Область техники, к которой относится изобретение
Настоящее изобретение относится к отливке бетонных изделий при помощи литейной циркуляционной системы. Более конкретно, настоящее изобретение относится к способу и устройству для отливки бетонных изделий с использованием литейной циркуляционной системы, содержащей множество формовочных столов, установленных с возможностью перемещения между различными рабочими станциями.
Уровень техники
Литейная циркуляционная система представляет собой такую систему, в которой формовочные столы со смонтированными на них отливочными формами установлены на направляющих и циркулируют между фазами процесса отливки, после чего формовочные столы возвращают на новый цикл.
Циркуляционная система содержит множество рабочих станций, между которыми отливочную форму перемещают на различных стадиях процесса отливки. На первой стадии циркуляционной системы производят очистку формовочного стола. На следующей стадии на формовочный стол устанавливают съемные боковые стенки формы, чтобы получить отливочную форму на формовочном столе, и устанавливают в форму другую необходимую оснастку, в частности, арматуру и т.п. После стадии оснастки производят отливку в форму бетонной массы совместно с необходимой вибрацией во время отливки. Отливку бетонной массы в отливочную форму можно производить на различных стадиях, если например, в отливаемое изделие необходимо добавлять различные слои, в частности, изоляционные слои в случае изоляционных сборных стеновых элементов. После окончания отливки бетонной массы в отливочную форму выравнивают верхнюю поверхность отливаемого изделия и выполняют другие необходимые стадии обработки поверхности. Затем отливочную форму вместе со свежеотлитым изделием перемещают на стадию отверждения, которую обычно производят в камере отверждения, где можно контролировать и по мере необходимости регулировать температуру во время отверждения. После отверждения литого изделия отливочную форму передают на распалубку, где боковые стенки формы удаляют с формовочного стола, после чего литое изделие вынимают из отливочной формы, обычно при помощи наклона отливочной формы. После этой стадии отливочная форма является готовой к новой стадии очистки и к процессу отливки нового изделия.
Перемещение отливочных форм от одной рабочей станции к другой, как правило, осуществляют при помощи транспортировочных устройств с ручным управлением после того, как необходимые рабочие операции с формовочным столом на рабочей станции будут выполнены, и следующая рабочая станция будет готова принять формовочный стол, или если предусмотрена свободная буферная зона, расположенная после рабочей станции.
Процесс отливки в циркуляционной системе можно также осуществлять при помощи автоматической системы управления, однако, для этого требуется, чтобы формовочные столы имели соответствующие средства идентификации, в частности, соответствующие метки или шифры на металлических табличках, которые считывают стационарные датчики, расположенные вдоль циркуляционной системы, таким образом, чтобы местоположение формовочных столов представляло собой входной сигнал для системы автоматического управления, когда формовочные столы проходят мимо датчиков. Это позволяет системе автоматического управления осуществлять автоматический мониторинг литейной циркуляционной системы. Кроме того, система автоматического управления может быть использована для обеспечения необходимыми материалами и соответствующей информацией об изделии конкретной отливочной формы на формовочном столе для каждой рабочей станции.
В процессах с принудительной циркуляцией, в частности, в процессе отливки в литейной циркуляционной системе чрезмерная или требующая большой затраты времени рабочая загрузка одной рабочей станции всегда влияет на эффективность всего процесса, создавая в нем узкие места. Информация и данные об этих узких местах позволяют усовершенствовать весь процесс, а также предусмотреть возможные опережающие действия при разработке процесса.
Согласно настоящему изобретению осуществляют отслеживание и сбор временных данных для каждой рабочей станции литейной циркуляционной системы. Такие собранные временные данные могут быть затем использованы для определения узких мест в процессе отливки, чтобы повысить эффективность этого процесса.
Раскрытие изобретения
В способе согласно изобретению бетонные изделия отливают в литейной циркуляционной системе, при этом формовочные столы перемещают от одной рабочей станции к другой, определяют длительность пребывания формовочного стола на рабочей станции и сохраняют ее для дальнейшего анализа, при этом осуществляют управление литейной циркуляционной системой для обеспечения прохождения формовочного стола через все или некоторые рабочие станции и необходимые рабочие этапы без дополнительных задержек для определения правильной длительности работы с формовочным столом на одной или более рабочих станциях. Предложенный способ характеризуется тем, что определение длительности для рабочей станции выполняют только в том случае, если следующая рабочая станция была свободной в течение заданного периода времени или дольше, чем заданный период времени.
В способе согласно изобретению предпочтительно определяют длительность на каждой рабочей станции литейной циркуляционной системы, предпочтительно также для каждого формовочного стола.
В способе согласно изобретению полученные значения длительности преимущественно анализируют с целью определения узких мест литейной циркуляционной системы, что позволяет повысить эффективность процесса отливки.
В способе согласно изобретению предпочтительно управляют процессом отливки в литейной циркуляционной системе, чтобы обеспечить прохождение формовочного стола через все или некоторые рабочие станции и выполнение необходимых рабочих этапов без дополнительных задержек с целью правильного определения длительности работы с формовочным столом на рабочей станции.
В способе согласно изобретению мониторинг литейной циркуляционной системы осуществляют с помощью автоматической системой управления, которая производит определение указанной длительности и сохраняет полученные результаты определения указанной длительности.
Кроме того, в способе согласно изобретению определение длительности для рабочей станции предпочтительно осуществляют только в том случае, если следующая рабочая станция была свободной в течение заданного периода времени или дольше, чем заданный период времени. Допустимое заданное время может составлять, например, 1 минуту или 30 секунд.
Два вышеуказанных варианта осуществления позволяют точно и правильно определять длительность, исключая другие процедурные задержки, которые могут затягивать перемещение формовочного стола от рабочей станции после выполнения необходимых рабочих этапов на этой рабочей станции.
В способе согласно изобретению система автоматического управления сохраняет результаты определения длительности в соответствующем запоминающем устройстве. Это позволяет осуществлять автоматический сбор большого количества статистических временных данных, чтобы лучше и быстрее реагировать на узкие места процесса даже в случае непрерывного изменения отливаемых изделий.
Автоматический сбор результатов определения длительности устраняет ненадежность, связанную с ручным определением длительности, а также соответствующие расходы на дополнительную ручную работу. Следовательно, собранные временные данные имеют также улучшенное качество и позволяют выполнять более высококачественный последующий анализ на основании собранных временных данных.
Устройство согласно изобретению содержит множество формовочных столов и множество рабочих станций, образующих литейную циркуляционную систему, и автоматическую систему управления для мониторинга процесса отливки, при этом каждый из формовочных столов оснащен устройством идентификации, которое позволяет системе автоматического управления определять местоположение каждого из формовочных столов, а также одно или более соответствующих устройств для определения длительности пребывания формовочного стола на рабочей станции.
В устройстве согласно изобретению устройство для определения длительности предпочтительно осуществляет определение длительности пребывания каждого формовочного стола на каждой рабочей станции литейной циркуляционной системы.
В устройстве согласно изобретению определение длительности предпочтительно выполняют только в том случае, когда формовочный стол можно незамедлительно отводить от рабочей станции после выполнения необходимой работы на этой рабочей станции.
В устройстве согласно изобретению система автоматического управления предпочтительно выполнена с возможностью управления устройством для определения длительности и предпочтительно содержит устройство, в частности, одно или более запоминающих устройств, для хранения полученных значений длительности.
Отличительные признаки, определяющие способ согласно настоящему изобретению, более конкретно раскрыты в пункте 1 формулы изобретения, а отличительные признаки, определяющие устройство согласно настоящему изобретению, более конкретно раскрыты в пункте 7 формулы изобретения. В зависимых пунктах формулы изобретения раскрыты предпочтительные варианты осуществления и отличительные признаки изобретения.
Краткое описание чертежа
Ниже в качестве примера приведено более подробное описание иллюстративного варианта осуществления изобретения и его достоинств со ссылкой на прилагаемый чертеж, на котором показано:
фиг. 1 - схематический план производственного помещения для осуществления процессов отливки в циркуляционной литейной системе с использованием настоящего изобретения.
Осуществление изобретения
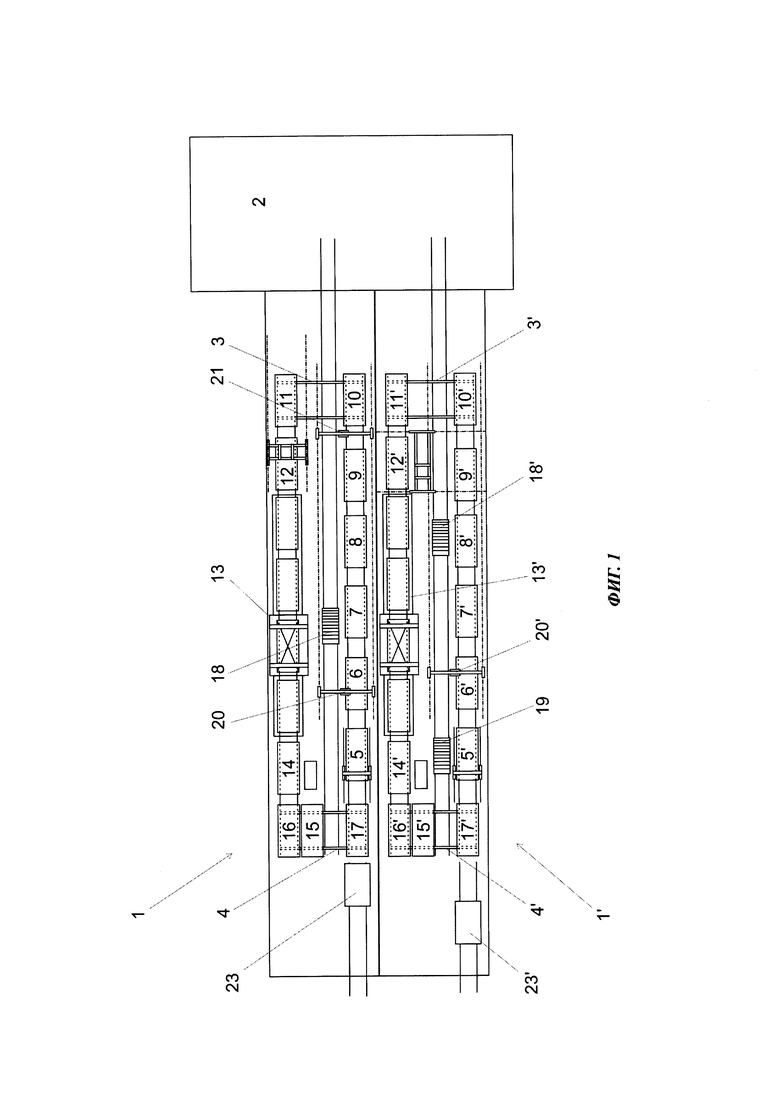
На фигуре 1 показан схематический план производственного предприятия, в котором используют две литейные циркуляционные системы 1, 1' и предусмотрен арматурный цех 2.
Литейные циркуляционные системы 1, 1' содержат множество рабочих фаз или рабочих станций, которые расположены рядом с друг другом в продольном направлении процессов в виде двух отдельных линий рабочих станций, которые соединены друг с другом поперечными транспортировочными направляющими 3, 3' и 4, 4', расположенными на обоих концах линий рабочих станций. Формовочные столы или отливочные формы перемещают от одной рабочей станции к другой по направляющим, проходящим вдоль линий рабочих станций, и от одной линии рабочих станций к другой по поперечным транспортировочным направляющим 3, 3' и 4, 4'.
В литейных циркуляционных системах 1,1' первая рабочая фаза, выполняемая на первой рабочей станции 5, 5', представляет собой очистку формовочного стола, после которой формовочный стол перемещают на стадию оснастки, на которой к формовочному столу прикрепляют боковые стенки для получения отливочной формы, и которую выполняют на рабочих станциях 6, 6' и 7, 7'. После того, как отливочная форма будет готова, на рабочих станциях 8, 8', 9, 9', 10, 10' и 11, 11' добавляют необходимую арматуру, которую устанавливают в отливочную форму. Далее на рабочих станциях 12, 12' выполняют отливку бетонной массы, после чего отливочные формы с залитыми изделиями перемещают к камере 13, 13' отверждения. В камере 13, 13' отверждения отливочные формы устанавливают штабелями для того, чтобы одновременно отверждать множество бетонных изделий в их отливочных формах. Кроме того, камера отверждения снабжена также разделительными стенками, чтобы получить отгороженный участок и иметь возможность регулирования температуры и влажности внутри камеры отверждения с целью улучшения отверждения бетонных изделий.
В литейной циркуляционной системе V отливку бетонной массы в отливочную форму можно также выполнять в две стадии, вначале - на рабочей станции 9' установки арматуры, а затем - на рабочей станции 12' отливки. Это позволяет выполнять отливку изоляционных стеновых элементов, например, если отливаемый стеновой элемент содержит изоляционный слой, который наносят поверх первого залитого бетонного слоя перед тем, как другой слой бетона отливают поверх изоляционного слоя. В изоляционном стеновом элементе часто также требуется отдельная арматура для каждого из двух таких бетонных слоев.
После отверждения бетонных изделий в их отливочных формах эти отливочные формы перемещают для распалубки из камер 13, 13' отверждения на рабочие станции 14, 14' и 15, 15', где боковые стенки отливочных форм снимают с формовочного стола. Между рабочими станциями 14, 14' и 15, 15' распалубки предусмотрено дополнительное буферное место 16, 16', которое можно также альтернативно использовать в качестве дополнительной рабочей станции распалубки. В последней фазе отвержденные бетонные изделия снимают с формовочного стола на рабочей станции 17, 17', наклоняя формовочный стол, прикрепляя грузоподъемные крюки к подъемным проушинам, предусмотренным в изделиях, и поднимая бетонные изделия краном с рабочих станций на отдельные тележки 23, 23', направляющие которых показаны на чертеже отходящими от линий циркуляционной системы, и перевозят на склад. После удаления бетонного изделия с формовочного стола формовочный стол перемещают на рабочую станцию 5, 5' для очистки и нового процесса отливки.
Арматуру, добавляемую в отливочные формы и закрепляемую в них, предварительно изготавливают в арматурном цехе 2 и доставляют на арматурные рабочие станции 8, 8', 9, 9', 10, 10' и 11, 11' литейных циркуляционных систем 1,1' при помощи тележек 18, 18', которые перемещают по прямолинейным направляющим, проходящим из арматурного цеха в зону процессов отливки в циркуляционной системе. На одной направляющей может быть установлена более чем одна тележка, как показано на примере тележки 19, в зоне литейной циркуляционной системы V. Производственное помещение содержит также мостовые краны 20, 20' и 21 для подъема и перемещения арматуры и другого материала с тележек 18, 18' и 19 на рабочие станции литейных циркуляционных систем 1, 1'.
Перемещение формовочных столов с одной рабочей станции на другую можно осуществлять вручную, при этом транспортировочное оборудование работает в ручном режиме, или полуавтоматически, при этом операцию автоматизированной транспортировки запускают вручную после выполнения необходимых рабочих этапов на соответствующей рабочей станции.
Мониторинг литейных циркуляционных систем 1, 1' осуществляют при помощи автоматической системы управления (не показана), которая отслеживает местоположение каждого формовочного стола, используя соответствующие устройства идентификации, такие, как например, метки радиочастотной идентификации (RFID), при этом система автоматического управления может обеспечивать каждую рабочую станцию необходимыми материалами для выполнения работы на данной рабочей станции в течение точного промежутка времени.
Кроме того, система автоматического управления определяет также длительность пребывания каждого формовочного стола на каждой рабочей станции. Такое определение может быть выполнено путем измерения длительности пребывания формовочного стола на рабочей станции или путем регистрации времени поступления и времени отвода формовочного стола и расчета на их основании длительности пребывания. Однако такой тип определения длительности не учитывает возможные задержки, вызываемые другими рабочими фазами процессов отливки в литейной циркуляционной системе, которые могут затягивать отвод формовочного стола от рабочей станции после того, как необходимая работа с формовочным столом уже выполнена.
Поэтому более предпочтительно, если система автоматического управления определяет время, в течение которого формовочный стол оставляют на рабочей станции для выполнения работы, при этом система автоматического управления обеспечивает такое управление литейной циркуляционной системой, чтобы формовочный стол можно было отвести от соответствующей рабочей станции незамедлительно после окончания выполнения необходимой работы на этой рабочей станции, и только в таких случаях определяют и регистрируют время пребывания на этой рабочей станции. Это позволяет более корректно определять время без влияния задержек, создаваемых другими рабочими фазами и рабочими станциями в процессе принудительной циркуляции.
Затем собранные временные данные могут быть подвергнуты анализу для определения узких мест в литейной циркуляционной системе и принятия мер для устранения таких установленных узких мест с целью повышения эффективности процесса отливки.
Конкретный иллюстративный вариант осуществления изобретения, показанный на чертеже и описанный выше, не следует рассматривать в качестве ограничительного. Специалисты в данной области техники могут внести в этот вариант осуществления множество очевидных изменений и модификаций в пределах объема прилагаемой формулы изобретения. Таким образом, изобретение не ограничено только вышеописанным вариантом осуществления.
Изобретение относится к отливке бетонных изделий при помощи литейной циркуляционной системы. Способ отливки бетонных изделий заключается в том, что отливают бетонные изделия в литейной циркуляционной системе. При этом формовочные столы перемещают от одной рабочей станции к другой. Определяют длительность пребывания формовочного стола на рабочей станции и сохраняют ее для дальнейшего анализа. При этом осуществляют управление литейной циркуляционной системой для обеспечения прохождения формовочного стола через все или некоторые рабочие станции и необходимые рабочие этапы без дополнительных задержек для определения правильной длительности работы с формовочным столом на одной или более рабочих станциях. Причем определение длительности для рабочей станции выполняют только в том случае, если следующая рабочая станция была свободной в течение заданного периода времени или дольше, чем заданный период времени. Техническим результатом является повышение эффективности отливки бетонных изделий. 3 з.п. ф-лы, 1 ил.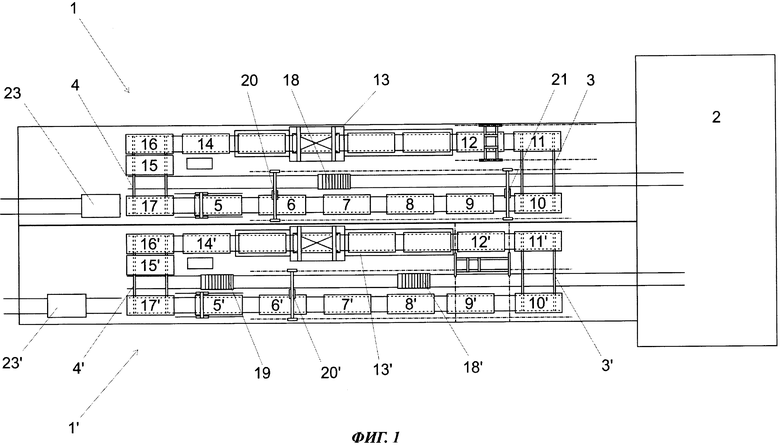
1. Способ отливки бетонных изделий, согласно которому бетонные изделия отливают в литейной циркуляционной системе (1, 1'), при этом формовочные столы перемещают от одной рабочей станции к другой, определяют длительность пребывания формовочного стола на рабочей станции и сохраняют ее для дальнейшего анализа, при этом осуществляют управление литейной циркуляционной системой (1, 1') для обеспечения прохождения формовочного стола через все или некоторые рабочие станции и необходимые рабочие этапы без дополнительных задержек для определения правильной длительности работы с формовочным столом на одной или более рабочих станциях, отличающийся тем, что определение длительности для рабочей станции выполняют только в том случае, если следующая рабочая станция была свободной в течение заданного периода времени или дольше, чем заданный период времени.
2. Способ по п. 1, отличающийся тем, что указанную длительность определяют на каждой рабочей станции литейной циркуляционной системы (1, 1'), предпочтительно для каждого формовочного стола.
3. Способ по п. 1 или 2, отличающийся тем, что полученные значения длительности анализируют для обнаружения узких мест в литейной циркуляционной системе (1, 1').
4. Способ по п. 1 или 2, отличающийся тем, что мониторинг литейной циркуляционной системы (1, 1') осуществляют с помощью автоматической системы управления, которая производит определение указанной длительности и сохраняет полученные результаты определения указанной длительности.
| US 2014005821 A1, 02.01.2014 | |||
| НАБОР ИЗ АРМИРОВАНИЯ ДЛЯ БЕТОНА И МЕТОК | 2008 |
|
RU2469159C2 |
| НАСТОЛЬНЫЙ СВЕТИЛЬНИК | 1991 |
|
RU2017047C1 |
| CN 103128847 A, 05.06.2013 | |||
| REINHOLD MANNEL: "Increasing use of RFID technology for production boards RFID bei Unterlagsplatten auf dem Vormarsch", BFT INTERNATIONAL, BAUVERLAG, GUTERSLOH, DE, vol | |||
| Капельная масленка с постоянным уровнем масла | 0 |
|
SU80A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |

