Область техники
Изобретение относится к отливке бетонных изделий посредством литейной циркуляционной системы. В частности, настоящее изобретение относится к способу и оборудованию, используемым в указанной литейной циркуляционной системе.
Уровень техники
Литье в циркуляционной системе представляет собой такой процесс литья, при котором формовочные столы с размещенными на них литейными формами устанавливают на направляющие рельсы и перемещают по замкнутому контуру через этапы процесса литья, после чего указанные формовочные столы возвращают для выполнения нового цикла.
Указанная циркуляционная система образована множеством рабочих станций, между которыми литейная форма перемещается, проходя различные стадии процесса литья. На первой стадии указанного процесса осуществляют очистку формовочного стола. На следующей стадии формовочный стол комплектуют жесткими, съемными боковыми стенками литейной формы для получения на формовочном столе литейной формы, после чего в указанную литейную форму устанавливают другую необходимую оснастку, например, арматуру и прочее. После указанной стадии комплектации в литейную форму заливают бетонную массу, при этом во время заливки используют необходимую вибрацию. Заливку бетонной массы в литейную форму можно осуществлять на различных стадиях процесса, если, например, в отливаемое изделие необходимо добавить различные слои, в частности, теплоизолирующие слои в случае изготовления теплоизолированных стеновых элементов. После окончания заливки бетонной массы в литейную форму выполняют выравнивание верхней поверхности отливаемого изделия, а также осуществляют другие необходимые операции по обработке поверхности. Затем литейную форму вместе со свежеотлитым изделием перемещают на этап выдержки, который, как правило, осуществляют в камере для выдержки, где при необходимости можно контролировать и регулировать температуру во время выдержки. После выдержки литого изделия литейную форму направляют на этап расформовки, на котором литое изделие извлекают из литейной формы, для чего, как правило, наклоняют литейную форму и указанные боковые стенки литейной формы удаляют с формовочного стола. После данного этапа литейная форма готова к новому этапу очистки и к процессу литья нового изделия.
Во время указанного этапа комплектации после формирования на формовочном столе литейной формы путем соединения ее боковых стенок, в полученную литейную форму добавляют и закрепляют необходимую арматуру, в частности, один или несколько металлических решетчатых элементов. Указанную необходимую арматуру, как правило, заранее изготавливают на отдельной станции заготовки арматуры и доставляют на рабочую станцию армирования в циркуляционной системе. Предварительное изготовление арматуры позволяет менять предварительно изготавливаемую арматуру для каждой литейной формы и каждого отливаемого изделия, что минимизирует трудоемкость и время, которые необходимо затрачивать на рабочей станции армирования в циркуляционной системе.
Указанная станция заготовки арматуры обычно расположена на одном конце оборудовании циркуляционной системы, при этом предварительно изготовленную арматуру перемещают на рабочую станцию армирования в циркуляционной системе посредством транспортной тележки, установленной с возможностью движения по направляющим рельсам или рейкам, расположенным вдоль одной из сторон циркуляционной системы.
Раскрытие изобретения
Согласно настоящему изобретению зону, оставшуюся внутри циркуляционной системы, используют для транспортирования арматуры от станции заготовки арматуры к рабочей станции армирования в циркуляционной системе. Это позволяет экономить пространство по сравнению с известными из уровня техники решениями, согласно которым арматуру транспортируют вдоль боковой стороны циркуляционной системы. Кроме того, направляющие рельсы и рейки, предусмотренные во внутренней зоне циркуляционной системы, могут быть использованы также для других целей, в частности, для транспортирования
боковых стенок литейных форм со склада или со станции промывки на станцию комплектации. Настоящее изобретение позволяет также перемещать необходимый материал в пределах внутренней зоны циркуляционной системы на тележке, которая движется на уровне пола оборудования без необходимости подъема материала над циркуляционной системой, что повышает безопасность труда и не требует применения или простоя подъемного крана.
Согласно предлагаемому способу бетонные изделия изготавливают посредством литейной циркуляционной системы, в которой литейные формы или формовочные столы перемещают через стадии производственного процесса вдоль циркуляционной системы, а арматуру для отливаемых бетонных изделий предварительно изготавливают на отдельной станции заготовки арматуры и транспортируют к указанно й литейной циркуляционной системе, причем арматуру транспортируют из указанной станции заготовки арматуры на тележке в зону, расположенную внутри циркуляционной системы. Таким образом, перемещение арматуры осуществляют без какого-либо подъема.
Согласно предлагаемому способу тележку предпочтительно перемещают по направляющим рельсам, проходящим по прямой линии от указанной станции заготовки арматуры в зону, расположенную внутри указанной литейной циркуляционной системы.
Предлагаемый способ может также предусматривать применение направляющих рельсов, расположенных во внутренней зоне литейной циркуляционной системы, для транспортирования материала между стадиями производственного процесса и рабочими станциями литейной циркуляционной системы.
Предлагаемое в настоящем изобретении оборудование для отливки бетонных изделий, осуществляемой посредством литейной циркуляционной системы, содержит множество литейных форм или формовочных столов, множество транспортных направляющих рельсов для транспортирования литейных форм вдоль литейной циркуляционной системы от одной рабочей станции к другой рабочей станции, станцию заготовки арматуры для предварительного изготовления арматуры, предназначенной для отливаемых бетонных изделий, и устройство для транспортирования предварительно изготовленной арматуры от указанной станции заготовки арматуры к рабочей станции литейной циркуляционной системы, при этом указанное устройство для транспортирования предварительно изготовленной арматуры от указанной станции заготовки арматуры к рабочей станции литейной циркуляционной системы представляет собой тележку, установленную с возможностью движения по направляющим рельсам, проходящим от станции заготовки арматуры в зону, расположенную внутри литейной циркуляционной системы.
Литейная циркуляционная система, как правило, а также согласно настоящему изобретению, образована двумя прямолинейными и параллельными технологическими линиями с этапами производственного процесса или рабочими станциями, при этом указанные технологические линии соединены друг с другом посредством поперечных транспортных направляющих рельсов, расположенных на концах технологических линий. Указанная станция заготовки арматуры, как правило, расположена на одном конце циркуляционной системы или вблизи него.
Предлагаемое оборудование предпочтительно содержит еще одну тележку на направляющих рельсах в зоне, расположенной внутри циркуляционной системы, для транспортирования материала между рабочими станциями литейной циркуляционной системы. Таким образом, зону и направляющие рельсы, расположенные внутри циркуляционной системы, можно использовать для дополнительных целей.
В предлагаемом производственном оборудовании тележка для транспортирования арматуры предпочтительно содержит по меньшей мере четыре пары колес, расположенных в ее продольном направлении для пересечения направляющих рельсов указанной литейной циркуляционной системы. Поперечные транспортные направляющие рельсы обычно расположены ниже, чем направляющие рельсы, проходящие вдоль технологических линий циркуляционной системы и уровня пола производственного оборудования. Таким образом, тележка такого типа предпочтительно может пересекать зазор вдоль ее направляющих рельсов в зоне поперечного транспортного направляющего рельса без применения каких-либо специальных конструкций для пересечения зазора.
В предлагаемом производственном оборудовании литейная циркуляционная система предпочтительно содержит по меньшей мере две прямолинейные и параллельные технологические линии, образованные множеством рабочих станций, расположенных друг за другом вдоль технологических линий, и по меньшей мере два поперечных транспортных направляющих рельса, соединяющих указанные технологические линии. В случае более простых литейных циркуляционных систем требуются только две параллельные технологические линии, соединенные друг с другом на концах поперечными транспортными направляющими рельсами. Однако для более сложных литейных циркуляционных систем могут потребоваться, например, дополнительные рабочие станции, расположенные в поперечном направлении снаружи от технологических линий, а также дополнительные поперечные транспортные направляющие рельсы или устройства для транспортирования литейных форм или формовочных столов к указанным дополнительным рабочим станциям. Кроме того, может потребоваться, например, более сложный маршрут циркуляции для литейной формы или формовочного стола в зависимости от зоны, пригодной для размещения в литейной циркуляционной системе.
Предлагаемое оборудование предпочтительно содержит, например, средства для одновременного использования множества литейных циркуляционных систем с отдельными литейными технологическими линиями циркуляционной системы.
Признаки предлагаемого в настоящем изобретении способа более точно изложены в пункте 1 формулы изобретения, а признаки предлагаемого в настоящем изобретении производственного оборудования более точно представлены в пункте 4 формулы изобретения. Зависимые пункты формулы изобретения раскрывают предпочтительные характеристики и варианты осуществления настоящего изобретения.
Краткое описание чертежа
Ниже приведено более подробное описание предпочтительного варианта осуществления настоящего изобретения, представленного в качестве примера, и его достоинств со ссылками на прилагаемый чертеж, на котором изображено следующее.
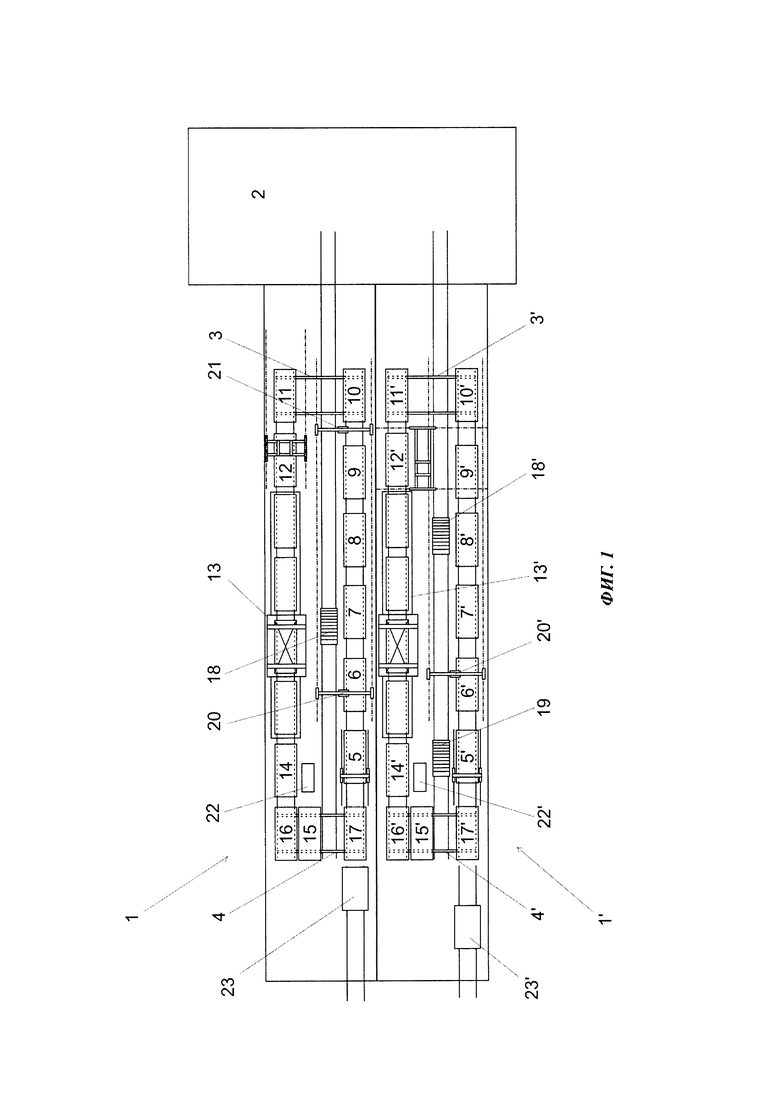
На фиг. 1 схематично представлен план расположения оборудования согласно настоящему изобретению.
Осуществление изобретения
На фиг. 1 схематично представлен план расположения оборудования, которое содержит две литейные циркуляционные системы 1, 1' и станцию 2 заготовки арматуры.
Литейные циркуляционные системы 1, 1' содержат множество рабочих этапов или рабочих станций, расположенных друг за другом в продольном направлении осуществления процессов литья на двух отдельных технологических линиях, причем указанные технологические линии соединены друг с другом поперечными транспортными направляющими рельсами 3, 3' и 4, 4', расположенными на обоих концах технологических линий. Формовочные столы или литейные формы перемещают от одной рабочей станции к другой рабочей станции по направляющим рельсам, которые проходят вдоль указанных технологических линий, а от одной технологической линии к другой технологической линии - по поперечным транспортным направляющим рельсам 3, 3' и 4, 4'.
В указанных литейных циркуляционных системах 1, 1' первый рабочий этап, выполняемый на первой рабочей станции 5, 5', представляет собой очистку формовочного стола, после чего формовочный стол перемещают на этап комплектации, где к формовочному столу прикрепляют боковые стенки литейной формы для получения литейной формы, что происходит на рабочих станциях 6, 6' и 7, 7'. После того, как литейная форма готова, на рабочих станциях 8, 8', 9, 9', 10, 10' и 11, 11' в литейную форму добавляют и устанавливают необходимую арматуру. Затем на рабочей станции 12, 12' осуществляют заливку бетонной массы, после чего литейные формы с отлитыми изделиями перемещают в камеру 13, 13' для выдержки. В указанной камере 13, 13' для выдержки литейные формы укладывают в штабель, что позволяет одновременно подвергать выдержке множество бетонных изделий в их литейных формах. При этом указанная камера для выдержки имеет отдельные стены, образующие замкнутую зону, а температура и влажность внутри указанной камеры регулируется таким образом, чтобы оптимизировать выдержку бетонных изделий.
В литейной циркуляционной системе 1' заливку бетонной массы в литейную форму можно также выполнить в два этапа: вначале на рабочей станции 9' армирования, а затем на рабочей станции 12' заливки. Благодаря этому можно отливать теплоизолированные стеновые элементы, например, тогда, когда отливаемый стеновой элемент содержит теплоизоляционный слой, который добавляют поверх первого слоя литого бетона перед тем, как другой слой бетона заливают поверх теплоизоляционного слоя. В таком теплоизолированном стеновом элементе для каждого бетонного слоя часто требуется также отдельная арматура.
После выдержки бетонных изделий в их литейных формах указанные литейные формы перемещают из камеры 13, 13' для выдержки на рабочие станции 14, 14' и 15, 15' для расформовки, где боковые стенки литейных форм снимают с формовочного стола. Между рабочими станциями 14, 14' и 15, 15' расформовки предусмотрено дополнительное буферное пространство 16, 16', которое можно также альтернативно использовать в качестве дополнительной рабочей станции для расформовки. На последнем этапе выдержанные бетонные изделия удаляют с формовочного стола на рабочей станции 17, 17', для этого формовочный стол наклоняют, прикрепляют подъемные крюки к подъемным проушинам, предусмотренным на изделиях, и поднимают бетонные изделия посредством крана с рабочих станций, перемещая их на отдельные транспортные тележки 23, 23', направляющие рельсы которых показаны на чертеже выходящими из технологических линий литейной циркуляционной системы, после чего указанные выдержанные бетонные изделия транспортируют на склад. После снятия литого бетонного изделия с формовочного стола указанный формовочный стол перемещают на рабочую станцию 5, 5' для очистки и следующего процесса литья.
Арматуру, добавляемую и закрепляемую в литейных формах, предварительно изготавливают на станции 2 заготовки арматуры и доставляют на рабочие станции 8, 8', 9, 9', 10, 10' и 11, 11' армирования литейной циркуляционной системы 1, 1' посредством тележек 18, 18', которые перемещаются по прямолинейным направляющим рельсам, проходящим от станции заготовки арматуры к внутренней зоне литейной циркуляционной системы. При этом, как показано на примере тележки 19, во внутренней зоне литейной циркуляционной системы 1', на одних и тех же направляющих рельсах может находиться более, чем одна тележка. Указанное оборудование содержит также мостовые краны 20, 20' и 21 для подъема и перемещения арматуры и других материалов с тележек 18, 18' и 19 на рабочие станции литейной циркуляционной системы 1,1'.
Как можно видеть на чертеже, направляющие рельсы тележек 18, 18' и 19 пересекают поперечные транспортные направляющие рельсы 3, 3', которые расположены, как правило, в углублениях, предусмотренных в полу производственного оборудования. При этом тележки 18, 18' и 19 предпочтительно содержат четыре или более пар колес, поэтому всегда по меньшей мере два колеса переносят вес тележки, когда она пересекает поперечные направляющие рельсы 3, 3'.
Тележки 18, 18' и 19 можно также использовать для транспортирования другого материала помимо арматуры на рабочие станции и между ними в литейных циркуляционных системах 1, 1'. Так, например, тележки 18, 18', 19 можно использовать для транспортирования съемных боковых стенок литейных форм со станций 22, 22' промывки и очистки на рабочие станции 6, 6' и 7, 7', где осуществляют сборку литейной формы на формовочном столе. Соответственно, как можно видеть на чертеже, направляющие рельсы тележек 18, 18' и 19 также проходят над другими поперечными транспортными направляющими рельсами 4, 4', благодаря чему тележки можно передвигать рядом с формовочным столом для транспортирования съемных боковых стенок с формовочных столов на тележки во время извлечения литейных форм.
Касательно варианта осуществления настоящего изобретения, показанного на фиг. 1 и описанного выше, следует отметить, что представленные литейные циркуляционные системы 1, 1' относятся к более простым литейным циркуляционным системам. Более сложные литейные циркуляционные системы могут потребовать, например, наличия дополнительных рабочих станций, расположенных в поперечном направлении снаружи от технологических линий, а также дополнительных поперечных транспортных направляющих рельсов или устройств для транспортирования литейных форм или формовочных столов к этим дополнительным рабочим станциям. Кроме того, может потребоваться, например, более сложный маршрут циркуляции для литейной формы или формовочного стола в зависимости от зоны, пригодной для размещения литейной циркуляционной системы.
Конкретный вариант осуществления настоящего изобретения, приведенный в качестве примера, показанный на чертеже и описанный выше, не следует рассматривать как ограничительный. Специалист в данной области техники может изменить и модифицировать указанный вариант осуществления множеством очевидных способов в пределах прилагаемой формулы изобретения. Таким образом, настоящее изобретение не ограничено вышеописанными вариантами осуществления.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОТЛИВКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2687835C2 |
| СПОСОБ ОТЛИВКИ БЕТОННЫХ ИЗДЕЛИЙ | 2015 |
|
RU2687705C2 |
| ФОРМОВОЧНАЯ ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ДЛЯ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2671589C2 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ БЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2670817C9 |
| Конвейерная установка для изготовления длинномерных железобетонных изделий | 1981 |
|
SU1000275A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ИЗДЕЛИЯ В ВИДЕ СБОРНОГО БЕТОНА | 2012 |
|
RU2620826C2 |
| Установка для изготовления предварительно напряженных бетонных элементов на стенде | 1973 |
|
SU741786A3 |
| УСТРОЙСТВО И СПОСОБ ВЫДЕРЖКИ БЕТОННЫХ ИЗДЕЛИЙ | 2014 |
|
RU2671365C2 |
| Конвейерная линия для изготовленияМНОгОСлОйНыХ СТРОиТЕльНыХ издЕлий | 1979 |
|
SU802028A1 |
| Технологический комплекс по производству железобетонных изделий | 1979 |
|
SU854729A1 |
Группа изобретений относится к способу и оборудованию для отливки бетонных изделий посредством литейной циркуляционной системы. Оборудование для отливки бетонных изделий посредством литейной циркуляционной системы (1, 1') содержит множество литейных форм или формовочных столов, множество транспортных направляющих рельсов (3, 3', 4, 4') для транспортирования литейных форм вдоль литейной циркуляционной системы от одной рабочей станции к другой рабочей станции. Кроме того, оборудование содержит станцию (2) заготовки арматуры, в которой предварительно изготавливают арматуру для отливаемых бетонных изделий, и устройство для транспортирования предварительно изготовленной арматуры от указанной станции заготовки арматуры к рабочей станции литейной циркуляционной системы. При этом указанное устройство для транспортирования предварительно изготовленной арматуры от указанной станции (2) заготовки арматуры к рабочей станции литейной циркуляционной системы (1, 1') представляет собой тележку (18, 18', 19), установленную с возможностью движения по направляющим рельсам, проходящим от станции заготовки арматуры в зону, расположенную внутри литейной циркуляционной системы. Техническим результатом является снижение трудоемкости и времени, затрачиваемых на рабочей станции армирования. 2 н. и 7 з.п. ф-лы, 1 ил.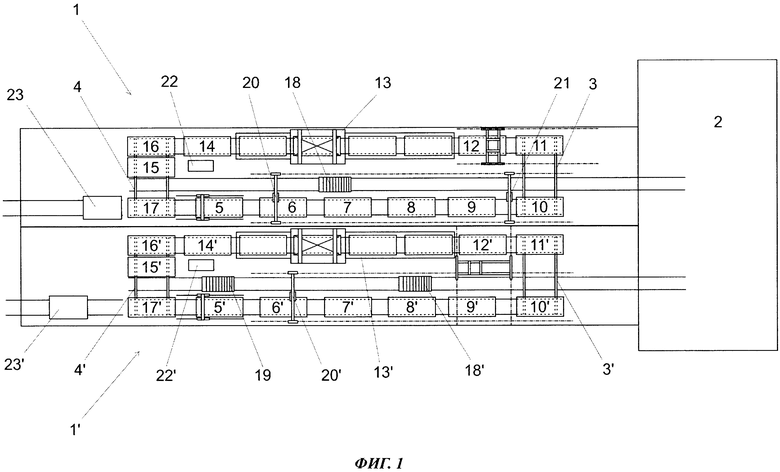
1. Способ отливки бетонных изделий посредством литейной циркуляционной системы (1, 1'), при котором литейные формы перемещают через стадии производственного процесса вдоль циркуляционной системы, причем арматуру для отливаемых бетонных изделий предварительно изготавливают на отдельной станции (2) заготовки арматуры и направляют к указанной литейной циркуляционной системе, отличающийся тем, что арматуру транспортируют из указанной станции (2) заготовки арматуры на тележке (18, 18', 19) в зону, расположенную внутри указанной литейной циркуляционной системы (1, 1').
2. Способ по п. 1, при котором тележку (18, 18', 19) перемещают по направляющим рельсам, проходящим по прямой линии от указанной станции (2) заготовки арматуры в зону, расположенную внутри указанной литейной циркуляционной системы (1, 1').
3. Способ по п. 2, при котором направляющие рельсы, расположенные во внутренней зоне литейной циркуляционной системы (1, 1'), также используют для транспортирования материала между стадиями производственного процесса и рабочими станциями литейной циркуляционной системы.
4. Оборудование для отливки бетонных изделий посредством литейной циркуляционной системы (1, 1'), содержащее множество литейных форм или формовочных столов, множество транспортных направляющих рельсов (3, 3', 4, 4') для транспортирования литейных форм вдоль литейной циркуляционной системы от одной рабочей станции к другой рабочей станции, станцию (2) заготовки арматуры, в которой предварительно изготавливают арматуру для отливаемых бетонных изделий, и устройство для транспортирования предварительно изготовленной арматуры от указанной станции заготовки арматуры к рабочей станции литейной циркуляционной системы, отличающееся тем, что указанное устройство для транспортирования предварительно изготовленной арматуры от указанной станции (2) заготовки арматуры к рабочей станции литейной циркуляционной системы (1, 1') представляет собой тележку (18, 18', 19), установленную с возможностью движения по направляющим рельсам, проходящим от станции заготовки арматуры в зону, расположенную внутри литейной циркуляционной системы.
5. Оборудование по п. 4, содержащее еще одну тележку (19) на указанных направляющих рельсах, предназначенную для транспортирования материала между рабочими станциями литейной циркуляционной системы (1, 1').
6. Оборудование по п. 4 или 5, в котором тележка (18, 18', 19) содержит по меньшей мере четыре пары колес, расположенных в ее продольном направлении, для пересечения направляющих рельсов (3, 3') указанной литейной циркуляционной системы (1, 1').
7. Оборудование по п. 4 или 5, содержащее по меньшей мере один кран (20, 20', 21) для перемещения арматуры с тележки (18, 18', 19) на одну или несколько рабочих станций армирования в литейной циркуляционной системе (1, 1').
8. Оборудование по п. 4 или 5, в котором литейная циркуляционная система (1, 1') содержит по меньшей мере две прямолинейные и параллельные технологические линии с рабочими станциями и по меньшей мере две пары поперечных транспортных направляющих рельсов (3, 3', 4, 4'), соединяющих указанные технологические линии.
9. Оборудование по п. 4 или 5, содержащее средства для одновременного использования множества литейных циркуляционных систем (1, 1').
| ГАЗОВАЯ ГОРЕЛКА | 1992 |
|
RU2017049C1 |
| RU 2004105042 A, 10.07.2005 | |||
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ БЕТОННЫХ ИЗДЕЛИЙ | 2002 |
|
RU2277047C2 |
| WO 2013161064 А1, 31.10.2013 | |||
| WO 2012093282 А1, 12.07.2012. | |||

