Область техники изобретения
Настоящее изобретение относится к области техники ротационных высекальных машин, а именно к контрштампу, или цилиндру, который представляет собой основание, позволяющее высекальным ножам высекального пресса разрезать листовой материал без разрушения.
В частности, согласно первому аспекту настоящее изобретение относится к декелю высекального пресса для контрштампа ротационной высекальной машины, имеющему покрытие, которое образует цилиндрическую гильзу вокруг контрштампа. Данное покрытие оснащено закрепляющей деталью, вставляемой в разъем контрштампа, для закрепления на последнем, а также распоркой, вставляемой в закрепляющую деталь для получения лучшей производительности обработки в этой зоне таким образом, чтобы она была аналогична остальным зонам контрштампа. Согласно второму аспекту настоящее изобретение относится к способу изготовления декеля высекального пресса, указанному выше.
Уровень техники изобретения
Как известно, ротационные высекальные машины для высекания плоских картонных листов и аналогичных материалов главным образом оснащаются двумя стальными цилиндрами, между которыми пропускается лист картона. Один из цилиндров включает высекальный пресс, и он служит в качестве резака, в то время как второй цилиндр служит в качестве основания, позволяющего ножам резака разрезать картонный лист без разрушения. Для формовки изделий из плоского листового материала, таких как гофрированные листы, кулачки высекального цилиндра проходят по заготовке в разных направлениях.
Второй цилиндр, выступающий в качестве основания, оснащен упорным покрытием, или декелем, из относительно мягкого материала, который обычно изготавливается из полиуретана, позволяя ножам разрезать картон без их разрушения.
Более конкретно, упорные покрытия или декели - это толстые ленты, предназначенные для обертывания цилиндра, то есть, для создания своего рода цилиндрической гильзы, которая иногда крепится к цилиндру путем плотной посадки между закрепляющей деталью полиуретанового упорного покрытия и разъемом цилиндра, посредством ввинчивания или любым иным способом.
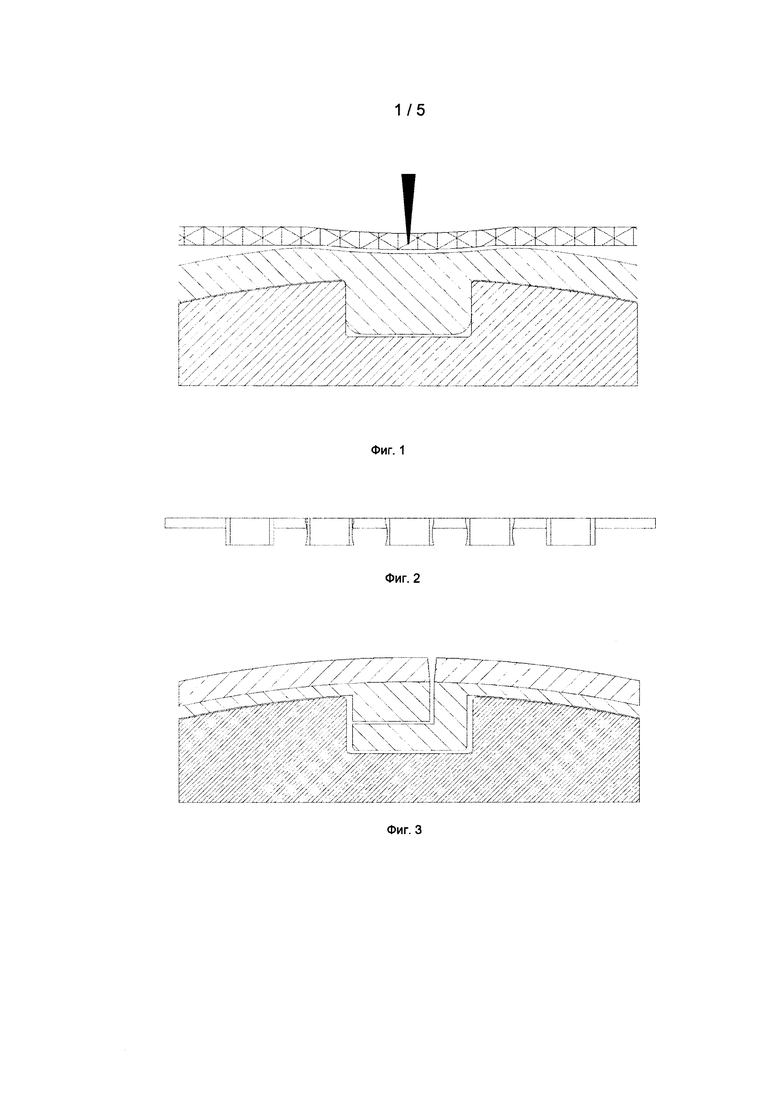
Критической точкой и местом возникновения проблем является закрепляющая деталь покрытия ввиду большей толщины полиуретана в этой зоне относительно остального покрытия. Благодаря этому зона закрепляющей детали представляет собой «мягкий участок», во время высечки картона подвергающийся деформации, превосходящей деформацию остальной части покрытия, непосредственно поддерживаемой стальным цилиндром. Это явление известно как «эффект пружины», и ввиду сильной деформации этого «мягкого участка» требуется повышенное рабочее давление, и при этом картонный лист может быть деформирован в зоне закрепляющей детали. На фиг. 1 приведен вид декеля в разрезе, известного из уровня техники, на котором схематически изображен «эффект пружины» на «мягком участке».
В дополнение к этому, а также относительно стыка концов лент или декелей, охватывающих контрштампы, формируя цилиндрическую гильзу, существуют разные классические системы, применяемые в настоящее время:
1. Прямой стык: стык ленты или декеля прямой, проходит вдоль оси цилиндрической гильзы, и потому склонен к раскрытию. Это приводит к плохой обработке картона, когда нож попадает на такой стык, приводя к неудовлетворительной резке, задирам и прочим дефектам.
2. Волнообразный стык: стык ленты или декеля имеет геометрическую форму в виде извилистой кривой, в силу чего возможность надсекания ножом зоны раскрытия уменьшается. При этом отсутствие препятствия или трения в виде ласточкина хвоста приводит к проблемам, аналогичным тем, которые относятся к раскрытию в варианте с прямым стыком.
3. Пилообразный стык: посредством задействования зубцов, такой тип шва обеспечивает сокращение его расползания или раскрытия. При этом он представляет сложности как при сборке, так и при разборке, что предполагает более высокие производственные затраты ввиду повышенного времени простоя машины, необходимого для выполнения замены. Что касается сборки, пилообразный стык по существу приводит к деформации части с зубцами, и потому потребуется преодолевать значительное мешающее воздействие ввиду вставки этих зубцов. Что касается разборки, большие углы, под которыми обычно устанавливается ласточкин хвост пилообразного стыка, осложняют демонтаж покрытия ввиду того, что для того, чтобы зубцы могли скользить по нему, требуется деформация.
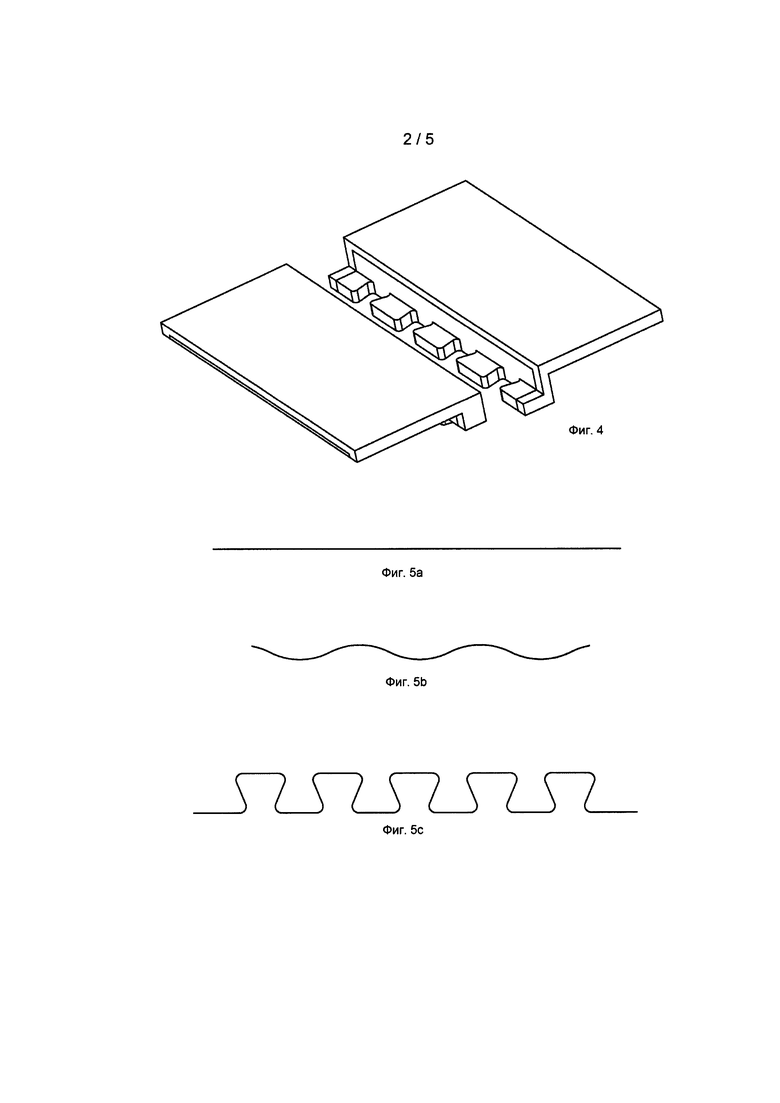
Резка покрытий для регулировки зоны закрытия имеет проблемы, связанные со стыком. Они возникают из-за деформации закрепляющей детали ввиду накопления материала. Такие проблемы не возникают, когда геометрические параметры стыка «открыты», как приведено на фиг. 5а и 5b, то есть, имеют прямые, волнообразные разрезы и т.д. (хотя при таких геометрических параметрах может возникать больше проблем в зоне стыка). При этом в случае с «закрытыми» геометрическими параметрами, такими как ласточкины хвосты, показанные на фиг. 5с, большое количество нетвердого материала в районе закрепляющей детали приводит к тому, что при резке для изготовления покрытия окончательные геометрические параметры зубцов не совпадают с таковыми на ноже, так как он образует отчетливые изгибы на этой части, как показано на фиг. 2.
Эта проблема вызвана резкой по закрепляющей детали для формирования зубца и представляет трудности при монтаже из-за того, что при попытке установки зубца в полости, предварительно закрепленные на разъеме цилиндра, между ними возникает сильное мешающее воздействие. Это происходит из-за деформации мягкого материала (утолщающегося в зоне закрепляющей детали) ввиду расширения.
Для решения таких проблем «эффекта пружины» существуют несколько вариантов осуществления изобретений известного уровня техники, такие как металлические закрепляющие детали или другие их конфигурации, приведенные в документе US 6889587 B2. В этом документе приводится конфигурация с пластмассовым элементом с двойной твердостью. В этом случае закрепляющая деталь разделяется на два подслоя. Нижний слой - это часть с внутренней стороны гильзы с большей твердостью, вулканизированная с наружным слоем с меньшей твердостью. При этом этот слой не достает до сторон покрытия по осевому направлению вала. С другой стороны, это слой занимает всю ширину разъема. На фиг. 3 и 4 приведен вариант осуществления с использованием закрепляющей детали из твердого материала, провоцирующей раскрытие стыка и ненадежное закрепление в разъеме контрштампа. Кроме того, так как не допускается деформация твердого материала, происходит повреждение закрепляющей детали и разъема контрштампа, а сложность сборки/разборки возрастает.
Таким образом, текущие системы соединения для декеля, оборачивающегося вокруг контрштампа, выполняют обработку картона и усложняют собственную сборку и/или разборку.
В документе US 5076128 A раскрывается декель высекального пресса для контрштампа ротационной высекальной машины согласно ограничительной части п. 1. В документах US 3882750 A и US 4240192 A также раскрываются декели высекальных прессов для контрштампов ротационных высекальных машин, отличающиеся тем, что в них не указывается на то, что распорка тверже покрытия.
Описание изобретения
Настоящее изобретение обеспечивает преимущество относительно декелей для контрштампа ротационных высекальных машин на текущем уровне техники, предоставляя систему с улучшенной производительностью обработки в зоне закрепляющей детали и легкую сборку и разборку.
Это достигается с помощью декеля высекального пресса для контрштампа ротационной высекальной машины, раскрытого в п. 1 настоящей заявки, и способа его изготовления, раскрытого в п. 8.
Настоящий декель высекального пресса включает в себя покрытие из мягкого материала, позволяющее ножам резать картон без разрушения. Предпочтительная твердость покрытия составляет около 85-95А по Шору.
Покрытие охватывает контрштамп таким образом, чтобы вокруг него образовалась цилиндрическая гильза. В свою очередь, покрытие включает в себя закрепляющую деталь, вставляемую в разъем контрштампа, для собственного закрепления на нем.
В дополнение к этому, декель высекального пресса оснащен распоркой, вставляемой в закрепляющую деталь в направлении оси по всей длине так, чтобы габаритные размеры части с распоркой соответствовали геометрическим параметрам разъема; при этом сама распорка с внешней стороны накрывается покрытием с помощью вулканизации.
Распорка обладает большей твердостью, чем покрытие.
В частности, распорка обладает твердостью, близкой к металлическому цилиндру, на котором она располагается, и, в отличие от покрытий с металлической закрепляющей деталью известного уровня техники, для нее не требуются наружные элементы для закрепления покрытия на цилиндре. Таким образом, достигается улучшение точности обработки картона. Согласно предпочтительному варианту осуществления настоящего изобретения твердость распорки обычно составляет более 50D по Шору.
Следовательно, распорка внутри закрепляющей детали обеспечивает одинаковость характеристик в зоне этой детали с остальной частью контрштампа, и таким образом необходимость повышения давления для компенсации «эффекта пружины» снижается. Кроме того, также снижается количество нежелательных отметин при обработке картона.
Таким образом, материал с меньшей твердостью вокруг распорки позволяет достичь необходимой плотности прилегания в разъеме цилиндра благодаря деформации, и покрытие надежно крепится к нему. Верхняя грань распорки ограничена крайней частью проекции периметра цилиндра, на котором она устанавливается, так, чтобы толщина декеля над закрепляющей деталью, в которой располагается эта распорка, была такой же, как и у остального покрытия.
Эта более твердая распорка предварительно помещается в разъем для вулканизации полиуретаном, заливаемым в форму для образования покрытия.
Распорка дополнительно решает проблему, вызываемую надрезанием закрепляющей детали при изготовлении декеля, так как наличие жесткой распорки в закрепляющей детали предполагает сохранение материалом своего положения при высечке, так что формоустойчивость высока даже в зоне закрепляющей детали.
Благодаря этому распорка обеспечивает формоустойчивость и отсутствие отчетливых изгибов, плотность посадки между зубцами становится меньше, что позволяет начать сборку декеля вручную и легко закончить ее только с помощью молотка. Таким образом, за счет сокращения времени сборки покрытия повышается производительность.
Предпочтительно, чтобы покрытие с каждого конца включало множество зубцов в пределах досягаемости зубцов с другого конца, что обеспечивает пилообразный стык с обоих концов декеля высекального пресса, образуя цилиндрическую гильзу вокруг контрштампа.
Такое множество зубцов решает проблемы относительно качества обрабатываемого картона и легкости сборки и разборки покрытия, присутствующие в решениях известного уровня техники.
Геометрические параметры зубцов, которые будут образовывать стык, должны обеспечивать правильное соединение концов покрытия, сводя к минимуму раскрытие и одновременно упрощая разборку, сокращая давление зубцов друг на друга.
Краткое описание фигур
Далее для упрощения понимания сущности настоящего изобретения в целях наглядности, а не ограничения, ниже приводится вариант осуществления настоящего изобретения со ссылкой на последовательность фигур.
На фиг. 1 представлен схематический вид декеля, известного из уровня техники, в разрезе.
На фиг. 2 представлен вид спереди одного конца декеля, известного из уровня техники, на котором изображены зубцы системы соединения.
На фиг. 3 представлен схематический вид другого декеля, известного из уровня техники, в разрезе с закрепляющей деталью из материала, превосходящего по твердости поверхность контрштампа.
На фиг. 4 представлен общий схематический вид концов декеля по фиг. 3.
На фиг. 5а, 5b и 5с схематически представлены различные классические системы соединения для стыковки концов декелей, известные из уровня техники, для образования цилиндрической гильзы вокруг контрштампа.
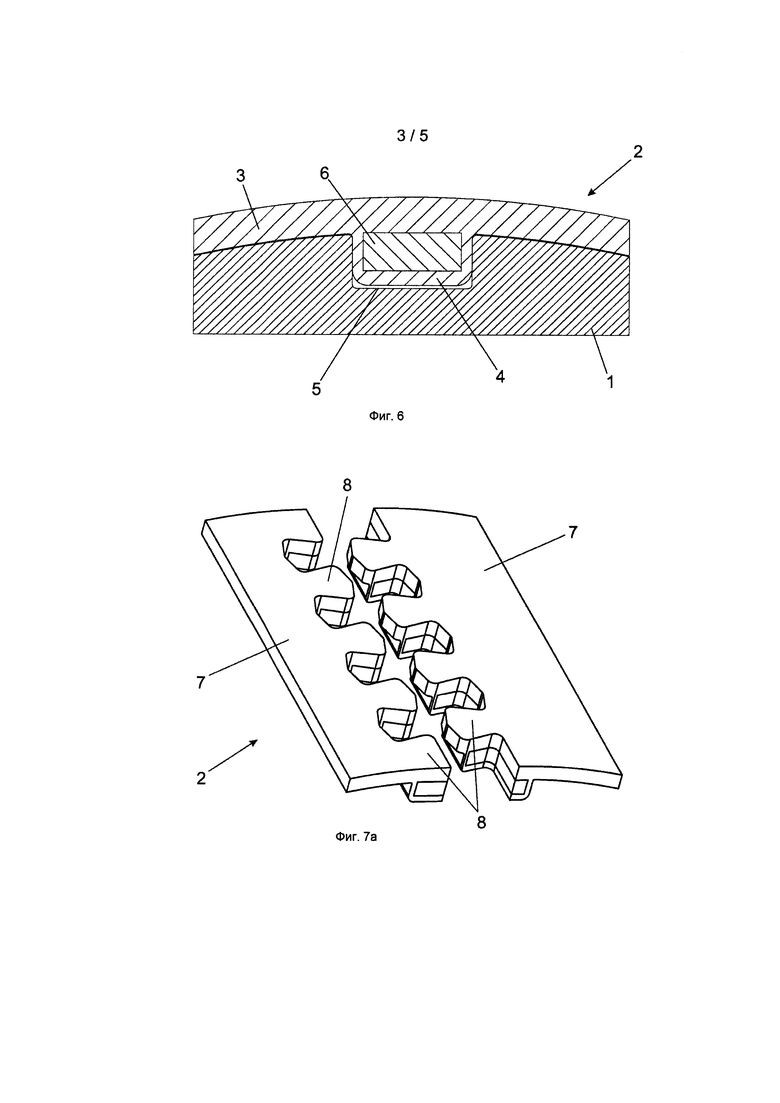
На фиг. 6 представлен схематический вид декеля по настоящему изобретению.
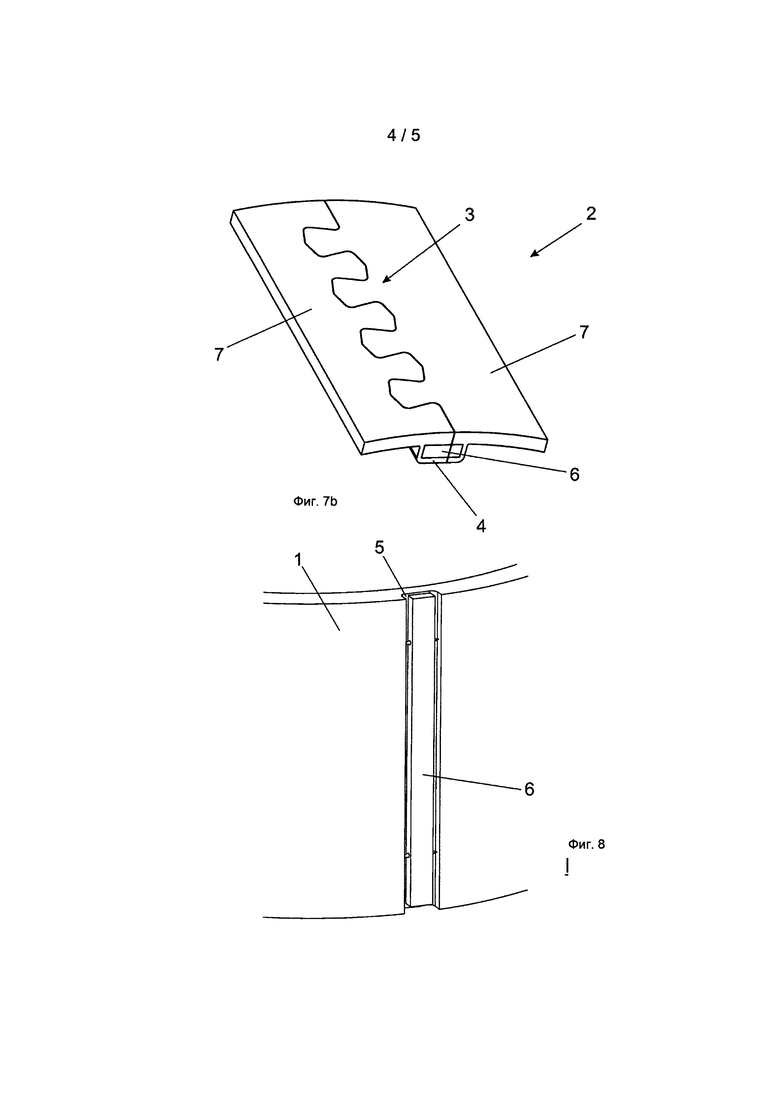
На фиг. 7а и 7b представлен схематический вид концов декеля по фиг. 6.
На фиг. 7а представлены концы декеля с зубцами в открытом положении, а на фиг. 7b - концы декеля с зубцами в закрытом положении.
На фиг. 8 представлена распорка в разъеме формы перед вулканизацией с мягким материалом по настоящему изобретению.
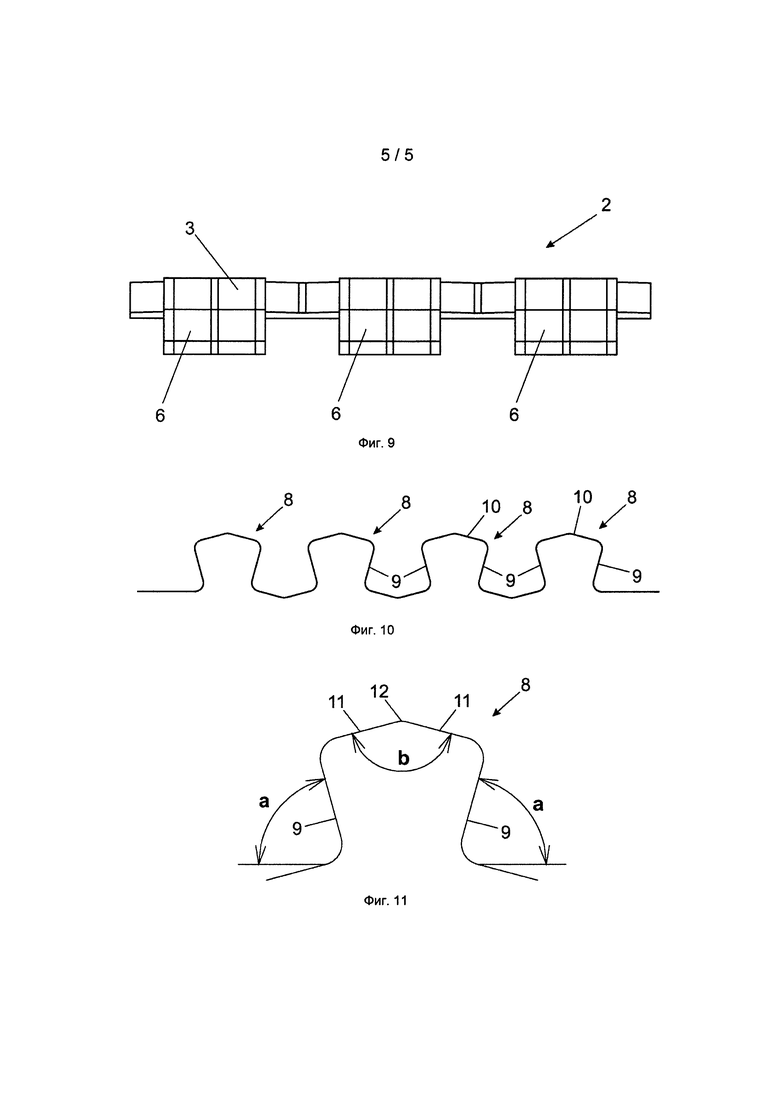
На фиг. 9 представлен схематический вид спереди одного конца декеля с типовым положением распорки внутри зубцов с прямым сечением.
На фиг. 10 схематически представлена система соединения для стыка концов декелей для образования цилиндрической гильзы вокруг контрштампа по предпочтительному варианту осуществления настоящего изобретения.
На фиг. 11 подробно представлены зубцы системы соединения в варианте осуществления по фиг. 10.
Настоящие фигуры относятся к следующим наборам элементов:
1. контрштамп ротационной высекальной машины
2. декель высекального пресса
3. покрытие декеля высекального пресса
4. закрепляющая деталь покрытия декеля высекального пресса
5. разъем контрштампа
6. распорка, вставленная в закрепляющую деталь декеля высекального пресса
7. концы декеля высекального пресса
8. зубцы с обоих концов декеля высекального пресса
9. боковые стороны зубцов
10. передняя часть зубцов
11. два прямых участка передней части зубцов
12. вершина передней части зубцов
b. угол между двумя прямыми участками передней части зубца
а. угол боковых сторон зубца с продольной осью покрытия
Подробное описание изобретения
Предметом настоящего изобретения является декель высекального пресса для контрштампа ротационной высекальной машины.
Как показано на фигурах, декель высекального пресса оснащен покрытием 3, охватывающим контрштамп 1, образуя вокруг контрштампа 1 цилиндрическую гильзу. Покрытие изготовлено из мягкого материала, предпочтительно из полиуретана.
В свою очередь, покрытие 3 включает в себя закрепляющую деталь 4, вставляемую в разъем 5 контрштампа 1, для собственного закрепления на контрштампе 1.
Декель высекального пресса включает как минимум распорку 6, вставляемую в закрепляющую деталь 4 в направлении оси по всей длине, причем согласно различным вариантам осуществления настоящего изобретения распорка 6 может делиться на несколько частей, или в наличии может быть более одной распорки 6. Как показано на фиг. 6, 7а, 7b и 8, габаритные размеры части с распоркой 6 соответствуют геометрическим параметрам разъема 5, при этом сама распорка 6 с внешней стороны накрывается покрытием 3.
Распорка 6 обладает большей твердостью, чем покрытие 3, и, в частности, ее твердость близка к таковой у контрштампа 1, на котором она располагается, и, в отличие от покрытий с металлической закрепляющей деталью известного уровня техники, для нее не требуются наружные элементы для закрепления покрытия на цилиндре. Таким образом, достигается улучшение точности обработки картона. Согласно предпочтительному варианту осуществления настоящего изобретения твердость распорки 6 составляет более 50D по Шору, в то время как твердость покрытия 3 составляет 85-95А по Шору.
В предпочтительном варианте осуществления для наиболее распространенных размеров закрепляющих деталей для обеспечения правильной установки и функциональности распорки 6 достаточно толщины материала покрытия с меньшей твердостью вокруг распорки 6, составляющей 0,5 мм.
Согласно конкретному варианту осуществления настоящего изобретения и с учетом стыка концов 7 покрытия 3 для образования цилиндрической гильзы вокруг контрштампа 1 на каждом конце 7 покрытия 3 имеются зубцы 8 в пределах досягаемости зубцов 8 на другом конце 7, чем обеспечивается пилообразный стык обоих концов 7 декеля 2 высекального пресса.
В частности, как видно на фиг. 10 и 11, зубцы 8 на концах 7 покрытия имеют две боковых стороны 9 и переднюю часть 10, и согласно предпочтительному варианту осуществления настоящего изобретения передняя часть 10 зубцов 8 имеет стреловидную форму, включающую два прямых участка, соединяющихся на вершине 12 таким образом, что они образуют угол b от 120 до 170°. Эти углы b предназначены для предотвращения надрезов, задиров или резки полостей ножами, направленными по оси, что является обычным при обработке картона. Слишком большие значения снизили бы желаемый эффект, а слишком малые привели бы к значительному увеличению длины зубца 8 и ухудшению качества стыка, так как зубцы не смогли бы повторять кривизну контрштампа 1 (чем длиннее зубец, тем хуже качество).
Предпочтительно, чтобы боковые стороны 9 образовывали угол а от 70 до 85° с продольной осью покрытия 3 для приспособления геометрических параметров зубцов 8 к их высоте, которая определяется шириной разъема цилиндра. Это сведет давление зубцов 8 друг на друга к минимуму, упрощая работы по сборке и разборке декеля 2 высекального пресса. Таким образом, за счет сокращения времени сборки и разборки покрытия будет повышена производительность.
По завершении четкого описания настоящего изобретения настоящим уведомляется, что конкретные варианты осуществления, описанные выше, могут подлежать детальным изменениям, если они не изменяют основной принцип и сущность настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВОЛОКОННО-ОПТИЧЕСКИЙ РАЗЪЕМ ПОВЫШЕННОЙ НАДЕЖНОСТИ | 2008 |
|
RU2488858C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО ИЗДЕЛИЯ И МНОГОСЛОЙНОЕ ИЗДЕЛИЕ, ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ | 2011 |
|
RU2518168C2 |
| РЫЧАГ ПЕРЕКЛЮЧЕНИЯ ПЕРЕДАЧ СИЛОВОГО АГРЕГАТА ТРАНСПОРТНОГО СРЕДСТВА | 2004 |
|
RU2281209C2 |
| УСТРОЙСТВО СОЕДИНЕНИЯ ОТДЕЛЬНЫХ МОДУЛЕЙ ТЕЛЕМЕТРИЧЕСКОЙ СИСТЕМЫ | 2005 |
|
RU2284411C1 |
| СИСТЕМА ОБРАБОТКИ ЛИСТОВ | 2018 |
|
RU2782180C2 |
| Герметичный корпус аккумуляторной батареи для электромобилей | 2020 |
|
RU2791890C1 |
| ОДНОРАЗОВЫЙ БЕЗОПАСНЫЙ ШПРИЦ | 1991 |
|
RU2079308C1 |
| ГИБКИЙ ВАЛ | 1931 |
|
SU38564A1 |
| АРМИРУЮЩИЙ ИМПЛАНТАТ ДЛЯ УДЛИНЕННОЙ КОСТИ, В ЧАСТНОСТИ БЕДРЕННОЙ КОСТИ | 2013 |
|
RU2636897C2 |
| Термический пресс | 1985 |
|
SU1320079A1 |
Изобретение относится к декелю высекального пресса для контрштампа ротационной высекальной машины, который оснащен крышкой, охватывающей контрштамп, образуя вокруг контрштампа цилиндрическую гильзу. Указанная крышка содержит закрепляющую деталь, вставляемую в разъем контрштампа, для собственного закрепления на контрштампе. Декель высекального пресса также включает распорку, вставляемую в закрепляющую деталь в направлении оси по всей длине, таким образом, что габаритные размеры части с распоркой соответствуют геометрическим параметрам разъема, и распорка с внешней стороны накрыта крышкой. Распорка обладает большей твердостью, чем крышка. В результате обеспечивается повышение производительности обработки в зоне закрепляющей детали и упрощение сборки и разборки. 8 з.п. ф-лы, 11 ил.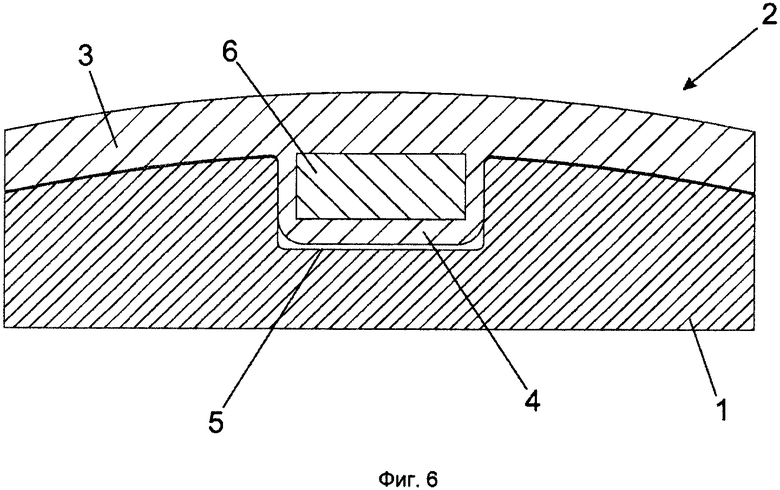
1. Декель высекального пресса для контрштампа ротационной высекальной машины, содержащий крышку (3), охватывающую контрштамп (1), образущую вокруг контрштампа (1) цилиндрическую гильзу и включающую закрепляющую деталь (4), вставляемую в разъем (5) контрштампа (1), для собственного закрепления на контрштампе (1), отличающийся тем, что он дополнительно содержит по меньшей мере одну стабилизирующую распорку (6), вставляемую в закрепляющую деталь (4) в направлении оси по всей длине так, чтобы габаритные размеры части со стабилизирующей распоркой (6) соответствовали геометрическим параметрам разъема (5), при этом упомянутая стабилизирующая распорка с внешней стороны накрыта крышкой (3), причем стабилизирующая распорка (6) и закрепляющая деталь (4) выполнены с возможностью стопорения в крышке и разделения на части, а для обеспечения формоустойчивости крышки (3) стабилизирующая распорка (6) имеет твердость больше, чем у крышки (3).
2. Декель по п. 1, отличающийся тем, что закрепляющая деталь (4) и стабилизирующая распорка (6) выполнены с возможностью стопорения и разделения на части в продольном направлении закрепляющей детали (4) и стабилизирующей распорки (6).
3. Декель по п. 1, отличающийся тем, что более твердая стабилизирующая распорка (6) обладает твердостью более 50D по Шору.
4. Декель по любому из пп. 1-3, отличающийся тем, что крышка (3) с одного конца (7) содержит зубцы (8) в пределах досягаемости зубцов (8) с другого конца (7), что обеспечивает пилообразный стык с обоих концов (7) декеля (2) высекального пресса, образуя цилиндрическую гильзу вокруг контрштампа (1).
5. Декель по п. 4, отличающийся тем, что зубцы (8) выполнены с возможностью стопорения и разделения закрепляющей детали (4) и стабилизирующей распорки (6) на части.
6. Декель по п. 4, отличающийся тем, что зубцы (8) на концах (7) крышки (3) содержат две боковых стороны (9) и переднюю часть (10).
7. Декель по п. 6, отличающийся тем, что передняя часть (10) зубцов (8) имеет стреловидную форму, включающую два прямых участка, соединяющихся на вершине (12) и образующих угол (b) от 120 до 170°.
8. Декель по п. 6 или 7, отличающийся тем, что боковые стороны (9) образуют угол (а) от 70 до 85° с продольной осью крышки (3).
9. Декель по любому из пп. 1-8, отличающийся тем, что крышка (3) выполнена из полиуретана
| US 5076128 A1, 31.12.1991 | |||
| US 3882750 A1, 13.05.1975 | |||
| Логарифмический прибор для расчетов про планировании работ на станках | 1929 |
|
SU18977A1 |
| Холодильник для охлаждения вытягиваемой ленты стекла | 1946 |
|
SU70181A1 |
| US 4240192 A1, 23.12.1980. | |||

