Настоящее изобретение относится к способу и машине для изготовления сырых изделий по технологии аддитивного производства, таких как сырые изделия, подвергаемые операциям очистки, удаления связующего и спекания для получения готовых керамических и/или металлических изделий.
Технология аддитивного производства, также называемая стереолитографией, для получения этих сырых изделий обычно включает в себя следующие этапы:
- построение с помощью системы автоматизированного проектирования компьютерной модели изготавливаемого изделия, причем размеры модели немного больше размеров изготавливаемого изделия, чтобы прогнозировать усадку керамического или металлического материала во время изготовления изделия; и
- изготовление изделия с помощью технологии аддитивного производства, включающее в себя из:
- образования на жесткой опоре первого слоя фотоотверждаемой композиции, содержащей по меньшей мере один керамический или металлический материал, по меньшей мере один фотоотверждаемый мономер и/или олигомер, по меньшей мере один фотоинициатор и, при необходимости, по меньшей мере один пластификатор и/или по меньшей мере один растворитель и/или по меньшей мере один диспергатор;
- отверждения первого слоя фотоотверждаемой композиции путем облучения (лазерным сканированием свободной поверхности упомянутого слоя или с помощью диодной проекционной системы) в соответствии с образцом, определяемым моделью для упомянутого слоя, с образованием первого яруса;
- образования на первом ярусе второго слоя фотоотверждаемой композиции;
- отверждения второго слоя фотоотверждаемой композиции путем облучения в соответствии с образцом, определяемым для упомянутого слоя, с образованием второго яруса, причем это облучение осуществляется таким же образом, как и для первого слоя;
- если требуется, упомянутые выше этапы повторяют до получения сырого изделия.
Затем, как указано выше, для получения готового изделия сырое изделие очищают для удаления неотвержденной композиции; из очищенного сырого изделия удаляют связующее; и очищенное и освобожденное от связующего сырое изделие спекают для получения готового изделия.
Изделие может быть изготовлено путем процесса с использованием пасты или путем процесса с использованием жидкости.
При изготовлении путем процесса с использованием пасты фотоотверждаемая композиция находится в форме пасты, вязкость которой может изменяться, в частности, от 1 Па⋅с до бесконечности с нулевой скоростью сдвига, и жесткая опора представляет собой рабочий лоток, поддерживающий различные слои строящегося изделия, а также пасту, и каждый из слоев обычно образуется путем опускания рабочего лотка и нанесения заданной толщины пасты. Запас пасты хранится в емкостях, которые автоматически выпускают заданное количество пасты на каждый слой посредством поршня. Это приводит к созданию валика пасты, наносимого на верхний слой строящегося изделия, которое предварительно опускается рабочим лотком. Каждый слой обычно наносится путем разравнивания скребковым лезвием, которое очищает рабочую поверхность рабочего лотка, например, продвигаясь в прямом горизонтальном направлении.
При изготовлении путем процесса с использованием жидкости фотоотверждаемая композиция находится в форме суспензии, имеющей низкую вязкость.
В первом варианте осуществления путем процесса с использованием жидкости жесткая опора представляет собой лоток, который опускается в ванну фотоотверждаемой суспензии так, чтобы он покрывался слоем упомянутой суспензии, затем этот слой отверждается путем облучения, как упомянуто выше. Затем на этом первом слое последовательно образуется каждый из других слоев путем постепенного опускания лотка в ванну так, что верхний яруса строящегося изделия опускается под свободную поверхность фотоотверждаемой суспензии для образования рассматриваемого слоя, который затем облучается.
Во втором варианте осуществления путем процесса с использованием жидкости фотоотверждаемая суспензия содержится в емкости с дном, прозрачным для облучения, и изделие удерживается на жесткой опоре, которая представляет собой постепенно поднимаемый лоток. Таким образом, нижний слой отверждается первым, затем лоток поднимается на один ярус, чтобы позволить суспензии образовывать новый слой, который затем отверждается, эта операция повторяется для каждого слоя.
В третьем варианте осуществления путем процесса с использованием жидкости фотоотверждаемая суспензия наносится в виде слоя на пленку, прозрачную для облучения, причем пленка может быть развернута в горизонтальном направлении. Изделие образуется на жестком лотке, который опускается для контакта со слоем, который отверждается путем облучения через пленку. Затем разворачивается новый сегмент пленки, покрываемый новым фотоотверждаемым слоем, и операция повторяется до тех пор, пока изделие не будет полностью готово.
Важно обеспечивать хорошее сцепление между рабочей поверхностью, то есть жестким рабочим лотком (верхней поверхностью рабочего лотка в случае процесса с использованием пасты и вышеупомянутого первого варианта осуществления процесса с использованием жидкости соответственно и нижней поверхностью лотка в случае вышеупомянутых второго и третьего вариантов осуществления процесса с использованием жидкости), и изделием, которое строится путем укладки слоев.
Чтобы способствовать изготовлению изделия необходимо, чтобы удержание изделия, которое строится на жестком лотке, было максимально жестким. В случае плохого удержания изделие, вероятно, будет перемещаться во время его изготовления. Это особенно важно, когда для укладки слоев используется скребковая система (процесс с использованием пасты), тем более что используемые пасты имеют высокую вязкость, а наносимые слои имеют малую толщину. Эти параметры в совокупности приводят к высоким усилиям во время прохождения скребка. Таким образом, изделие, которое движется во время его изготовления, будет построено некачественно или не будет удовлетворять желаемым геометрическим допускам.
Кроме того, как только изделие будет построено, необходимо иметь возможность извлекать его из жесткого лотка, не повреждая его. Во время этого этапа извлечения необходимо приложить силу к изделию для его отделения. Таким образом, оператор будет использовать инструмент, такой как шпатель, который, вероятно, повредит изделие, поскольку он деформирует изделие, чтобы перевернуть его так, чтобы снять его.
Для решения этой проблемы удержания, чтобы повысить качество изделий и надежность их изготовления при аддитивном производстве, Заявитель осуществил поиск решения, обеспечивающего высокую удерживающую силу, которая должна поддерживаться во время всей укладки слоев, и позволяющего извлекать изделие без его повреждения и без выполнения сложных операций для установки или подготовки жесткой опоры. Следует отметить, что удерживающая сила должна быть такой, что любое перемещение изделия во время его изготовления должно быть предотвращено, такое перемещение приводит к невозможности соблюдения допусков, плохому качеству поверхности сырого изделия из-за неправильного перекрытия слоев и разрушению изделий после прямого контакта со скребком.
Согласно изобретению опорный лист будет расположен на жестком лотке и будет удерживаться, то есть надежно прикреплен, путем прижатия к жесткому лотку, причем упомянутый опорный лист выполнен из материала, способного, как только сырое изделие будет готово, деформироваться под действием нагрузки, чтобы позволить его отделение, при этом прижатие прекращается.
Настоящее изобретение, в первую очередь, относится к способу изготовления сырого изделия по технологии аддитивного производства из по меньшей мере одного материала, выбираемого из керамических материалов и металлических материалов, при этом способ, в соответствии с которым слои фотоотверждаемой композиции, содержащей указанные керамические и металлические материалы в порошковом состоянии, и органическую часть, содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор, последовательно подвергают отверждению путем облучения в соответствии с образцом, определяемым для каждого слоя, причем первый слой образуют на рабочем лотке, и каждый другой слой образуют, а затем отверждают на предыдущем слое, отличается тем, что:
- перед получением первого слоя:
рабочий лоток покрывают опорным листом, способным прижиматься к нему, образующим жесткую и неподвижную поверхность для приема последовательных слоев, которая способна удерживать на себе последовательно образуемые слои; и
- упомянутый опорный лист прижимают к упомянутому рабочему лотку;
- сырое изделие образуют по технологии аддитивного производства; и
- когда сырое изделие таким образом образовано, прижатие прекращают, чтобы отделить от упомянутого лотка упомянутый опорный лист, на котором расположено сырое изделие с частью упомянутой фотоотверждаемой композиции, которая не была отверждена;
- упомянутую неотвержденную часть фотоотверждаемой композиции удаляют; и
- упомянутое сырое изделие снимают с упомянутого опорного листа.
Керамические материалы представляют собой порошковые спекаемые керамические материалы, выбираемые, в частности, из оксида алюминия (Al2O3), оксида циркония (ZrO2), оксида циркония, усиленного оксидом алюминия, ортосиликата циркония (ZrSiO4), оксида кремния (SiO2), гидроксиапатита, соединения ортосиликата циркония и оксида кремния (ZrSiO4+SiO2), нитрида кремния, трикальцийфосфата (TCP), нитрида алюминия, карбида кремния, кордиерита и муллита.
Металлические материалы представляют собой порошковые спекаемые металлические материалы, выбираемые из чистых металлов, таких как Al, Cu, Mg, Si, Ti, Zn, Sn, Ni, …, их сплавов и смесей чистых металлов и их сплавов.
Предпочтительно, деформируемый опорный лист выбирается так, чтобы позволять при прекращении прижатия снятие сырого изделия с его опорного листа путем приложения нагрузки к упомянутому опорному листу так, чтобы деформировать последний для снятия сырого изделия.
В соответствии с конкретными вариантами осуществления способа согласно настоящему изобретению может использоваться пастообразная фотоотверждаемая композиция, которая наносится слой за слоем на рабочий лоток, слои облучаются сверху, или может использоваться фотоотверждаемая композиция в виде суспензии, причем лоток постепенно опускается в суспензии, чтобы образовывать последовательные слои, облучаемые сверху, или лоток размещается на расстоянии, соответствующем толщине слоя, от дна емкости для фотоотверждаемой композиции, при этом дно является прозрачным для облучения, и поднимается при каждом образовании слоя, слои каждый раз облучаются снизу; или лоток при каждом образовании слоя входит в контакт со слоем суспензии, наносимым на сегмент прозрачной пленки, который разворачивается в горизонтальном направлении, чтобы обеспечивать новый сегмент при каждом образовании слоя, причем слои облучаются каждый раз снизу.
В соответствии с первым конкретным вариантом осуществления способа согласно настоящему изобретению прижатие осуществляют путем присасывания упомянутого опорного листа к упомянутому рабочему лотку.
В соответствии с первым вариантом этого первого варианта осуществления в качестве рабочего лотка используется перфорированная или пористая плоская пластина из жесткого материала, такого как керамический, металлический или пластический материал, свободная поверхность которой покрывается опорным листом и которая соединена своей противоположной поверхностью с вакуумным насосом или вакуумным генератором, который активируется, чтобы прижимать опорный лист к свободной поверхности лотка, образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируется, чтобы отделять упомянутый опорный лист от упомянутого лотка.
В частности, используется перфорированная пластина, перфорации которой выполнены в виде отверстий и/или прорезей, соединенных с вакуумным насосом или вакуумным генератором, и выполнены с возможностью обеспечения прижатия опорного листа при работе упомянутого насоса или генератора.
Отверстия и/или прорези имеют любую форму и могут предпочтительно иметь такой размер и/или выполнены с возможностью обеспечения того, что опорный лист соответствующим образом прижимается, увеличивая давление в некоторых местах, если требуется. Примерами являются отверстия с диаметром 0,01-5 мм, разнесенные на 0,1-50 мм, или прорези с шириной 0,01-5 мм, разнесенные на 0,1-50 мм. Отверстия не обязательно являются круглыми и не обязательно расположены в виде решетки, а прорези не обязательно имеют постоянную ширину по всей их высоте.
В соответствии со вторым вариантом этого первого варианта осуществления в качестве рабочего лотка используется плоский приемник, в частности, из металлического или пластического материала, нижняя часть которого имеет перфорации, соединенные с вакуумным насосом, и который принимает решетку, в частности, из металла, причем опорный лист укладывается на свободный край приемника и на решетку, упомянутый вакуумный насос активируется, чтобы прижимать упомянутый опорный лист к свободному краю приемника и к решетке, образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируется, чтобы отделять упомянутый опорный лист от упомянутого лотка.
В этом первом варианте осуществления настоящего изобретения:
- может использоваться опорный лист толщиной 0,05-5 мм; в любом случае толщина листа не должна препятствовать его деформации;
- может использоваться опорный лист из поливинилхлорида или поливинилового спирта;
- может создаваться вакуум от 13,33 Па до 10-10 Па (0,133-10-12 мбар).
В соответствии со вторым конкретным вариантом осуществления способа согласно настоящему изобретению прижатие осуществляют путем магнитного притяжения упомянутого опорного листа, который выполнен из ферромагнитного материала, к рабочему лотку, который способен создавать управляемый магнитный поток, причем упомянутый магнитный поток активируется, чтобы прижимать упомянутый опорный лист к упомянутому лотку, и деактивируется, чтобы отделять упомянутый опорный лист от упомянутого лотка.
В соответствии с первым вариантом этого второго варианта осуществления в качестве лотка используется магнитный лоток с постоянными магнитами, которые могут быть механически активированы или деактивированы.
В соответствии со вторым вариантом этого второго варианта осуществления в качестве лотка используется электромагнитный лоток с обмоткой/обмотками, магнитный поток активируется при подаче постоянного тока на обмотку/обмотки и деактивируется, когда ток не течет через обмотку/обмотки.
Настоящее изобретение также относится к машине для изготовления сырых изделий по технологии аддитивного производства из материала, выбираемого из керамических материалов и металлических материалов, в соответствии с которой слои фотоотверждаемой композиции, содержащей указанные керамические и металлические материалы в порошковом состоянии, и органическую часть, содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор, последовательно подвергают отверждению путем облучения в соответствии с образцом, определяемым для каждого слоя, причем первый слой образуют на рабочем лотке, и каждый другой слой образуют, а затем отверждают на предыдущем слое,
причем упомянутая машина, также содержащая средство облучения последовательных слоев, отличается тем, что
машина содержит средство прижима к упомянутому рабочему лотку опорного листа, предназначенного для его покрытия перед образованием первого слоя, образующего жесткую и неподвижную поверхность для приема последовательных слоев, способного удерживать на нем образуемые последовательные слои, причем упомянутое средство прижима может быть деактивировано, чтобы отделять от упомянутого лотка упомянутый опорный лист, на котором расположено сырое изделие с частью фотоотверждаемой композиции, которая не была отверждена.
Предпочтительно, опорный лист может быть выбран так, чтобы он был деформируемым, чтобы при прекращении прижатия позволять съем сырого изделия с его опорного листа путем приложения силы к упомянутому опорному листу так, чтобы деформировать его для снятия сырого изделия. Может использоваться лист с толщиной 0,05-1 мм. В любом случае выбирается толщина листа, которая не препятствует его деформации.
Машина согласно настоящему изобретению может иметь следующие особенности:
- она предназначена для образования сырых изделий из пастообразной фотоотверждаемой композиции и содержит средство разравнивания пасты, чтобы наносить последовательные слои на рабочий лоток, над которым расположен опорный лист, причем над ним расположено средство облучения; или
- она предназначена для образования сырых изделий из фотоотверждаемой композиции в виде суспензии; и
- она содержит ванну, наполняемую упомянутой суспензией, в которую рабочий лоток, на котором расположен опорный лист, способен постепенно опускаться для образования на нем на каждом ярусе облучаемого слоя, причем средство облучения расположено над упомянутым лотком; или
- она содержит емкость с дном, прозрачным для облучения, в котором лоток, под которым расположен опорный лист, способен постепенно подниматься для образования на каждом ярусе между дном и упомянутым опорным листом облучаемого слоя, причем средство облучения расположено под упомянутым дном упомянутого резервуара; или
- она содержит устройство, обеспечивающее горизонтальное развертывание листа, прозрачного для облучения, образующего последовательные сегменты листа, принимающие каждый раз слой фотоотверждаемой композиции, причем рабочий лоток, под которым расположен опорный лист, способен опускаться на облучаемый слой, размещаемый каждый раз на сегменте прозрачного листа, причем средство облучения расположено под упомянутым прозрачным листом.
В соответствии с первым конкретным вариантом осуществления машины согласно настоящему изобретению средство прижима представляет собой средство удержания путем присасывания, в частности, состоящее из вакуумного насоса, такого как лопастной насос, диафрагменный насос, поршневой насос, или вакуумного генератора, такого как генератор на основе эффекта Вентури, причем упомянутое средство присасывания, в частности, способно создавать вакуум от 13,33 Па - до 10-10 Па (0,133-10-12 мбар).
В соответствии с первым вариантом этого первого варианта осуществления машины согласно изобретению рабочий лоток представляет собой перфорированную или пористую плоскую пластину из жесткого материала, такого как керамический, металлический или пластический материал, свободная поверхность которой покрывается опорным листом и которая соединена своей противоположной поверхностью с вакуумным насосом или вакуумным генератором, который активируется, чтобы прижимать опорный лист к свободной поверхности лотка, образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируется, чтобы отделять упомянутый опорный лист от упомянутого лотка.
В частности, рабочий лоток может представлять собой перфорированную пластину, перфорации которой выполнены, в частности, в виде отверстий и/или пазов, соединенных с вакуумным насосом или вакуумным генератором, и выполнены с возможностью обеспечения прижатия опорного листа при его работе.
В соответствии со вторым вариантом этого первого варианта осуществления машины согласно изобретению рабочий лоток представляет собой плоский приемник, в частности, из металлического или пластического материала, нижняя часть которого имеет перфорации, соединенные с вакуумным насосом, и который принимает решетку, в частности, из металла, причем опорный лист укладывается на свободный край приемника и на решетку, упомянутый вакуумный насос активируется, чтобы прижимать упомянутый опорный лист к свободному краю приемника и к решетке, образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируется, чтобы отделять упомянутый опорный лист от упомянутого лотка.
В этом первом варианте осуществления машины согласно настоящему изобретению:
- опорный лист может иметь толщину 0,05-5 мм; в любом случае толщина листа не должна препятствовать его деформации;
- опорный лист может представлять собой лист, выполненный из поливинилхлорида или поливинилового спирта (последний является водорастворимым).
Согласно второму варианту осуществления машины согласно настоящему изобретению средство прижима представляет собой средство, обеспечивающее магнитное притяжение упомянутого опорного листа, который выполнен из ферромагнитного материала, к рабочему лотку, который способен создавать управляемый магнитный поток, причем упомянутый магнитный поток активируется, чтобы прижимать упомянутый опорный лист к упомянутому лотку, и деактивируется, чтобы отделять упомянутый опорный лист от упомянутого лотка.
В первом варианте этого второго варианта осуществления рабочий лоток представляет собой магнитный лоток с постоянными магнитами, которые могут быть механически активированы или деактивированы.
Во втором варианте этого второго варианта осуществления рабочий лоток представляет собой электромагнитный лоток с обмоткой/обмотками, причем магнитный поток активируется при подаче постоянного тока на обмотку(и) и деактивируется, когда ток не течет через обмотку/обмотки.
Чтобы лучше проиллюстрировать задачу настоящего изобретения, ниже со ссылкой на прилагаемые чертежи в иллюстративных и неограничивающих целях будут описаны конкретные варианты осуществления.
На чертежах:
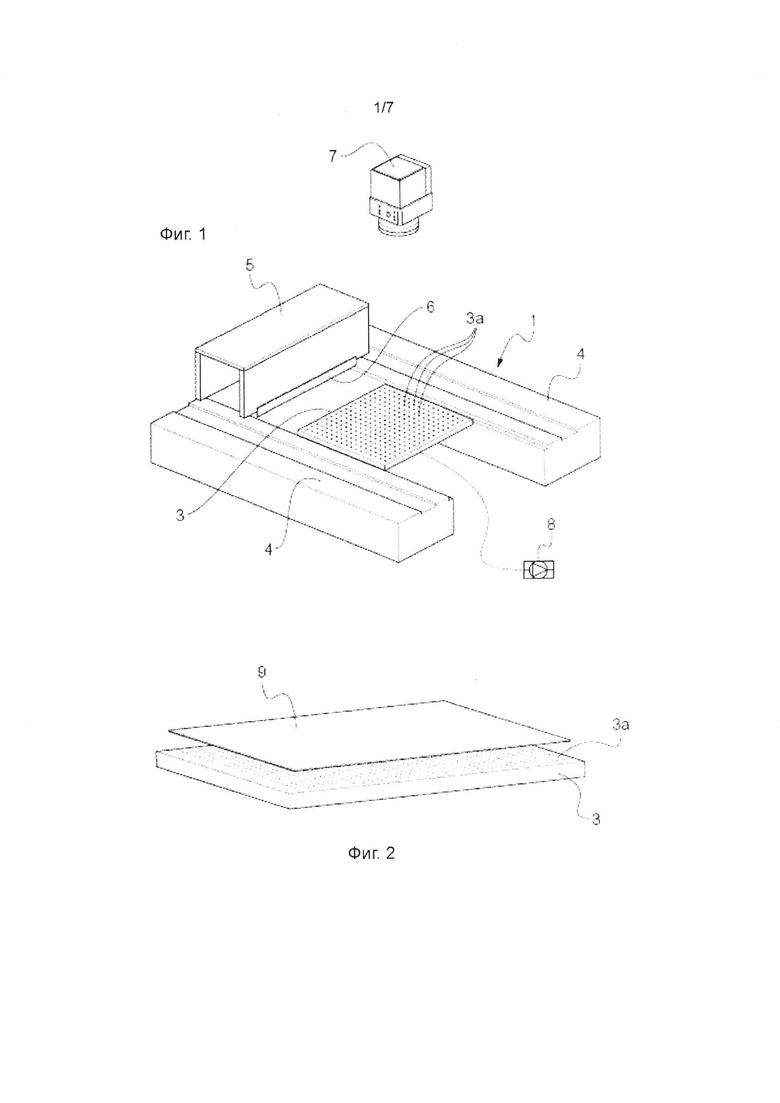
фиг. 1 представляет схематический вид в перспективе машины согласно изобретению для изготовления путем процесса с использованием пасты сырого изделия из керамического материала, содержащей рабочий лоток, выполненный согласно первому варианту осуществления, при этом опорный лист не показан на этой фигуре,
фиг. 2 представляет покомпонентный вид в перспективе в более крупном масштабе рабочего лотка и опорного листа, которыми оснащена машина, показанная на фиг. 1;
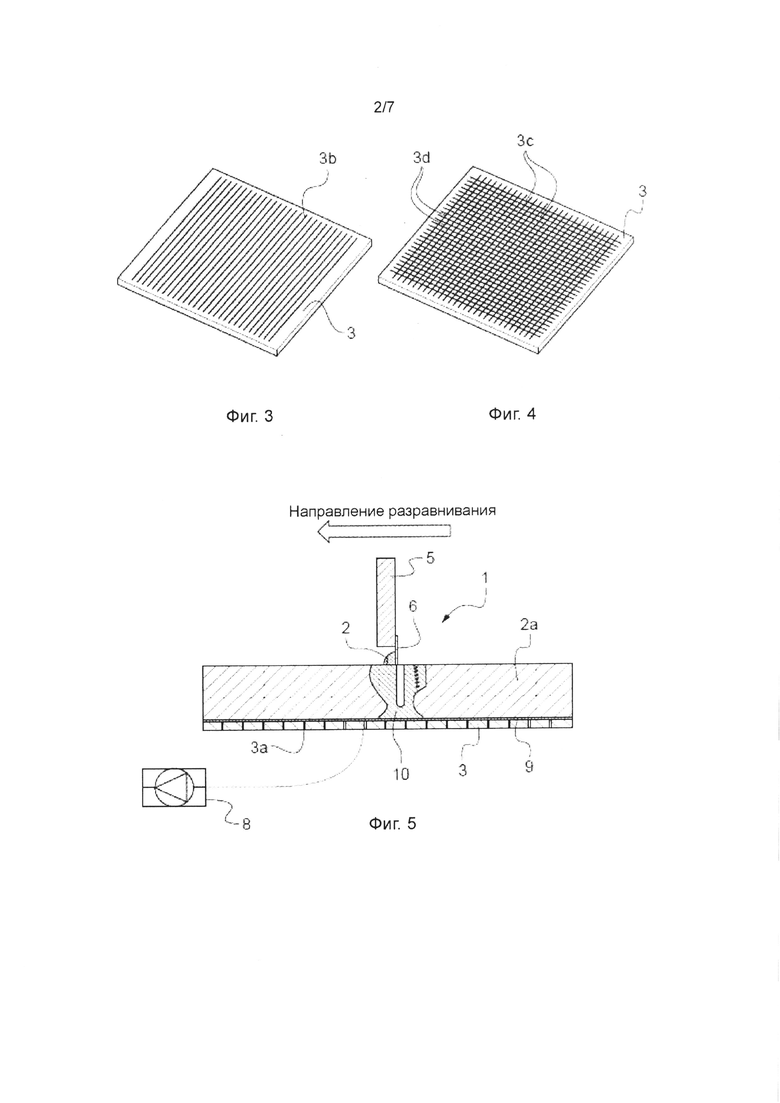
фиг. 3 и 4 представляют виды в перспективе рабочего лотка, выполненного в соответствии с вариантами, показанными на фиг. 1 и 2,
фиг. 5 представляет схематический вид в сечении в более крупном масштабе изделия, изготавливаемого на рабочем лотке машины, показанной на фиг. 1, причем упомянутое сечение выполнено в направлении соскабливания,
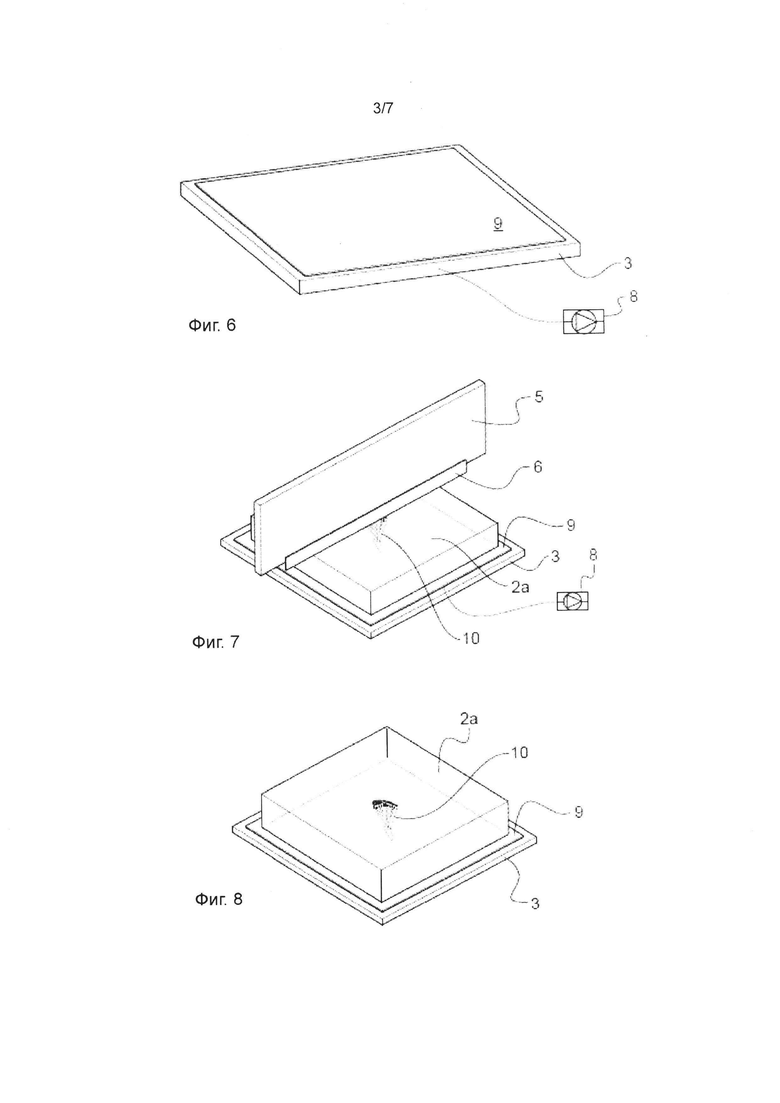
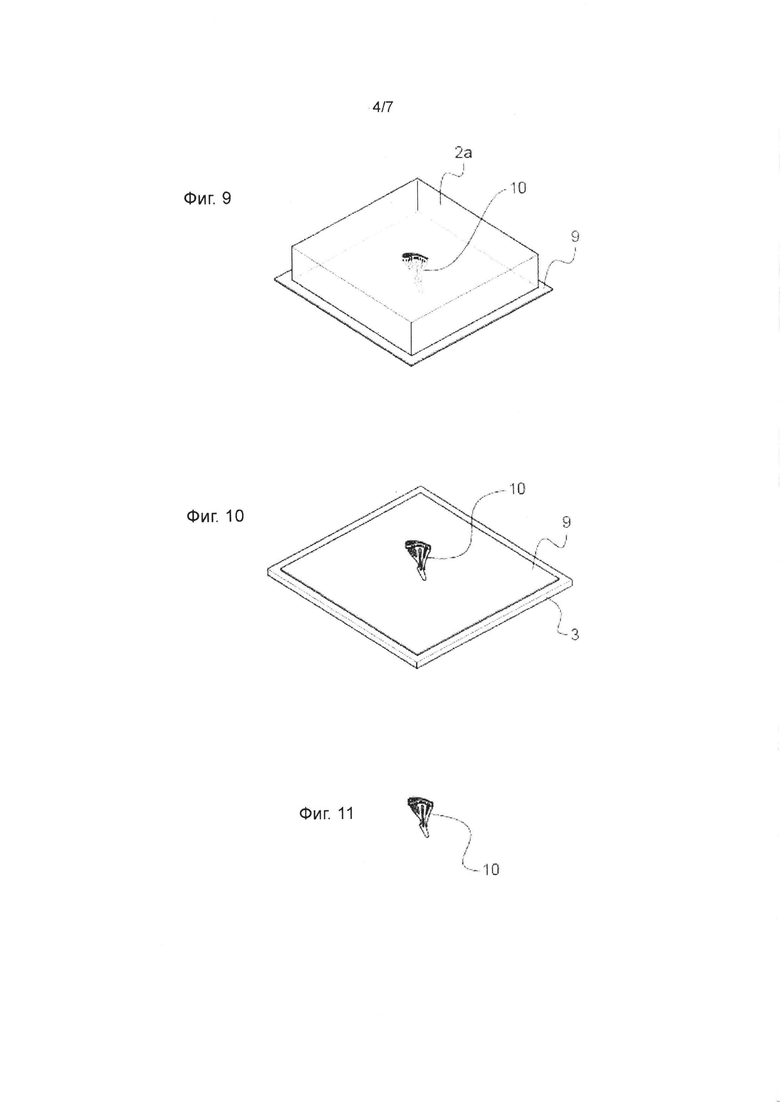
фиг. 6-11 иллюстрируют построение изделия с помощью машины, показанной на фиг. 1,
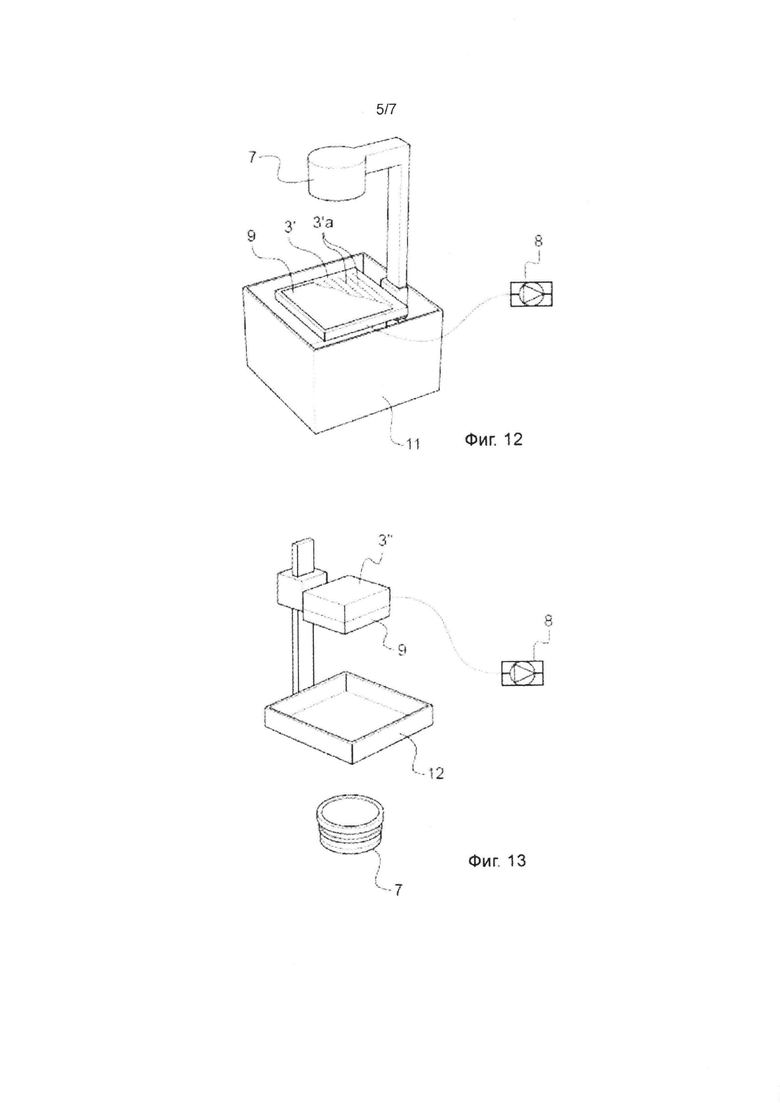
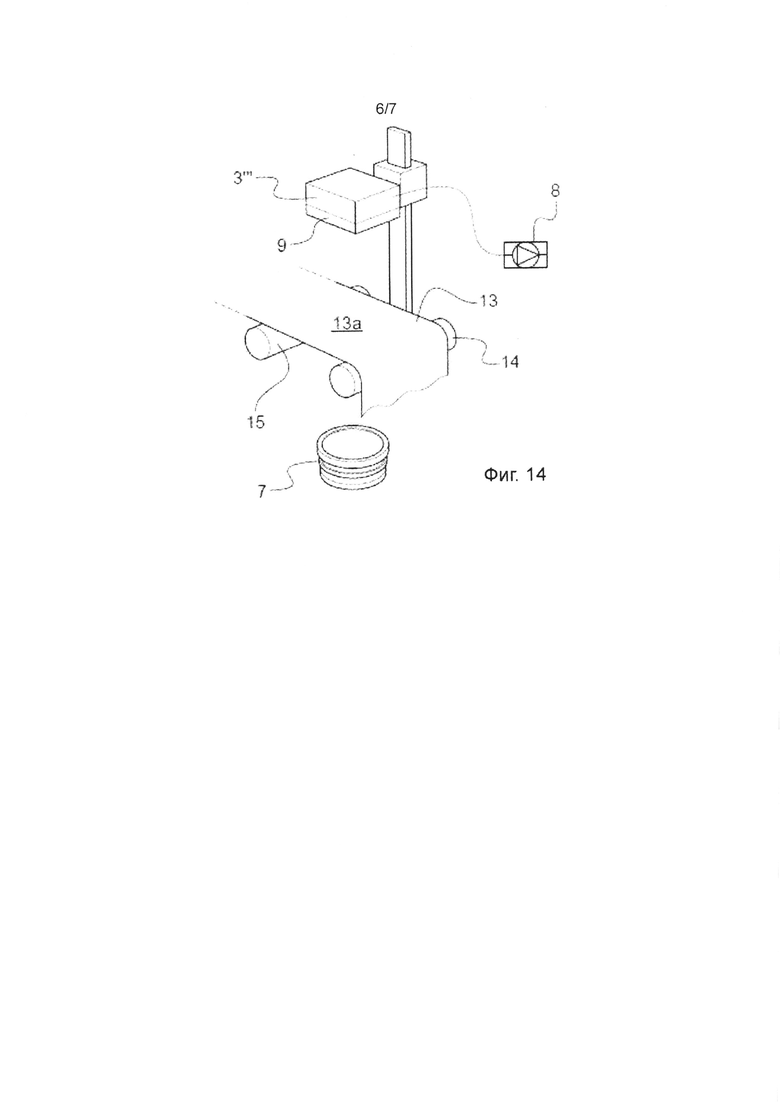
фиг. 12-14 представляют схематические виды, подобные показанным на фиг. 1, машины для изготовления путем процесса с использованием жидкости сырого изделия из керамического материала по технологии аддитивного производства, при этом средство облучения находится сверху для машины, показанной на фиг. 12, и снизу для машины, показанной на фиг. 13 и 14, соответственно,
фиг. 15 представляет схематический вид в сечении рабочего лотка, покрытого опорным листом, причем рабочий лоток выполнен в соответствии с вариантом, показанным на предыдущих фигурах,
фиг. 16 представляет вид сверху лотка, показанного на фиг. 15, вместе с опорным листом, причем последний показан частично вытянутым,
фиг. 17а и 17b представляют схематические виды в сечении рабочего лотка, выполненного в соответствии с первым вариантом второго варианта осуществления настоящего изобретения, в соответствующих положениях для укладывания и отделения опорного листа от упомянутого лотка, и
фиг. 18а и 18b представляют виды, соответствующие видам, показанным на фиг. 17а и 17b соответственно, второго варианта этого второго варианта осуществления.
Со ссылкой на фиг. 1 можно отметить, что показано устройство 1 для разранивания слоя 2 пасты на рабочей поверхности рабочего лотка 3 машины для изготовления сырых изделий из керамического материала по технологии аддитивного производства. Устройство 1 разравнивания, установленное с возможностью скольжения на раме 4 машины, содержит опорную раму 5, поддерживающую на передней части скребковое лезвие 6, имеющее горизонтальную скребковую кромку.
Рабочий лоток 3 имеет матрицу равномерно распределенных сквозных отверстий 3a. В соответствии с вариантами, показанными на фиг. 3 и 4, отверстия 3a заменены прорезями 3b, параллельными краю рабочего лотка (фиг. 3), или прорезями 3c, расположенными в виде решетки (фиг. 4).
На фиг. 1 также показана гальванометрическая головка 7, которая направляет лазерный луч, а также система 8 присасывания, функции которых будут описаны ниже.
На фиг. 5 показан опорный лист 9, функция которого указана ниже, а также изготавливаемый объект 10.
Далее со ссылкой на фиг. 6-11 будет описана работа машины, показанной на фиг. 1.
Фиг.6
В начале изготовления рабочий лоток 3 находится под давлением путем активации системы 8 присасывания, чтобы присасывать и удерживать лист 9, который будет действовать в качестве строительной опоры.
Фиг.7
Присасывание поддерживается в течение всей продолжительности печати, чтобы обеспечивать неподвижное и жесткое основание для печатного изделия 10.
Фиг.8
После печати действие вакуума прекращается.
Фиг.9
Лист 9, поддерживающий изделие 10, легко отделяется от рабочего лотка 3.
Фиг.10
Вокруг изделия 10 удаляется неотвержденная паста 2а. Изделие 10 все еще находится на опорном листе 9.
Фиг.11
Лист 9 деформируется, чтобы снимать изделие 10 без его повреждения.
ПРИМЕР
Сырое изделие из керамического материала было изготовлено с использованием машины, показанной на фиг. 1.
Использован рабочий лоток 3 с просверленной матрицей отверстий 3a, имеющих диаметр 1 мм и разнесенных друг от друга на 7 мм. Лист 9 из поливинилхлорида толщиной 100 мкм был помещен на этот рабочий лоток 3 для присасывания; для этого был создан вакуум 1 мбар (100 Па) с использованием лопастного насоса.
Как только сырое изделие 10 закончено, действие вакуума прекращается. Изделие 10 очищается, чтобы удалить неотвержденную пасту 2а. Затем изделие 10 легко отделяется от опорного листа 9.
Со ссылкой на фиг. 12-14 схематически показана машина для изготовления сырых керамических изделий путем процесса с использованием жидкости с облучением сверху, снизу и снизу соответственно.
Машина, показанная на фиг. 12, содержит ванну 11, в которой расположена фотоотверждаемая суспензия. Перфорированный горизонтальный лоток 3' с просверленными отверстиями 3'a установлен для постепенного опускания в ванну 11 так, чтобы каждый раз покрываться слоем фотоотверждаемой суспензии, который будет облучаться средством 7 облучения. Согласно изобретению опорный лист 9 расположен на лотке 3' и присасывается к последнему системой 8 присасывания, как ранее описано со ссылкой на фиг. 1.
Машина, показанная на фиг. 13, содержит емкость 12 с дном, прозрачным для облучения. Эта емкость 12 будет наполняться фотоотверждаемой суспензией. Горизонтальная платформа 3'' с просверленными отверстиями 3''a устанавливается, чтобы иметь возможность размещения в емкости 12 параллельно его дну и на расстоянии от него, соответствующем толщине первого слоя, образуемого на упомянутом лотке 3'', который образует жесткую строительную опору изделия, причем облучение выполняется средством 7, расположенным ниже упомянутого дна. Согласно изобретению опорный лист 9 прижимается путем присасывания с помощью системы 8 присасывания под упомянутым лотком 3'', который после образования первого слоя постепенно поднимается в емкости 12 для образования каждого из других слоев.
Машина, показанная на фиг. 14, содержит пленку 13, которая является прозрачной для облучения, развертывается с барабана 14 и свертывается на барабан 15. Всякий раз, когда должен быть образован слой, сегмент 13a пленки 13 между барабанами 14 и 15 покрывается слоем фотоотверждаемой суспензии, и узел лоток 3'''/опорный лист 9 - того же типа, что и узел лоток 3''/опорный лист 9 на фиг. 13 - опускается для контакта с наносимым слоем суспензии, который отверждается путем облучения снизу через прозрачную пленку. Затем узел лоток 3'''/опорный лист 9 поднимается, чтобы позволить нанесение нового слоя суспензии на следующий сегмент развернутой пленки. Операция повторяется до тех пор, пока не будет обеспечено желаемое сырое изделие.
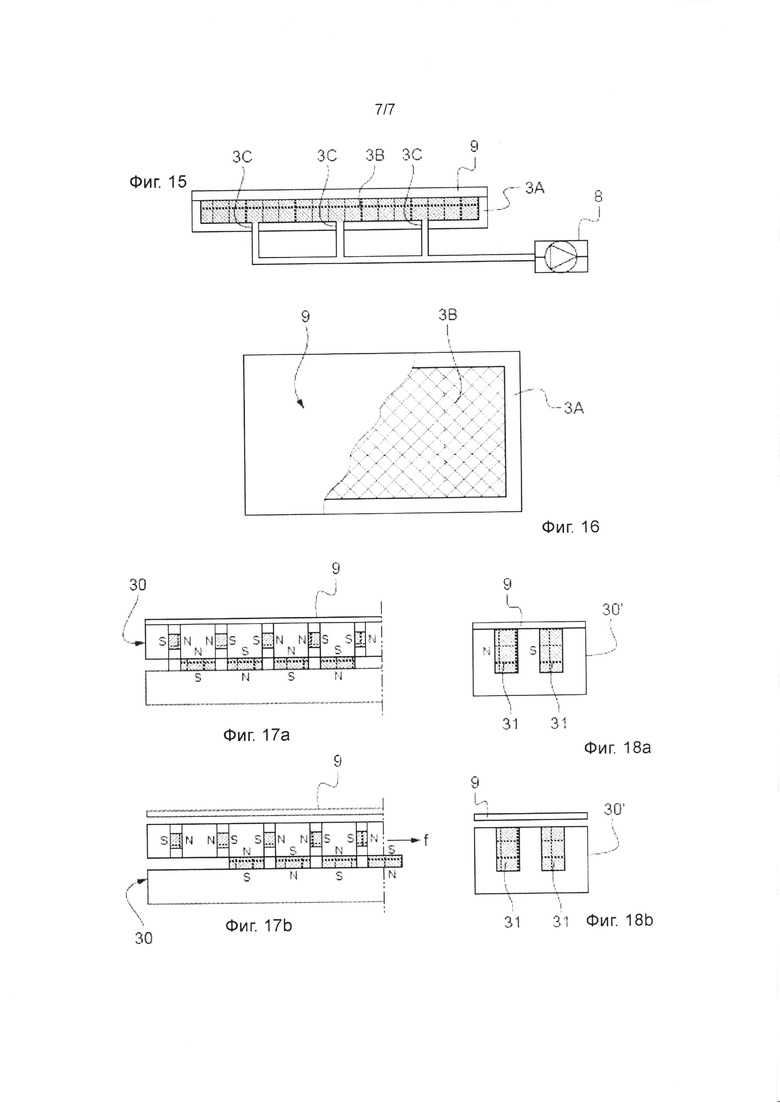
Со ссылкой на фиг. 15 и 16 показан рабочий лоток, выполненной в соответствии с одним вариантом. Этот лоток состоит из приемника 3A с плоским дном, например, из металла, на котором расположена решетка 3B например, из металла, прикрепленная к периферийному свободному краю приемника 3A. Дно приемника 3A имеет отверстия 3C, соединенные с вакуумным насосом 8. Решетка 3B обеспечивает распределение давления, а приемник 3A образует раму, обеспечивающую жесткость при укладывании опорного листа 9 на его периферийный край и на решетку 3B.
Решетка 3B может быть расположена немного выше края приемника 3A, но решетка 3B не может выступать из упомянутого края приемника 3A.
Со ссылкой на фиг. 17a и 17b схематично в сечении показан лоток 30, который состоит из магнитной платформы с постоянными магнитами, которые могут быть механически активированы (фиг. 17a) и деактивированы (фиг. 17b) путем перемещения вдоль стрелки f. Во время активации опорный лист, в данном случае выполненный из ферромагнитного материала, надежно укладывается на верхнюю поверхность лотка 30, и во время деактивации опорный лист 9 отделяется от лотка 30. Эта технология реализована компанией Braillon  .
.
Со ссылкой на фиг. 18а и 18b схематично в сечении показана платформа 30' с обмотками 31, на которую укладывается опорный лист 9. Эта технология также реализована компанией Braillon.
Магнитное поле создается путем возбуждения обмоток 31 постоянным током, при этом удерживается опорный лист 9 (фиг. 18a). Когда ток не проходит через обмотки 31, опорный лист 9 отделяется.
Изобретение относится к получению сырых изделий из керамического или металлического материала из фотоотверждаемой композиции методом аддитивного производства. Технический результат изобретения – надёжное удержание изделия на жёстком лотке в процессе укладки слоёв и извлечение отформованного изделия из лотка без повреждений. Согласно изобретению перед получением первого слоя рабочий лоток (3) покрывают опорным листом (9), который прижимается к нему, образуя жесткую и неподвижную поверхность для приема последовательных слоев, и который способен удерживать на себе последовательно наносимые слои, образующие сырое изделие (10) по технологии аддитивного производства. После нанесения всех слоёв прижатие прекращают, чтобы отделить от упомянутого лотка (3) упомянутый опорный лист (9), на котором расположено сырое изделие (10) с частью фотоотверждаемой композиции, которая не была отверждена. Удаляют неотвержденную часть фотоотверждаемой композиции и снимают сырое изделие с опорного листа (9). Прижим опорного листа к лотку осуществляют посредством вакуумного присасывания или магнитной силы. 2 н. и 23 з.п. ф-лы, 20 ил.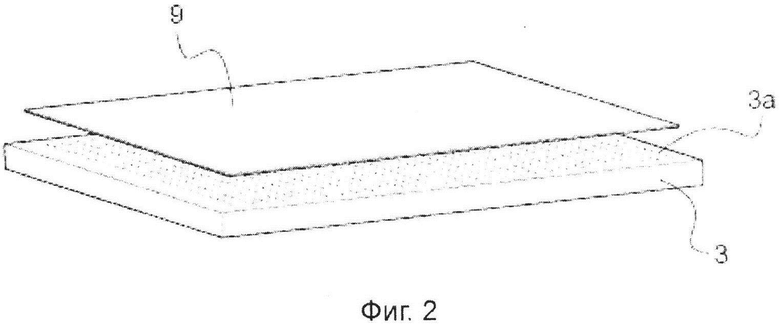
1. Способ изготовления сырого изделия (10) по технологии аддитивного производства из по меньшей мере одного материала, выбираемого из керамических материалов и металлических материалов, в соответствии с которым слои фотоотверждаемой композиции, содержащей указанные керамические и металлические материалы в порошковом состоянии, и органическую часть, содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор, последовательно подвергают отверждению путем облучения в соответствии с образцом, определяемым для каждого слоя, причем первый слой образуют на рабочем лотке, и каждый другой слой образуют, а затем отверждают на предыдущем слое, отличающийся тем, что
перед получением первого слоя
рабочий лоток (3; 3'; 3''; 3'''; 3A-3B; 30; 30') покрывают опорным листом (9), способным прижиматься к нему, образующим жесткую и неподвижную поверхность для приема последовательных слоев, который способен удерживать на себе последовательно образуемые слои, и упомянутый опорный лист (9) прижимают к упомянутому рабочему лотку (3; 3'; 3''; 3'''; 3A-3B; 30; 30');
сырое изделие (10) образуют по технологии аддитивного производства, и,
когда сырое изделие (10) таким образом образовано, прижатие прекращают, чтобы отделить от упомянутого лотка (3; 3'; 3''; 3'''; 3A-3B; 30; 30') упомянутый опорный лист (9), на котором расположено сырое изделие (10) с частью (2а) упомянутой фотоотверждаемой композиции, которая не была отверждена,
упомянутую неотвержденную часть (2а) фотоотверждаемой композиции удаляют, и
упомянутое сырое изделие (10) снимают с упомянутого опорного листа (9).
2. Способ по п. 1, отличающийся тем, что деформируемый опорный лист (9) выбирают так, чтобы при прекращении прижатия дать возможность снятия сырого изделия (10) с его опорного листа (9) путем приложения силы к упомянутому опорному листу (9) так, чтобы деформировать последний для снятия сырого изделия (10).
3. Способ по любому одному из пп. 1 и 2, отличающийся тем, что используют пастообразную фотоотверждаемую композицию и наносят слой за слоем на рабочий лоток, слои облучают сверху, или
используют фотоотверждаемую композицию в виде суспензии, причем лоток постепенно опускают в суспензию, чтобы образовывать последовательные слои, облучаемые сверху, или
лоток размещают на расстоянии, соответствующем толщине слоя, от дна емкости для фотоотверждаемой композиции, при этом дно является прозрачным для облучения, и поднимают при каждом образовании слоя, слои каждый раз облучают снизу, или
лоток при каждом образовании слоя вводят в контакт со слоем суспензии, наносимым на сегмент прозрачной пленки, который разворачивается в горизонтальном направлении, чтобы обеспечивать новый сегмент при каждом образовании слоя, причем слои облучают каждый раз снизу.
4. Способ по любому одному из пп. 1-3, отличающийся тем, что прижатие осуществляют путем присасывания упомянутого опорного листа (9) к упомянутому рабочему лотку (3; 3'; 3''; 3''').
5. Способ по п. 4, отличающийся тем, что в качестве рабочего лотка используют перфорированную или пористую плоскую пластину (3; 3'; 3''; 3''') из жесткого материала, такого как керамический, металлический или пластический материал, свободную поверхность которой покрывают опорным листом (9) и которая соединена своей противоположной поверхностью с вакуумным насосом (8) или вакуумным генератором, который активируют, чтобы прижимать опорный лист (9) к свободной поверхности лотка, образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируют, чтобы отделять упомянутый опорный лист (9) от упомянутого лотка.
6. Способ по п. 5, отличающийся тем, что используют перфорированную пластину, перфорации которой выполнены, в частности, в виде отверстий (3a; 3b; 3c; 3'a) и/или прорезей, соединенных с вакуумным насосом или вакуумным генератором, и выполнены с возможностью обеспечения прижатия опорного листа (9) при работе упомянутого насоса или генератора.
7. Способ по п. 4, отличающийся тем, что в качестве рабочего лотка используют плоский приемник (3A), в частности, из металлического или пластического материала, дно которого имеет перфорации (3C), соединенные с вакуумным насосом (8), и который принимает решетку (3B), в частности, из металла, причем опорный лист (9) укладывают на свободный край приемника (3A) и на решетку (3B), причем упомянутый вакуумный насос (8) активируют, чтобы прижимать упомянутый опорный лист (9) к свободному краю приемника (3A) и к решетке (3B), образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируют, чтобы отделять упомянутый опорный лист (9) от упомянутого лотка (3A-3B).
8. Способ по любому одному из пп. 4-7, отличающийся тем, что используют опорный лист (9) толщиной 0,05-5 мм.
9. Способ по любому одному из пп. 4-8, отличающийся тем, что используют опорный лист (9), выполненный из поливинилхлорида или поливинилового спирта.
10. Способ по любому одному из пп. 4-9, отличающийся тем, что создают вакуум от 13,33 до 10-10 Па (0,133-10-12 мбар).
11. Способ по любому одному из пп. 1-3, отличающийся тем, что прижатие осуществляют путем магнитного притяжения упомянутого опорного листа (9), который выполнен из ферромагнитного материала, к рабочему лотку (30; 30'), который способен создавать управляемый магнитный поток, причем упомянутый магнитный поток активируют, чтобы прижимать упомянутый опорный лист (9) к упомянутому лотку (30; 30'), и деактивируют, чтобы отделять упомянутый опорный лист (9) от упомянутого лотка (30; 30').
12. Способ по п. 11, отличающийся тем, что в качестве лотка используют магнитный лоток (30) с постоянными магнитами, которые могут быть механически активированы или деактивированы.
13. Способ по п. 11, отличающийся тем, что в качестве лотка используют электромагнитный лоток (30') с обмоткой/обмотками (31), причем магнитный поток активируют при подаче постоянного тока на обмотку/обмотки (31), и деактивируют, когда ток не течет через обмотку/обмотки (31).
14. Машина для изготовления сырых изделий по технологии аддитивного производства из материала, выбираемого из керамических материалов и металлических материалов, в соответствии с которой слои фотоотверждаемой композиции, содержащей указанные керамические и металлические материалы в порошковом состоянии, и органическую часть, содержащую по меньшей мере один фотоотверждаемый мономер и/или олигомер и по меньшей мере один фотоинициатор, последовательно подвергаются отверждению путем облучения в соответствии с образцом, определяемым для каждого слоя, причем первый слой образуют на рабочем лотке, и каждый другой слой образуют, а затем отверждают на предыдущем слое,
причем упомянутая машина также содержит средство (7) облучения последовательных слоев,
отличающаяся тем, что содержит средство (8) прижима к упомянутому рабочему лотку (3; 3'; 3''; 3'''; 3A-3B; 30; 30') опорного листа (9), предназначенного для его покрытия перед образованием первого слоя, образующего жесткую и неподвижную поверхность для приема последовательных слоев, способного удерживать на нем образуемые последовательные слои, причем упомянутое средство прижима может быть деактивировано, чтобы отделять от упомянутого лотка (3; 3'; 3''; 3'''; 3A-3B; 30; 30') упомянутый опорный лист (9), на котором расположено сырое изделие (10) с частью (2а) фотоотверждаемой композиции, которая не была отверждена.
15. Машина по п. 14, отличающаяся тем, что опорный лист (9) выбирается деформируемым, чтобы при прекращении прижатия позволять съем сырого изделия (10) с его опорного листа (9) путем приложения силы к упомянутому опорному листу (9) так, чтобы деформировать его для снятия сырого изделия (10).
16. Машина по любому одному из пп. 14 и 15, отличающаяся тем, что
предназначена для образования сырых изделий из пастообразной фотоотверждаемой композиции и содержит средство (6) разравнивания пасты, чтобы наносить последовательные слои на рабочий лоток (3), выше которого расположен опорный лист (9), причем над ним расположено средство (7) облучения, или
предназначена для образования сырых изделий из фотоотверждаемой композиции в виде суспензии, и
содержит ванну (11), наполняемую упомянутой суспензией, в которую рабочий лоток (3'), на котором расположен опорный лист (9), способен постепенно опускаться для образования на нем на каждом ярусе облучаемого слоя, причем средство (7) облучения расположено над упомянутым лотком (3'), или
содержит емкость (12) с дном, прозрачным для облучения, в котором лоток (3''), под которым расположен опорный лист (9), способен постепенно подниматься для образования на каждом ярусе между дном и упомянутым опорным листом (9) облучаемого слоя, причем средство (7) облучения расположено под упомянутым дном упомянутого резервуара (12), или
содержит устройство, позволяющее развертывать в горизонтальном направлении лист (13), прозрачный для облучения, образуя последовательные сегменты (13а) листа, принимающие каждый раз слой фотоотверждаемой композиции, причем рабочий лоток (3'''), под которым расположен опорный лист (9), способен опускаться на облучаемый слой, размещаемый каждый раз на сегменте (13а) прозрачного листа, причем средство (7) облучения расположено под упомянутым прозрачным листом (13).
17. Машина по любому одному из пп. 14-16, отличающаяся тем, что средство прижима представляет собой средство для удержания путем присасывания, в частности, состоящее из вакуумного насоса (8), такого как лопастной насос, диафрагменный насос, поршневой насос, или вакуумного генератора, такого как генератор на основе эффекта Вентури, причем упомянутое средство присасывания, в частности, способно создавать вакуум от 13,33 до 10-10 Па (0,133-10-12 мбар).
18. Машина по п. 17, отличающаяся тем, что рабочий лоток представляет собой перфорированную или пористую плоскую пластину (3; 3'; 3''; 3''') из жесткого материала, такого как керамический, металлический или пластический материал, свободная поверхность которой покрывается опорным листом и которая соединена своей противоположной поверхностью с вакуумным насосом или вакуумным генератором, который активируется, чтобы прижимать опорный лист (9) к свободной поверхности лотка, образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируется, чтобы отделять упомянутый опорный лист (9) от упомянутого лотка.
19. Машина по п. 18, отличающаяся тем, что рабочий лоток представляет собой перфорированную пластину, перфорации которой выполнены, в частности, в виде отверстий (3a; 3b; 3c; 3'a) и/или пазов, соединенных с вакуумным насосом или вакуумным генератором, и выполнены с возможностью обеспечения прижатия опорного листа (9) при его работе.
20. Машина по п. 17, отличающаяся тем, что рабочий лоток представляет собой плоский приемник (3A), в частности, из металлического или пластического материала, дно которого имеет перфорации (3C), соединенные с вакуумным насосом (8), и который принимает решетку (3B), в частности, из металла, причем опорный лист (9) укладывается на свободный край приемника (3A) и на решетку (3B), причем упомянутый вакуумный насос (8) активируется, чтобы прижимать упомянутый опорный лист (9) к свободному краю приемника (3A) и к решетке (3B), образуя жесткую и неподвижную поверхность для приема последовательных слоев фотоотверждаемой композиции, и деактивируется, чтобы отделять упомянутый опорный лист (9) от упомянутого лотка (3A-3B).
21. Машина по любому одному из пп. 17-20, отличающаяся тем, что опорный лист (9) имеет толщину 0,05-5 мм.
22. Машина по любому одному из пп. 17-21, отличающаяся тем, что опорный лист (9) представляет собой лист, выполненный из поливинилхлорида или поливинилового спирта.
23. Машина по любому одному из пп. 14-16, отличающаяся тем, что средство прижима представляет собой средство, обеспечивающее магнитное притяжение упомянутого опорного листа (9), который выполнен из ферромагнитного материала, к рабочему лотку (30; 30') который способен создавать управляемый магнитный поток, причем упомянутый магнитный поток активируется, чтобы прижимать упомянутый опорный лист (9) к упомянутому лотку (30; 30'), и деактивируется, чтобы отделять упомянутый опорный лист (9) от упомянутого лотка (30; 30').
24. Машина по п. 23, отличающаяся тем, что рабочий лоток представляет собой магнитный лоток (30) с постоянными магнитами, которые могут быть механически активированы или деактивированы.
25. Машина по п. 23, отличающаяся тем, что рабочий лоток представляет собой электромагнитный лоток (30') с обмоткой/обмотками (31), причем магнитный поток активируется при подаче постоянного тока на обмотку/обмотки (31) и деактивируется, когда ток не течет через обмотку/обмотки (31).
| СИСТЕМА И КОМПЛЕКТ ОБОРУДОВАНИЯ ДЛЯ ТРЕХМЕРНОЙ ПЕЧАТИ | 2013 |
|
RU2620807C2 |
| Токарный резец | 1924 |
|
SU2016A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |

