Область техники, к которой относится изобретение
Настоящее изобретение относится к изготовлению сборных бетонных изделий в производственном процессе отливки. Более конкретно, настоящее изобретение относится к устройству для выдержки бетонных изделий согласно ограничительной части пункта 1 формулы изобретения и к способу выдержки бетонных изделий согласно ограничительной части пункта 9 формулы изобретения.
Уровень техники
При изготовлении литых изделий литье производится путем выполнения различных операций на рабочих станциях, при этом используются различные типы линий, например, циркуляционные линии, в частности, линии с принудительной циркуляцией и центральные транспортировочные линии. В линиях с принудительной циркуляцией формовочные столы и формы, смонтированные на них, перемещаются при помощи роликовой опоры последовательно от одной рабочей станции, на которой выполняется одна технологическая операция к следующей рабочей станции, на которой выполняется следующая технологическая операция, таким образом, технологическая операция, которая занимает наибольшее время, определяет скорость работы линии с принудительной циркуляцией. В циркуляционных линиях формовочные столы, на которых смонтированы литейные формы, установлены на направляющих и циркулируют между рабочими станциями для выполнения соответствующих операций технологического процесса.
Таким образом, литейные линии содержат множество рабочих станций, между которыми перемещается стол с литейной формой для выполнения различных операций производственного процесса. Операции производственного процесса могут содержать, например, очистку формовочного стола, оборудование формовочного стола неподвижно закрепленными и съемными боковыми стенками формы для создания литейной формы и установку на форму другой необходимой оснастки, в частности, арматуры и т.п., заливку бетонной массы в форму, что сопровождается необходимой вибрацией в процессе заливки, выравнивание поверхности формуемого изделия, выдерживание свежеотлитого изделия, выемку из формы, при этом отлитое изделие извлекается из формы, как правило, совместно с опрокидыванием формы, а боковые стенки формы удаляются с формовочного стола. В зависимости от типа производственной линии, она может содержать одну или более рабочих станций для одного типа технологической операции.
Операция выдержки обычно выполняется в камере выдержки, где можно постоянно контролировать и регулировать температуру во время выдержки, таким образом, чтобы поверхность выдерживаемого бетонного изделия оставалась влажной во избежание появления трещин с учетом того, что по мере повышения температуры в камере выдержки уровень влажности понижается.
На операции выдержки формы с литыми изделиями обычно располагают штабелями, устанавливая несколько форм друг на друга, для того, чтобы минимизировать площадь, необходимую для выдержки изделия. Кроме того, зона выдержки предпочтительно закрыта, чтобы тепло, выделяющееся во время выдержки бетона, можно было использовать для ускорения процесса выдержки.
Обычно камеры выдержки непрерывно функционируют, при этом с одного конца камеры выдержки подаются свежеотлитые изделия, подлежащие выдержке, а с другого конца выдержанные отлитые изделия извлекаются и передаются на следующую технологическую операцию. Как правило, свежеотлитое изделие помещается на свободное место в вертикальном ряду в камере выдержки, с которого удалено выдержанное формованное изделие, при этом в камере выдержки находятся формованные изделия на различных стадиях выдержки, т.е., выдерживаемые при различных температурах в течение одинакового времени. Это является проблемой с учетом известных систем нагрева камер выдержки, поскольку уровень относительной влажности не является оптимальным для формованных изделий при различных температурах, и нужное соотношение между температурой и уровнем влажности нарушается. Непосредственно при вводе холодного отлитого изделия в камеру выдержки на его поверхности осаждается большое количество конденсата, в то время как нагретое формованное изделие, которое находится в камере выдержки в течение относительно длительного времени, требует более высокого уровня относительной влажности для надлежащей выдержки. На практике холодные формованные изделия определяют уровень относительной влажности камеры выдержки, вызывая конденсацию влаги из воздуха.
Раскрытие изобретения
Задача настоящего изобретения заключается в том, чтобы создать устройство для выдержки бетонных изделий, в котором устранены или по меньшей мере минимизированы недостатки, связанные с различием температур формованных изделий в камере выдержки.
Кроме того, задача настоящего изобретения заключается в том, чтобы создать устройство для выдержки бетонных изделий, в котором устранены или по меньшей мере минимизированы недостатки, связанные с влажностью и уровнем конденсата в камере выдержки.
Указанные задачи, а также другие задачи, которые станут очевидными далее, решены при помощи устройства согласно изобретению, которое, в основном, характеризуется признаками, представленными в отличительной части пункта 1 формулы изобретения. Способ согласно изобретению, в свою очередь характеризуется, в основном, признаками, представленными в отличительной части пункта 9 формулы изобретения.
В зависимых пунктах формулы изобретения представлены предпочтительные характеристики и варианты осуществления изобретения.
Согласно изобретению устройство для выдержки бетонных изделий содержит камеру выдержки с несколькими ячейками, образующими группы, при этом одна группа ячеек содержит по меньшей мере одну ячейку, предпочтительно - 2-4 ячейки, и при этом каждая группа ячеек изолирована от других групп ячеек в камере выдержки.
Согласно предпочтительному варианту осуществления группа ячеек образует по меньшей мере один штабель, при этом горизонтальные разделительные изолирующие стенки ограничивают группу ячеек в вертикальном направлении.
Согласно предпочтительному варианту осуществления ячейка образована вертикальными разделительными изолирующими стенками, которые ограничивают группы ячеек в горизонтальном направлении, при этом образуются штабели, изолированные друг от друга.
Согласно предпочтительному варианту осуществления группа ячеек содержит устройство управления влажностью с целью регулирования уровня влажности в пределах изолированной группы ячеек.
Согласно предпочтительному варианту осуществления группа ячеек содержит устройство управления влажностью с целью регулирования температуры в пределах изолированной группы ячеек.
Согласно предпочтительному варианту осуществления группа ячеек содержит устройства управления влажностью в виде сопла.
Согласно предпочтительному варианту осуществления устройство управления влажностью в виде сопла содержит устройство управления потоком влаги.
Согласно предпочтительному варианту осуществления группа ячеек содержит средство измерения влажности и/или температуры.
Согласно предпочтительному варианту осуществления изобретения группы ячеек в камере выдержки соединяются в общую воздухопроводную систему, которая содержит нагревательное устройство для нагревания воздуха в воздухопроводной системе. Воздухопроводная система предпочтительно содержит устройство обеспечения циркуляции воздуха.
Согласно настоящему изобретению передвижные литейные формы со свежеотлитыми бетонными изделиями перемещаются для выдержки в камеру выдержки, где литейные формы с бетонными изделиями укладываются в штабели, состоящие из множества литейных форм, при этом штабели литейных форм в камере выдержки образуются путем подъема литейных форм, образующих штабели, начиная с самой нижней литейной формы штабеля, и, таким образом, новую литейную форму помещают под предшествующей литейной формой.
Согласно предпочтительному варианту осуществления изобретения уровень влажности в каждой ячейке регулируется таким образом, чтобы получить в каждой ячейке необходимую температуру и уровень влажности, предпочтительно существенно одинаковые для каждой ячейки.
Согласно предпочтительному варианту осуществления изобретения уровень влажности в каждой ячейке регулируется таким образом, чтобы нагретые литые изделия, подвергаемые выдержке, находились при таком уровне влажности, который не приводит к образованию трещин, а холодные литые изделия, подвергаемые выдержке, не увлажнялись с превышением требуемого уровня конденсации.
Согласно предпочтительному варианту осуществления изобретения уровень влажности в каждой из ячеек камеры выдержки регулируется устройством управления влажностью таким образом, чтобы температура поверхности бетонных изделий, расположенных в ячейках, была немного выше или ниже, чем температура точки росы или была равна температуре точки росы, в зависимости от требуемого качества изделий.
Согласно предпочтительному варианту осуществления изобретения уровень относительной влажности увеличивается по мере повышения температуры элемента, подвергаемого выдержке.
Согласно предпочтительному варианту осуществления изобретения уровень влажности и/или температура измеряются в каждой группе ячеек, и уровень влажности регулируется на основании результатов измерения таким образом, чтобы обеспечить его требуемый уровень.
Согласно предпочтительному варианту осуществления изобретения уровень влажности и/или температура измеряются в каждой группе ячеек, и уровень влажности регулируется на основании результатов измерения таким образом, чтобы обеспечить требуемую температуру.
Согласно одному варианту осуществления изобретения температура камеры выдержки поддерживается равной 50°С, а вблизи поверхности литого изделия, подвергаемого выдержке, уровень влажности составляет 85-95%, а точка росы 18°С.
Изобретение может быть использовано применительно к различным типам производственных линий известного уровня техники, предпочтительно устройство и способ согласно изобретению используют для выдержки литых изделий на стадии выдержки в циркуляционной линии.
Краткое описание чертежей
Ниже приведено более подробное описание изобретения и его достоинств при помощи примеров осуществления со ссылками на прилагаемые чертежи, на которых показаны:
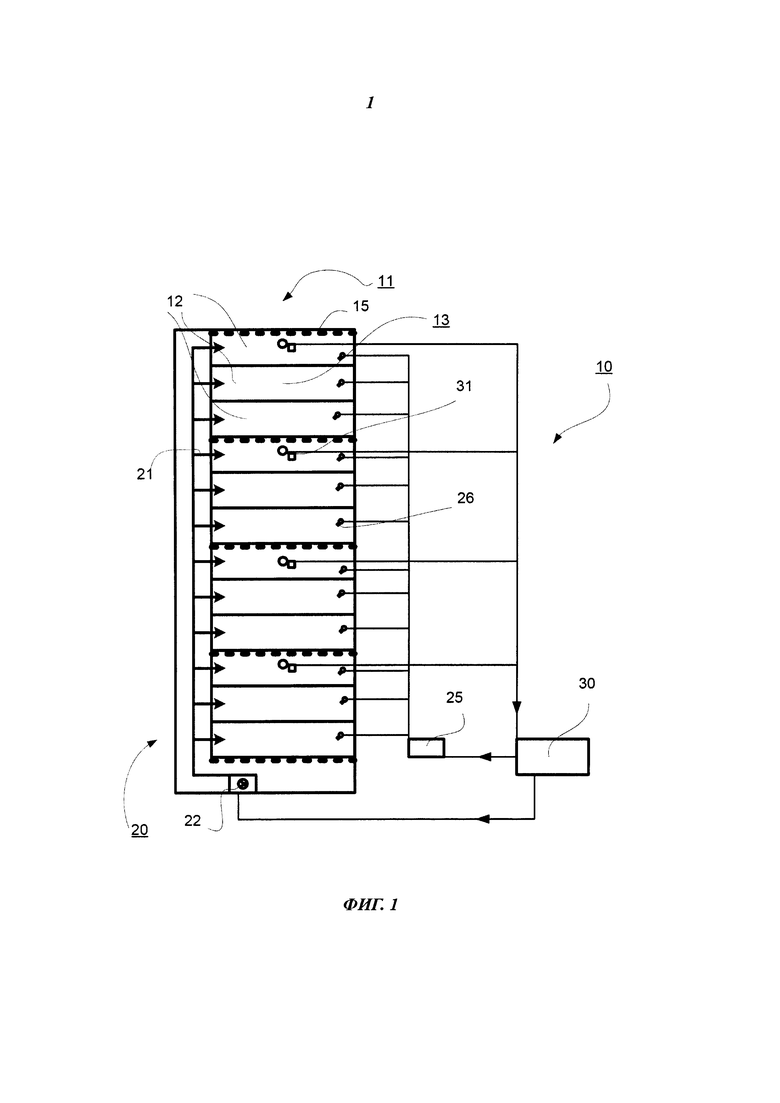
фигура 1 - схематическое изображение примера камеры выдержки согласно предпочтительному варианту осуществления изобретения и
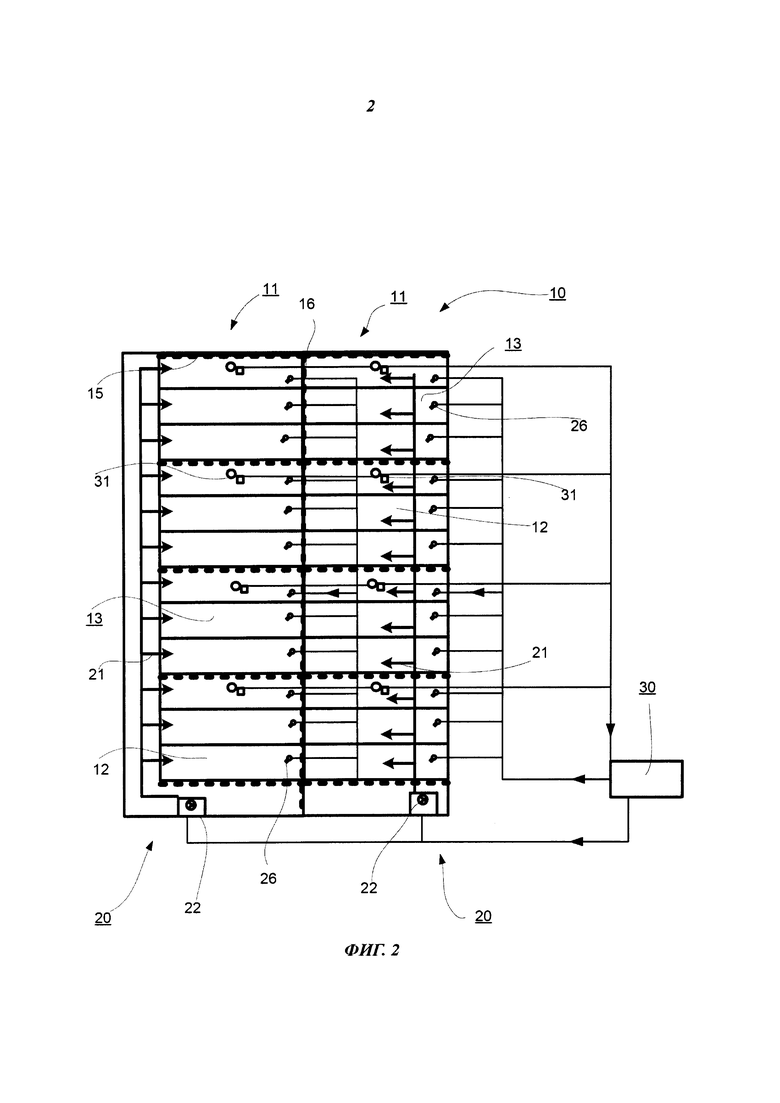
фигура 2 - схематическое изображение другого примера камеры выдержки согласно предпочтительному варианту осуществления изобретения.
На чертежах соответствующие элементы, узлы и компоненты узлов линии обозначены одинаковыми ссылочными номерами, если не указано иного. Для ясности ссылочные номера, как правило, указаны на чертеже для одного элемента/узла/компонента узла.
Осуществление изобретения
В примере, показанном на фигуре 1, камера 10 выдержки содержит один штабель 11 с несколькими ячейками 12. В данном примере три ячейки 12 изолированы горизонтальными изолирующими стенками 15 и образуют группу 13 ячеек. Воздухопроводная система 20 содержит воздухопроводы 21, подходящие к каждой из ячеек, а также устройство 22 для нагревания и обеспечения циркуляции воздуха, которое обеспечивает циркуляцию нагретого воздуха в воздухопроводной системе 20. Воздухопроводная система 20 может содержать обратные воздуховоды, проходящие от ячеек и предназначенные для регенерации тепла. Каждая ячейка 12 содержит также устройство 26 управления влажностью в виде сопла, предназначенное для регулирования уровня влажности, для подачи влаги из системы 25 увлажнения в ячейки 12. Каждая ячейка 12 может содержать устройство 26 управления влажностью в виде сопла, предназначенное для регулирования температуры. Каждая группа 13 ячеек содержит средство 31 измерения температуры и/или влажности для измерения температуры и/или уровня влажности в группе 13 ячеек. Результаты измерения, полученные средством 31 измерения температуры и/или влажности, передаются в систему 30 управления, которая обеспечивает управление системой 25 увлажнения таким образом, чтобы уровень влажности и температура в каждой группе 13 ячеек имели требуемые значения. В особенности температура поверхности элемента, подвергаемого выдержке, измеряется датчиком средства измерения, например, инфракрасным датчиком, чтобы определить требуемую температуру точки росы.
Уровень влажности в каждой из ячеек 12 камеры 10 выдержки можно регулировать устройством 26 управления влажностью таким образом, чтобы температура поверхности бетонных изделий, расположенных в ячейках 12, была немного выше или ниже, чем температура точки росы, или была равна температуре точки росы, в зависимости от требуемого влияния на качество изделий.
Уровень относительной влажности повышают по мере повышения температуры элемента, подвергаемого выдержке.
При этом влажность поверхности элемента, подвергаемого выдержке, можно измерить другим датчиком средства измерения, например, микроволновым датчиком.
В примере, показанном на фигуре 2, камера 10 выдержки содержит два штабеля 11 с несколькими ячейками 12. В этом примере три ячейки 12 изолированы горизонтальными изолирующими стенками 15 и образуют группу 13 ячеек, которая изолирована от группы ячеек следующего штабеля 11 вертикальной изолирующей стенкой 16. Воздухопроводная система 20 содержит воздухопроводы 21, подходящие к каждой из ячеек, а также устройство 22 для нагревания и обеспечения циркуляции воздуха, которое обеспечивает циркуляцию нагретого воздуха в воздухопроводной системе 20. Воздухопроводная система 20 может содержать обратные воздуховоды, проходящие от ячеек и предназначенные для регенерации тепла. Каждая ячейка 12 содержит также устройство 26 управления влажностью в виде сопла для подачи влаги из системы 25 увлажнения в ячейки 12. Устройство 26 управления влажностью в виде сопла может содержать устройство управления потоком влаги. Каждая группа 13 ячеек содержит средство 31 измерения температуры и/или влажности для измерения температуры и/или уровня влажности в группе 13 ячеек. Результаты измерения, полученные средством 31 измерения температуры и/или влажности, передаются в систему 30 управления, которая обеспечивает управление системой 25 увлажнения таким образом, чтобы уровень влажности и температура в каждой группе 13 ячеек имели требуемые значения.
В камере выдержки формы с литыми изделиями расположены штабелями 11 в нескольких ячейках 12 поверх друг друга, чтобы, таким образом, минимизировать площадь, необходимую для выдержки изделий. Камера 10 выдержки является закрытой, поэтому эффект нагревания и увлажнения сосредотачивается внутри камеры 10 выдержки, и, кроме того, тепло, выделяющееся для нагревания бетона во время выдержки, можно использовать для ускорения процесса выдержки. Камера 10 выдержки предпочтительно непрерывно функционирует, при этом с одного конца камеры 10 выдержки подаются свежеотлитые формованные изделия, подвергаемые выдержке, а с другого конца извлекаются выдержанные формованные изделия, которые передаются на следующую технологическую операцию. В данном примере свежеотлитое изделие подается в свободную ячейку 12 штабеля 11, из которой извлечено выдержанное литое изделие. Таким образом, литейные формы вместе со свежеотлитыми бетонными изделиями подаются для выдержки в камеру 10 выдержки, где литейные формы с бетонными изделиями устанавливаются, образуя штабели 11, состоящие из нескольких литейных форм, при этом штабели 11 литейных форм в камере выдержки образуют путем поднятия литейных форм, образующих штабели 11, начиная с самой нижней ячейки штабеля 11 и помещая новую литейную форму под предшествующую литейную форму.
Устройство для выдержки бетонных изделий содержит камеру 10 выдержки, состоящую из нескольких ячеек 12, которые образуют группы 13 ячеек, при этом каждая группа 13 ячеек содержит по меньшей мере одну ячейку 12, в примерах, показанных на фигурах 1-2, предусмотрены три ячейки 12, и при этом группы 13 ячеек теплоизолированы относительно других групп 13 ячеек камеры выдержки. Ячейки 12 образованы в штабеля 11 из литейных форм, при этом горизонтальные разделительные изолирующие стенки 15 ограничивают группы 13 ячеек в вертикальном направлении, а вертикальные разделительные изолирующие стенки 16 ограничивают группы 13 ячеек в горизонтальном направлении. Группы 13 ячеек камеры 10 выдержки подключены к общей воздухопроводной системе 20.
Номера позиций на чертежах
10 Камера выдержки
11 Штабель
12 Ячейка
13 Группа ячеек
15 Горизонтальная изолирующая стенка
16 Вертикальная изолирующая стенка
20 Воздухопроводная система
21 Воздухопровод в ячейку
22 Устройство для нагревания и обеспечения циркуляции воздуха
25 Система увлажнения
26 Устройство управления влажностью в виде сопла
30 Система управления
31 Средство измерения температуры и уровня влажности.
Группа изобретений относится к изготовлению сборных бетонных изделий в производственном процессе отливки. Более конкретно, настоящее изобретение относится к устройству и способу для выдержки бетонных изделий. Способ выдержки бетонных изделий в камере (10) выдержки, которая содержит несколько ячеек (12), образующих по меньшей мере один штабель (11). При этом ячейки (12) расположены вертикально в ряд. При этом уровень влажности в ячейках (12) регулируют таким образом, чтобы обеспечить в ячейках (12) требуемую температуру, а температуру поверхности элемента, подвергаемого выдержке, измеряют датчиком. При этом ячейки (12) образуют группы (13) ячеек, в которых одна группа (13) ячеек содержит по меньшей мере одну ячейку (12), предпочтительно - 2-4 ячейки (12). Причем группа (13) ячеек изолирована относительно других групп (13) ячеек камеры (10) выдержки. При этом уровень влажности измеряют в каждой группе (13) ячеек. Температуру поверхности элемента, подвергаемого выдержке, измеряют с целью определения необходимой температуры точки росы. Причем уровень влажности в каждой из ячеек (12) камеры (10) выдержки регулируют устройством (26) управления влажностью таким образом, чтобы температура поверхности бетонных изделий, расположенных в ячейках (12), была немного выше или ниже, чем температура точки росы, или была равна температуре точки росы, в зависимости от требуемого влияния на качество изделий. Техническим результатом является предотвращение чрезмерной конденсации влаги на элементе, а также чрезмерного высыхания за счет контролирования влажности. 2 н. и 8 з.п. ф-лы, 2 ил.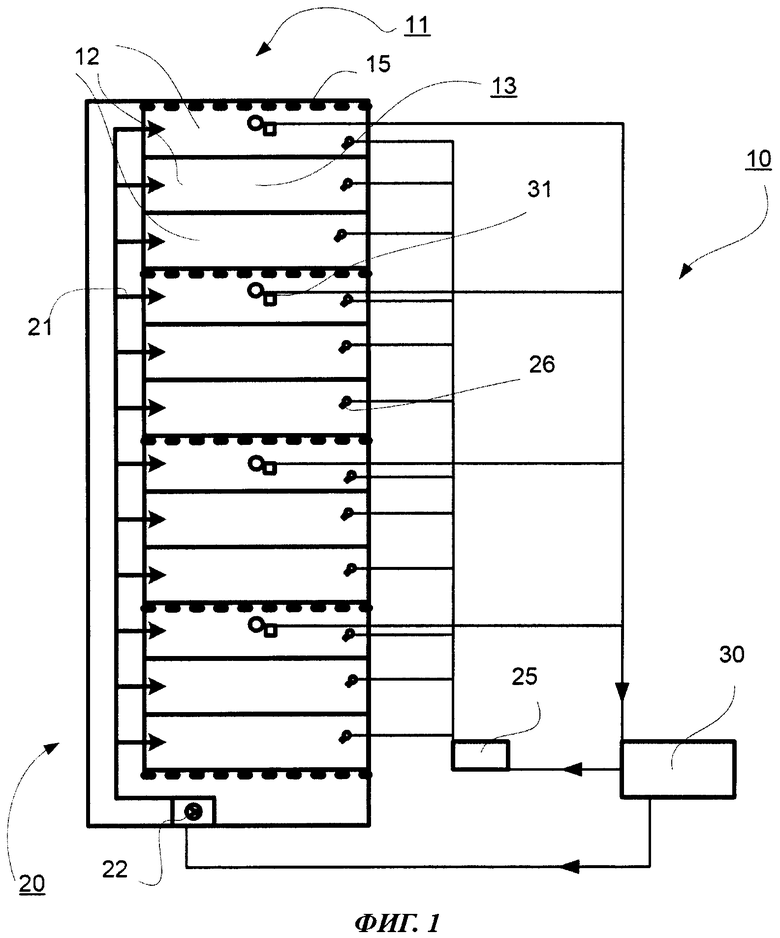
1. Способ выдержки бетонных изделий в камере (10) выдержки, которая содержит несколько ячеек (12), образующих по меньшей мере один штабель (11), в котором ячейки (12) расположены вертикально в ряд, при этом согласно указанному способу уровень влажности в ячейках (12) регулируют таким образом, чтобы обеспечить в ячейках (12) требуемую температуру, а температуру поверхности элемента, подвергаемого выдержке, измеряют датчиком, при этом ячейки (12) образуют группы (13) ячеек, в которых одна группа (13) ячеек содержит по меньшей мере одну ячейку (12), предпочтительно - 2-4 ячейки (12), причем группа (13) ячеек изолирована относительно других групп (13) ячеек камеры (10) выдержки, отличающийся тем, что
уровень влажности измеряют в каждой группе (13) ячеек,
температуру поверхности элемента, подвергаемого выдержке, измеряют с целью определения необходимой температуры точки росы, причем уровень влажности в каждой из ячеек (12) камеры (10) выдержки регулируют устройством (26) управления влажностью таким образом, чтобы температура поверхности бетонных изделий, расположенных в ячейках (12), была немного выше или ниже, чем температура точки росы, или была равна температуре точки росы, в зависимости от требуемого влияния на качество изделий.
2. Способ по п. 1, отличающийся тем, что уровень относительной влажности повышают по мере повышения температуры элемента, подвергаемого выдержке.
3. Способ по п. 1 или 2, отличающийся тем, что уровень влажности и температуру измеряют в каждой группе (13) ячеек, при этом уровень влажности регулируют на основании результатов измерений таким образом, чтобы обеспечивать требуемые значения уровня влажности и температуры.
4. Устройство для выдержки бетонных изделий, предназначенное для осуществления способа по любому из предыдущих пунктов и содержащее камеру (10) выдержки с несколькими ячейками (12), образующими по меньшей мере один штабель (11), в котором ячейки (12) расположены вертикально в ряд, при этом ячейки (12) образуют группы (13) ячеек, в которых одна группа (13) ячеек содержит по меньшей мере одну ячейку (12), предпочтительно - 2-4 ячейки (12), и при этом группа (13) ячеек изолирована относительно других групп (13) ячеек камеры (10) выдержки, причем группа (13) ячеек содержит средство (31) измерения температуры, содержащее датчик для измерения температуры поверхности элемента, подвергаемого выдержке, отличающееся тем, что температуру поверхности элемента, подвергаемого выдержке, измеряют, чтобы
определять необходимую температуру точки росы, группа (13) ячеек содержит средство измерения влажности, группа (13) ячеек содержит устройство (26) управления влажностью, предназначенное для регулирования уровня влажности в каждой группе (13) ячеек камеры (10) выдержки таким образом, чтобы температура поверхности бетонных изделий, расположенных в ячейках (12), была немного выше или ниже, чем температура точки росы, или была равна температуре точки росы, в зависимости от требуемого влияния на качество изделий.
5. Устройство по п. 4, отличающееся тем, что группы (13) ячеек образуют по меньшей мере один штабель (11), при этом горизонтальные разделительные изолирующие стенки (15) ограничивают группу (13) ячеек в вертикальном направлении.
6. Устройство по п. 4 или 5, отличающееся тем, что группы (13) ячеек образованы вертикальными разделительными изолирующими стенками (16), которые ограничивают группы (13) ячеек в горизонтальном направлении.
7. Устройство по п. 4 или 5, отличающееся тем, что группа (13) ячеек содержит устройство (26) управления влажностью в виде сопла, предназначенное для регулирования температуры в группе ячеек.
8. Устройство по п. 4 или 5, отличающееся тем, что группа (13) ячеек содержит устройства (26) управления влажностью в виде сопла, содержащего устройство управления потоком влаги.
9. Устройство по п. 4 или 5, отличающееся тем, что группы (13) ячеек камеры (10) выдержки подключены к общей воздухопроводной системе (20), которая содержит воздухопроводы (21), подходящие к ячейкам, (12) и нагревательное устройство (22) для нагревания воздуха воздухопроводной системе.
10. Устройство по п. 9, отличающееся тем, что воздухопроводная система (20) содержит устройство (22) обеспечения циркуляции воздуха.
| CN 102366967 А, 07.03.2012 | |||
| Устройство регулирования процесса термовлажностной обработки бетонных и железобетонных изделий | 1988 |
|
SU1660976A1 |
| Аккумулятор тепла | 1989 |
|
SU1681150A1 |
| KR 100941973 B1, 11.02.2010 | |||
| DE 10042627 А1, 14.03.2002. | |||

