Область техники, к которой относится изобретение
Настоящее изобретение относится к способу изготовления по меньшей мере одного декоративного элемента для часов или ювелирного изделия.
Настоящее изобретение также относится к декоративному элементу, полученному с использованием данного способа.
Предпосылки создания изобретения
Для декорирования элемента или компонента часов или ювелирного изделия можно использовать технологию покрытия эмалью, в частности после того, как на элементе или компоненте получена сеть ячеек или перегородок. Подобная традиционная технология, известная как «клуазоне» (от  , перегородчатая эмаль), является одной из многочисленных основных технологий нанесения эмали, к числу которых, помимо прочего, относятся такие основные техники, как: «гризайль» («grisaille»), сухая аппликация, рисование по эмали, «выемчатая эмаль»
, перегородчатая эмаль), является одной из многочисленных основных технологий нанесения эмали, к числу которых, помимо прочего, относятся такие основные техники, как: «гризайль» («grisaille»), сухая аппликация, рисование по эмали, «выемчатая эмаль» 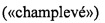 , «прозрачная эмаль» («basse-taille»), «витражная эмаль»
, «прозрачная эмаль» («basse-taille»), «витражная эмаль»  , рельефная эмаль, создание эмали с использованием фольги
, рельефная эмаль, создание эмали с использованием фольги  . Принцип подобной традиционной технологии декорирования заключается в ручном создании дизайна, состоящего из перегородок из металлической проволоки, с последующим заполнением пространства, ограниченного стенками, несколькими слоями прозрачной или непрозрачной эмали, помещаемой на металлическую или керамическую основу. В качестве сырья из стекловидного вещества, известного как эмаль, преимущественно используют кварц в виде особо чистого песка, полевой шпат, мел, известняк и иногда каолин с добавлением с металлических соединений для придания эмали цвета. Подобное вещество, наносимое на поверхность компонента, обжигают до тех пор, пока оно не оплавится и не сцепится с металлическим или керамическим компонентом. Процесс декорирования, состоящий из различных этапов ручной обработки, является длительным и не позволяет обеспечить полную идентичность при серийном изготовлении компонентов, что является недостатком.
. Принцип подобной традиционной технологии декорирования заключается в ручном создании дизайна, состоящего из перегородок из металлической проволоки, с последующим заполнением пространства, ограниченного стенками, несколькими слоями прозрачной или непрозрачной эмали, помещаемой на металлическую или керамическую основу. В качестве сырья из стекловидного вещества, известного как эмаль, преимущественно используют кварц в виде особо чистого песка, полевой шпат, мел, известняк и иногда каолин с добавлением с металлических соединений для придания эмали цвета. Подобное вещество, наносимое на поверхность компонента, обжигают до тех пор, пока оно не оплавится и не сцепится с металлическим или керамическим компонентом. Процесс декорирования, состоящий из различных этапов ручной обработки, является длительным и не позволяет обеспечить полную идентичность при серийном изготовлении компонентов, что является недостатком.
Что касается технологии «клуазоне» или перегородчатой технологии, то в ней для создания декоративного элемента, как правило, используется по меньшей мере девять этапов. На первом этапе необходимо нарисовать шаблон непосредственно на бумаге или на компьютере с последующей распечаткой рисунка в реальном масштабе. На втором этапе шаблоны украшения изготавливают вручную из металлической проволоки, используя рисунок в качестве основы. На третьем этапе рисунок переносят на металлическое или керамическое основание, в частности, путем ручной гравировки, машинной гравировки или произвольной гравировки. На четвертом этапе металлическое или керамическое основание покрывают первым слоем прозрачной эмали. На пятом этапе шаблоны украшения помещают на покрытое эмалью керамическое или металлическое основание для формирования шаблонов «клуазоне» или оградительных шаблонов. На шестом этапе шаблоны украшения приклеивают к металлической или керамической основе для закрепления перегородок. На шестом дополнительном этапе закрепленные к металлической или керамической основе шаблоны украшения выравнивают по уровню. На седьмом этапе осуществляют обжиг покрытого эмалью основания с приклеенными к нему перегородками, с целью закрепления их в эмали по мере ее оплавления для получения прочных и отвердевших перегородок. На восьмом этапе осуществляют операцию покрытия эмалью путем нескольких фаз помещения и обжига. Девятый этап заключается в шлифовке и полировании эмалированной части. Таким образом, подобный способ изготовления декоративного элемента состоит из очень большого числа этапов, что является его недостатком.
Также следует отметить, что вышеуказанная технология изготовления декоративного элемента имеет ряд других недостатков. Данные недостатки, с одной стороны, связаны с ручным изготовлением украшений, а также с их геометрической формой, размещением и креплением. Украшения изготавливают из металлической проволоки или металлической ленты, которую сгибают для придания им простой геометрической формы. Проволока или лента удерживается за счет адгезивного сцепления, недостатком которого является слабые жесткость и непроницаемость.
В патентной заявке CH 707533 A2 описан способ изготовления циферблата наручных часов, декорированного вышивкой. Прежде всего, в полотне ткани или в вышивке делается вытравливаемая декалькомания. После того как в накладке или копировальном листе набивается необходимый дизайн, на накладку помещают порошок. Затем осуществляют печать дизайна на полотне, для проявления дизайна перед операцией вышивания, которую осуществляют после указанного этапа печати. После завершения вышивки декорированное полотно приклеивают к основанию, например, к циферблату наручных часов. Данный способ также состоит из большого числа этапов декорирования циферблата наручных часов, что является недостатком. Кроме этого данный способ не позволяет изготовлять украшения сложной формы.
В патентной заявке EP 2316299 A1 описаны часы или ювелирное изделие и способ их изготовления. Изделие включает в себя металлическую базовую структуру, на которую нанесено рельефное украшение, а на поверхность структуры посредством адгезивного слоя нанесен слой эластомера. Декорированный дизайн получают путем фрезерной обработки или химического травления, либо лазерной обработки или штамповки, однако получение достаточно прецизионного украшения сложной формы не представляется возможным, что является недостатком.
В патентной заявке EP 2806315 A2 описано изготовление компонента наручных часов, такого как цветной циферблат или дисплей. Для этого в качестве основы используют непрозрачную кремниевую вафлю, на которую наносят первую тонкую пленку из нитрида кремния. На первую пленку помещают светочувствительную маску из полимера для операции фотолитографии. Облучаемые участки полимера удаляют и осуществляют вытравливание первой пленки. Затем наносят слой металла или керамики. Тем не менее, получение украшения достаточной прецизионной и сложной формы в данном случае затруднено, что является недостатком.
Краткое изложение сущности изобретения
Таким образом, цель настоящего изобретения заключается в том, чтобы получить способ изготовления декоративного элемента для часов или ювелирного изделия, лишенный недостатков, присущих вышеуказанному известному уровню техники, позволяющий упростить производство подобного декоративного элемента и обеспечить его воспроизводимость.
В данной связи настоящее изобретение относится к способу изготовления декоративного элемента для часов или ювелирного изделия, обладающего признаками по независимому пункту 1 формулы изобретения.
Частные варианты этапов способа изготовления декоративного элемента определены в зависимых пунктах 2-12 формулы изобретения.
Одно из преимуществ способа изготовления декоративного элемента заключается в том, что появляется возможность изготовления трехмерных украшений сложной формы. Украшения могут формироваться непосредственно на металлическом, керамическом или керамо-металлическом предмете, таком как металлокерамика, в промышленном масштабе. Для улучшения сцепления с украшением на предмет может наноситься слой металла, керамики или металлокерамики из того же семейства материалов, из которых изготовлено украшение. Украшения могут предварительно прорисовываться или программироваться на компьютере, что позволяет создавать очень сложные формы и обеспечивать воспроизводимость. Это позволяет сократить количество этапов изготовления указанного декоративного элемента. В случае использования технологии «клуазоне» можно использовать лишь пять производственных этапов, и полученные перегородки являются непроницаемыми.
Одно из преимуществ описываемого способа изготовления декоративного элемента заключается в том, что появляется возможность формировать перегородки, стенки или матрицы на базовой подложке за счет технологии спекания или оплавления лазерным или электронным лучом, например по меньшей мере одного металлического, керамического или керамо-металлического порошкового материала, такого как металлокерамика. Термин «оплавление» используется применительно к порошковым металлам, тогда как термин «спекание» используется применительно к керамо-металлическим порошкам. После завершения формирования на базовой подложке перегородок из металлического или керамо-металлического порошка, в перегородки заливают наполнитель, такой как эмаль, в ходе операции нанесения эмали. В отдельных случаях при использовании технологии холодного нанесения эмали, допустимо использовать термоотверждаемый полимер, содержащий цветные пигменты. В качестве подобного полимера можно использовать эпоксидную смолу.
Предпочтительно можно также использовать одну из разновидностей LIGA-технологии с металлической или полупроводниковой подложкой, например из кремния, для формирования на базовой подложке стенок, перегородок или матрицы перед заливкой наполнителя, который может быть эмалью или полимером, либо металлическим или керамическим сплавом или металлокерамикой. Затем базовую подложку можно извлекать для получения декоративного элемента, состоящего лишь из перегородок и находящегося внутри них цветного наполнителя.
Предпочтительно после частичной или полной заливки наполнителя в перегородки или матрицу можно осуществлять одну или несколько операций по дополнительному выборочному спеканию или выборочному оплавлению порошкового материала для получения трехмерного украшения, которое, необязательно, может находиться внутри наполнителя.
В этой связи, настоящее изобретение также относится к способу изготовления декоративного элемента с использованием способа изготовления декоративного элемента, характеризующегося признаками согласно независимому пункту 13 формулы изобретения.
Конкретные варианты осуществления декоративного элемента приведены в зависимых пунктах 14 и 15 формулы изобретения.
Краткое описание чертежей
Цели, преимущества и признаки способа изготовления декоративного элемента для часов или ювелирного изделия и получаемого декоративного элемента будут более понятны из нижеследующего описания со ссылкой на прилагаемые чертежи, на которых:
на фиг. 1 показан упрощенный вид машины для выборочного спекания или выборочного оплавления, используемых для изготовления стенок или перегородок элемента часов или ювелирного изделия по изобретению;
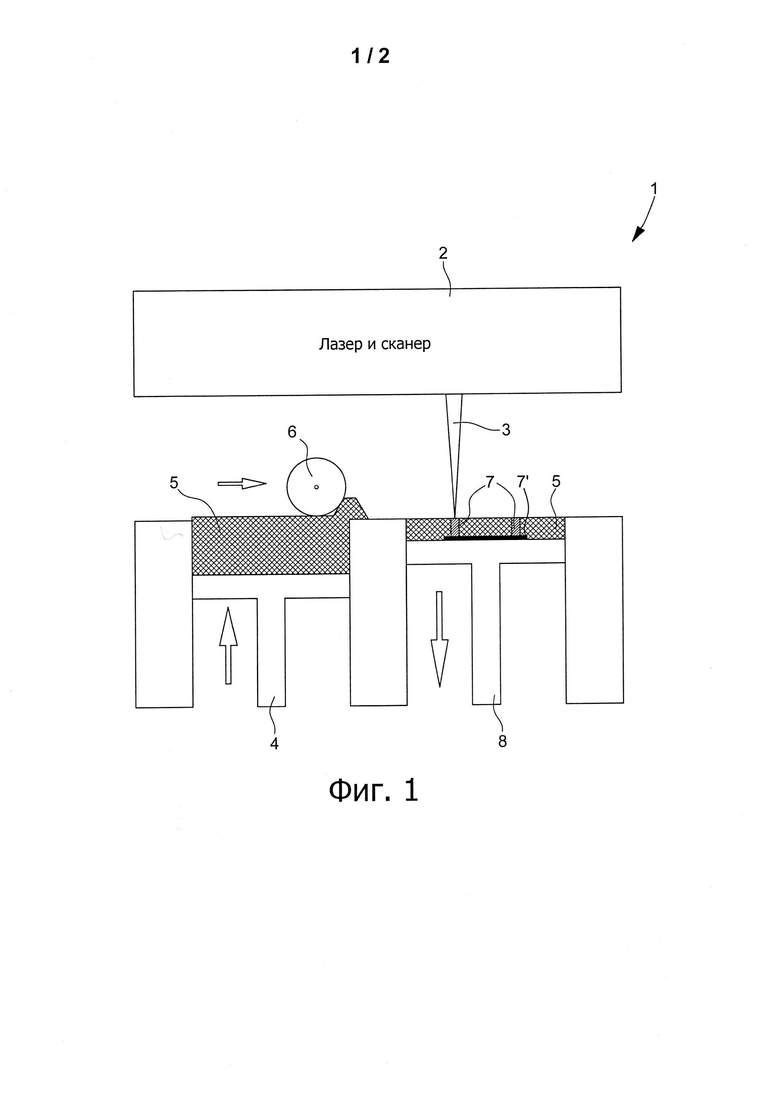
на фиг. 2 показан фрагмент компонента наручных часов или ювелирного изделия со стенками или перегородками, изготовленными согласно изобретению; и
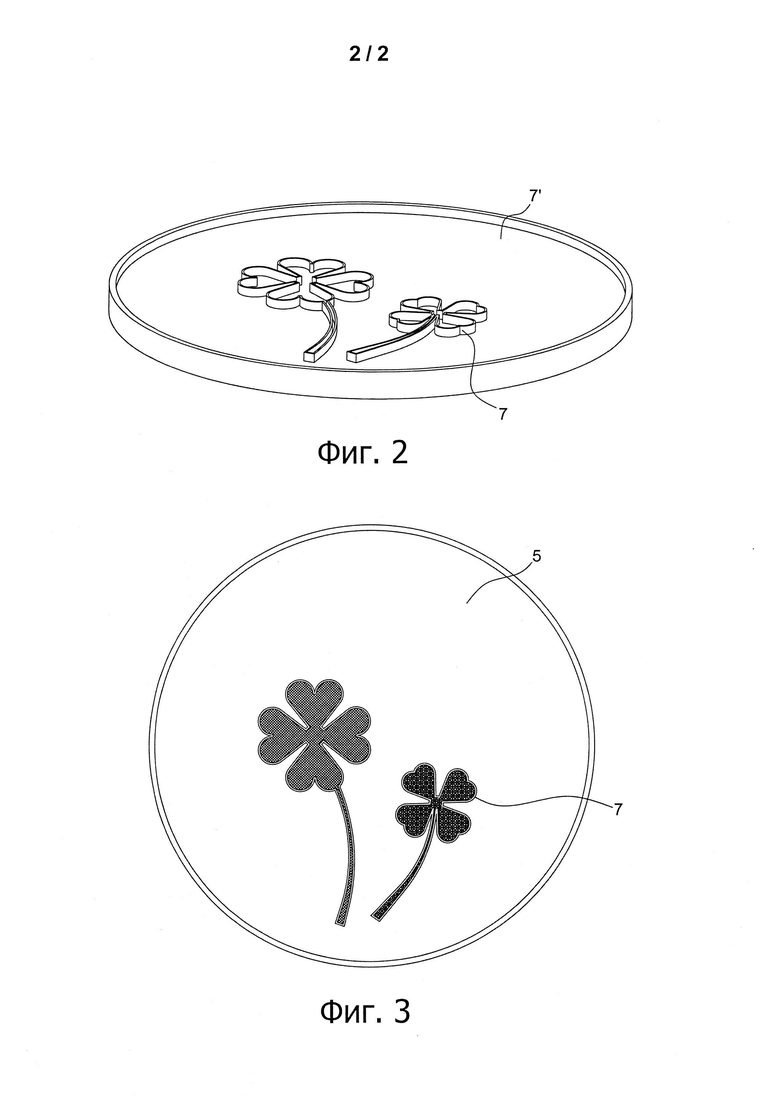
на фиг. 3 показан фрагмент компонента наручных часов или ювелирного изделия после завершения операции нанесения эмали по изобретению.
Подробное описание изобретения
В нижеследующем описании любые технологии изготовления декоративных шаблонов для наручных часов или ювелирных изделий, известные из уровня техники, будет рассмотрены лишь в общих чертах. Декоративные шаблоны относятся к стенкам, перегородкам или матрицам, формируемым на базовой подложке при помощи т.н. технологий микрообработки.
Предпочтительно изобретение, в частности, относится к использованию процессов серийного производства на отдельных этапах технологии «клуазоне» и «витражной эмали». Эти две технологии позволяют, например, эмалировать объемный шаблон за счет предварительного создания перегородок из металлической проволоки или ленты. Указанные перегородки предпочтительно помещают на базовую подложку, которая может быть изготовлена из металла или иных материалов, указанных ниже.
Способ изготовления декоративного элемента для наручных часов или ювелирного изделия включает в себя первый обязательный этап создания перегородок, стенок или матрицы на базовой подложке при помощи технологии микрообработки. Базовая подложка может быть изготовлена из кристаллического или аморфного металла, керамики, полупроводников, металлокерамики или любого иного материала. Керамика включает в себя оксид алюминия, оксид циркония, оксид магния, нитрид бора, нитрид кремния, карбид кремния, титанат алюминия, нитрид алюминия и любые иные виды керамики. Базовая подложка также может быть изготовлена из кварца, стекла, сапфира, корунда или другого драгоценного камня. Матрица или перегородки могут быть изготовлены из того же материала, что и базовая подложка. В ходе первого этапа операции нанесения эмали материал, используемый для изготовления базовой подложки и перегородок, должен выдерживать обжиг в печи во время нанесения эмали.
Декоративные шаблоны, образуемые перегородками, вначале прорисовываются или создаются на компьютере, а заложенный в память рисунок или шаблон передается на микрообрабатывающий станок для формирования указанных перегородок. Затем выполняют следующую операцию по заполнению перегородок наполнителем, который может быть термоотверждаемым полимером, металлическим сплавом, керамикой, металлокерамикой или предпочтительно эмальсодержащими цветными пигментами. Эмаль может наноситься или закрепляться в горячем или холодном состоянии. Операция нанесения эмали вкратце рассмотрена ниже.
На фиг. 1 показана одна из технологий формирования стенок, перегородок или матрицы на базовой подложке элемента наручных часов или ювелирного изделия. Данная технология является технологией выборочного спекания или выборочного оплавления лазером порошкового материала, в частности металлического, керамического или керамо-металлического порошкового материала на базовой подложке. Порошковый металл может быть сталью, никелем, нихромом, никель-хром-молибденом, титаном, медью, золотом или иным металлом или металлическим сплавом. Подобный металлический материал обычно имеет более высокую точку плавления, чем эмаль, в том случае, если впоследствии осуществляют операцию нанесения эмали.
Машина 1 для выборочного оплавления или выборочного спекания главным образом включает в себя лазерную установку и сканер 2 для формирования лазерного луча 3, направляемого на металлический, керамический или керамо-металлический порошковый материал 5, помещенный на плиту 8, на которой изначально находится базовая подложка 7'. Лазерный луч 3 направляют на порошковый материал вдоль заложенных в память линий создаваемого шаблона. В результате нагрева лазерным лучом 3, выступающим в качестве источника энергии, часть порошкового металла оплавляется и агглютинирует или отверждается, формируя участок 7 структуры шаблона, создаваемого на базовой подложке 7'.
Поскольку выборочное оплавление порошкового материала обычно происходит послойно, после того как лазерный луч 3 полностью просканирует всю поверхность порошкового материала 5 по заданной линии, плиту 8 может опуститься в прорези. Другой слой порошкового металла 5 может быть подан с другой плиты 4 порошковой емкости при помощи устройства подачи порошкового материала или устройства распределения порошкового материала, такого как валик 6 или скребок, находящегося над плитой 8. Лазерный луч 3 вновь сканирует новый порошковый материал с целью агглютинирования части порошкового материала 5 на предыдущем структурном участке 7. Другая плита 4 также может подниматься в прорези для подачи следующей части порошкового материала 5 из порошковой емкости таким образом, чтобы его можно было вытолкнуть устройством подачи порошкового материала на следующем этапе.
Разумеется, вместо лазерного луча допустимо также использовать операцию выборочной электронно-лучевой плавки (ЭЛП) или операцию выборочного электроннолучевого спекания. Можно также использовать машину для наращивания с целью формирования одного слоя или напластования металла и/или керамических и/или керамо-металлических слоев для создания металлической, керамической или керамо-металлической (например, металлокерамической) многослойной конструкции.
Следует отметить, что при использовании порошкового металла 5 он наносится в виде тонких слоев, обычно толщиной порядка 50 мкм на базовую подложку 7' элемента, находящуюся на плите 8. Подобные последовательные слои выборочно, друг за другом, оплавляются для формирования сложных металлических перегородок нужной формы. Прецизионность выборочного оплавления лазерным или электронным лучом составляет от 0,1 мм до 0,2 мм, в зависимости от размера частиц и условий выборочного оплавления, а именно скорости сканирования и энергии лазерного или электронного луча 3. Это позволяет создавать на элементе исключительно прецизионные украшения.
Следует отметить, что на базовой подложке, например, также можно осуществлять выборочное спекание керамических или металлокерамических порошковых материалов. Например, можно осуществлять выборочное лазерное спекание керамических порошковых материалов наподобие диоксида циркония, стабилизированного оксидом иттрия. При подобном выборочном спекании керамический порошковый материал необязательно может включать в себя связующее вещество, которое может быть полимерным материалом. Одной из разновидностей связующего вещества может быть метилполиметакрилат, поливинилбутираль, метилэтилкетон («МЭК»). С порошковыми металлами связующее вещество не используется, поскольку облучаемый порошковый материал плавится и затем отверждается.
В принципе, для осуществления выборочного плавления или выборочного спекания порошкового материала на базовой подложке на указанной базовой подложке может также быть сформирован по меньшей мере один промежуточный слой, обеспечивающий прочное сцепление расплавленного или спеченного порошкового материала с материалом базовой подложки. Вначале, на базовой металлической подложке может быть сформирован первый слой, например из белой или прозрачной эмали, с которым с использованием лазерного или электронного луча осуществляют выборочное спекание керамического или керамо-металлического порошкового материала для получения матрицы или перегородок украшения. Также могут быть нанесены один или несколько слоев, осажденных из паровой фазы, или гальванических металлизированных слоев, которые могут выступать в качестве проводящих базовых слоев для гальванического наращивания. Перед операцией выборочного оплавления лазерным или электронным лучом, например порошкового металла, на поверхности базовой подложки также может быть расплавлен легкоплавкий припой. После завершения формирования перегородок или матрицы и заливки наполнителя, может быть добавлен дополнительный металлический, керамический или керамо-металлический слой для создания трехмерного шаблона.
После того как шаблон 7 готов, элемент с шаблоном может быть удален из машины 1 для выборочного оплавления или выборочного спекания путем полного удаления неотвердевшего порошкового металла вокруг структуры шаблона. Подобный элемент, например, в виде циферблата наручных часов с шаблоном показан в трехмерном виде на фиг. 2. Предпочтительно для предотвращения окисления компонентов во время операции горячей эмалировки, на перегородки или матрицу можно наносить гальванический слой. Подобный гальванический слой состоит из благородного металла или металлического сплава, например 24 каратного золота, чистой платины, чистого родия, чистого палладия или других драгоценных металлов или металлических сплавов.
После этого можно осуществлять операцию нанесения эмали на элемент с перегородками или матрицей созданного шаблона. Для этого пространство между перегородками заполняют стекловидным веществом. В качестве сырья для подобного стекловидного вещества преимущественно включают кварц, полевой шпат, пегматиты, мел, известняк и иногда каолин, ассоциированные с металлическими соединениями, придающими эмали окраску. После того как перегородки шаблона элемента заполняются стекловидным веществом, осуществляют обжиг в печи, например при температуре примерно в 800°C, в результате чего происходит соединение эмали с металлическими предметами. Декоративный элемент в виде циферблата показан на фиг. 3.
По завершении операции нанесения эмали базовую подложку, которая является, например, металлической или керамо-металлической подложкой или даже может быть изготовлена из полупроводникового материала, можно удалить путем механической обработки или выборочного растворения. Таким образом, декоративный элемент, полученный при использовании указанного способа, включает в себя участки эмали, окруженные структурой шаблона.
Разумеется, по завершении формирования шаблона 7 на базовой подложке, после операции выборочного оплавления или выборочного спекания, созданные перегородки можно заполнять наполнителем, отличающимся от эмали. В качестве наполнителя, в частности, можно использовать термоотверждаемый полимер (разновидность эпоксидной смолы), металл, керамику или другой материал, который помещают в перегородки в порошковом или жидком виде до начала операции отверждения, консолидации или полимеризации. При изготовлении декоративного элемента можно использовать разные цвета наполнителя 7 для заполнения перегородок.
Для создания стенок, перегородок или матрицы на базовой подложке элемента наручных часов или ювелирного изделия также можно использовать другую технологию. Согласно изобретению для создания стенок, перегородок или матрицы на базовой подложке можно использовать LIGA-технологию (от немецкого "Lithographie, Galvanofomung und Abformung" - литография, гальваностегия и формование). В этом случае в качестве базовой подложки предпочтительно используют полупроводниковую подложку, например из кремния или даже из арсенида галлия, которая может иметь проводящий верхний слой для осуществления операции электроформования. Однако допустимо также использовать металлическую базовую подложку, обычно из меди, в этом случае отпадает необходимость в формировании проводящего слоя на поверхности базовой подложки.
На верхнюю часть проводящего слоя базовой подложки наносят светочувствительный полимер. В качестве подобного светочувствительного полимера можно использовать полимер на основе ПММА (полиметилметакрилата), либо эпоксидированную новолачную смолу с восемью функциональными группами, предлагаемую фирмой Shell Chemical под маркой SU-8 и фотоинициатор, выбираемый из числа солей триарилсульфония. Данный полимер может фотополимеризоваться под воздействием ультрафиолетового (УФ) излучения. Можно также использовать полимер, реагирующий на рентгеновское излучение, создаваемое синхротроном, однако данная операция является слишком дорогостоящей для изготовления матрицы или перегородок на базовой подложке.
Контурная маска шаблона, создаваемого на базовой подложке элемента, находится в полимере. Маска может быть стеклянной пластиной, на которой формируют маскирующий слой с непрозрачными и прозрачными участками, в зависимости от создаваемого шаблона. Световое облучение, например ультрафиолетовые лучи, направляют на маску для облучения немаскированных участков полимера. При использовании полимера подобного типа, являющегося негативным светочувствительным полимером, необлучаемые участки можно удалять при помощи физических или химических средств. Это позволяет задать формы перегородок или матрицы на удаляемых участках полимера.
Следует отметить, что можно также использовать позитивный светочувствительный полимер с маской, содержащей маскирующий слой с непрозрачными и прозрачными участками, в зависимости от создаваемого шаблона. Подобная маска является обратной маской по сравнению с той, что используют с негативным полимером. В данном случае удаляют облученные участки полимера.
Затем осуществляют операцию электроформования или гальваностегии. На открытых участках полимера, нанесенного на проводящий слой, формируемый на поверхности базовой подложки, наращивают по меньшей мере один металлический материал. После того как толщина металлического слоя будет достаточной для образования шаблона украшения, полимер можно удалить. Операцию нанесения эмали можно осуществлять сразу после помещения стекловидного вещества или веществ в образованные перегородки и их обжига в печи. Однако, как отмечалось выше, перегородки также можно заполнять наполнителем другого типа.
Следует отметить, что в качестве металлического материала, наносимого с использованием LIGA-технологии, можно использовать никель или никель-фосфорные сплавы, сплавы на основе меди, золота или даже стали. В принципе, можно использовать любые металлы или металлические сплавы, либо даже аморфные металлы, наносимые методом гальваностегии.
По другой технологии, весьма схожей с той, что была рассмотрена со ссылкой на LIGA-технологию, вместо гальваностегии или электроосаждения на перегородках, создаваемых в полимере, можно использовать низкотемпературный припой. Предпочтительно припой, состоящий из металлического материала, может сцепляться непосредственно с базовой подложкой или с проводящим слоем на поверхности базовой подложки, например с металлическим слоем.
Предпочтительно при использовании других технологий создания декоративного шаблона на элементе цель заключается в создании декоративного элемента, такого как циферблат наручных часов. Для декорирования циферблата наручных часов наполнитель может помещаться в матрицу или в создаваемые перегородки. Подобный наполнитель может быть термоотверждаемым полимером, металлическим сплавом, керамикой, металлокерамикой или цветным наполнителем другого типа. Наполнитель подобного типа может крепиться к перегородкам при температуре окружающей среды или при температуре, которая должна быть ниже точки плавления материала, из которого изготовлены перегородки и базовая подложка. Если в качестве наполнителя используется эмаль, то циферблат со стекловидным веществом, находящимся в перегородках, также должен подвергаться обжигу в печи при достаточно высокой температуре.
Также следует отметить, что на каждом из этапов способа изготовления может использоваться дополнительный промежуточный скрепляющий слой, помещаемый, например, на базовую подложку для создания перегородок или матрицы. Затем на перегородки или декоративный элемент с наполнителем может быть нанесен еще один скрепляющий слой с целью добавления одного или нескольких декоративных слоев при помощи вышеуказанных технологий. Декоративный слой может быть металлическим, керамическим и/или керамо-металлическим слоем, получаемым путем выборочного спекания лазерным или электронным лучом или оплавления порошкового материала на прозрачной или непрозрачной эмали для формирования одного или нескольких двухмерных или трехмерных шаблонов в глазурованной структуре. Базовая подложка также может быть полой для улучшения механического сцепления наполнителя между перегородками.
Во время операции выборочного спекания или выборочного оплавления допустимо комбинировать порошковый металл с керамическим или керамо-металлическим порошком. Вначале может быть осуществлена операция первого выборочного оплавления порошкового металла, сопровождаемая, после заполнения наполнителя, второй операцией выборочного спекания с керамическим или керамо-металлическим порошком. Для получения многослойной структуры может быть осуществлена одна или несколько дополнительных операций выборочного оплавления или выборочного спекания порошкового материала на предыдущих слоях элемента. Таким образом, за счет нескольких оплавленных или спеченных слоев порошкового материала можно создать двухмерный или трехмерный шаблон в наполнительном материале, либо также в перегородках или в матрице. Разумеется, в ходе первой операции можно использовать керамический порошок или керамо-металлический порошок, а входе второй операции - порошковый металл.
Из представленного выше описания специалистам в данной области техники будут очевидны несколько вариантов осуществления способа изготовления декоративного элемента для часов или ювелирного изделия, не выходящие за объем настоящего изобретения, определяемый формулой изобретения. Декоративный элемент также может быть циферблатом наручных часов, стрелкой наручных часов, диском с указанием даты или другим компонентом наручных часов, таким как секундное колесо, ротор или задняя крышка корпуса наручных часов.
Изобретение относится к способам изготовления декоративного элемента часов или ювелирного изделия. Декоративный элемент может быть, например, циферблатом наручных часов. Способ включает в себя следующие этапы: получение базовой подложки, программируемую микрообработку указанной матрицы или декоративных перегородок на указанной базовой подложке и заполнение матрицы или декоративных перегородок по меньшей мере одним наполнителем для получения декоративного элемента. Наполнитель может быть эмалью. Техническим результатом является упрощение производства декоративного элемента и обеспечение его воспроизводимости. 2 н. и 13 з.п. ф-лы, 3 ил.
1. Способ изготовления декоративного элемента для часов или ювелирного изделия, включающий в себя следующие этапы:
- получение базовой подложки (7') и формирование, за счет программируемой микрообработки указанной базовой подложки, матрицы или декоративных перегородок (7) шаблона, и
- заполнение указанных матрицы или декоративных перегородок по меньшей мере одним наполнителем (5) для получения декоративного элемента,
при этом стадию программируемой микрообработки с получением матрицы или декоративных перегородок (7) осуществляют за счет выборочного оплавления или выборочного спекания порошкового материала (5) на базовой подложке (7') в машине (1) для выборочного оплавления или выборочного спекания с использованием лазерного луча (3) или электронного луча, либо в машине для изготовления методом наращивания металла, керамики или керамо-металлического материала, такого как металлокерамика, вдоль заложенных в память линий создаваемого шаблона, и
в котором указанный декоративный элемент включает в себя матрицу или декоративные перегородки, заполненные указанным по меньшей мере одним наполнителем.
2. Способ по п. 1, характеризующийся тем, что матрицу или декоративные перегородки (7) заполняют стекловидным веществом (5) в ходе операции нанесения эмали, включающей в себя обжиг указанного стекловидного вещества в печи для получения декоративного элемента.
3. Способ по п. 1, характеризующийся тем, что после того, как матрицу или декоративные перегородки (7) заполняют наполнителем и наполнитель отверждают для связывания со стенками указанной матрицы или указанных перегородок, осуществляют операцию механической обработки или выборочного растворения для удаления базовой подложки, изготовленной из металла, керамики или керамо-металлического материала, такого как металлокерамика.
4. Способ по п. 1, характеризующийся тем, что базовая подложка содержит по меньшей мере один слой из металла и/или керамики и/или металлокерамики для улучшения ее связывания с порошком металла и/или керамики и/или металлокерамики во время выборочного оплавления или выборочного спекания с использованием лазерного луча (3) или электронного луча.
5. Способ по п. 1, характеризующийся тем, что матрицу или декоративные перегородки (7) получают путем последовательного выборочного оплавления или спекания лазерным лучом (3) или электронным лучом порошковых слоев или путем наложения слоев из металла, керамики или металлокерамики в машине для изготовления методом наращивания.
6. Способ по п. 1, характеризующийся тем, что осуществляют одну или несколько дополнительных операций по выборочному оплавлению или спеканию лазерным лучом (3) или электронным лучом на или в наполнителе и/или на перегородках или матрице для получения двухмерной или трехмерной декоративной структуры.
7. Способ по п. 1, характеризующийся тем, что перегородки или матрица защищены гальваническим слоем, состоящим из благородного металла или металлического сплава, для предотвращения их окисления во время операции горячего нанесения эмали.
8. Способ по п. 1, характеризующийся тем, что используемый порошковый материал является порошковым металлом.
9. Способ по п. 1, характеризующийся тем, что используемый порошковый материал является керамическим порошком со связующим веществом или без него.
10. Способ по п. 1, характеризующийся тем, что используемый порошковый материал является керамо-металлическим порошком, таким как металлокерамика.
11. Способ по п. 1, характеризующийся тем, что после получения базовой подложки осуществляют следующие этапы:
- нанесение слоя из позитивного или негативного светочувствительного полимера на базовую подложку (7'),
- помещение контурной маски создаваемого шаблона на светочувствительный полимер,
- облучение полимера через маску,
- удаление облученных участков полимера, если светочувствительный полимер является полимером позитивного типа, либо удаление необлученных участков полимера, если светочувствительный полимер является полимером негативного типа,
- заполнение участков, с которых был удален полимер, металлом для формирования перегородок или матрицы (7) из металла на базовой подложке (7'),
- полное удаление полимера, и
- заполнение матрицы или декоративных перегородок по меньшей мере одним наполнителем (5) для получения декоративного элемента, включающего в себя матрицу или декоративные перегородки, заполненные указанным по меньшей мере одним наполнителем.
12. Способ по п. 11, в котором изготавливают базовую подложку (7') из металлического материала или включающую в себя проводящий поверхностный слой, при этом матрицу или перегородки (7) изготавливают путем наращивания по меньшей мере одного металлического материала с использованием гальваностегии или электроосаждения на тех участках поверхности базовой подложки (7'), на которых нет полимера.
13. Декоративный элемент, полученный способом по п. 1, характеризующийся тем, что указанный элемент включает в себя матрицу или декоративные стенки, заполненные наполнителем (5), связанным с перегородками матрицы или с декоративными стенками (7), подвергнутые программируемой микрообработке.
14. Декоративный элемент по п. 13, характеризующийся тем, что матрица или декоративные перегородки (7) изготовлены из металла, причем наполнитель (5) является цветной эмалью, которая может быть разной от одной перегородки к другой.
15. Декоративный элемент по п. 13, характеризующийся тем, что матрица или декоративные перегородки (7) изготовлены из металла, причем наполнитель (5) является термоотверждаемым полимером, металлом, металлическим сплавом, керамикой или металлокерамикой, цвет которых разнится от одной перегородки к другой.
| МИКРОИНВАЗИВНЫЙ СПОСОБ ХИРУРГИЧЕСКОГО ЛЕЧЕНИЯ ОТКРЫТОУГОЛЬНОЙ ГЛАУКОМЫ | 2006 |
|
RU2316299C1 |
| WO 2007134688 А1, 29.11.2007 | |||
| US 5908569 A, 01.06.1999 | |||
| KR 20130023732 A, 08.03.2013 | |||
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ОБЪЕМНЫХ ДЕТАЛЕЙ И КОНСТРУКЦИЙ В КОСМИЧЕСКОМ ПРОСТРАНСТВЕ | 2010 |
|
RU2438939C2 |

