 1991 |
|
RU2013678C1 |
| Фрикционный элемент | 1989 |
|
SU1775570A1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ ДЛЯ ОЧИСТКИ РАСПЛАВЛЕННЫХ МЕТАЛЛОВ И СПЛАВОВ | 1993 |
|
RU2043782C1 |
| АНТИФРИКЦИОННЫЙ КОМПОЗИЦИОННЫЙ МАТЕРИАЛ НА ОСНОВЕ ПОРОШКОВОЙ МЕДИ | 2014 |
|
RU2576740C1 |
| СПОСОБ ПОЛУЧЕНИЯ АНТИФРИКЦИОННОГО ИЗДЕЛИЯ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2010 |
|
RU2436656C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКОГО АНТИФРИКЦИОННОГО САМОСМАЗЫВАЮЩЕГОСЯ СПЛАВА | 2012 |
|
RU2492964C1 |
| ИЗНОСОСТОЙКИЙ КОМПОЗИЦИОННЫЙ ПОРОШКОВЫЙ МАТЕРИАЛ НА МЕДНОЙ ОСНОВЕ ДЛЯ КОНТАКТНЫХ ПЛАСТИН ТОКОПРИЕМНИКОВ ЭЛЕКТРОПОДВИЖНОГО СОСТАВА | 2008 |
|
RU2400550C2 |
Использование: в антифрикционных узлах трения, преимущественно транспортных средств. Сущность: антифрицкионный элемент содержит металлический сотовый каркас из износостойкого материала, например, на основе меди, размещенный в теплопроводной матрице, например, из алюминия. Высота стенок сот меньше толщины матрицы, а на их высоту в матрице размещены самосмазывающие частицы и поры, заполненные смазкой, под которыми расположен монолитный слой матрицы. Каркас может быть выполнен из гофрированных лент или гофрированных лент в сочетании с плоскими, навитыми по плоской спирали или винтовой линии. 2 с. и 11 з.п. ф-лы, 5 ил.
| Подшипник скольжения и способ его изготовления | 1976 |
|
SU670243A3 |
| Устройство для электрической сигнализации | 1918 |
|
SU16A1 |
