Настоящее изобретение относится к способу и машине для изготовления изделий посредством технологии аддитивного производства.
В частности, эти изделия являются изделиями, сделанными из керамического или металлического материала, полученными в сыром состоянии, затем подвергаемыми операциям очистки, удаления связующего и спекания, чтобы получить законченные керамические или металлические изделия.
Технология аддитивного производства, также называемая стереолитографией, в общем включает в себя следующие этапы для получения таких сырых керамических изделий:
- построение посредством компьютерного проектирования компьютерной модели изготавливаемого изделия, размеры этой модели превышают размеры изготавливаемого изделия, чтобы учесть усадку керамического материала во время изготовления изделия; и
- изготовление изделия посредством технологии аддитивного производства; такая технология включает в себя следующие этапы:
- образование на твердой опоре или на изготавливаемом изделии первого слоя фотоотверждаемой композиции, в общем, содержащей по меньшей мере один керамический материал, по меньшей мере один диспергатор, по меньшей мере один фотоотверждаемый мономер и/или олигомер, по меньшей мере один фотоинициатор и по меньшей мере один пластификатор;
- отверждение первого слоя фотоотверждаемой композиции путем облучения в соответствии с образцом, определенным из модели упомянутого слоя, образуя первый ярус;
- образование на первом этапе второго слоя фотоотверждаемой композиции;
- отверждение второго слоя фотоотверждаемой композиции путем облучения в соответствии с образцом, определенным для упомянутого слоя, образуя второй ярус, это облучение выполняется лазерным сканирование свободной поверхности распределенной фотоотверждаемой композиции или светом, испускаемым диодной проекционной системой;
- при необходимости, повторение вышеупомянутых этапов для получения сырого изделия.
Затем для получения законченного изделия сырое изделие очищается для удаления неотвердевшей композиции; из очищенного сырого изделия удаляется связующее; и очищенное сырое изделие с удаленным связующим подвергается спеканию для получения готового изделия.
Такой же процесс выполняется в случае металлического материала.
Если изготовление с использованием такой технологии изделий из керамического или металлического материала, имеющих простую форму, хорошо контролируется, изготовление, которые имеют сложную форму и/или состав, представляет трудности.
"Изделия со сложной формой" в частности означают изделия, которые содержат проходы (или каналы) с трехмерной геометрией, такие проходы трудно очищаются, потому что нет инструментов, подходящих для этих геометрий.
" Изделия, имеющие сложный состав", в частности, подразумевают изделия, сделанные из нескольких керамических или металлических материалов.
Общество-заявитель обнаружило, что такие сложные изделия могут быть получены путем выполнения одного или более углублений в слоях фотоотверждаемой керамической или металлической композиции, эти углубления заполняются, чтобы завершить слой, снабженный углублением (углублениями), текучей композицией, затем отверждаются, чтобы снова образовать снова завершенный слой, на который будет наноситься следующий фотоотверждаемый слой из керамической или металлической композиции.
Текучая композиция может быть другой фотоотверждаемой керамической или металлической композицией, которая дает возможность образовать изделия из многих материалов, или отверждаемым абляционным материалом, который будет разрушен во время процесса удаления связующего, освобождающего полые части или проходы, проделанные в изделиях, не требуя введения в них инструмента или очищающего химического вещества.
Поэтому настоящее изобретение сначала относится к способу изготовления по меньшей мере одного изделия, сделанного по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов, посредством технологии аддитивного производства, упомянутое по меньшей мере одно изделие образуется в сыром состоянии, а затем подвергается операциям очищения, удаления связующего и спекания, упомянутый способ включает в себя следующие этапы:
(1) построение посредством компьютерного проектирования компьютерной модели по меньшей мере одного изготавливаемого изделия;
(2) образование на рабочем лотке упомянутого по меньшей мере одного изготавливаемого изделия, которое основано на керамической или металлической фотоотверждаемой композиции (CPCb или MPCb), содержащей:
- минеральную часть, состоящую по меньшей мере из одного порошкового керамического материала или по меньшей мере одного порошкового металлического материала; и
- органическую часть, способную разрушаться нагреванием во время удаления связующего и содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор;
отличающийся тем, что:
- подготавливается по меньшей мере один материал, отличный от упомянутых базовых CPCb или MPCb, способный течь и отверждаться после затекания,, упомянутый материал является абляционным органическим материалом (SOM), способным разрушаться нагреванием во время процесса удаления связующего, или дополнительной керамической или металлической композицией СРСа или МРСа;
- для построения упомянутого по меньшей мере одного изделия на рабочем лотке образуются последовательные слои CPCb или MPCb, которые каждый раз отверждаются облучением в соответствии с образцом, предварительно определенным из модели для упомянутого слоя, следующие этапы выполняются для образования полых частей изделия и/или вставления по меньшей мере одной части, сделанной из другого керамического или металлического материала:
- образование путем обработки по меньшей мере одного углубления по меньшей мере в одном отвержденном слое CPCb или MPCb от его верхней поверхности;
- помещение по меньшей мере в одно углубление SOM или СРСа или МРСа для его/их заполнения;
- отверждение SOM или СРСа или МРСа, помещенного в упомянутое по меньшей мере одно углубление для получения твердой горизонтальной поверхности на том же уровне, что и находящийся рядом слой CPCb или MPCb,
каждый раз когда образуется одно или более углублений, оно/они определяются в соответствии с по меньшей мере одним образцом, предварительно определенным из компьютерной модели, и его (их) глубина выбирается так, чтобы обеспечить сплошность по меньшей мере одного изготавливаемого изделия,
одно или более углублений также способно образовываться в части слоя, сделанного из СРСа или МРСа, чтобы вставить в него другой СРСа или МРСа,
и когда отвержденные слои наложены один на другой, получается одно или более сырых изделий, которые могут подвергаться операции очищения для удаления по меньшей мере одной неотвержденной части, затем операции удаления связующего и операции спекания.
Керамические материалы являются порошкообразными спекаемыми керамическими материалами, выбранными, в частности, из алюминия (Al2O3), циркония (ZrO2), алюминия, усиленного цирконием, циркония, усиленного алюминием, циркона (ZrSiO4), оксида кремния (SiO2), гидроксиапатита, циркона двуокиси кремния (ZrSiO4 + SiO2), нитрида кремния, трикальцийфосфата (TCP), нитрида алюминия, карбида кремния, кордиерита и муллита.
Металлические материалы являются порошкообразными спекаемыми металлическими материалами, выбранными, в частности, из чистых металлов, таких как Al, Cu, Mg, Si, Ti, Zn, Sn, Ni…, их сплавов и смесей чистых металлов и их сплавов.
Может быть необходимо образовать углубления через всю толщину отвержденного слоя CPCb или MPCb или на высоту меньшую, чем высота слоя. Может быть необходимо образовать х на высоту большую, чем толщина слоя, например, на высоту, равную высоте нескольких слоев, нанесенных ранее.
Когда по меньшей мере одно изготавливаемое изделие снабжено полыми частями, они должны выходить на наружную поверхность, чтобы SOM мог вытекать наружу во время процесса удаления связующего.
Можно использовать CPCb или MPCb, имеющий консистенцию пасты, который распределяется в слои разравниванием, или CPCb или MPCb в форме суспензии, который наносится путем погружения лотка в ванну с упомянутой суспензией, чтобы каждый раз образовывать отверждаемый слой CPCb или MPCb, и распределения путем разравнивания слоя, образованного таким образом.
Можно использовать в качестве SOM
- фотоотверждаемый материал, содержащий по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор; или
- пластичный материал, который является термоплавким, чтобы протекать, в частности, протекать под давлением, в углубление, и отверждаться, когда он возвращается к комнатной температуре.
Такие термореактивные пластичные материалы, в частности, выбираются из сополимеров акрилонитрил-бутадиен-стирола (ABS), поликарбонатов (PC) + ABS, поликарбонатов PC-ISO, полиэфиримидов, полифенилсульфонов, полиамидных смол, поливинилового спирта, термопластичного полиуретана, сополиэфиров, полипропилена и полилактида.
"Керамические или металлические фотоотверждаемые композиции, СРСа или МРСа, отличные от композиции CPCb или MPCb соответственно" означают не только композиции, которые имеют другую химическую природу, но также композиции, которые могут иметь такую же химическую природу, но которые могут иметь другие физические свойства, такие как плотность, которые не могут быть получены одной распределяющей системой.
Для образования по меньшей мере одного углубления может выполняться механическая обработка. Также возможно выполнять лазерную обработку, в частности при условии настройки мощности лазера от 1 до 3 ватт и скорости перемещения лазера от 1 до 100 миллиметров в секунду.
Аналогично, на каждом этапе обработки обломки могут выдуваться и всасываться одновременно с выполнением упомянутой обработки.
SOM или СРСа или МРСа могут помещаться внутрь по меньшей мере одного углубления посредством дозировочного сопла.
Отверждение может выполняться посредством лазерного облучения каждого слоя SOM или СРСа или МРСа при условии настройки мощности лазера от 70 до 700 милливатт и скорости перемещения лазера от 1000 до 6000 миллиметров в секунду, и фотоотверждаемых слоев SOM, помещенных в углубления.
Настоящее изобретение также относится к машине для изготовления по меньшей мере одного изделия, сделанного по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов, посредством способа с использованием технологии аддитивного производства, такого как описанный выше, отличающейся тем, что содержит:
- раму, окружающую рабочий лоток, имеющий рабочую поверхность;
- средство для подачи и нанесения слоями на рабочий лоток базовой керамической или металлической фотоотверждаемой композиции (CPCb или MPCb);
- средство обработки, способное образовывать по меньшей мере одно углубление в слое фотоотвержденного CPCb или MPCb от его верхней части;
- средство для выдувания и всасывания обломков, образующихся в результате упомянутой обработки;
- средство для заполнения по меньшей мере одного углубления, образованного в каждом слое фотоотвержденного CPCb или MPCb для завершения слоя, таким образом снабженного углублением (углублениями), абляционным органическим материалом (SOM) или керамической, или металлической композицией (СРСа или МРСа), способной течь;
- средство облучения, расположенное над рабочей поверхностью и способное облучать каждый слой CPCb или MPCb для отверждения, как тольео слой нанесен, и облучать SOM для его отверждения, когда он является фотоотверждаемым, СРСа или МРСа, уже помещенные в углубления, сделанные в слоях отвержденного CPCb или MPCb.
Такая машина, способная наносить слоями CPCb или MPCb в форме пасты, может содержать стойку (или портальную раму), имеющую по меньшей мере одно скребковое лезвие и способное двигаться по раме над рабочей поверхностью так, чтобы свободный край по меньшей мере одного скребкового лезвия был способен распределять слои пасты CPCb или MPCb по рабочей поверхности,
или CPCb или MPCb подается по меньшей мере одним дозировочным соплом, двигающимся перед по меньшей мере одним скребковым лезвием, которое наносит CPCb или MPCb однородным слоем при прохождении над ним.
Такая машина, способная наносить слоями CPCb или MPCb в форме суспензии, может содержать емкость, которую заполняют такой суспензией, в которую рабочий лоток способен опускаться шаг за шагом, чтобы образовывать на нем на каждом этапе облучаемый слой, а также средство повторного наненсения, чтобы гарантировать, что суспензия нанесена на всю облучаемую поверхность.
Средство подачи по меньшей мере одного SOM или СРСа или МРСа на рабочую поверхность может состоять по меньшей мере из одного дозировочного сопла, двигающегося над соответствующим углублением, чтобы нанести соответствующую композицию в углубление.
В соответствии с первым вариантом осуществления на единственное или по меньшей мере одно из сопел может подаваться SOM или CPCb или MPCb или СРСа или МРСа посредством шланга, соединенного с емкостью, в частности, поршневой питающей емкостью.
В соответствии со вторым вариантом осуществления на единственное или по меньшей мере одно из сопел может подаваться SOM или CPCb или MPCb или СРСа или МРСа посредством картриджа, который образует его верхнюю часть, который содержит запас MOS или CPCb или MPCb или СРСа или МРСа, и который имеет возможность дозаправляться из питающей емкости, которая установлена или не установлена на машину, или который, когда пуст, может заменяться на полный картридж, причем эта замена может осуществляться роботизированной рукой.
Единственное или по меньшей мере одно из сопел может устанавливаться подвижно
- с использованием роботизированной руки, или
- на стойке, которая имеет направляющую, позволяющую перемещать его по горизонтальной оси х рабочего лотка, и направляющую, позволяющую перемещать его по горизонтальной оси у рабочего лотка; или
- на стойке, имеющей по меньшей мере одно скребковое лезвие, чтобы дать возможность перемещаться ему по горизонтальной оси х скребкового лезвия, упомянутая стойка также содержит направляющую, позволяющую перемещать его по горизонтальной оси у.
Чтобы лучше проиллюстрировать суть настоящего изобретения, конкретный вариант осуществления его описывается далее в данном документе его представления и без ограничения со ссылками на прилагающиеся чертежи.
На этих чертежах:
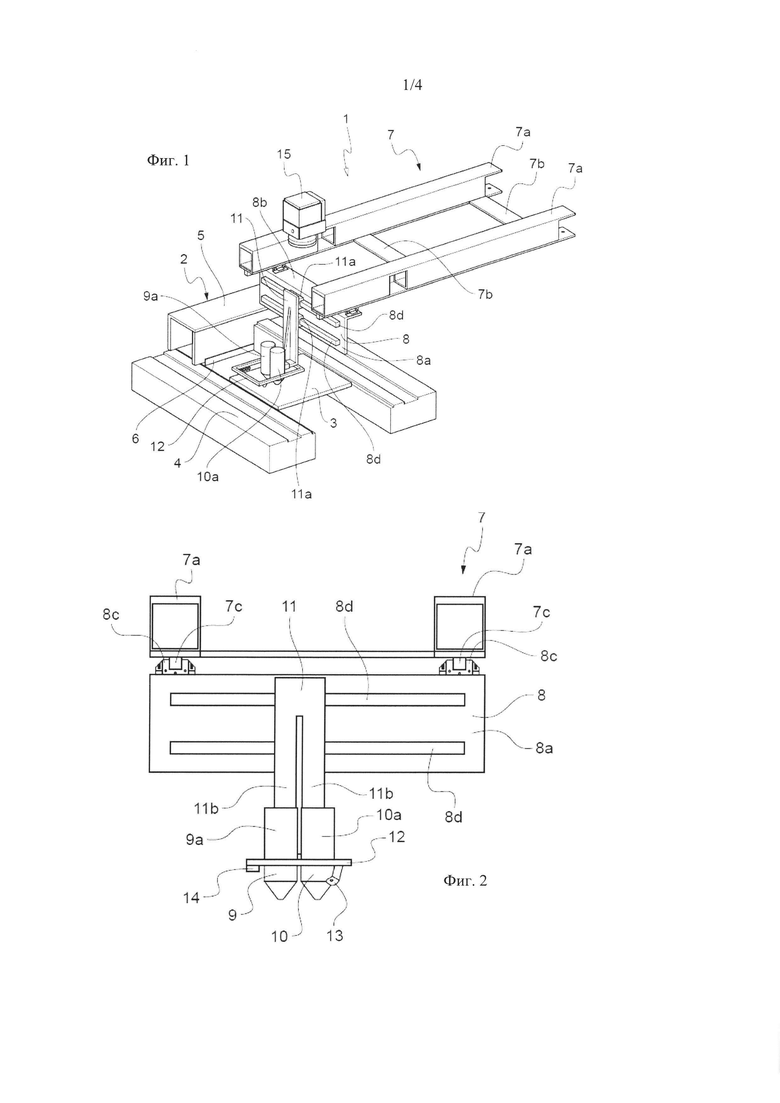
фиг. 1 представляет схематичный вид в перспективе машины для изготовления сырого изделия, сделанного по меньшей мере из двух керамических материалов посредством технологии аддитивного производства,
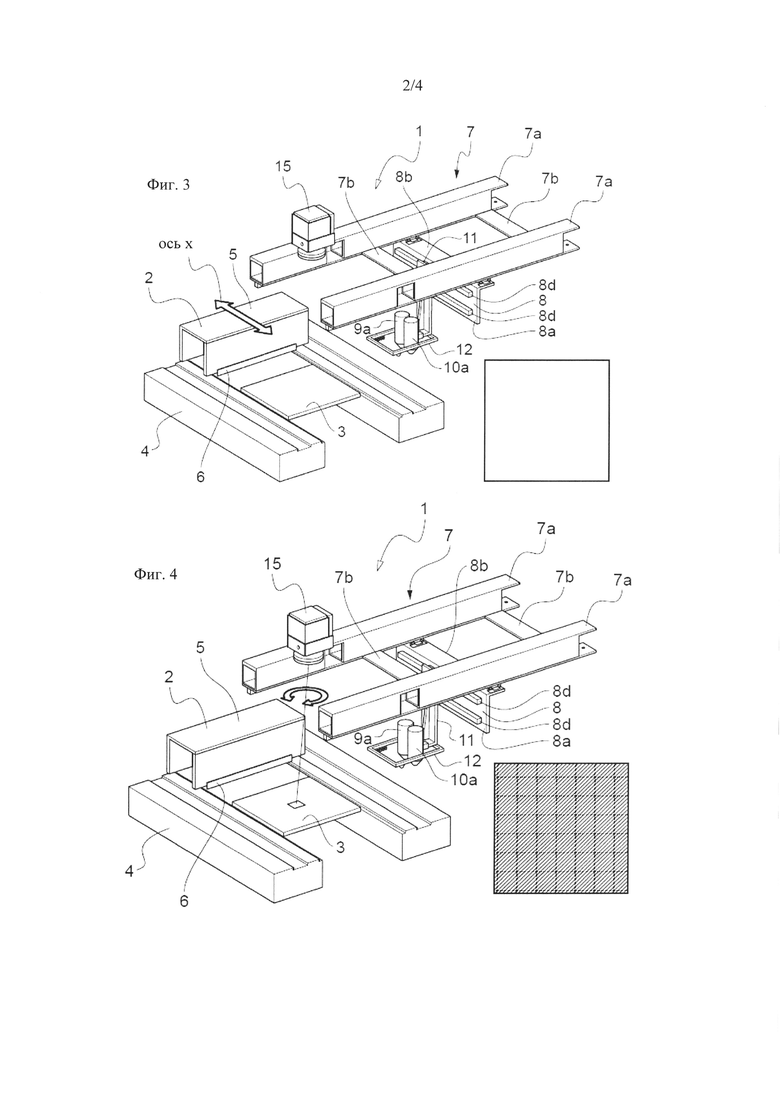
фиг. 2 представляет в укрупненном масштабе вид спереди стойки для перемещения сопел для нанесения двух разных фотоотверждаемых композиций, и
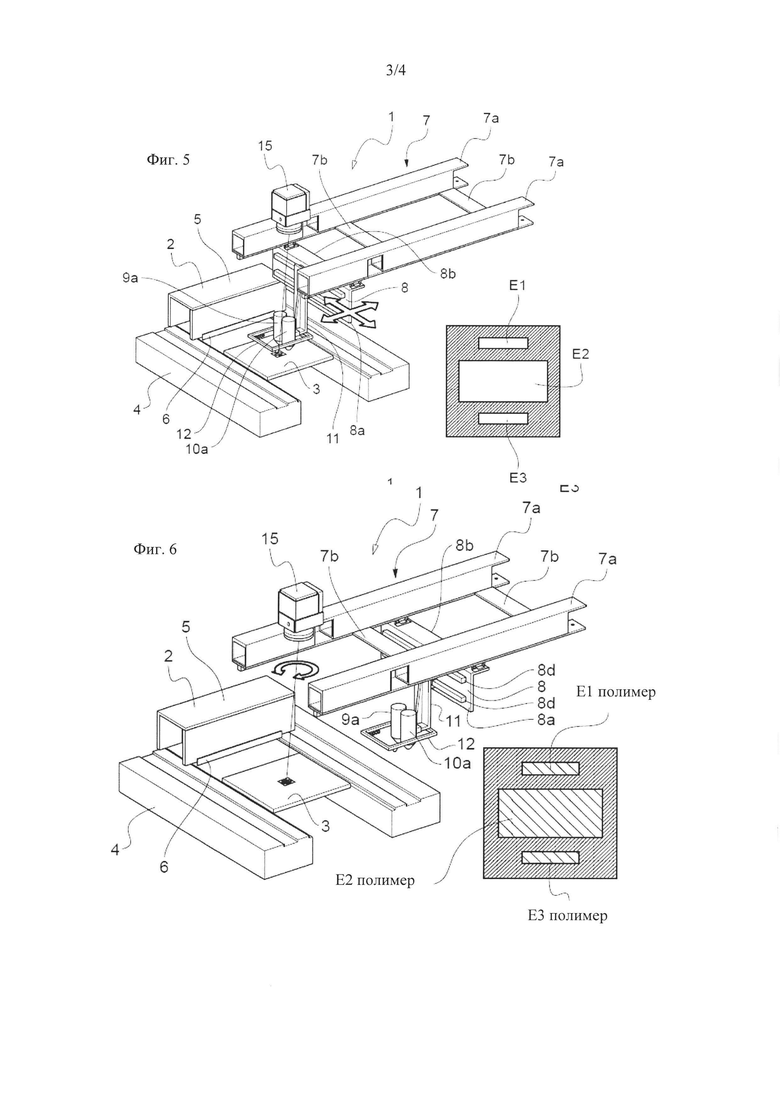
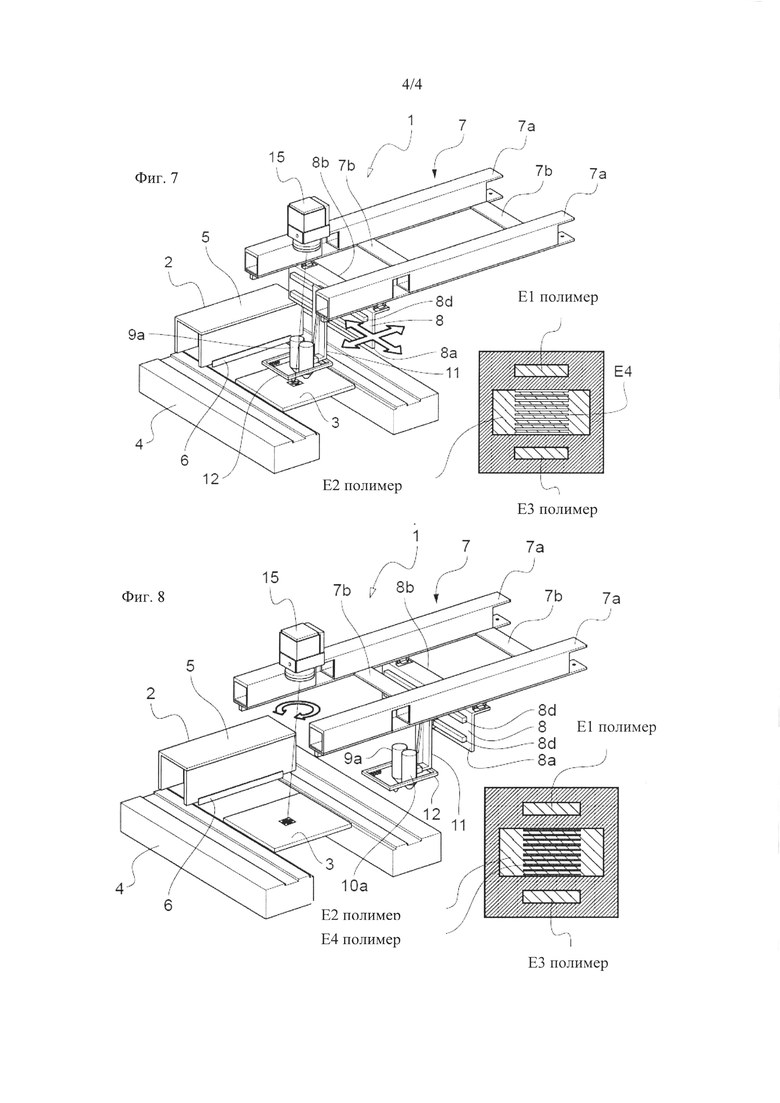
фиг. 3-8 иллюстрируют последовательные этапы по изготовлению изделия из трех разных фотоотверждаемых композиций.
На фиг. 1 схематически изображена машина 1 для изготовления сырого изделия, сделанного из трех разных фотоотверждаемых композиций,.
Машина 1 содержит устройство 2 для распределения слоя пасты по рабочей поверхности горизонтального рабочего лотка 3.
Скребковое устройство 2, установленное с возможностью скольжения на раму 4 машины, содержит стойку 5, несущую на своей передней части скребковое лезвие 6, имеющее горизонтальный скребковый край.
Машина 1 также содержит конструкцию 7, которая служит опорой для стойки 8 для перемещения двух сопел 9 и 10.
Конструкция 7, расположенная над скребковым устройством 2, содержит два продольных элемента 7а, соединенных поперечными элементами 7b. Каждый продольный элемент 7а имеет вдоль своей нижней поверхности выступающую часть 7 с (фиг. 2).
На этих выступающих частях 7 с установлена с возможностью скольжения стойка 8 для перемещения сопел 9 и 10. Стойка 8 состоит из вертикальной пластины 8а, содержащей в своей верхней части прямоугольную часть 8b, которая содержит элементы 8 с, взаимодействующие с выступающими частями 7 с, чтобы стойка 8 скользила на конструкцию 7.
Пластина 8а также содержит две горизонтальные выступающие части 8d, к которым крепится с возможностью скольжения вертикальный держатель 11 сопел 9 и 10, такой держатель снабжен в своей задней части элементами 11а, обеспечивающими это скольжение.
Держатель 11 имеет в показанном примере две ножки 11b, которые складываются в их нижней части, чтобы одно поддерживало сопло 9, а другое поддерживало сопло 10.
Каждое сопло 9, 10 сверху имеет заправляемый картридж 9а, 10а соответственно, который содержит запас фотоотверждаемой композиции.
Кроме того, держатель 11 имеет в своей нижней части горизонтальную раму 12, которая окружает сопла 9, 10, и к которым присоединено сопло 13 для выдувания обломков, а также сопло 14 для всасывания обломков.
На фиг. 1 также видна гальванометрическая головка 15, которая направляет лазерный луч.
Таким образом видно, что скребковое устройство 2 устанавливается так, чтобы быть способным двигаться по оси х, что стойка 8 и держатель 11 способны двигаться по оси у и по оси х соответственно.
Далее описывается работа машины, которая описывалась со ссылкой на фиг. 3-8. К каждой из этих фигур прилагается квадрат, демонстрирующий в укрупненном масштабе вид сверху части изготавливаемой детали.
Фиг. 3
Слой керамической пасты наносится на рабочий лоток 3 с помощью скребкового устройства 2, которое перемещается по оси х.
Фиг. 4
Слой, нанесенный таким образом, подвергается полимеризации в квадратной части с применением лазерного луча.
Фиг. 5
Слой, который был только что отвержден, подвергается лазерной обработке, чтобы образовать в нем три углубления Е1, Е2 и Е3, стойка 8 двигается по оси у, а держатель 11 по оси х, эта операция лазерной обработки выполняется с выдуванием и всасыванием обломков одновременно с обработкой лазером.
Фиг. 6
Вторая фотоотверждаемая композиция была помещена в углубления Е1, Е2 и Е3 с использованием первого сопла 9. Она полимеризуется с применением лазерного луча.
Фиг. 7
Слой, который был только что помещен в углубление Е2, подвергается лазерной обработке, чтобы образовать в нем углубления Е4, стойка 8 двигается по оси у, а держатель 11 по оси х, эта операция обработки выполняется с выдуванием и всасыванием обломков одновременно с обработкой лазером.
Фиг. 8
Третья фотоотверждаемая композиция была помещена в углубления Е4 с использованием второго сопла 10. Она полимеризуется с применением лазерного луча.
Изобретение относится к технологии аддитивного производства и может быть использовано для изготовления керамических или металлических изделий. Строится компьютерная модель изделия. Упомянутое изделие образуется на рабочем лотке посредством технологии аддитивного производства из керамической или металлической фотоотверждаемой композиции (CPCb или MPCb). В соответствии с изобретением приготавливается по меньшей мере один материал, отличающийся от упомянутого CPCb или MPCb, который является абляционным органическим материалом (MOS), способным разрушаться нагреванием во время процесса удаления связующего, или дополнительная керамическая или металлическая композиция СРСа или МРСа; образовываются последовательные слои CPCb или MPCb, которые каждый раз отверждаются облучением в соответствии с образцом, предварительно определенным из модели для упомянутого слоя. Для образования полых частей детали и/или для вставления в полость детали по меньшей мере одной части из другого керамического или металлического материала выполняются следующие этапы: образование с помощью обработки по меньшей мере одного углубления по меньшей мере в одном отвержденном слое CPCb или MPCb от его верхней поверхности; помещение в упомянутое по меньшей мере одно углубление MOS, или СРСа, или МРСа для его заполнения; отверждение MOS, или СРСа, или МРСа, расположенного в упомянутом по меньшей мере одном углублении для получения твердой горизонтальной поверхности на таком же уровне, что и лежащий рядом слой CPCb или MPCb. Отформованная деталь подвергается операциям очищения, удаления связующего и спеканию. Технический результат изобретения – изготовление изделий сложной формы с полостями с возможным размещением в полостях структур из другого керамического или металлического материала. 2 н. и 13 з.п. ф-лы, 8 ил.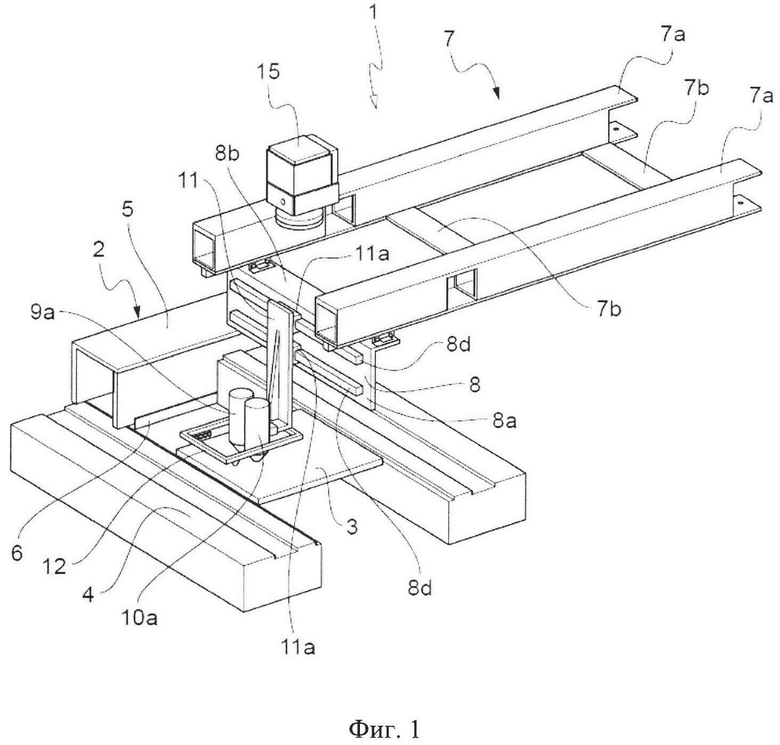
1. Способ изготовления по меньшей мере одного изделия, сделанного по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов, посредством технологии аддитивного производства, при этом упомянутое по меньшей мере одно изделие образуется в сыром состоянии, а затем подвергается операциям очищения, удаления связующего и спекания, включает в себя следующие этапы:
(1) построение посредством компьютерного проектирования компьютерной модели по меньшей мере одного изготавливаемого изделия,
(2) образование на рабочем лотке упомянутого по меньшей мере одного изготавливаемого изделия, которое основано на керамической или металлической фотоотверждаемой композиции (CPCb или MPCb), содержащей
минеральную часть, состоящую по меньшей мере из одного порошкового керамического материала или по меньшей мере одного порошкового металлического материала, и
органическую часть, способную разрушаться нагреванием во время удаления связующего и содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор,
отличающийся тем, что
подготавливается по меньшей мере один материал, отличный от упомянутых базовых CPCb или MPCb, способный течь и отверждаться после затекания,, упомянутый материал является абляционным органическим материалом (SOM), способным разрушаться нагреванием во время процесса удаления связующего, или дополнительной керамической или металлической композицией СРСа или МРСа,
для построения упомянутого по меньшей мере одного изделия на рабочем лотке образуются последовательные слои CPCb или MPCb, которые каждый раз отверждаются облучением в соответствии с образцом, предварительно определенным из модели для упомянутого слоя, при этом следующие этапы выполняются для образования полых частей изделия и/или вставления по меньшей мере одной части, сделанной из другого керамического или металлического материала,
образование путем обработки по меньшей мере одного углубления по меньшей мере в одном отвержденном слое CPCb или MPCb от его верхней поверхности,
помещение по меньшей мере в одно углубление SOM, или СРСа, или МРСа для его/их заполнения,
отверждение SOM, или СРСа, или МРСа, помещенного в упомянутое по меньшей мере одно углубление для получения твердой горизонтальной поверхности на том же уровне, что и находящийся рядом слой CPCb или MPCb,
каждый раз, когда образуется одно или более углубление, оно/они определяются в соответствии с по меньшей мере одним образцом, предварительно определенным из компьютерной модели, и его/их глубина выбирается так, чтобы обеспечить сплошность по меньшей мере одного изготавливаемого изделия,
одно или более углублений также способно образовываться в части слоя, сделанного из СРСа или МРСа, чтобы вставить в него другой СРСа или МРСа,
и когда отвержденные слои наложены один на другой, получается одно или более сырых изделий, которые могут подвергаться операции очищения для удаления по меньшей мере одной неотвержденной части, затем операции удаления связующего и операции спекания.
2. Способ по п. 1, отличающийся тем, что используются CPCb или MPCb, обладающие консистенцией пасты, которая распределяется в слои разравниванием, или CPCb или MPCb в форме суспензии, которая наносится путем погружения лотка в ванну с упомянутой суспензией, чтобы каждый раз образовывать отверждаемый слой CPCb или MPCb, и распределением образованного таким образом слоя.
3. Способ по одному из пп. 1 и 2, отличающийся тем, что в качестве SOM используется
фотоотверждаемый материал, содержащий по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор, или
пластичный материал, который является термоплавким, чтобы протекать, в частности протекать под давлением, в углубление и отверждаться, когда он возвращается к комнатной температуре.
4. Способ по одному из пп. 1-3, отличающийся тем, что для образования по меньшей мере одного углубления выполняется механическая обработка.
5. Способ по одному из пп. 1-3, отличающийся тем, что для образования по меньшей мере одного углубления выполняется лазерная обработка, в частности при условии настройки мощности лазера от 1 до 3 ватт и скорости перемещения лазера от 1 до 100 миллиметров в секунду.
6. Способ по одному из пп. 1-5, отличающийся тем, что на каждом этапе обработки обломки выдуваются и всасываются в то же время, когда выполняется упомянутая обработка.
7. Способ по одному из пп. 1-6, отличающийся тем, что SOM, или СРСа, или МРСа наносятся по меньшей мере в одно углубление посредством дозировочного сопла.
8. Способ по одному из пп. 1-7, отличающийся тем, что отверждение может выполняться посредством лазерного облучения каждого слоя SOM, или СРСа, или МРСа при условии настройки мощности лазера от 70 до 700 милливатт и скорости перемещения лазера от 1000 до 6000 миллиметров в секунду, а также фотоотверждаемых слоев SOM, помещенных в углубления.
9. Машина для изготовления по меньшей мере одного изделия, сделанного по меньшей мере из одного материала, выбранного из керамических материалов и металлических материалов, посредством способа с использованием технологии аддитивного производства, по одному из пп. 1-8, отличающаяся тем, что содержит
раму (4), окружающую рабочий лоток (3), имеющий рабочую поверхность,
средство для подачи и нанесения слоями на рабочий лоток базовой керамической или металлической фотоотверждаемой композиции (CPCb или MPCb),
средство обработки, способное формировать по меньшей мере одно углубление в слое фотоотвержденного CPCb или MPCb от верхней части такового,
средство для выдувания (13) и всасывания обломков (14), образующихся в результате упомянутой обработки,
средство для заполнения по меньшей мере одного углубления, образованного в каждом слое фотоотвержденного CPCb или MPCb для завершения слоя, таким образом снабженного углублением/углублениями, абляционным органическим материалом (SOM) или керамической или металлической композицией (СРСа или МРСа), способной течь,
средство облучения, расположенное над рабочей поверхностью и способное облучать для отверждения каждый слой CPCb или MPCb, уже нанесенные, и облучать для его отверждения SOM, когда он является фотоотверждаемым, СРСа или МРСа, уже помещенные в углубления, сделанные в слоях отвержденного CPCb или MPCb.
10. Машина по п. 9, способная наносить слоями CPCb или MPCb в форме пасты, отличающаяся тем, что содержит стойку (5), имеющую по меньшей мере одно скребковое лезвие (6) и способную двигаться на раме (4) над рабочей поверхностью так, чтобы свободный край одного или более скребковых лезвий (6) был способен распределять слои пасты CPCb или MPCb по рабочей поверхности,
или CPCb или MPCb подается по меньшей мере одним дозировочным соплом, двигающимся перед по меньшей мере одним скребковым лезвием, которое распределяет CPCb или MPCb однородным слоем при прохождении над ним.
11. Машина по п. 9, способная наносить слоями CPCb или MPCb в форме суспензии, отличающаяся тем, что содержит емкость, которая заполняется упомянутой суспензией, в которую рабочий лоток способен опускаться шаг за шагом, чтобы образовать на нем на каждом этапе облучаемый слой, а также средство повторного нанесения, чтобы гарантировать, что суспензия распределена на всю облучаемую поверхность.
12. Машина по одному из пп. 9-11, отличающаяся тем, что средство для нанесения по меньшей мере одного SOM, или СРСа, или МРСа на рабочую поверхность состоит по меньшей мере из одного дозировочного сопла (9, 10), двигающегося над соответствующим углублением для помещения в него соответствующей композиции.
13. Машина по одному из пп. 10 или 12, отличающаяся тем, что на единственное или по меньшей мере одно из сопел (9, 10) может подаваться SOM, или CPCb, или MPCb, или СРСа, или МРСа посредством шланга, соединенного с емкостью, в частности поршневой питающей емкостью.
14. Машина по одному из пп. 10 или 12, отличающаяся тем, что на единственное или по меньшей мере одно из сопел (9, 10) может подаваться SOM, или CPCb, или MPCb, или СРСа, или МРСа посредством картриджа, который образует его верхнюю часть, который содержит запас SOM, или CPCb, или MPCb, или СРСа, или МРСа и который имеет возможность дозаправляться из питающей емкости, которая установлена или не установлена на машину, или который, когда пуст, может заменяться на полный картридж, причем эта замена может осуществляться роботизированной рукой.
15. Машина по одному из пп.10 или 12, отличающаяся тем, что единственное или по меньшей мере одно из сопел (9, 10) подвижно монтируется
с использованием роботизированной руки, или
на стойке, которая имеет направляющую, позволяющую перемещать его по горизонтальной оси х рабочего лотка, и направляющую, позволяющую перемещать его по горизонтальной оси у рабочего лотка, или
на стойке, имеющей по меньшей мере одно скребковое лезвие, чтобы дать возможность его перемещению по горизонтальной оси х скребкового лезвия, упомянутая стойка также содержит направляющую, позволяющую перемещать его по горизонтальной оси у.
| СПОСОБ ПОСЛОЙНОГО ЭЛЕКТРОННО-ЛУЧЕВОГО СПЕКАНИЯ ИЗДЕЛИЙ ИЗ КЕРАМИЧЕСКОГО ПОРОШКА | 2015 |
|
RU2627796C2 |
| СИСТЕМА И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2013 |
|
RU2620807C2 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |

