Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления композиционного элемента для часов или ювелирных изделий.
Объектом изобретения являются также наручные или карманные часы, содержащие внешний элемент и/или циферблат, изготовленные этим способом.
Объектом настоящего изобретения является также ювелирное изделие, содержащее по меньшей мере один компонент, изготовленный этим способом.
Настоящее изобретение относится также к области внешних или индикаторных компонентов для часового дела, а также к области ювелирных изделий.
Уровень техники
В часах или ювелирных изделиях обычно выделяют определенные области с целью улучшения индикации или усовершенствования какого-либо компонента, например небольшого окошка хронографа, или указателя даты на часах с календарем, или для закрепки драгоценного камня в ювелирном изделии, или т. п.
При использовании композиционной структуры с различными собранными элементами редко удается использовать преимущества по характеристикам, в частности по оптическим характеристикам, каждого из этих элементов.
В патенте Японии № H0720585 (заявитель KAWAGICHIKO PRECISION) описан циферблат часов, изготовленный путем скрепления друг с другом металлической подложки и декоративного элемента, такого как раковина, керамический элемент, драгоценный камень или сапфир. Этот декоративный элемент может быть создан путем вырезания на поверхности металлической подложки вырезанной части.
В Европейском патенте № 1640822 (заявитель ASULAB) описан циферблат с керамической базовой пластинкой, содержащей участки рельефа, образующие углубления или выступы. На поверхность и участки рельефа наносятся слои эмали. Базовая пластинка выполнена из керамического материала, а участки рельефа изготовлены путем предварительного формирования базовой пластинки перед нанесением слоя эмали или перед механической обработкой слоя эмали, сквозь последний или сквозь базовую пластинку.
Раскрытие сущности изобретения
Настоящим изобретением предлагается использование различных преимуществ составляющих элементов при создании композиционного компонента для часов или ювелирных изделий с целью усовершенствования определенных функций или определенных составляющих элементов данного компонента, например, для создания отражающей или структурированной поверхности на индикаторе.
В связи с этим настоящее изобретение относится к способу изготовления композиционного компонента для часов или ювелирных изделий по п. 1 формулы.
Объектом настоящего изобретения являются также часы, содержащие внешний элемент и/или циферблат, изготовленные этим способом.
Краткое описание чертежей
Другие отличительные признаки и преимущества настоящего изобретения станут более ясными после ознакомления с приведенным ниже его подробным описанием со ссылками на прилагаемые чертежи.
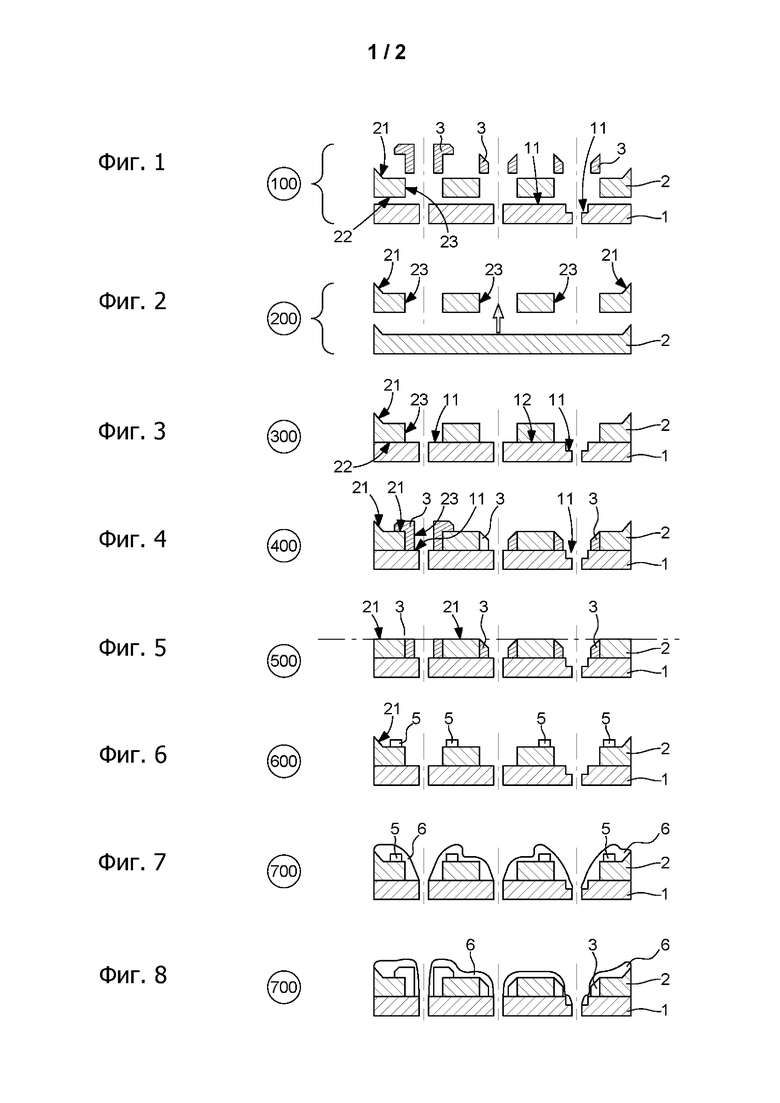
На фиг. 1–11 показаны схематичные виды в разрезе, иллюстрирующие последовательные операции способа согласно настоящему изобретению:
на фиг. 1 – операции изготовления основания со структурой из твердого материала и с вставками, схематичное изображение в разобранном виде на трех уровнях;
на фиг. 2 – первая операция механической обработки для выполнения сквозных отверстий в структуре, если они не были выполнены до этого;
на фиг. 3 – первая операция сборки, в процессе которой основание и каждая структура скрепляются друг с другом посредством склеивания;
на фиг. 4 – вторая операция сборки, в процессе которой каждая вставка закрепляется в своем соответствующем сквозном отверстии;
на фиг. 5 – вторая операция механической обработки, в процессе которой верхние поверхности вставок выравниваются так, чтобы они лежали в одной плоскости;
на фиг. 6 – операция переноса, в процессе которой накладывается и приклеивается декоративный элемент на вторую видимую поверхность структуры;
на фиг. 7 – окончательная операция нанесения покрытия, в процессе которой на структуру и на каждый расположенный на ней декоративный элемент наносится поверхностный слой прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировки, или лакировки нитроцеллюлозным лаком;
на фиг. 8 – аналогично фиг. 7, окончательная операцию нанесения покрытия, в процессе которой на структуру и на каждую расположенную на ней вставку наносится поверхностный слой прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировки, или лакировки нитроцеллюлозным лаком;
на фиг. 9 – аналогично фиг. 7 и 8, окончательная операция нанесения покрытия, в процессе которой на структуру, на каждый декоративный элемент и на каждую вставку, расположенные на ней, наносится поверхностный слой прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировки, или лакировки нитроцеллюлозным лаком;
на фиг. 10 – окончательная операция механической обработки, в процессе которой выполняется механическая обработка для придания формы поверхностному слою и/или полировка поверхности поверхностного слоя;
на фиг. 11 – аналогично фиг. 6, операция нанесения посредством тампонной печати отметок на вторую видимую поверхность структуры;
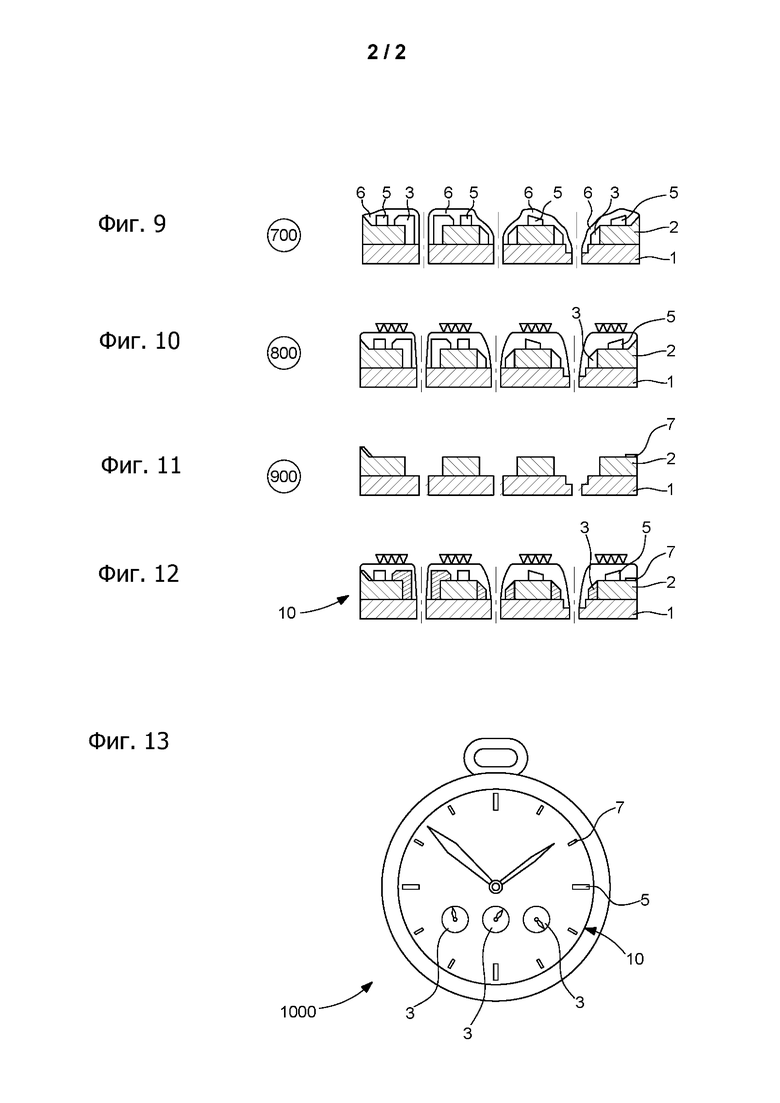
на фиг. 12 – аналогично фиг. 10, окончательная операция механической обработки, в процессе которой выполняется механическая обработка для придания формы поверхностному слою и/или полировка внешней поверхности поверхностного слоя, покрывающего вставки, декоративные элементы и отметки;
на фиг. 13 – часы, содержащие керамический циферблат, со вставками, на дне которых керамический материал остается видимым под стрелками маленького хронографа и в которых закреплены аппликации и индикаторы способом согласно настоящему изобретению.
Осуществление изобретения
Настоящее изобретение относится к способу изготовления композиционного компонента для часов или ювелирных изделий, включающему в себя следующие операции, выполняемые в указанном ниже порядке:
- начальную операцию 100 подготовки, в процессе которой:
из первого материала изготавливают основание 1, содержащее по меньшей мере первую видимую поверхность 11, предназначенную для того, чтобы оставаться видимой, и по меньшей мере первую опорную поверхность 12;
изготавливают по меньшей мере одну структуру 2 из второго керамического материала, или сапфира, или по меньшей мере частично аморфного материала, которая содержит вторую видимую поверхность 21 и по меньшей мере вторую опорную поверхность 22, ответную первой опорной поверхности 12, и которая имеет по меньшей мере одно сквозное отверстие 23, проходящее по всей толщине структуры 2, или в которой посредством механической обработки выполняют по меньшей мере одно сквозное отверстие 23, проходящее по всей толщине структуры 2, в процессе первой операции 200 механической обработки;
для каждого сквозного отверстия 23 из третьего материала изготавливают по меньшей мере одну вставку 3, подходящую для ответной установки в указанное сквозное отверстие 23;
- первую операцию 300 сборки, в процессе которой приклеивают основание 1 и каждую структуру 2 друг к другу так, чтобы каждая первая опорная поверхность 12 и каждая вторая ответная опорная поверхность 22 плотно прилегали друг к другу;
- вторую операцию 400 сборки, в процессе которой закрепляют каждую вставку 3 в соответствующем ей сквозном отверстии 23.
Например, каждая такая вставка 3 может образовывать на циферблате небольшое окошко, или раму окошка, или т. п.
Согласно частному варианту осуществления изобретения, после второй операции 400 сборки выполняют вторую операцию 500 механической обработки, в процессе выполняют механическую обработку верхних поверхностей вставок 3 для придания им такой формы, чтобы они лежали в одной плоскости.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 подготовки все структуры 2 выполняют одинаковой толщины, а в процессе второй операции 500 механической обработки верхние поверхности вставок 3 выравнивают так, чтобы они лежали в одной плоскости, в частности образованной вторыми видимыми поверхностями 21 структуры 2 или структур 2, когда эти вторые видимые поверхности 21 выровнены.
Согласно частному варианту осуществления изобретения, перед проведением первой операции 300 сборки выполняют первую операцию 500 нанесения покрытия по меньшей мере на каждую первую видимую поверхность 11 путем нанесения первого слоя 4 четвертого материала.
Согласно частному варианту осуществления изобретения, после первой операции 300 сборки или после второй операции 400 сборки выполняют по меньшей мере одну операцию 600 переноса путем наложения и приклеивания по меньшей мере одного декоративного элемента 5 на по меньшей мере вторую видимую поверхность 21 по меньшей мере одной структуры 2.
Согласно частному варианту осуществления изобретения, после по меньшей мере одной операции 600 переноса выполняют окончательную операцию 700 нанесения покрытия, в процессе которой на структуру 2 и на каждый декоративный элемент 5, расположенный на структуре 2, наносят поверхностный слой 6 прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировкой, или лакировкой нитроцеллюлозным лаком.
Согласно частному варианту осуществления изобретения, после второй операции 400 сборки выполняют окончательную операцию 700 нанесения покрытия, в процессе которой по меньшей мере на каждую структуру 2 и на каждую вставку 3, расположенную на структуре 2, наносят поверхностный слой 6 прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировки, или лакировки нитроцеллюлозным лаком.
Согласно настоящему изобретению, в процессе начальной операции 100 подготовки по меньшей мере одну вставку 3 изготавливают ступенчатой, чтобы она упиралась как в стенки сквозного отверстия 23, так и во вторую видимую поверхность 21 структуры 2, на которой устанавливается данная вставка 3, аналогично вставке, показанной слева на прилагаемых чертежах. Такая конфигурация дает возможность скрыть любую стружку, возникающую при механической обработке сквозных отверстий 23, что может происходить в процессе гидроабразивной резки или лазерной обработки.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 подготовки в качестве первого материала основания 1 используют металлический материал, в частности, но не исключительно, медный сплав, например латунь.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 подготовки в качестве первого материала основания 1 используется керамика.
Согласно частному варианту осуществления изобретения, в процессе начальной операции 100 подготовки в качестве третьего материала по меньшей мере одной вставки 3 используют сплав золота, или платиновый сплав, или керамику.
Согласно частному варианту осуществления изобретения, в процессе первой операции 500 нанесения покрытия, в качестве четвертого материала используют сплав золота или платиновый сплав.
Согласно частному варианту осуществления изобретения, после окончательной операции 700 нанесения покрытия, в процессе окончательной операции 800 механической обработки выполняют механическую обработку для придания формы поверхностному слою 6 и/или полировку внешней поверхности поверхностного слоя 6.
Согласно частному варианту осуществления изобретения, после первой операции 300 сборки выполняют по меньшей мере одну операцию 900 переноса, в процессе которой посредством тампонной печати наносят по меньшей мере одну отметку 7 на по меньшей мере вторую видимую поверхность 21 по меньшей мере одной структуры 2.
Согласно частному варианту осуществления изобретения, в процессе начальной 100 операции изготавливают по меньшей мере одну структуру 2 с по меньшей мере одной механически обработанной приемной поверхностью для приема по меньшей мере одного декоративного элемента 5 или одной отметки 7.
Согласно частному варианту осуществления изобретения, в процессе начальной 100 операции изготавливают по меньшей мере одну структуру 2 с по меньшей мере одним полым гнездом для приема промежуточного декоративного слоя окрашенного материала, отличающегося от материала структуры 2.
Согласно частному варианту осуществления изобретения, в качестве материала поверхностного слоя 6 используют полиакриловый или эпоксидный лак.
Согласно частному варианту осуществления изобретения, в качестве третьего материала используют стойкий к окислению материал или на него наносят стойкое к окислению покрытие, или его подвергают золочению или родированию. Например, по меньшей мере одна вставка 3 может быть выполнена из родированной латуни и т. п.
Согласно частному варианту осуществления изобретения, по меньшей мере одна видимая поверхность 11 выполнена выступающей, углубленной или заподлицо относительно первой опорной поверхности 12.
Настоящее изобретение проиллюстрировано на чертежах, на которых изображены единственное основание 1 и единственная структура 2. Однако ясно, что конструкция может быть выполнена с единственным основанием, на котором установлено множество структур 2, между которыми может быть выполнено видимое украшение или отметка, например, под каждым сквозным отверстием 23, или, наоборот, единственная структура 2 может поддерживаться несколькими основаниями 1, например, для крепления к платине или корпусу часов с обеих сторон пространства, оставленного свободным для размещения других функциональных устройств.
Согласно частному варианту осуществления изобретения, изготавливают компонент часов для формирования внешнего элемента или циферблата часов.
Объектом изобретения являются также наручные или карманные часы 1000, содержащие по меньшей мере один компонент часов или ювелирный компонент, изготовленный способом согласно настоящему изобретению.
Объектом настоящего изобретения является также ювелирное изделие, содержащее по меньшей мере один компонент, изготовленный способом согласно настоящему изобретению.
Способ изготовления композиционного компонента часов или ювелирного изделия, включающий в себя изготовление из первого материала основания (1), содержащего первую видимую поверхность (11) и первую опорную поверхность (12), изготовление из второго керамического материала, или сапфира, или по меньшей мере частично аморфного материала структуры (2), содержащей вторую видимую поверхность (21) и вторую опорную поверхность (22) и имеющей сквозное отверстие (23), проходящее по всей толщине указанной структуры (2), для каждого сквозного отверстия (23) изготовление из третьего материала по меньшей мере одной вставки (3), подходящей для ответной установки в указанное сквозное отверстие (23), склеивание указанного основания (1) и каждой структуры (2) друг с другом так, чтобы каждая первая опорная поверхность (12) и каждая вторая ответная опорная поверхность (22) плотно прилегали друг к другу, закрепление каждой указанной вставки (3) в своем соответствующем сквозном отверстии (23). 2 н. и 19 з.п. ф-лы, 13 ил.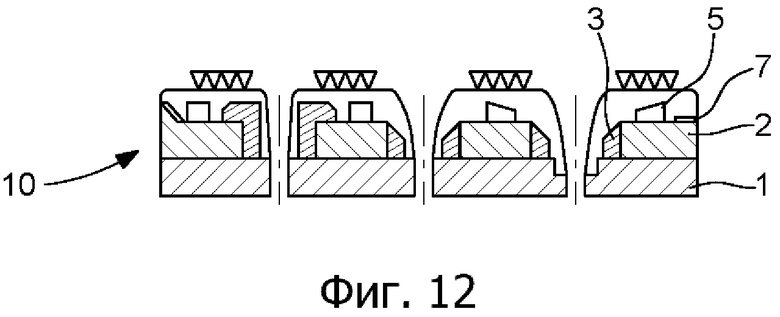
1. Способ изготовления композиционного компонента для часов или ювелирных изделий, включающий следующие операции, выполняемые в указанном ниже порядке:
- начальную операцию (100) подготовки, в процессе которой
из первого материала изготавливают основание (1), содержащее по меньшей мере первую видимую поверхность (11), предназначенную для того, чтобы оставаться видимой, и по меньшей мере первую опорную поверхность (12);
из второго керамического материала, или сапфира, или по меньшей мере частично аморфного материала изготавливают по меньшей мере одну структуру (2), которая содержит вторую видимую поверхность (21) и по меньшей мере вторую опорную поверхность (22), ответную указанной первой опорной поверхности (12), и которая имеет по меньшей мере одно сквозное отверстие (23), проходящее по всей толщине указанной структуры (2) или в которой посредством механической обработки выполняют по меньшей мере одно сквозное отверстие (23), проходящее по всей толщине указанной структуры (2), в процессе первой операции (200) механической обработки;
для каждого указанного сквозного отверстия (23) из третьего материала изготавливают по меньшей мере одну вставку (3), подходящую для ответной установки в указанное сквозное отверстие (23);
- первую операцию (300) сборки, в процессе которой приклеивают указанное основание (1) и каждую указанную структуру (2) друг к другу так, чтобы каждая указанная первая опорная поверхность (12) и каждая указанная вторая ответная опорная поверхность (22) плотно прилегали друг к другу;
- вторую операцию (400) сборки, в процессе которой закрепляют каждую указанную вставку (3) в соответствующем ей сквозном отверстии (23);
отличающийся тем, что в процессе указанной начальной операции (100) подготовки по меньшей мере одну указанную вставку (3) изготавливают ступенчатой, чтобы она упиралась как в стенки указанного сквозного отверстия (23), так и в указанную вторую видимую поверхность (21) указанной структуры (2), на которой установлена указанная вставка (3).
2. Способ по п. 1, отличающийся тем, что после указанной второй операции (400) сборки выполняют вторую операцию (500) механической обработки, в процессе которой геометрически выравнивают верхние поверхности указанной вставки (3), чтобы они лежали в одной плоскости.
3. Способ по п. 2, отличающийся тем, что в процессе указанной начальной операции (100) подготовки каждую указанную структуру (2) изготавливают с одинаковой толщиной, при этом в процессе указанной второй операции (500) механической обработки указанные верхние поверхности указанных вставок (3) выравнивают так, чтобы они лежали в одной плоскости.
4. Способ по п. 1, отличающийся тем, что перед указанной первой операцией (300) сборки выполняют первую операцию (500) нанесения покрытия, в процессе которой на, по меньшей мере, каждую указанную первую видимую поверхность (11) наносят первый слой (4) четвертого материала.
5. Способ по п. 1, отличающийся тем, что после указанной первой операции (300) сборки или после указанной второй операции (400) сборки выполняют по меньшей мере одну операцию (600) переноса путем наложения и приклеивания по меньшей мере одного декоративного элемента (5) на по меньшей мере одну указанную вторую видимую поверхность (21) по меньшей мере одной указанной структуры (2).
6. Способ по п. 5, отличающийся тем, что после по меньшей мере одной указанной операции (600) переноса выполняют окончательную операцию (700) нанесения покрытия, в процессе которой на указанную структуру (2) и на каждый указанный декоративный элемент (5), расположенный на указанной структуре (2), наносят поверхностный слой (6) прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировки, или лакировки нитроцеллюлозным лаком.
7. Способ по п. 1, отличающийся тем, что после указанной второй операции (400) сборки выполняют окончательную операцию (700) нанесения покрытия, в процессе которой, по меньшей мере, на каждую указанную структуру (2) и на каждую указанную вставку (3), расположенную на указанной структуре (2), наносят поверхностный слой (6) прозрачного отделочного материала посредством физического осаждения из паровой фазы, или лакировки, или лакировки нитроцеллюлозным лаком.
8. Способ по п. 1, отличающийся тем, что в процессе указанной начальной операции (100) подготовки в качестве указанного первого материала указанного основания (1) используют медный сплав.
9. Способ по п. 1, отличающийся тем, что в процессе указанной начальной операции (100) подготовки в качестве указанного первого материала указанного основания (1) используют керамику.
10. Способ по п. 1, отличающийся тем, что в процессе указанной начальной операции (100) подготовки в качестве указанного третьего материала по меньшей мере одной указанной вставки (3) используют сплав золота, или платиновый сплав, или керамику.
11. Способ по п. 4, отличающийся тем, что в процессе указанной первой операции (500) нанесения покрытия в качестве указанного четвертого материала используют сплав золота или платиновый сплав.
12. Способ по п. 7, отличающийся тем, что после указанной окончательной операции (700) нанесения покрытия выполняют окончательную операцию (800) механической обработки, в процессе которой выполняют механическую обработку для придания формы указанному поверхностному слою (6) и/или полировку внешней поверхности указанного поверхностного слоя (6).
13. Способ по п. 1, отличающийся тем, что после указанной первой операции (300) сборки выполняют по меньшей мере одну операцию (900) переноса, в процессе которой на по меньшей мере одну указанную вторую видимую поверхность (21) по меньшей мере одной указанной структуры (2) посредством тампонной печати наносят по меньшей мере одну отметку (7).
14. Способ по п. 1, отличающийся тем, что в процессе указанной начальной операции (100) по меньшей мере одну указанную структуру (2) изготавливают с по меньшей мере одной механически обработанной приемной поверхностью для приема по меньшей мере одного указанного декоративного элемента (5) или одной отметки (7).
15. Способ по п. 1, отличающийся тем, что в процессе указанной начальной операции (100) по меньшей мере одну указанную структуру (2) изготавливают с по меньшей мере одним полым гнездом для приема промежуточного декоративного слоя окрашенного материала, отличающегося от материала указанной структуры (2).
16. Способ по п. 6, отличающийся тем, что в качестве материала указанного поверхностного слоя (6) используют полиакриловый или эпоксидный лак.
17. Способ по п. 7, отличающийся тем, что в качестве материала указанного поверхностного слоя (6) используют полиакриловый или эпоксидный лак.
18. Способ по п. 1, отличающийся тем, что в качестве указанного третьего материала используют стойкий к окислению материал или на него наносят стойкое к окислению покрытие, или его подвергают золочению или родированию.
19. Способ по п. 1, отличающийся тем, что по меньшей мере одна указанная видимая поверхность (11) выполнена выступающей, углубленной или заподлицо относительно указанной первой опорной поверхности (12).
20. Способ по п. 1, отличающийся тем, что компонент часов изготавливают для формирования внешнего элемента или циферблата.
21. Часы (1000), содержащие по меньшей мере один компонент часов или ювелирный компонент, изготовленный способом по п. 1.
| Способ заряда аккумуляторной батареи | 1978 |
|
SU720585A1 |
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Автомобиль-сани, движущиеся на полозьях посредством устанавливающихся по высоте колес с шинами | 1924 |
|
SU2017A1 |
| Преобразователь частоты в код | 1988 |
|
SU1640822A1 |
| RU 2012111045 A, 27.09.2013. | |||

