Изобретение относится к способу и устройству для изготовления по существу цилиндрических заготовок, генерирующих аэрозоль, в частности двойных продуктов, генерирующих аэрозоль.
Изделия, генерирующие аэрозоль, собраны из нескольких разных сегментов. Для изготовления изделий, генерирующих аэрозоль, сегменты, как правило, объединяются для образования бесконечного стержня сегментов. Бесконечный стержень затем разрезается, и отрезанные части стержня объединяются с другими сегментами, такими как мундштуки. Например, в WO2013/164124 повторяющаяся серия из трех сегментов расположена в бесконечном стержне. Бесконечный стержень затем разрезается на отдельные стержнеобразные изделия. В способе, раскрытом в WO2013/164124, необходимо поворачивать каждое другое стержнеобразное изделие, чтобы стержнеобразное изделие было расположено со вторым стержнеобразным изделием двойной длины. Такой этап поворачивания требует пространства в работающем на высокой скорости механическом оборудовании и характеризуется риском смещения или повреждения стержнеобразного изделия. Кроме того, в способе предусмотрено несколько разных путей движения, при этом направление движения изделия меняется в зависимости от последующих путей движения.
Таким образом, существует необходимость в способе и устройстве для изготовления заготовок, генерирующих аэрозоль, при высокой скорости производства.
В соответствии с первым аспектом настоящего изобретения предусматривается способ изготовления заготовок, генерирующих аэрозоль, при этом заготовки являются по существу цилиндрическими. Способ включает этап объединения по существу цилиндрических сегментов, имеющих продольную ось, торцом к торцу вдоль продольного первого пути движения. В результате этого вдоль первого пути движения выполняют следующие этапы: подачу ряда из по меньшей мере трех разных сегментов вдоль первого пути движения, в результате этого обеспечивается расположение по меньшей мере трех разных сегментов торцом к торцу и в чередующемся порядке; обертывание ряда из по меньшей мере трех разных сегментов в листовой материал для образования бесконечного стержня сегментов; и разрезание бесконечного стержня сегментов, в результате чего происходит разделение бесконечного стержня сегментов на обернутые стержни сегментов. Способ также включает этап обработки обернутых стержней сегментов вдоль второго пути движения. В результате этого вдоль второго пути движения осуществляют следующий этап: размещение обернутых стержней сегментов из объединяющего устройства в канавках приемного барабана с канавками, при этом конец первого пути движения совпадает с продольной осью канавок приемного барабана с канавками. Продольная ось сегментов в бесконечном стержне сегментов расположена параллельно направлению движения по первому пути движения, и продольные оси сегментов в обернутых стержнях сегментов расположены перпендикулярно направлению движения по второму пути движения.
Предпочтительно, заготовки представляют собой двойные продукты, то есть продукты, длина которых в два раза превышает длину одинарного продукта. Тем не менее, заготовки в контексте данного документа также могут представлять собой обернутые стержни сегментов, которые получены путем разрезания бесконечного стержня сегментов, равно как и любые промежуточные продукты, которые изготовлены после разрезания бесконечного стержня сегментов и изготовления двойного продукта.
В некоторых вариантах осуществления способа согласно изобретению способ дополнительно включает осуществление вдоль второго пути движения следующих дополнительных этапов: разрезания обернутого стержня сегментов, в результате чего происходит разделение обернутого стержня сегментов на две части; отделения двух частей разрезанного обернутого стержня сегментов друг от друга вдоль продольной оси сегментов разрезанных обернутых стержней сегментов; подачи и вставки дополнительного сегмента между двумя частями разрезанного обернутого стержня сегментов; и образования двойного продукта путем объединения двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента путем обертывания двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента ободковым материалом.
За счет непосредственного совмещения конца продольного, предпочтительно по существу прямого, первого пути движения и начала второго пути движения, заготовки и двойные продукты могут быть изготовлены в одном непрерывном процессе. Там, где первый путь движения расположен в объединяющем устройстве, а второй путь движения расположен в устройстве для обертывания ободковым материалом, объединяющее устройство и устройство для обертывания ободковым материалом состыкованы друг с другом. Предпочтительно, объединяющее устройство и устройство для обертывания ободковым материалом расположены поперечно друг другу, так что второй путь движения в устройстве для обертывания ободковым материалом расположен перпендикулярно пути движения в объединяющем устройстве. Поэтому оси сегментов в бесконечном стержне сегментов, равно как и в заготовках и в конечном продукте, всегда параллельны друг другу. Какого-либо поворачивания сегментов не требуется. В устройстве для обертывания ободковым материалом отделяющее движение может быть перпендикулярным направлению движения разрезанного обернутого стержня сегментов. Во время этого отделяющего движения разрезанный обернутый стержень сегментов предпочтительно расположен в канавке соответствующего отделяющего барабана. После этого отделяющего движения в устройстве для обертывания ободковым материалом, где сегменты перемещаются отдельно друг от друга, предусмотрен лишь один путь движения. В устройстве для обертывания ободковым материалом также не требуется перемещение заготовок или их частей. Таким образом, в устройстве для обертывания ободковым материалом значительно уменьшаются риски потери или повреждения объектов при транспортировке. Оборудования для поворачивания объектов не требуется, и для таких этапов процесса может экономится время или пространство, необходимые для изготовления. Сегменты и любые заготовки, образованные с их помощью, остаются соосными друг другу с момента объединения сегментов и до достижения ими конца устройства для обертывания ободковым материалом. Сегменты движутся исключительно поступательно и не вращаются.
Кроме того, в объединяющем устройстве и в устройстве для обертывания ободковым материалом, предусматривающих перемещение из объединяющего устройства в устройство для обертывания ободковым материалом, заготовки обрабатываются согласно потоку отдельного продукта. В потоке отдельного продукта контроль над отдельным продуктом проводят на любой стадии на технологической и производственной линии. Например, положение и выравнивание продукта известно в любое время. Это, например, делает возможным обеспечение отдельного устройства для выдачи только в одном месте на производственной линии. Обнаруживающие устройства для обнаружения объектов, не соответствующих конкретным требованиям, могут, например, быть расположены вдоль всей производственной линии. В зависимости от потока отдельного продукта объекты, подлежащие расположению, могут быть фактически отмечены и расположены еще более ниже по потоку с помощью устройства для выдачи.
В контексте данного документа термины «выше по потоку» и «ниже по потоку» при использовании для описания относительных положений элементов, или частей элементов, объединяющего устройства, или устройства для обертывания ободковым материалом, или другого устройства относятся к направлению, в котором во время процесса изготовления или транспортировки перемещается несколько заготовок или одинарных продуктов. То есть заготовки или одинарные продукты перемещаются в направлении ниже по потоку от расположенного выше по потоку конца к расположенному ниже по потоку концу.
Такой контроль над каждым продуктом или его локализация не предусмотрены, например, при массовом потоке продукта. При массовом потоке продукты перемещаются вдоль общего направления движения. Таким образом, в массовом потоке не известно точное положение отдельных продуктов. Массовые потоки продукта известны, например, в системах хранения или временного накопления или в подающих резервуарах.
Специфическое расположение сегментов в бесконечном стержне сегментов чередующимся образом, то есть последовательно и в обратной последовательности, делает возможным изготовление двойных продуктов в непрерывном процессе изготовления без необходимости в этапе поворачивания ни одного из сегмента, обернутого стержня сегментов, двойного продукта, ни любой другой заготовки, изготовленной в устройстве согласно изобретению.
Даже конечные продукты могут быть изготовлены в непрерывном процессе без необходимости в этапе поворачивания. Для изготовления конечных продуктов способ дополнительно включает этап разрезания дополнительного сегмента, расположенного в двойном продукте, в результате чего происходит разделение дополнительного сегмента и образование одинарных продуктов. Здесь сегмент двойной длины разрезают на два сегмента одинарной длины для образования из двойного продукта двух конечных продуктов.
Термин «чередующийся порядок» понимается как включающий последовательный порядок и обратный порядок сегментов: серия сегментов и серия сегментов с обратной последовательностью расположены с чередованием. Сегменты располагают в чередующихся возрастающем и убывающем порядках, при этом друг за другом расположены предпочтительно лишь разные сегменты. Например, три разных сегмента A, B и C расположены в возрастающем и убывающем порядке, чтобы образовывать, например, ABCBABCBABCB… В целом, ряд сегментов может иметь последовательность, период которой по меньшей мере на один сегмент больше, чем количество разных сегментов в ряду. Например, если ряд сегментов получен путем объединения трех разных сегментов, то период может быть последовательностью из четырех разных сегментов, например ABCB-ABCB-ABCB… Например, если ряд сегментов получен путем объединения четырех сегментов, то период может быть последовательностью из пяти сегментов, например ABCDCB-ABCDCB-ABCDB… В этих примерах серия сегментов представляет собой ABC(D), а серия с обратной последовательностью представляет собой (D)CBA, при этом последний сегмент серии одновременно является первым сегментом серии с обратной последовательностью и наоборот. В альтернативных вариантах осуществления последний сегмент серии и первый сегмент серии с обратной последовательностью могут быть идентичным сегментом, но не одинаковым сегментом, например ABCCBAABCCBA… или ABCCBABCCBA… В этих вариантах осуществления бесконечный стержень, образованный путем обертывания ряда сегментов, может быть разрезан между идентичными сегментами для образования обернутых стержней сегментов.
Термин «по существу прямой первый путь движения» в контексте данного документа предназначен для описания прямого пути движения, в том числе небольших изгибов или наклонов на этом пути. Тем не менее, небольшие изгибы и наклоны дают предпочтительно отклонение от полностью прямого пути, составляющее не более 20 процентов.
Термин «по существу цилиндрический» в контексте данного документа используется для описания заготовок и сегментов, имеющих по существу постоянное поперечное сечение в отношении своей длины, и включает, например, цилиндры, имеющие круглое или овальное поперечное сечение. Заготовки и сегменты могут быть, например, стержнеобразными, имеющими круглое или овальное поперечное сечение.
Термин «сегмент» используется в отношении элемента ряда сегментов с определенными границами. Отдельные сегменты могут иметь продольную протяженность, которая больше радиальной протяженности. Предпочтительно, сегменты имеют по существу круглое поперечное сечение. Предпочтительно, сегменты в ряду сегментов имеют по меньшей мере одно из разной упругости, разной жесткости, разной способности к сжатию, разного веса, разной формы, разной длины, разной конструкции, разных свойств материала, разного сопротивления втягиванию или разных фильтрационных характеристик. Сегменты в ряду сегментов могут быть, например, поддающимися резанию или не поддающимися резанию. Предпочтительно, неоднородная характеристика ряда сегментов имеет место по длине ряда сегментов или по длине одного или нескольких сегментов. Например, неоднородная твердость может иметь место в фильтрующем элементе, выполненном из фильтровального волокна, содержащего капсулу. Сегменты могут иметь, например, концентрическую или неконцентрическую компоновку. Предпочтительно, сегменты узла сегментов выполнены из различных материалов, таких как, например, углеродсодержащий или керамический материал, картонный материал, бумажный материал, металлы, фильтрующее волокно, полимолочная кислота, табак или табакосодержащий материал, материал из листьев растений или их комбинации, или содержат их. Сегмент может иметь длину, которая равна длине штранга или больше нее в несколько раз. При этом «штранг» представляет собой сегмент одинарной длины, как в конечном продукте.
В соответствии с одним аспектом способа согласно изобретению разрезание бесконечного стержня сегментов включает разрезание первого из по меньшей мере трех разных сегментов. В соответствии с другим аспектом способа согласно изобретению разрезание обернутого стержня сегментов включает разрезание второго из по меньшей мере трех разных сегментов.
Бесконечный стержень в объединяющем устройстве разрезается на небольшие элементы стержня, которые могут по отдельности перемещаться в канавки приемного барабана с канавками устройства для обертывания ободковым материалом. Это может быть выполнено путем разрезания стержня между двумя сегментами или путем разрезания стержня в заданном месте вдоль сегмента.
Предпочтительно, бесконечный стержень в объединяющем устройстве разделяют путем разрезания сегмента. Поэтому сегменты для больше чем одного, а предпочтительно для двух обернутых стержней сегментов или последующих одинарных продуктов могут быть получены в одном конечном этапе разрезания. Кроме того, на одном этапе подачи, то есть при подаче одного одинарного сегмента, материал для нескольких штрангов может быть подан в ряд сегментов. Кроме того, разрезание сегмента делает возможным применение больших производственных допусков. Это выгодно там, где необходимо разрезать бесконечный стержень. В основном при разрезании между сегментами не предусмотрено какого-либо допуска. Кроме того, когда разрезание необходимо выполнить между двумя сегментами, может понадобиться повышенная степень осторожности, чтобы не повредить сегменты, например жесткие или ломкие сегменты.
Это также касается разрезания второго из по меньшей мере трех разных сегментов в устройстве для обертывания ободковым материалом. Также для этого этапа разрезания на первый путь движения необходимо подать лишь один одинарный сегмент. Изначально один сегмент вносит вклад в по меньшей мере два последующих продукта.
В продуктах, генерирующих аэрозоль, используются в основном сегменты с разной способностью к сжатию. ряд сегментов может содержать жесткие сегменты, которые могут быть расположены после податливых сегментов. Некоторые сегменты не следует сжимать или сильно проталкивать, чтобы их не поцарапать, не деформировать или иным образом случайно не повредить. Такие сегменты могут представлять собой, например, жесткие сегменты или пластично деформируемые сегменты. Другие сегменты может быть необходимо проталкивать или сжимать, чтобы они оставались в определенном месте в ряду сегментов.
Предпочтительно, по меньшей мере один сегмент представляет собой жесткий сегмент. Предпочтительно, по меньшей мере один сегмент из по меньшей мере трех разных сегментов представляет собой жесткий сегмент. Жесткий сегмент предпочтительно обладает способностью к сжатию выше чем приблизительно 10 ньютон на 1,5 мм и предпочтительно меньше чем приблизительно 100 ньютон на 1,5 мм. Предпочтительно, способность к сжатию по меньшей мере одного из сегментов составляет от приблизительно 20 ньютон на 1,5 мм до приблизительно 100 ньютон на 1,5 мм и более предпочтительно от приблизительно 50 ньютон на 1,5 мм и приблизительно 100 ньютон на 1,5 мм.
В некоторых вариантах осуществления жесткий сегмент, например керамический или углеродсодержащий сегмент, является ломким и не будет сжиматься вообще, а вместо этого сегмент будет раскалываться. В этом варианте осуществления способность к сжатию является по существу неопределенной, поскольку сегмент будет скорее разрушаться, а не сжиматься.
Жесткий сегмент в основном является несжимаемым или негибким при сжатии по сравнению с по меньшей мере частично гибкими сегментами, такими как, например, сегменты, содержащие субстрат, генерирующий аэрозоль, или фильтрующие элементы, выполненные из фильтрующего волокна.
Жесткий сегмент может представлять собой, например, источник тепла, например горючий источник теплоты. Источник тепла может представлять собой углеродсодержащий источник тепла или источник тепла на основе углерода, то есть источник тепла, содержащий углерод, или источник тепла, состоящий в основном из углерода, например характеризующийся содержанием углерода, составляющим по меньшей мере 50 процентов по сухому весу. Длина сегмента источника тепла может составлять от приблизительно 6 мм до приблизительно 15 мм, предпочтительно от 10 мм до приблизительно 12 мм. Наружный диаметр сегмента источника тепла может составлять от приблизительно 5 мм до приблизительно 12 мм, например 7 мм.
Жесткий сегмент может представлять собой, например, опорный элемент, например, в виде полой трубки. Трубка может содержать или быть выполнена из ацетилцеллюлозы, или картона, или из обоих. Длина опорного элемента может составлять от приблизительно 5 мм до приблизительно 12 мм, например 8 мм. Наружный диаметр опорного элемента может составлять от приблизительно 5 мм до приблизительно 12 мм, например от приблизительно 5 мм до приблизительно 10 мм или от приблизительно 6 мм до приблизительно 8 мм, например 7 мм.
Предпочтительно, по меньшей мере один сегмент представляет собой сжимаемый сегмент. Предпочтительно, по меньшей мере один сегмент в ряду сегментов представляет собой сжимаемый сегмент. Сжимаемый сегмент может представлять собой, например, сегмент, охлаждающий аэрозоль, или субстрат, образующий аэрозоль.
В некоторых вариантах осуществления способность к сжатию сегмента не является однородной, как, например, в сегменте фильтра, который содержит капсулу, которая распределена в фильтрующем материале. В этом случае сегмент сначала будет легко сжиматься до тех пор, пока сжимается фильтрующий материал, например ацетатное волокно. Затем, когда достигнута капсула, способность к сжатию уменьшается. Затем, после разрушения капсулы, способность к сжатию снова увеличивается.
В зависимости от способа изготовления продукта, генерирующего аэрозоль, сегменты для образования бесконечного стержня сегментов могут содержаться в ряду сегментов со своей конечной (одинарной) длиной или могут содержаться в ряду сегментов с длиной, которая в несколько раз, предпочтительно в два раза, превышает длину одинарного сегмента в одинарном продукте. Предпочтительно, сжимаемые сегменты имеют в несколько раз большую длину при нахождении в ряду сегментов, и потом разрезаются на сегменты одинарной длины при использовании в конечном продукте. Предпочтительно, в ряду сегментов содержатся сегменты, охлаждающие аэрозоль, или субстраты, образующие аэрозоль, или сегменты обоих видов с длиной, в несколько раз превышающей одинарную длину, предпочтительно сегменты в несколько раз большей длины или сегменты двойной длины.
Субстрат, образующий аэрозоль, представляет собой субстрат, способный высвобождать летучие соединения, которые могут образовывать аэрозоль. Летучие соединения могут быть высвобождены путем нагревания или сгорания субстрата, образующего аэрозоль. В качестве альтернативы нагреванию или сгоранию, в некоторых случаях летучие соединения могут быть высвобождены посредством химической реакции или посредством механического воздействия, такого как воздействие ультразвуком. Субстрат, образующий аэрозоль, может быть твердым или жидким или содержать как твердые, так и жидкие компоненты. Субстрат, образующий аэрозоль, может быть нанесен на подложку или опору путем адсорбции, нанесения покрытия, пропитки или иным способом. Субстрат, образующий аэрозоль, может содержать материал растительного происхождения, например гомогенизированный материал растительного происхождения. Материал растительного происхождения может содержать табак, например гомогенизированный табачный материал. Субстрат, образующий аэрозоль, может содержать табакосодержащий материал, содержащий летучие ароматные соединения табака, которые высвобождаются из субстрата, образующего аэрозоль, при нагревании. Субстрат, образующий аэрозоль, в качестве альтернативы может содержать материал, не содержащий табака. Субстрат, образующий аэрозоль, может содержать по меньшей мере одно вещество для образования аэрозоля. Субстрат, образующий аэрозоль, может содержать никотин и другие добавки и ингредиенты, такие как ароматизаторы. Предпочтительно, субстрат, образующий аэрозоль, представляет собой табачный лист, такой как формованный листовой табак. Формованный листовой табак представляет собой форму восстановленного табака, который образован из суспензии, включающей частицы табака, частицы волокон, вещества для образования аэрозоля, ароматизаторы и связующие. Частицы табака могут иметь форму табачной пыли, имеющей размер частицы предпочтительно порядка от приблизительно 30-80 мкм до приблизительно 100-250 мкм в зависимости от желаемой толщины листа и промежутка для формования. Частицы волокна могут включать материалы ствола табака, стебли или другой табачный растительный материал и другие волокна на основе целлюлозы, такие как древесные волокна, имеющие низкое содержание лигнина. Частицы волокна могут быть выбраны на основании желания создать достаточную прочность на разрыв для формованного листа по отношению к низкой доле включения, например к доле, составляющей от приблизительно 2 процентов до 15 процентов. В качестве альтернативы или дополнительно, волокна, такие как растительные волокна, могут быть использованы или с вышеуказанными волокнами, или, в другом случае, включая пеньку и бамбук.
Субстраты, образующие аэрозоль, содержащие собранные листы гомогенизированного табака, для применения в изделиях, генерирующих аэрозоль, могут быть изготовлены известными из уровня техники способами, например способами, раскрытыми в международной патентной заявке WO 2012/164009 A2.
Вещества для образования аэрозоля могут быть добавлены в суспензию, которая образует формованный листовой табак. При необходимости, вещество для образования аэрозоля должно быть способно испаряться в диапазоне температур, в котором, как полагается, формованный листовой табак используется в табачном продукте и облегчает доставку никотина, или ароматизатора, или как никотина, так и ароматизатора в аэрозоле, когда вещество для образования аэрозоля нагревают выше его температуры испарения. Вещество для образования аэрозоля предпочтительно выбрано на основании его способности оставаться химически стабильным и по сути неподвижным в формованном листовом табаке при или около комнатной температуры, но которое способно испаряться при более высокой температуре, например от 40 градусов до 450 градусов Цельсия.
В контексте данного документа термин «аэрозоль» относится к коллоиду, содержащему твердые или жидкие частицы и газообразную фазу. Аэрозоль может представлять собой аэрозоль твердых частиц, состоящий из твердых частиц и газообразной фазы, или аэрозоль жидких частиц, состоящий из жидких частиц и газообразной фазы. Аэрозоль может содержать как твердые, так и жидкие частицы в газообразной фазе. В контексте данного документа как газ, так и пар считаются газообразными.
Субстрат, генерирующий аэрозоль, может иметь содержание вещества для образования аэрозоля от приблизительно 5 процентов до приблизительно 30 процентов на основании сухого веса. В предпочтительном варианте осуществления субстрат, генерирующий аэрозоль, имеет содержание вещества для образования аэрозоля приблизительно 20 процентов на основании сухого веса.
Предпочтительно, вещество для образования аэрозоля является полярным и может функционировать как увлажнитель, который может помогать сохранять влажность в рамках желаемого диапазона в формованном листовом табаке. Предпочтительно, содержание увлажнителя в формованном листовом табаке находится в диапазоне от 15 процентов до 35 процентов.
Вещества для образования аэрозоля могут быть выбраны из полиолов, гликолевых эфиров, эфира многоатомного спирта, сложных эфиров, жирных кислот и одноатомных спиртов, таких как ментол, и могут содержать одно или несколько из следующих соединений: многоатомные спирты, такие как пропиленгликоль; глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритрит, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилванилат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Одно или несколько веществ для образования аэрозоля могут быть объединены, чтобы получить преимущество одного или нескольких свойств объединенных веществ для образования аэрозоля. Например, триацетин может быть соединен с глицерином и водой, чтобы получить преимущество способности триацетина передавать активные компоненты и увлажняющие свойства глицерина.
Длина сегмента субстрата, образующего аэрозоль, может составлять от приблизительно 5 мм до приблизительно 16 мм, предпочтительно от приблизительно 8 мм до приблизительно 14 мм, например, предпочтительно 12 мм. Соответственно, длина субстрата, образующего аэрозоль, двойной длины предпочтительно составляет от приблизительно 16 мм до 32 мм, предпочтительно 24 мм. Наружный диаметр субстрата, образующего аэрозоль, может составлять по меньшей мере 5 мм и может составлять от приблизительно 5 мм до приблизительно 12 мм, например от приблизительно 5 мм до приблизительно 10 мм или от приблизительно 6 мм до приблизительно 8 мм. В предпочтительном варианте осуществления субстрат, генерирующий аэрозоль, имеет наружный диаметр 7,2 мм +/- 10 процентов.
Табачный формованный лист предпочтительно является гофрированным, собранным и/или сложенным с образованием стержнеобразного сегмента. Формованный листовой материал обычно является липким и пластично деформируемым. Если на формованный листовой сегмент воздействует давление, то сегмент обычно необратимо отклоняется от своей предусмотренной, например круглой, формы.
Сегмент, охлаждающий аэрозоль, может быть компонентом изделия, генерирующего аэрозоль, и в конечном продукте расположен ниже по потоку относительно субстрата, образующего аэрозоль. При использовании аэрозоль, образованный летучими соединениями, высвобожденными из субстрата, образующего аэрозоль, проходит через сегмент, охлаждающий аэрозоль. Аэрозоль охлаждается в нем перед входом в контакт с охлаждающим материалом. Сегмент, охлаждающий аэрозоль, предпочтительно помещен между субстратом, образующим аэрозоль, и мундштуком. Предпочтительно, сегмент, охлаждающий аэрозоль, имеет большую площадь поверхности, но вызывает низкий перепад давления. Фильтры и другие мундштуки, которые создают высокий перепад давления, например фильтры, образованные из пучков волокон, не рассматриваются как сегменты, охлаждающие аэрозоль. Камеры и полости, такие как камеры расширения и опорные элементы, также не рассматриваются как сегменты, охлаждающие аэрозоль. Пористость в продольном направлении сегмента, охлаждающего аэрозоль, предпочтительно составляет более 50 процентов. Путь потока воздуха через элемент, охлаждающий аэрозоль, является предпочтительно относительно нестесненным. Сегмент, охлаждающий аэрозоль, может представлять собой собранный лист или гофрированный и собранный лист. Сегмент, охлаждающий аэрозоль, может содержать листовой материал, выбранный из группы, состоящей из полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), полимолочной кислоты (PLA), ацетилцеллюлозы (СА) и алюминиевой фольги или любой их комбинации. Сегмент, охлаждающий аэрозоль, предпочтительно содержит лист PLA, более предпочтительно гофрированный, собранный лист PLA. Сегмент, охлаждающий аэрозоль, может быть образован из листа с толщиной от приблизительно 10 мкм до приблизительно 250 мкм, например приблизительно 50 мкм. Сегмент, охлаждающий аэрозоль, может быть выполнен из собранного листа с шириной от приблизительно 150 мм до приблизительно 250 мм. Сегмент, охлаждающий аэрозоль, может иметь удельную площадь поверхности от приблизительно 300 мм2 на миллиметр длины до приблизительно 1000 мм2 на миллиметр длины и от приблизительно 10 мм2 на мг до приблизительно 100 мм2 на мг веса. В некоторых вариантах осуществления элемент, охлаждающий аэрозоль, может быть выполнен из собранного листа материала с удельной площадью поверхности приблизительно 35 мм2 на мг. Наружный диаметр сегмента, охлаждающего аэрозоль, может составлять от приблизительно 5 мм до приблизительно 10 мм, например приблизительно 7 мм. Длина сегмента, охлаждающего аэрозоль, в одинарном продукте, штранге, охлаждающем аэрозоль, может составлять от приблизительно 7 мм до приблизительно 28 мм, например приблизительно 18 мм. Соответственно, длина сегмента, охлаждающего аэрозоль, двойной длины предпочтительно составляет от приблизительно 14 мм до 56 мм, предпочтительно 36 мм. Наружный диаметр сегмента, охлаждающего аэрозоль, может составлять от приблизительно 5 мм до приблизительно 12 мм, например 7 мм.
Способность к сжатию сегмента можно измерять в испытании на сжатие, в котором сегмент размещают на по существу плоской опорной поверхности и прикладывают усилие, направленное вниз, к одной стороне сегмента с применением головки, имеющей плоскую круглую поверхность диаметром 12 мм, перемещаемую со скоростью 100 мм в минуту. Подходящим устройством для проведения такого испытания является силовой тестер FMT-310 от компании Alluris GmbH. Перед началом испытания на сжатие сегмент выдерживают в течение 24 часов при температуре 22 градуса Цельсия и относительной влажности 55 процентов. Испытание продолжают до сжатия вставки на 1,5 мм. Усилие (в ньютонах) в этот момент представляет собой способность к сжатию. Если невозможно продолжать испытание до достижения величины сжатия 1,5 мм, усилие можно отрегулировать до 1,5 мм. Иначе говоря, если максимальное усилие сжатия составляет 28 ньютон и величина сжатия при этом максимальном усилии сжатия составляет 1,4 мм, то отчетное значение способности к сжатию составит 30 ньютон на 1,5 мм (28 ньютон разделить на 1,4 и умножить на 1,5).
Сегмент в ряду сегментов может представлять собой мундштук. Мундштук представляет собой последний сегмент в направлении ниже по потоку относительно изделия, генерирующего аэрозоль, или устройства, генерирующего аэрозоль. Потребитель контактирует с мундштуком для обеспечения прохождения аэрозоля, генерируемого изделием, генерирующим аэрозоль, или устройством, генерирующим аэрозоль, через мундштук к потребителю. Таким образом, мундштук расположен ниже по потоку относительно субстрата, образующего аэрозоль. Мундштук может содержать фильтр. Фильтр может иметь низкую эффективность фильтрации частиц или очень низкую эффективность фильтрации частиц. Фильтр может быть расположен на расположенном ниже по потоку конце изделия, генерирующего аэрозоль. Фильтр может быть расположен на расстоянии относительно субстрата, образующего аэрозоль, в продольном направлении. Фильтр может представлять собой ацетилцеллюлозный штранг фильтра.
Наружный диаметр мундштука может составлять от приблизительно 5 мм до приблизительно 10 мм, например от приблизительно 6 мм до приблизительно 8 мм. В предпочтительном варианте осуществления наружный диаметр мундштука составляет 7,2 мм +/- 10 процентов. Длина мундштука может составлять от приблизительно 5 мм до приблизительно 20 мм, предпочтительно длина составляет от приблизительно 5 мм до приблизительно 14 мм. В предпочтительном варианте осуществления длина мундштука составляет приблизительно 7 мм.
Субстрат, генерирующий аэрозоль, и любой другой сегмент, расположенный выше по потоку относительно мундштука, такой как опорный элемент и сегмент, охлаждающий аэрозоль, окружены наружной оберткой. Наружная обертка может быть выполнена из любого подходящего материала или комбинации материалов. Предпочтительно, наружная обертка представляет собой сигаретную бумагу.
Общая длина одинарного продукта может составлять от приблизительно 40 мм до приблизительно 50 мм, например приблизительно 45 мм.
Сегмент в ряду сегментов также может быть пустотой или полостью, расположенной между двумя идущими друг за другом сегментами. При этом пустота представляет собой отсутствие материала, образующее полость при обертывании куском материала обертки. Полости или пустоты могут служить, например, для способствования распространения аэрозоля в продукте, генерирующем аэрозоль, или для приспосабливания длины изделия, генерирующего аэрозоль, под требуемую конечную длину. С помощью полости или пустоты это можно осуществить со значительным ограничением сопротивления втягиванию (RTD) изделия, генерирующего аэрозоль, или без него.
В некоторых вариантах осуществления один из по меньшей мере трех разных сегментов представляет собой субстрат, образующий аэрозоль.
В некоторых вариантах осуществления один из по меньшей мере трех разных сегментов представляет собой сегмент, охлаждающий аэрозоль.
В некоторых вариантах осуществления один из по меньшей мере трех разных сегментов представляет собой опорный элемент.
В некоторых вариантах осуществления дополнительный сегмент представляет собой мундштук, предпочтительно содержащий фильтр.
В одном аспекте способа согласно изобретению два из по меньшей мере трех разных сегментов представляют собой сегменты двойной длины. Предпочтительно, в бесконечном стержне сегментов сегменты двойной длины разделены по меньшей мере одним сегментом одинарной длины. Такой разделяющий сегмент одинарной длины может представлять собой, например, опорный элемент.
В другом аспекте способа согласно изобретению бесконечный стержень сегментов содержит последовательности из субстрата, образующего аэрозоль, опорного элемента и сегмента, охлаждающего аэрозоль. Предпочтительно, субстрат, образующий аэрозоль, представляет собой субстрат, содержащий табак. Предпочтительно, опорный элемент представляет собой полую ацетатную трубку и выполняет функцию камеры расширения для аэрозоля, генерируемого в субстрате, образующем аэрозоль. Предпочтительно, сегмент, охлаждающий аэрозоль, выполнен из гофрированного, или собранного, или из гофрированного и собранного листа из полимолочной кислоты. В последовательностях опорный элемент расположен между субстратом, образующим аэрозоль, и сегментом, охлаждающим аэрозоль. Последовательности можно дополнять дополнительными сегментами. Предпочтительно, такие дополнительные сегменты также расположены между субстратом, образующим аэрозоль, и сегментом, охлаждающим аэрозоль.
В соответствии с еще одним аспектом способа согласно изобретению после разрезания сегмента способ дополнительно включает этап охлаждения по меньшей мере одного из по меньшей мере трех разных сегментов или дополнительного сегмента. Предпочтительно, охлаждение происходит во время разрезания или непосредственно после разрезания сегмента. Предпочтительно, охлаждается сегмент, содержащий полимолочную кислоту. Охлаждение является, в частности, выгодным, если материал, подлежащий разрезанию, чувствителен по отношению у теплоте, которая может генерироваться при разрезании материала. Примером материала, используемого в сегментах для изделий, генерирующих аэрозоль, может быть гофрированный лист из полимолочной кислоты. Полимолочная кислота имеет низкую температуру плавления. Охлаждение материала сегмента может предотвратить случайное изменение материала, например сплавление отдельных листов или участков в пределах листа, когда лист собирается в стержень. Охлаждение может быть достигнуто путем охлаждения режущего лезвия или охлаждения объектов, с которыми термочувствительный материал входит в контакт. Охлаждение может быть достигнуто, например, путем охлаждения опоры, вдоль которой материал перемещается. Дополнительно или в качестве альтернативы охлаждение может быть достигнуто путем обеспечения потока охлаждающего газа, направленного на материал, подлежащий охлаждению.
В соответствии с другим аспектом изобретения предусматривается устройство для изготовления заготовок, генерирующих аэрозоль, при этом заготовки являются по существу цилиндрическими. Устройство содержит объединяющее устройство для объединения по существу цилиндрических сегментов, имеющих продольную ось, торцом к торцу вдоль продольного первого пути движения. Устройство дополнительно содержит устройство для обертывания ободковым материалом для обработки обернутых стержней сегментов вдоль второго пути движения. Продольная ось сегментов расположена параллельно первому пути движения, и продольные оси сегментов в обернутых стержнях сегментов расположены перпендикулярно направлению движения по второму пути движения. Объединяющее устройство содержит по меньшей мере первый, второй и третий загрузочный элемент для подачи ряда из по меньшей мере первого, второго и третьего сегментов вдоль первого пути движения. По меньшей мере первый, второй и третий сегменты представляют собой разные сегменты, расположены торцом к торцу и объединены в чередующемся порядке в ряду из по меньшей мере первого, второго и третьего сегментов.
Объединяющее устройство дополнительно содержит оберточное устройство для обертывания ряда из по меньшей мере первого, второго и третьего сегментов листовым материалом для непрерывного образования бесконечного стержня сегментов. Объединяющее устройство также содержит устройство для разрезания стержня, предназначенное для разрезания бесконечного стержня сегментов с целью разделения бесконечного стержня сегментов на обернутые стержни сегментов.
Устройство для обертывания ободковым материалом содержит приемный барабан с канавками для размещения обернутых стержней сегментов в канавах приемного барабана с канавками. Здесь конец первого пути движения переходит в продольную ось канавок приемного барабана с канавками. Устройство для обертывания ободковым материалом также содержит устройство для разрезания продукта, предназначенное для разрезания обернутого стержня сегментов с целью разделения обернутого стержня сегментов на две части. Устройство для обертывания ободковым материалом дополнительно содержит отделяющее устройство для отделения двух частей разрезанного обернутого стержня сегментов друг от друга вдоль продольной оси сегментов разрезанного обернутого стержня сегментов. В устройстве согласно изобретению устройство для разрезания продукта расположено выше по потоку относительно отделяющего устройства вдоль второго пути движения.
Перемещение обернутых стержней сегментов из объединяющего устройства в канавки приемного барабана устройства для обертывания ободковым материалом может быть выполнено за счет перемещения обернутых стержней сегментов дальше вдоль продольного пути движения непосредственно в канавки приемного барабана с канавками в устройстве для обертывания ободковым материалом. Здесь продольная ось канавки совпадает с продольным первым путем движения. Тем не менее, перемещение из объединяющего устройства в канавки приемного барабана также может осуществляться посредством так называемого «паукообразного механизма». Посредством паукообразного механизма обернутый стержень сегментов захватывается паукообразным захватом из объединяющего устройства и перемещается в канавку приемного барабана в устройстве для обертывания ободковым материалом. Следовательно, паукообразный захват осуществляет по существу эллиптическое или круговое движение. Тем не менее, продольная ось обернутых стержней сегментов остается расположенной параллельно продольному пути движения и параллельно продольной оси канавок. Конструкция паукообразного механизма описана для сигарет, например, в патенте США № 5 327 803.
В соответствии с одним аспектом устройства согласно изобретению устройство для обертывания ободковым материалом дополнительно содержит загрузочный элемент устройства для обертывания ободковым материалом для подачи и вставки дополнительного сегмента между двумя частями разрезанного и разделенного обернутого стержня сегментов. Устройство для обертывания ободковым материалом также содержит заворачивающее устройство для объединения двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента путем обертывания двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента ободковым материалом для образования двойного продукта.
Предпочтительно, устройство для разрезания стержня разрезает бесконечный стержень в месте расположения одного из по меньшей мере первого, второго или третьего сегментов для разделения одного из по меньшей мере первого, второго или третьего сегментов. Предпочтительно, устройство для разрезания стержня разрезает обернутый стержень сегментов в месте расположения второго из по меньшей мере первого, второго или третьего сегментов для разделения второго из по меньшей мере первого, второго или третьего сегментов.
Предпочтительно, по меньшей мере один из по меньшей мере первого, второго и третьего сегментов, предпочтительно два из по меньшей мере первого, второго и третьего сегментов, представляет собой сегмент двойной длины, длина которого в два раза превышает длину соответствующего штранга. Соответственно, соответствующий загрузочный элемент или загрузочные элементы приспособлены для приема и подачи сегментов двойной длины.
Предпочтительно, посредством устройства для разрезания стержня один сегмент двойной длины разрезается на два сегмента половинной длины, образующие два штранга, соответствующие соответствующему сегменту в конечном продукте.
В одном аспекте устройства согласно изобретению устройство дополнительно содержит охлаждающие средства для охлаждения по меньшей мере одного из устройства для разрезания стержня, устройства для разрезания продукта и конечного устройства для разрезания.
В другом аспекте устройства согласно изобретению объединяющее устройство дополнительно содержит четвертый загрузочный элемент или возможные дополнительные загрузочные элементы для подачи четвертого сегмента или дополнительных сегментов вдоль первого пути движения. Предпочтительно, четвертый или дополнительный сегмент представляет собой сегмент одинарной длины. В зависимости от количества разных сегментов, объединение которых должно дать продукт, генерирующий аэрозоль, может быть предусмотрено соответствующее количество загрузочных элементов. Как правило, загрузочных элементов предусмотрено меньше, чем сегментов в продукте, генерирующем аэрозоль.
В соответствии с другим аспектом устройства согласно изобретению устройство для обертывания ободковым материалом дополнительно содержит конечное устройство для разрезания, предназначенное для разрезания дополнительного сегмента, расположенного в двойном продукте, с целью разделения дополнительного сегмента для образования одинарных продуктов.
Аспекты и преимуществ устройства были описаны применительно к способу согласно настоящему изобретению и в данном документе не будут рассмотрены повторно.
Предпочтительно, способ и устройство согласно настоящему изобретению, как описано в данном документе, используются в производстве изделий, генерирующих аэрозоль.
В соответствии с еще одним аспектом изобретения предусматривается изделие, генерирующее аэрозоль, которое произведено способом, описанным в данном документе.
Изобретение далее описано применительно к варианту осуществления, изображенному с помощью следующих графических материалов, в которых:
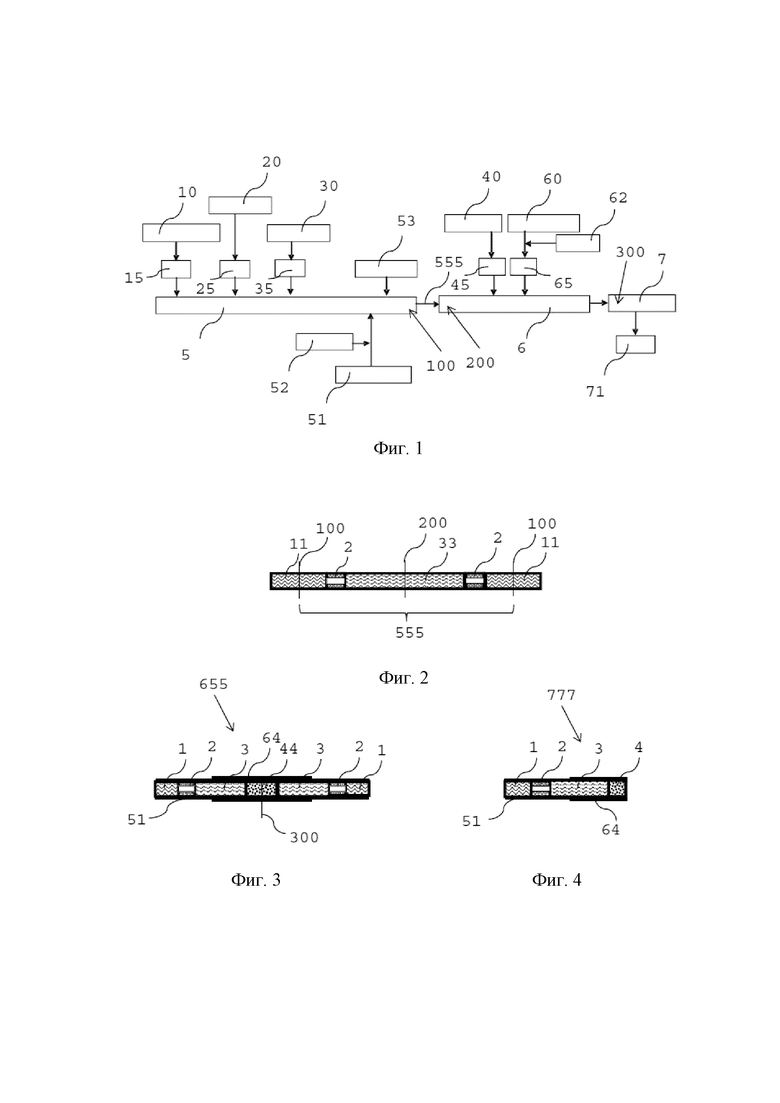
на фиг. 1 схематически показан процесс изготовления;
на фиг. 2 показан вид в разрезе стержня сегментов, изготовленных в объединяющем устройстве;
на фиг. 3 показан двойной продукт, изготовленный в устройстве согласно изобретению;
на фиг. 4 показан одинарный продукт, изготовленный из двойного продукта, как показано на фиг. 4;
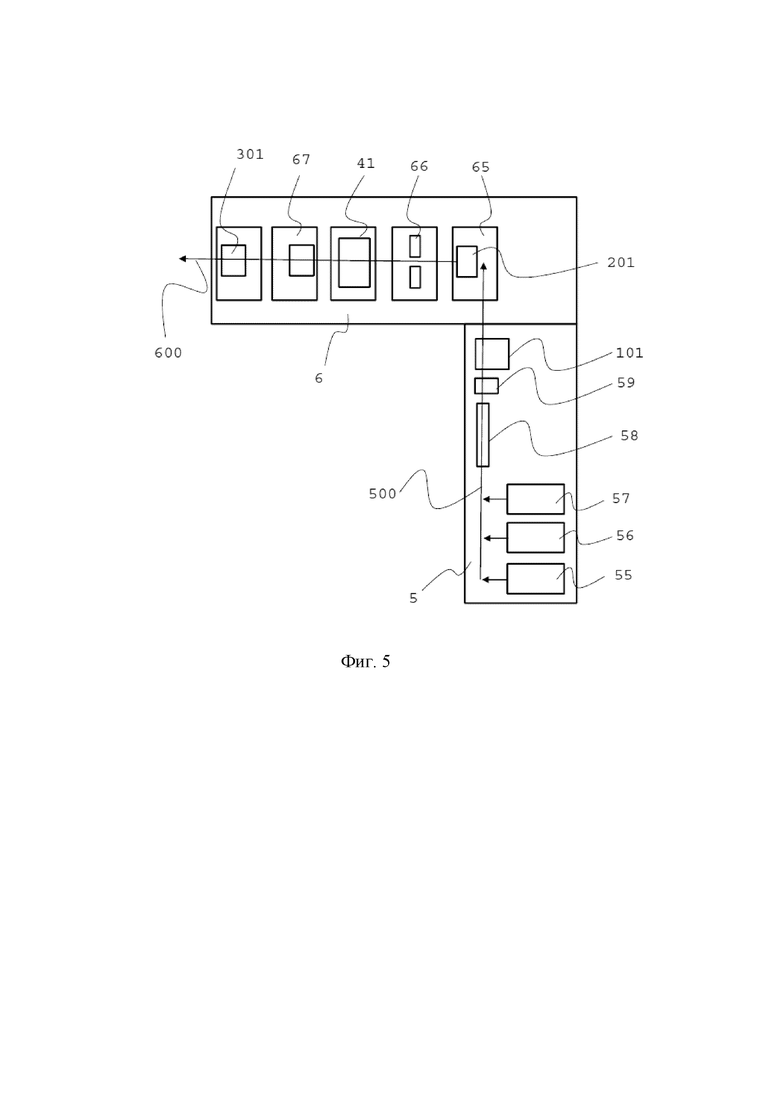
на фиг. 5 схематически показан другой вариант осуществления процесса изготовления.
На фиг. 1 показаны этапы процесса в объединяющем устройстве 5 и в расположенном смежно с ним устройстве 6 для обертывания ободковым материалом.
Первый стержень 10, второй стержень 20 и третий стержень 30 из материалов, используемых в изготовлении изделий, генерирующих аэрозоль, подают и разрезают с помощью соответствующих устройств 15, 25, 35 для разрезания. Разрезанные таким образом первый, второй и третий сегменты подают торцом к торцу по продольному пути движения в объединяющем устройстве 5.
Как показано в варианте осуществления, показанном на фиг. 2-4, первый и третий стержни 10, 30 разрезают на двойные сегменты 11, 33, длина которых в два раза больше длины конечных штрангов 1, 3, перед их подачей по продольному пути движения в объединяющем устройстве 5. Второй стержень 20 разрезают на одинарные сегменты 2, непосредственно имеющие длину штранга 2 в одинарном продукте 777, перед их подачей на продольный путь движения.
Сегменты 11, 2, 33 образуют ряд сегментов, при этом сегменты расположены чередующимся образом, например 11, 2, 33, 2, 11, 2, 33, 2, 11… Оси сегментов расположены параллельно продольному пути движения. Лист материала 51 обертки, например сигаретной бумаги, обеспечивается клеем с помощью устройства 52 подачи клея. Лист материала 51 обертки подают и направляют по продольному пути движения в объединяющем устройстве 5. Ряд сегментов оборачивают материалом 51 обертки, например, в соответствующих специальных приспособлениях, предусмотренных вдоль продольного пути движения. Дополнительное устройство 53 подачи клея наносит слой клея на материал 51 обертки перед тем, как материалом обертки полностью оборачивают ряд сегментов. Образованный таким образом стержень сегментов теперь разрезают в конце продольного пути движения в объединяющем устройстве 5. Здесь предусмотрено устройство для разрезания стержня (не показано), которое разрезает стержень сегментов путем разрезания первого сегмента 11 по первой линии 100 разреза (см. фиг. 2). Первый сегмент 11 разрезают пополам, так что две отрезанные части первых сегментов соответствуют штрангам 1. В результате этого разрезания бесконечного стержня сегментов изготавливаются обернутые стержни 555 сегментов. Каждый из штрангов 1 образует концевые сегменты обернутых стержней 555 сегментов. Обернутые стержни 555 сегментов теперь перемещаются с продольного пути движения в объединяющем устройстве 5 на перпендикулярный путь движения в устройстве 6 для обертывания ободковым материалом.
Это может быть выполнено перемещением обернутых стержней сегментов дальше вдоль продольного пути движения, например линейным перемещением, в канавки приемного барабана с канавками в устройстве для обертывания ободковым материалом. Здесь продольная ось канавки совпадает с продольным первым путем движения. Перемещение из объединяющего устройства в канавки приемного барабана может также осуществляться посредством паукообразного механизма для сигарет, описанного, например, в патенте США № 5 327 803. В таком случае обернутый стержень сегментов захватывается паукообразным захватом из объединяющего устройства и перемещается паукообразным захватом в канавку приемного барабана в устройстве для обертывания ободковым материалом. Поскольку оси сегментов по существу сохраняют свою ориентацию при обработке в объединяющем устройстве и в устройстве для обертывания ободковым материалом, то оси сегментов параллельны направлению движения по продольному пути движения в объединяющем устройстве 5, но перпендикулярны направлению движения по перпендикулярному пути движения в устройстве 6 для обертывания ободковым материалом. Предпочтительно, устройство 6 для обертывания ободковым материалом расположено перпендикулярно объединяющему устройству 5, так что соответствующие пути движения также перпендикулярны друг другу. Поэтому оси сегментов всегда ориентированы в одном и том же направлении. Такой вариант осуществления более подробно показан на фиг. 5 ниже.
В устройстве 6 для обертывания ободковым материалом обернутые стержни 555 сегментов разделяют путем разрезания второго сегмента 33 по линии 200 разреза. Таким образом, второй сегмент 33 разрезают пополам, так что две отрезанные части сегментов соответствуют штрангам 3. Разрезанный таким образом обернутый стержень 555 сегментов разделяется посредством отделяющего устройства (не показано) вдоль продольной оси обернутого стержня 555 сегментов. В пространство между частями разрезанного и разделенного таким образом обернутого стержня 555 сегментов вставляется четвертый сегмент 44. Четвертый сегмент также представляет собой сегмент двойной длины и отрезается в соответствующем устройстве для разрезания 45 от четвертого стержня 40, подаваемого в устройство 6 для обертывания ободковым материалом. В устройство для разрезания 65 подается непрерывный лист ободковой бумаги 60, который разрезается в нем на отдельные куски 64 ободковой бумаги. Куском 64 ободковой бумаги оборачивают четвертый сегмент 44, а также участки двух частей разрезанного обернутого стержня 555 сегментов. Таким образом, эти элементы объединяются друг с другом и образуют двойной продукт 666, как показано на фиг. 3.
На дополнительном этапе 7 процесса изготовления двойной продукт 666 разрезают пополам путем разрезания четвертого сегмента 44 по линии 300 разреза. Таким образом изготавливают два одинарных, конечных продукта 777, как показано на фиг. 4. Каждый другой одинарный продукт затем поворачивают так, что все продукты имеют одинаковую ориентацию. Выровненные и ориентированные таким образом продукты перемещаются в упаковочное устройство 71 для упаковывания продуктов, например, непосредственно в упаковки для курительных изделий или на поддоны для хранения и последующего упаковывания.
На фиг. 5 процесс изготовления одинарных продуктов показан в установке из объединяющего устройства 5 и устройства 6 для обертывания ободковым материалом, в которой объединяющее устройство 5 и устройство 6 для обертывания ободковым материалом расположены смежно и перпендикулярно друг другу. Прямой продольный путь 500 движения в объединяющем устройстве 5 и перпендикулярный путь 600 движения в устройстве для обертывания ободковым материалом также расположены перпендикулярно друг другу. Перпендикулярный путь 600 движения начинается там, где заканчивается продольный путь 500 движения.
Объединяющее устройство 5 содержит три загрузочных элемента 55, 56, 57 для подачи трех различных сегментов чередующимся образом на продольный путь 500 движения для образования ряда сегментов. Затем ряд сегментов оборачивают оберткой 58 с образованием бесконечного стержня сегментов. Бесконечным стержнем сегментов управляют в блоке 59 управления, а затем разрезают на обернутые стержни сегментов с помощью устройства 101 для разрезания стержня. Предпочтительно, устройство 101 для разрезания стержня представляет собой вращающееся лезвие, расположенное рядом с продольным путем 500 движения. Блок 59 управления может быть предусмотрен для контроля положения сегментов в бесконечном стержне сегментов. Например, для определения точного положения, в котором стержень следует разрезать, например, чтобы убедиться, что стержень разрезают точно между сегментами или в положении, разделяющем сегмент на меньшие сегменты. Каждый из обернутых стержней сегментов затем перемещают в канавку приемного барабана 65 с канавками устройства 6 для обертывания ободковым материалом. Продольный путь 500 движения представляет собой по существу прямой путь, по которому сегменты или ряд сегментов соответственно направляют вдоль по существу прямой линии. Первый путь 500 движения проходит в приемный барабан 65 с канавками устройства для обертывания ободковым материалом. Предпочтительно, продольный путь движения расположен параллельно и в одной линии с канавкой приемного барабана 65 с канавками, так что обернутый стержень сегментов, разрезаемый устройством 101 для разрезания стержня, может в продольном направлении перемещаться непрерывным прямолинейным движением в канавку приемного барабана с канавками вдоль продольного пути движения.
Обернутый стержень сегментов затем разрезают на приемном барабане 65 с канавками с помощью устройства 201 для разрезания продуктов, содержащего, например, вращающееся лезвие. Две части разрезанного обернутого стержня сегментов затем разделяют при размещении в канавках отделяющего барабана 66. Загрузочный элемент 41 вставляет дополнительный сегмент, предпочтительно сегмент, отличный от сегментов бесконечного стержня сегментов, между двумя частями разрезанного обернутого стержня сегментов. Предпочтительно, дополнительный сегмент представляет собой мундштук двойной длины. Две части разрезанного обернутого стержня сегментов и вставленный дополнительный сегмент обертывают на оборачивающем устройстве 67 ободковым материалом, например куском бумаги. Объединенные таким образом сегменты образуют двойной продукт. Двойной продукт разрезается в конечном устройстве 301 для разрезания на два одинарных продукта.
Иллюстративные данные для способа и продукта, как описано на фиг. 1-4, являются следующими:
Табачный стержень 10, имеющий длину 120 мм, разрезают на двойные сегменты 11 длиной 24 мм. Сегменты 11 двойной длины затем разрезают на конечные штранги 1 длиной 12 мм.
Стержень 20 в виде полой ацетатной трубки, имеющий длину 96 мм, разрезают на штранги 2 длиной 8 мм.
Стержень 30 из собранного листа из полимолочной кислоты, имеющий длину 144 мм, разрезают на двойные сегменты 33 длиной 36 мм. Сегменты 33 двойной длины затем разрезают на конечные штранги 3 длиной 18 мм.
Стержень 40 фильтра разрезают на сегменты 44 двойной длины длиной 14 мм. Сегменты 44 двойной длины затем разрезают на конечные штранги 4 длиной 7 мм.
Длина обернутого стержня 555 сегментов составляет 76 мм. Длина двойного продукта 66 составляет 90 мм. Конечный продукт 77 имеет длину 45 мм с допуском, который меньше чем +/-1 мм, предпочтительно меньше чем или равен +/- 0,5 мм. Диаметр конечных продуктов составляет приблизительно 7,2 мм.
Конечный продукт выполнен из последовательности табачного штранга 1, полой ацетатной трубки 2, штранга 3 из собранного листа из полимолочной кислоты (PLA) и штранга 4 мундштука. Ободковая бумага 64 имеет длину 20 мм и покрывает всю длину штранга 4 мундштука и часть штранга 3 из PLA.
Скорость производства обернутых стержней 555 сегментов может составлять приблизительно 5000 в минуту при скорости перемещения ряда сегментов вдоль продольного пути движения 380 метров в минуту. Скорость производства двойного продукта 666 может также составлять приблизительно 5000 в минуту, так что в минуту может быть произведено приблизительно 10000 конечных продуктов 777.
Изобретение относится к способу изготовления цилиндрических полуфабрикатов, вырабатывающих аэрозоль, который включает этапы объединения цилиндрических сегментов, имеющих продольную ось, торцом к торцу вдоль продольного первого пути перемещения, при этом вдоль первого пути перемещения выполняют этапы подачи потока из по меньшей мере трех разных сегментов вдоль первого пути перемещения с расположением по меньшей мере трех разных сегментов торцом к торцу и в чередующемся порядке, при этом один из по меньшей мере трех разных сегментов представляет собой субстрат, образующий аэрозоль; обертывания потока из по меньшей мере трех разных сегментов листовым материалом с образованием непрерывного стержня сегментов; разрезания непрерывного стержня сегментов с разделением непрерывного стержня сегментов на обернутые стержни сегментов; обработки обернутых стержней сегментов вдоль второго пути перемещения, при этом вдоль второго пути перемещения выполняют этап - прием обернутых стержней сегментов в канавках приемного барабана с канавками, при этом конец первого пути перемещения выравнен с продольной осью канавок приемного барабана с канавками; при этом продольную ось сегментов в непрерывном стержне сегментов располагают параллельно направлению перемещения по первому пути перемещения, и при этом продольная ось сегментов в обернутых стержнях сегментов располагают перпендикулярно направлению перемещения по второму пути перемещения: разрезания обернутого стержня сегментов с разделением обернутого стержня сегментов на две части; отделения двух частей разрезанного обернутого стержня сегментов друг от друга вдоль продольной оси сегментов разрезанного обернутого стержня сегментов. Технический результат заключается в исключении смещения или повреждения стержнеобразного изделия. 2 н. и 15 з.п. ф-лы, 5 ил.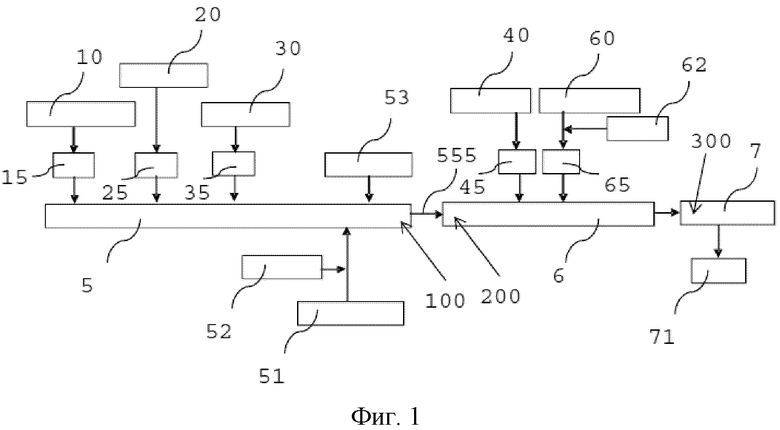
1. Способ изготовления по существу цилиндрических полуфабрикатов, вырабатывающих аэрозоль, включающий этапы:
- объединения по существу цилиндрических сегментов, имеющих продольную ось, торцом к торцу вдоль продольного первого пути перемещения, при этом вдоль первого пути перемещения выполняют следующие этапы:
- подачи потока из по меньшей мере трех разных сегментов вдоль первого пути перемещения с расположением по меньшей мере трех разных сегментов торцом к торцу и в чередующемся порядке, при этом один из по меньшей мере трех разных сегментов представляет собой субстрат, образующий аэрозоль;
- обертывания потока из по меньшей мере трех разных сегментов листовым материалом с образованием непрерывного стержня сегментов;
- разрезания непрерывного стержня сегментов с разделением непрерывного стержня сегментов на обернутые стержни сегментов;
- обработки обернутых стержней сегментов вдоль второго пути перемещения, при этом вдоль второго пути перемещения выполняют следующий этап:
- прием обернутых стержней сегментов в канавках приемного барабана с канавками, при этом конец первого пути перемещения выравнен с продольной осью канавок приемного барабана с канавками;
при этом продольную ось сегментов в непрерывном стержне сегментов располагают параллельно направлению перемещения по первому пути перемещения, и при этом продольную ось сегментов в обернутых стержнях сегментов располагают перпендикулярно направлению перемещения по второму пути перемещения;
- разрезания обернутого стержня сегментов с разделением обернутого стержня сегментов на две части;
- отделения двух частей разрезанного обернутого стержня сегментов друг от друга вдоль продольной оси сегментов разрезанного обернутого стержня сегментов.
2. Способ по п. 1, отличающийся тем, что вдоль второго пути перемещения выполняют дополнительные этапы:
- подачи и вставки дополнительного сегмента между двумя частями разрезанного обернутого стержня сегментов;
- образования двойного продукта путем объединения двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента путем обертывания двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента ободковым материалом.
3. Способ по п. 1 или 2, отличающийся тем, что разрезание непрерывного стержня сегментов включает разрезание первого из по меньшей мере трех разных сегментов.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что разрезание обернутого стержня сегментов включает разрезание второго из по меньшей мере трех разных сегментов.
5. Способ по любому из предыдущих пунктов, отличающийся тем, что по меньшей мере один сегмент представляет собой жесткий сегмент и по меньшей мере один другой сегмент является сжимаемым сегментом.
6. Способ по любому из пп. 2-5, отличающийся тем, что дополнительно включает этап разрезания дополнительного сегмента, расположенного в двойном продукте, таким образом дополнительный сегмент разделяют и образовывают одинарные продукты.
7. Способ по любому из предыдущих пунктов, отличающийся тем, что один из по меньшей мере трех разных сегментов представляет собой сегмент, охлаждающий аэрозоль.
8. Способ по любому из пп. 2-7, отличающийся тем, что дополнительный сегмент представляет собой мундштук.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что два из по меньшей мере трех разных сегментов представляют собой сегменты двойной длины.
10. Способ по любому из предыдущих пунктов, отличающийся тем, что непрерывный стержень сегментов содержит последовательности из субстрата, образующего аэрозоль, опорного элемента и сегмента, охлаждающего аэрозоль, при этом опорный элемент располагают между субстратом, образующим аэрозоль, и сегментом, охлаждающим аэрозоль.
11. Способ по любому из пп. 2-10, отличающийся тем, что дополнительно включает этап охлаждения по меньшей мере одного из по меньшей мере трех разных сегментов или дополнительного сегмента.
12. Устройство для изготовления полуфабрикатов, вырабатывающих аэрозоль, при этом полуфабрикаты являются по существу цилиндрическими, при этом устройство содержит:
- объединяющее устройство для объединения по существу цилиндрических сегментов, имеющих продольную ось, торцом к торцу вдоль продольного первого пути перемещения; и
- устройство для обертывания ободковым материалом для обработки обернутых стержней сегментов вдоль второго пути перемещения;
при этом продольная ось сегментов расположена параллельно первому пути перемещения, и при этом продольные оси сегментов в обернутых стержнях сегментов расположены перпендикулярно направлению перемещения по второму пути перемещения;
при этом объединяющее устройство содержит:
- по меньшей мере первый, второй и третий бункеры объединяющего устройства для подачи потока из по меньшей мере первого, второго и третьего сегментов вдоль первого пути перемещения, при этом один из по меньшей мере первого, второго и третьего сегментов представляет собой субстрат, образующий аэрозоль,
при этом по меньшей мере первый, второй и третий сегменты представляют собой разные сегменты, расположены торцом к торцу и объединены в чередующемся порядке в потоке из по меньшей мере первого, второго и третьего сегментов;
- оберточное устройство для обертывания потока из по меньшей мере первого, второго и третьего сегментов листовым материалом для образования непрерывного стержня сегментов;
- устройство для разрезания стержня, предназначенное для разрезания непрерывного стержня сегментов с целью разделения непрерывного стержня сегментов на обернутые стержни сегментов;
при этом устройство для обертывания ободковым материалом содержит:
- приемный барабан с канавками для размещения обернутых стержней сегментов в канавках приемного барабана с канавками, при этом конец первого пути перемещения проходит в продольную ось канавок приемного барабана с канавками;
- устройство для разрезания продукта, предназначенное для разрезания обернутого стержня сегментов для разделения обернутого стержня сегментов на две части;
- отделяющее устройство для отделения двух частей разрезанного обернутого стержня сегментов друг от друга вдоль продольной оси сегментов разрезанного обернутого стержня сегментов, при этом устройство для разрезания продукта расположено выше по потоку относительно отделяющего устройства.
13. Устройство по п. 12, отличающееся тем, что устройство для обертывания ободковым материалом дополнительно содержит:
- бункер устройства для обертывания ободковым материалом для подачи и вставки дополнительного сегмента между двумя частями разрезанного обернутого стержня сегментов;
- заворачивающее устройство для объединения двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента путем обертывания двух частей разрезанного обернутого стержня сегментов и вставленного дополнительного сегмента ободковым материалом для образования двойного продукта.
14. Устройство по п. 13, отличающееся тем, что устройство для обертывания ободковым материалом дополнительно содержит конечное устройство для разрезания, предназначенное для разрезания дополнительного сегмента, расположенного в двойном продукте, для разделения дополнительного сегмента для образования одинарных продуктов.
15. Устройство по любому из пп. 12-14, отличающееся тем, что объединяющее устройство и устройство для обертывания ободковым материалом расположены перпендикулярно друг другу, так что второй путь перемещения расположен перпендикулярно первому пути перемещения.
16. Устройство по любому из пп. 12-15, отличающееся тем, что объединяющее устройство дополнительно содержит четвертый бункер или дополнительный бункер для подачи четвертого сегмента или дополнительного сегмента, предпочтительно сегмента одинарной длины, вдоль первого пути перемещения.
17. Устройство по любому из пп. 13-16, отличающееся тем, что дополнительно содержит охлаждающие средства для охлаждения по меньшей мере одного из устройства для разрезания стержня, устройства для разрезания продукта и конечного устройства для разрезания.
| СИГАРЕТЫ С ФИЛЬТРОМ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 2003 |
|
RU2314735C2 |
| EA 200970846 A1, 26.02.2010 | |||
| US 5984851 A1, 16.11.1999 | |||
| US 4723559 A1, 09.02.1988. | |||

