ПЕРЕКРЕСТНАЯ ССЫЛКА НА РОДСТВЕННУЮ ЗАЯВКУ
[0001] Настоящая заявка испрашивает приоритет согласно предварительной заявке на патент США № 62/132534, поданной 13 марта 2015 года, содержание которой включено в данный документ в полном объеме посредством ссылки.
ОБЛАСТЬ ТЕХНИКИ
[0002] В изобретении предложены новые алюминиевые сплавы для изготовления упаковочной продукции, включая бутылки, и способы изготовления таких сплавов.
УРОВЕНЬ ТЕХНИКИ
[0003] Существует несколько требований к сплавам, используемым для изготовления алюминиевых бутылок, то есть к формуемости сплава, прочности бутылок, фестонообразованию и стоимости сплава. Известные сплавы для изготовления бутылок не удовлетворяют одновременно всем этим требованиям. Некоторые сплавы имеют высокую формуемость, но низкую прочность; другие достаточно прочные сплавы имеют низкую формуемость. Кроме того, при отливке известных сплавов для бутылок используется большая часть первичного алюминия в отливках, что делает их производство дорогостоящим и нерациональным.
[0004] Для производства банок и бутылок сложной формы желательно использовать сплавы высокой формуемости. Процесс изготовления фигурных бутылок обычно включает в себя сначала получение цилиндра с использованием процесса вытягивания и сглаживания стенок (ВиС). Полученный цилиндр затем формуют в виде бутылки, используя, например, последовательность этапов полноразмерного суживания или другого механического придания формы, или комбинацию этих процессов. К любому сплаву, используемому в таком процессе или комбинации процессов, предъявляются сложные требования. Таким образом, существует потребность в сплавах, которые обеспечивают высокие характеристики деформации при механическом придании формы в процессе формовки бутылок, а также хорошо подходят для процесса ВиС, используемого для получения исходной цилиндрической преформы. Кроме того, необходимы способы для получения из сплава преформ на высоких скоростях и поддатливости обработке, таких как демонстрирует существующий в настоящее время сплав для корпусов банок AA3104. AA3104 содержит большую объемную долю крупных интерметаллических частиц, образованных во время литья и модифицированных при гомогенизации и прокатке. Эти частицы играют важную роль в очистке заготовки в ходе процесса ВиС, помогая удалить с заготовок любые наросты из алюминия или оксида алюминия, что улучшает как внешний вид поверхности металла, так и поддатливость листа обработке.
[0005] Другие требования к сплаву состоят в том, чтобы
из него можно было изготовить бутылку, которая удовлетворяет требованиям к механическим характеристикам (например, прочности на сжатие, жесткости и минимальному давлению обратного выдавливания дна в конечном формованном продукте), но имеет меньший вес, чем существующее в настоящее время поколение алюминиевых бутылок. Единственный способ добиться меньшего веса без существенной модификации дизайна - уменьшить толщину стенки бутылки. Это еще больше усложняет выполнение требований к механическим характеристикам.
[0006] Еще одним требованием является способность к формообразованию бутылок при высокой скорости изготовления. Для достижения высокой производительности (например, 1000 бутылок в минуту) при промышленном изготовлении формовка бутылки должна быть завершена за очень короткое время. Также желательно получать бутылку, содержащую вторично переработанный алюминиевый металлолом.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0007] Настоящее изобретение относится к новой системе алюминиевого сплава для изготовления алюминиевых бутылок. Как химический состав, так и способы изготовления сплава были оптимизированы для высокоскоростного производства алюминиевых бутылок.
[0008] Настоящее изобретение решает эти проблемы и обеспечивает сплавы с требуемой прочностью, формуемостью и высоким содержанием вторично переработанного алюминиевого металлолома. Более высокое содержание вторично переработанного металла уменьшает содержание первичного алюминия, а также производственные затраты. Такие сплавы используются для изготовления упаковочной продукции, такой как бутылки и банки, которые имеют относительно высокие требования к деформации, относительно сложные формы, изменяющиеся требования к прочности и высокое содержание материалов вторичной переработки. В различных аспектах сплавы содержат материалы вторичной переработки в количестве по меньшей мере 60 % масc., 65 % масc., 70 % масc., 75 % масc., 80 % масc., 82 % масc., 85 % масc., 90 % масc. или 95 % масc.
[0009] Хотя описанные в данном документе сплавы являются термообрабатываемыми, дисперсионное упрочнение достигается одновременно с отверждением покрытия/краски, что, таким образом, оказывает минимальное или вообще не оказывает влияния на существующие в настоящее время линии формовки бутылок. Поскольку описанные в данном документе сплавы могут иметь высокое содержание переработанного алюминиевого металлолома, технологический процесс является очень экономичным и рациональным.
Сплавы
[0010] В одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-3 % масc. Mg, 0,1-1,5 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al. В данной заявке все проценты выражены в массовых процентах (% масс.).
[0011] В одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,5-3 % масc. Mg, 0,1-1,5 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0012] В другом аспекте, химический состав сплава содержит 0,8-1,5 % масc. Mn, 0,6-1,3 % масc. Mg, 0,4-1,0 % масc. Cu, 0,3-0,6 % масc. Fe, 0,15-0,5 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0013] В еще одном аспекте, химический состав сплава содержит 0,9-1,4 % масc. Mn, 0,65-1,2 % масc. Mg, 0,45-0,9 % масc. Cu, 0,35-0,55 % масc. Fe, 0,2-0,45 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0014] В другом аспекте, химический состав сплава содержит 0,95-1,3 % масc. Mn, 0,7-1,1 % масc. Mg, 0,5-0,8 % масc. Cu, 0,4-0,5 % масc. Fe, 0,25-0,4 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0015] В одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-1,0 % масc. Mg, 0,1-1 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0016] В другом аспекте, химический состав сплава содержит 0,8-1,5 % масc. Mn, 0,2-0,9 % масc. Mg, 0,3-0,8 % масc. Cu, 0,3-0,6 % масc. Fe, 0,15-0,5 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0017] В еще одном аспекте, химический состав сплава содержит 0,9-1,4 % масc. Mn, 0,25-0,85 % масc. Mg, 0,35-0,75 % масc. Cu, 0,35-0,55 % масc. Fe, 0,2-0,45 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0018] В другом аспекте, химический состав сплава содержит 0,95-1,3 % масc. Mn, 0,3-0,8 % масc. Mg, 0,4-0,7 % масc. Cu, 0,4-0,5 % масc. Fe, 0,25-0,4 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0019] В еще одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-1,5 % масc. Mg, 0,1-1,5 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0020] В еще одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-1,0 % масc. Mg, 0,1-1,0 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0021] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-0,8 % масc. Mg, 0,1-0,8 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0022] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-0,6 % масc. Mg, 0,1-0,6 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
Способ производства сплавов
[0023] В одном аспекте, сплавы производят с помощью процесса термомеханической обработки, включающего литье с прямым охлаждением (ПО), гомогенизацию, горячую прокатку, необязательный отжиг в камерной печи и холодную прокатку.
[0024] На этапе литья с ПО используют определенную скорость разливки, чтобы контролировать размер и плотность образующихся первичных интерметаллических частиц. Предпочтительный диапазон скорости разливки составляет 50-300 мм/мин. Этот этап дает оптимальную структуру частиц в конечном листе, что сводит к минимуму склонность к повреждению металла, вызванную крупными интерметаллическими частицами.
[0025] На этапе гомогенизации слиток нагревают (предпочтительно со скоростью от около 20 °С до около 80 °С/час) до температуры менее, чем около 630 °С (предпочтительно до температуры в диапазоне от около 500 °С до около 630 °С) и выдерживают в течение 1-6 часов, необязательно, включая этап, на котором слиток охлаждают до температуры в диапазоне от около 400 °C до около 550 °С и выдерживают в течение 8-18 часов.
[0026] На этапе горячей прокатки гомогенизированный слиток оставляют в температурном диапазоне от около 400 °С до около 580 °С , подвергают обжимке, подвергают горячей прокатке до диапазона толщины от около 1,5 мм до около 3 мм и сматывают в рулон в температурном диапазоне от около 250 °С до около 380 °С для самоотжига.
[0027] При необязательном отжиге в камерной печи рулон из горячекатаной полосы (ГП) нагревают до температуры в диапазоне от около 250 °C до 450 °C в течение 1-4 часов.
[0028] На технологическом этапе холодной прокатки ГП подвергают холодной прокатке до конечной толщины бутылочной ленты в состоянии H19. Относительное обжатие на этапе холодной прокатки составляет от около 65% до около 95%. Конечная толщина может регулироваться в зависимости от дизайна бутылки. В одном аспекте диапазон конечной толщины составляет 0,2 мм - 0,8 мм.
[0029] В другом аспекте, описанные в данном документе сплавы получают посредством литья с ПО, гомогенизации, горячей прокатки, необязательного отжига в камерной печи, холодной прокатки, мгновенного отжига и конечной холодной прокатки.
[0030] На этапе гомогенизации слиток нагревают со скоростью от около 20 °С до около 80 °С /час до температуры меньшей, чем около 630 °С (предпочтительно до температуры в диапазоне от около 500 °С до около 630 °С) и выдерживают в течение 1-6 часов, необязательно включая этап, на котором слиток охлаждают до температуры в диапазоне от около 400 °C до около 550 °С и выдерживают в течение 8-18 часов.
[0031] На этапе горячей прокатки гомогенизированный слиток оставляют в температурном диапазоне от около 400 °С до около 580 °С, подвергают прокатке в обжимной клети, подвергают горячей прокатке до диапазона толщины от около 1,5 мм до около 3 мм и сматывают в рулон в температурном диапазоне от около 250 °С до около 380 °С.
[0032] При необязательном отжиге в камерной печи рулон из ГП нагревают до температуры в диапазоне от около 250 °C до 450 °C в течение 1-4 часов.
[0033] На технологическом этапе холодной прокатки ГП подвергают холодной прокатке до толщины промежуточного отжига, которая на около 10-40% больше конечной толщины бутылочной ленты.
[0034] На этапе мгновенного отжига (состояние H191) холоднокатаный лист нагревают до температуры в диапазоне от около 400 °С до около 560 °С со скоростью нагрева от около 100 °С/секунду до около 300 °С/секунду в течение времени до около 10 минут, а затем закаливают до температуры ниже 100 °С со скоростью быстрого охлаждения от около 100 °С/секунду до около 300 °С/секунду посредством или воздушной закалки, или закалки водой/раствором. Этот этап позволяет растворять большую часть элементов раствора обратно в матрицу сплава и дополнительно контролировать структуру зерен.
[0035] На этапе конечной холодной прокатки отожженный лист подвергают холодной прокатке, чтобы уменьшить толщину на 10-40% до конечной толщины за короткий промежуток времени (предпочтительно, меньше, чем около 30 мин, от около 10 до около 30 мин, или меньше, чем около 10 мин). Этот этап дает ряд положительных эффектов: 1) аннигиляцию вакансий, подавление диффузии элементов и, таким образом, стабилизацию сплавов и минимизацию или замедление естественного старения; 2) создание в листе высокой плотности дислокаций, что будет способствовать диффузии элементов в процессе формовки бутылки; и 3) упрочнение листа. Пункты 1 и 2 обеспечат сохранение формуемости при формовке бутылки и конечную прочность бутылки. Пункты 2 и 3 будут способствовать поддержанию давления обратного выдавливания дна.
[0036] Листовые изделия для применения в бутылках/банках могут поставляться в состоянии H191+ холодный прокат на финише.
[0037] Бутылки получают с помощью процесса формовки бутылок, включающего вырубку заготовки, придание формы чаши, вытягивание и сглаживание стенок (ВиС), промывку и сушку, нанесение покрытия/декорирования, а также отверждение, формовку, дальнейшее придание формы (суживание, создание резьбы и завальцовку).
[0038] Описанные в данном документе сплавы могут использоваться для изготовления бутылок сложной формы, банок, электронных устройств, таких как аккумуляторные банки, корпуса и рамы и т. д.
[0039] Другие цели и преимущества настоящего изобретения будут очевидны из изложения сущности и последующего подробного описания аспектов изобретения в сочетании с прилагаемыми графическими материалами.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
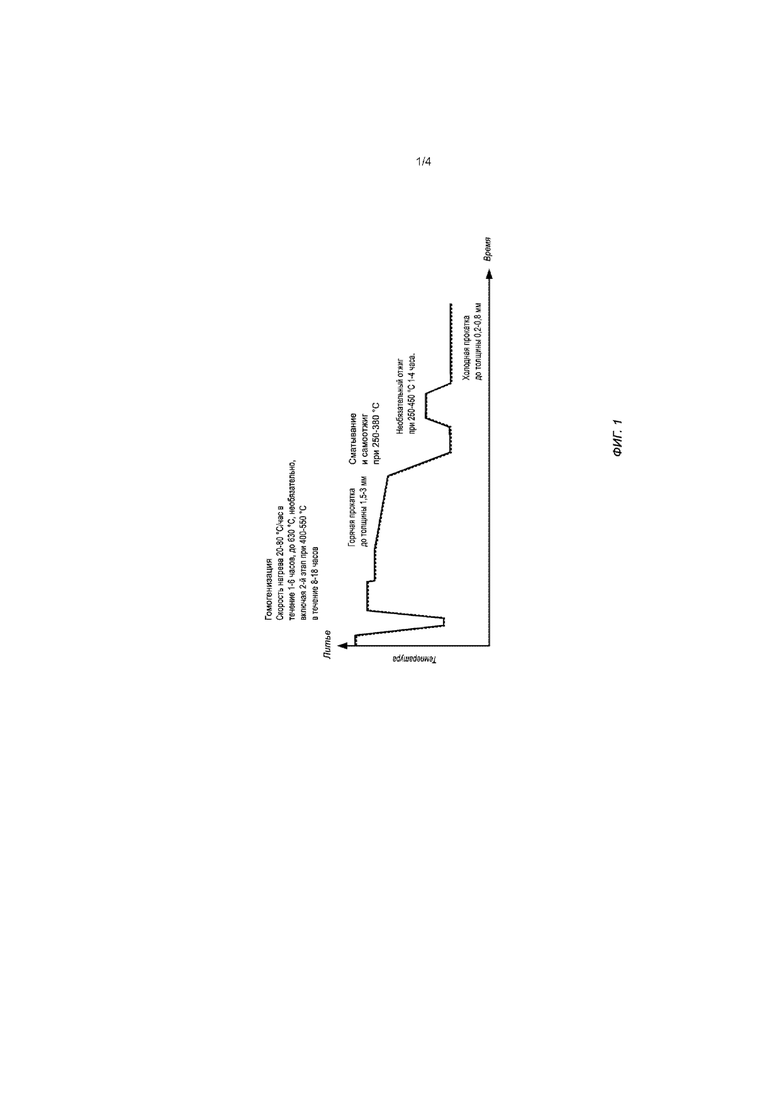
[0040] Фиг. 1 представляет собой схематическое представление процесса термомеханической обработки сплавов, описанных в данном документе.
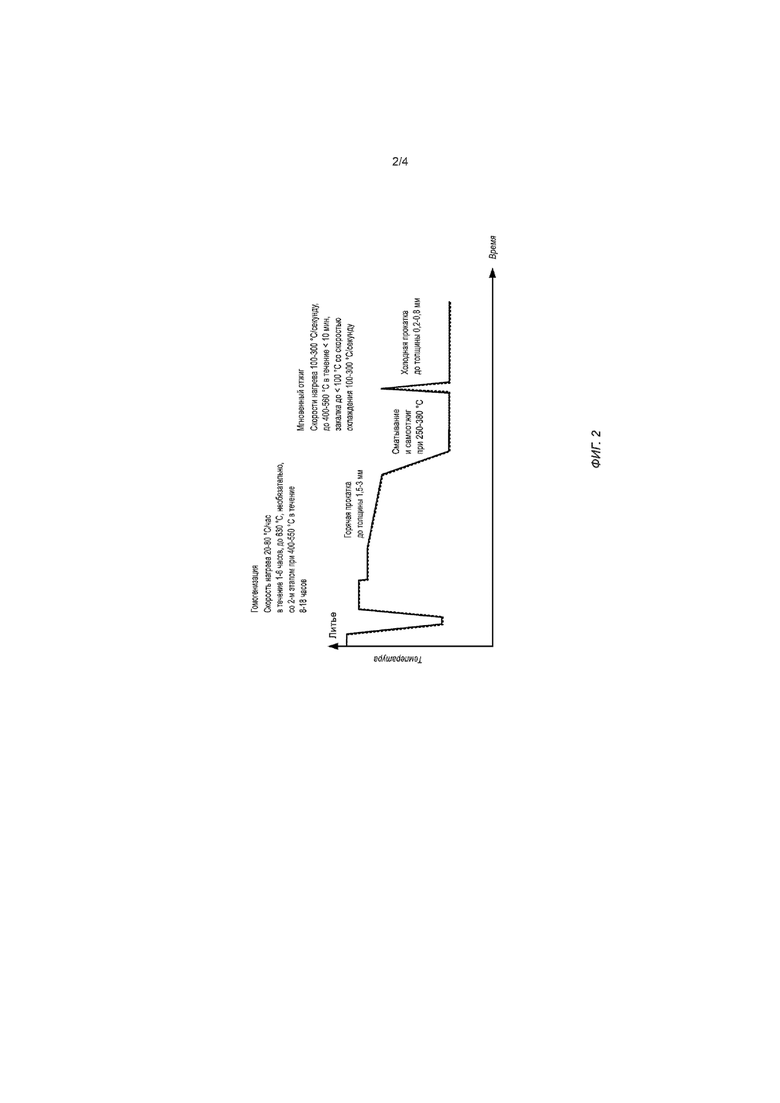
[0041] Фиг. 2 представляет собой схематическое представление процесса формовки бутылок и банок с использованием сплавов, описанных в данном документе.
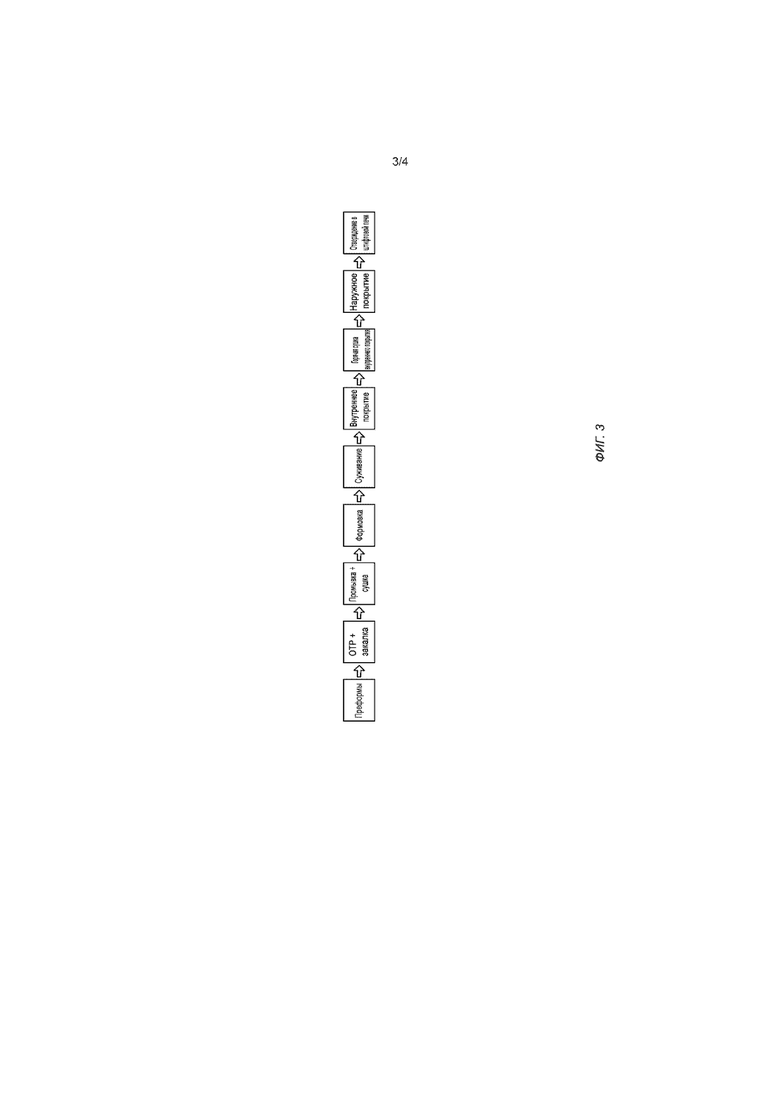
[0042] Фиг. 3 представляет собой схематическое представление процесса термомеханической обработки сплавов, описанных в данном документе.
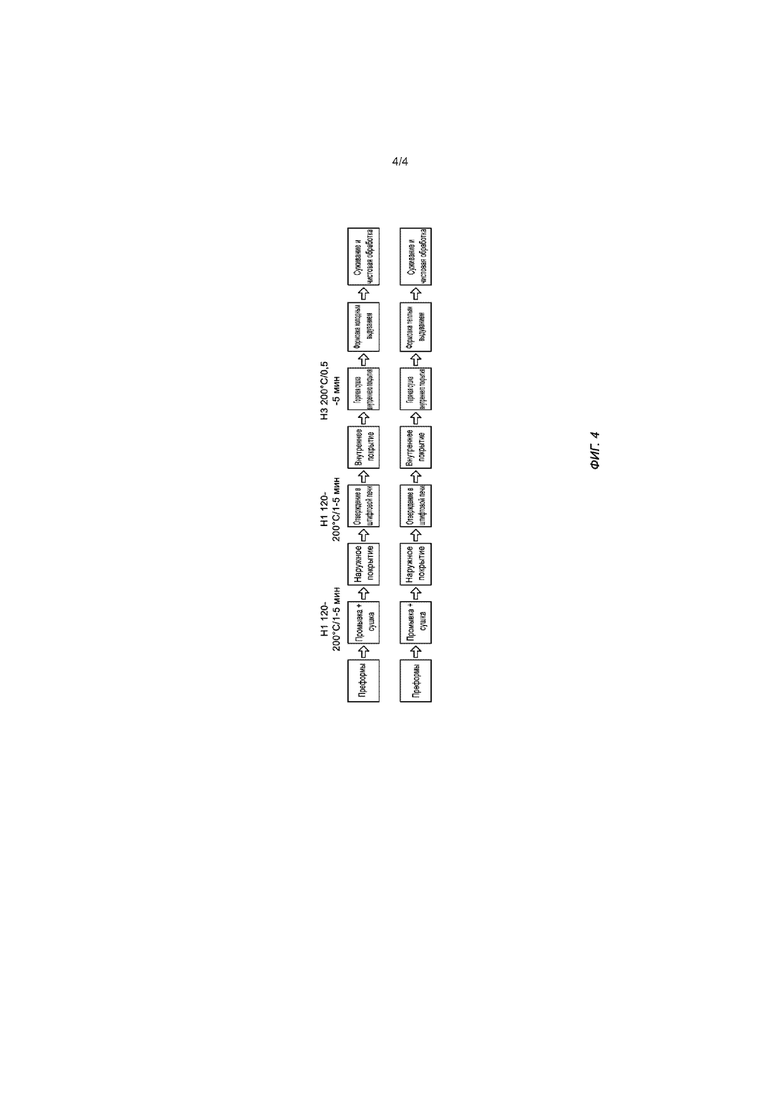
[0043] Фиг. 4 представляет собой схематическое рондставление двух процессов формовки бутылок и банок с использованием сплавов, описанных в данном документе. H1, H2, H3 обозначают этапы нагрева, приведенные в блоках на этой фигуре непосредственно под обозначением этапа.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Определения и описания
[0044] Термины «изобретение», «данное изобретение», «это изобретение» и «настоящее изобретение», используемые в данном документе, предназначены для применения в широком смысле ко всем объектам изобретения данной патентной заявки и пунктам приведенной ниже формулы изобретения. Утверждения, содержащие эти термины, следует понимать, как не ограничивающие объект изобретения, описанный в данном документе, или не ограничивающие значение или объем нижеследующей формулы изобретения.
[0045] Использование в данном документе терминов в единственном числе не ограничивает изобретение единственным числом, а упоминание множественного числа может относиться и к единственному числу, если из контекста очевидно не следует иное.
[0046] В данной заявке приводится ссылка на состояние или условие сплава. Для понимания наиболее часто используемых описаний состояний сплавов см. «American National Standards (ANSI) H35 on Alloy and Temper Designation Systems».
[0047] Описанные ниже алюминиевые сплавы характеризуются их химическим составом в массовых процентах (% масс.) от общей массы сплава. В некоторых аспектах каждого сплава основу составляет алюминий, с максимальным суммарным % примесей в 0,15 % масс.
[0048] В одном аспекте изобретение относится к новым формуемым и прочным алюминиевым сплавам для изготовления упаковочной продукции сложной формы, такой как бутылки и банки. Металл демонстрирует хорошее сочетание формуемости и прочности во время процессов формовки и дальнейшего придания формы. В одном аспекте изобретение обеспечивает химический состав и производственные процессы, оптимизированные для получения такой продукции. Описанные в данном документе сплавы имеют указанный ниже конкретный химический состав и свойства.
Сплавы
[0049] В некоторых аспектах описанные сплавы содержат марганец (Mn) в количестве от 0,1% до 1,6% (например, от 0,8% до 1,6%, от 0,9% до 1,6%, от 0,95% до 1,6%, от 0,1% до 1,5%, от 0,8% до 1,5%, от 0,9% до 1,5%, от 0,95% до 1,5%, от 0,1% до 1,4%, от 0,8% до 1,4%, от 0,9% до 1,4%, от 0,95% до 1,4%, от 0,1% до 1,3%, от 0,8% до 1,3%, от 0,9% до 1,3%, от 0,95% до 1,3%). Например, сплавы могут содержать 0,1%, 0,2%, 0,3%, 0,4%, 0,5%, 0,6%, 0,7%, 0,8%, 0,9%, 0,95%, 1,0%, 1,1%, 1,2%, 1,3%, 1,4%, 1,5% или 1,6% Mn. Все выражено в % масс.
[0050] В некоторых аспектах описанные сплавы содержат магний (Mg) в количестве от 0,1% до 3% (например, от 0,2% до 3,0%, от 0,25% до 3,0%, от 0,3% до 3,0%, от 0,5% до 3,0%, от 0,6% до 3,0%, от 0,65% до 3,0%, от 0,7% до 3,0%, от 0,1% до 1,5%, от 0,2% до 1,5%, от 0,25% до 1,5%, от 0,3% до 1,5%, от 0,5% до 1,5%, от 0,6% до 1,5%, от 0,65% до 1,5%, от 0,7% до 1,5%, от 0,1% до 1,3%, от 0,2% до 1,3%, от 0,25% до 1,3%, от 0,3% до 1,3%, от 0,5% до 1,3%, от 0,6% до 1,3% , от 0,65% до 1,3%, от 0,7% до 1,3%, от 0,1% до 1,2%, от 0,2% до 1,2%, от 0,25% до 1,2%, от 0,3% до 1,2%, от 0,5% до 1,2%, от 0,6% до 1,2%, от 0,65% до 1,2%, от 0,7% до 1,2%, от 0,1% до 1,1%, от 0,2% до 1,1%, от 0,25% до 1,1%, от 0,3% до 1,1%, от 0,5% до 1,1%, от 0,6% до 1,1%, от 0,65% до 1,1%, от 0,7% до 1,1%, от 0,1% до 1,0%, от 0,2% до 1,0%, от 0,25% до 1,0%, от 0,3% до 1,0%, от 0,5% до 1,0%, от 0,6% до 1,0%, от 0,65% до 1,0% , от 0,7% до 1,0%, от 0,1% до 0,9%, от 0,2% до 0,9%, от 0,25% до 0,9%, от 0,3% до 0,9%, от 0,5% до 0,9%, от 0,6% до 0,9%, от 0,65% до 0,9%, от 0,7% до 0,9%, от 0,1% до 0,85%, от 0,2% до 0,85%, от 0,25% до 0,85%, от 0,3% до 0,85%, от 0,5% до 0,85%, от 0,6% до 0,85%, от 0,65% до 0,85%, от 0,7% до 0,85%, от 0,1% до 0,8%, от 0,2% до 0,8%, от 0,25% до 0,8%, от 0,3% до 0,8%, от 0,5% до 0,8%, от 0,6% до 0,8%, от 0,65% до 0,8%, от 0,7% до 0,8%, от 0,1% до 0,6%, от 0,2% до 0,6%, от 0,25% до 0,6%, от 0,3% до 0,6%, от 0,5% до 0,6%, от 0,6% до 0,6%, от 0,65% до 0,6%, от 0,7% до 0,6%). Например, сплавы могут содержать 0,1%, 0,2%, 0,25%, 0,3%, 0,4%, 0,5%, 0,6%, 0,65%, 0,7%, 0,8%, 0,85%, 0,9%, 0,95%, 1,0%, 1,1%, 1,2%, 1,3%, 1,4%, 1,5%, 1,6%, 1,7%, 1,8%, 1,9%, 2,0%, 2,1%, 2,2%, 2,3%, 2,4%, 2,5%, 2,6%, 2,7%, 2,8%, 2,9% или 3,0% Mg. Все выражено в % масс.
[0051] В некоторых аспектах описанные сплавы содержат медь (Cu) в количестве от 0,1% до 1,5% (например, от 0,3% до 1,5%, от 0,35% до 1,5%, от 0,4% до 1,5%, от 0,45% до 1,5%, от 0,5% до 1,5%, от 0,1% до 1,0%, от 0,3% до 1,0%, от 0,35% до 1,0%, от 0,4% до 1,0%, от 0,45% до 1,0%, от 0,5% до 1,0%, от 0,1% до 0,9%, от 0,3% до 0,9%, от 0,35% до 0,9%, от 0,4% до 0,9%, от 0,45% до 0,9%, от 0,5% до 0,9%, от 0,1% до 0,8%, от 0,3% до 0,8%, от 0,35% до 0,8%, от 0,4% до 0,8%, 0,45% до 0,8%, от 0,5% до 0,8%, от 0,1% до 0,75%, от 0,3% до 0,75%, от 0,35% до 0,75%, от 0,4% до 0,75%, от 0,45% до 0,75%, от 0,5% до 0,75%, от 0,1% до 0,7%, от 0,3% до 0,7%, от 0,35% до 0,7%, от 0,4% до 0,7%, от 0,45% до 0,7%, от 0,5% до 0,7%, от 0,1% до 0,6%, от 0,3% до 0,6%, от 0,35% до 0,6%, от 0,4% до 0,6%, 0,45% до 0,6%, от 0,5% до 0,6%). Например, сплавы могут содержать 0,1%, 0,2%, 0,3%, 0,35%, 0,4%, 0,45%, 0,5%, 0,6%, 0,7%, 0,75%, 0,8%, 0,9%, 1,0%, 1,1%, 1,2%, 1,3%, 1,4% или 1,5% Cu. Все выражено в % масс.
[0052] В некоторых аспектах описанные сплавы содержат железо (Fe) в количестве от 0,2% до 0,7% (например, от 0,3% до 0,7%, от 0,35% до 0,7%, от 0,4% до 0,7%, от 0,2% до 0,6%, от 0,3% до 0,6%, от 0,35% до 0,6%, от 0,4% до 0,6%, от 0,2% до 0,55%, от 0,3% до 0,55%, от 0,35% до 0,55%, от 0,4% до 0,55%, от 0,2% до 0,5%, от 0,3% до 0,5%, от 0,35% до 0,5%, от 0,4% до 0,5%). Например, сплавы могут содержать 0,2%, 0,3%, 0,35%, 0,4%, 0,5%, 0,55%, 0,6% или 0,7% Fe. Все выражено в % масс.
[0053] В некоторых аспектах описанные сплавы содержат кремний (Si) в количестве от 0,1% до 0,6% (например, от 0,15% до 0,6%, от 0,2% до 0,6%, от 0,25% до 0,6%, от 0,1% до 0,5%, от 0,15% до 0,5%, от 0,2% до 0,5%, от 0,25% до 0,5%, от 0,1% до 0,45%, от 0,15% до 0,45%, от 0,2% до 0,45%, от 0,25% до 0,45%, от 0,1% до 0,4%, от 0,15% до 0,4%, от 0,2% до 0,4%, от 0,25% до 0,4%). Например, сплавы могут содержать 0,1%, 0,15%, 0,2%, 0,25%, 0,3%, 0,4%, 0,45%, 0,5%, 0,55% или 0,6 % Si. Все выражено в % масс.
[0054] В некоторых аспектах описанные сплавы содержат хром (Cr) в количестве от 0% до 0,3% (например, от 0,001% до 0,3%, от 0% до 0,2%, от 0,001% до 0,2%). Например, сплавы могут содержать 0,001%, 0,01%, 0,1%, 0,2% или 0,3% Cr. Все выражено в % масс.
[0055] В некоторых аспектах описанные сплавы содержат цинк (Zn) в количестве от 0% до 0,6% (например, от 0% до 0,5%). Например, сплавы могут содержать 0,001%, 0,01%, 0,1%, 0,2%, 0,3%, 0,4% или 0,5% Zn.
[0056] В некоторых аспектах описанные сплавы содержат титан (Ti) в количестве от 0% до 0,2% (например, от 0% до 0,1%). Например, сплавы могут содержать 0,001%, 0,01%, 0,1% или 0,2% Ti.
[0057] В одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-3 % масc. Mg, 0,1-1,5 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0058] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,5-3 % масc. Mg, 0,1-1,5 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0059] В еще одном аспекте, химический состав сплава содержит 0,8-1,5 % масc. Mn, 0,6-1,3 % масc. Mg, 0,4-1,0 % масc. Cu, 0,3-0,6 % масc. Fe, 0,15-0,5 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0060] В еще одном аспекте, химический состав сплава содержит 0,9-1,4 % масc. Mn, 0,65-1,2 % масc. Mg, 0,45-0,9 % масc. Cu, 0,35-0,55 % масc. Fe, 0,2-0,45 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0061] В другом аспекте, химический состав сплава содержит 0,95-1,3 % масc. Mn, 0,7-1,1 % масc. Mg, 0,5-0,8 % масc. Cu, 0,4-0,5 % масc. Fe, 0,25-0,4 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0062] В одном аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-1,0 % масc. Mg, 0,1-1 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0063] В другом аспекте, химический состав сплава содержит 0,8-1,5 % масc. Mn, 0,2-0,9 % масc. Mg, 0,3-0,8 % масc. Cu, 0,3-0,6 % масc. Fe, 0,15-0,5 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0064] В еще одном аспекте, химический состав сплава содержит 0,9-1,4 % масc. Mn, 0,25-0,85 % масc. Mg, 0,35-0,75 % масc. Cu, 0,35-0,55 % масc. Fe, 0,2-0,45 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0065] В другом аспекте, химический состав сплава содержит 0,95-1,3 % масc. Mn, 0,3-0,8 % масc. Mg, 0,4-0,7 % масc. Cu, 0,4-0,5 % масc. Fe, 0,25-0,4 % масc. Si, 0,001-0,2 % масc. Cr, 0-0,5 % масc. Zn, 0-0,1 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0066] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-1,5 % масc. Mg, 0,1-1,5 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0067] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-1,0 % масc. Mg, 0,1-1,0 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0068] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-0,8 % масc. Mg, 0,1-0,8 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
[0069] В другом аспекте, химический состав сплава содержит 0,1-1,6 % масc. Mn, 0,1-0,6 % масc. Mg, 0,1-0,6 % масc. Cu, 0,2-0,7 % масc. Fe, 0,10-0,6 % масc. Si, до 0,3 % масc. Cr, до 0,6 % масc. Zn, до 0,2 % масc. Ti, < 0,05 % масc. для каждого следового элемента, < 0,15 % масc. для всех следовых элементов и остальное составляет Al.
Способ получения сплавов
[0070] Сплавы, описанные в данном документе, могут быть получены с помощью процесса термомеханической обработки, включающего литье с ПО, гомогенизацию, горячую прокатку, необязательный отжиг в камерной печи и холодную прокатку. В некоторых аспектах этот процесс может дополнительно включать мгновенный отжиг и конечную холодную прокатку.
[0071] На этапе литья с ПО используют определенную скорость разливки, чтобы контролировать размер и плотность образующихся первичных интерметаллических частиц. Предпочтительный диапазон скорости разливки составляет 50-300 мм/мин (например, 50-200 мм/мин, 50-250 мм/мин, 100-300 мм/мин, 100-250 мм/мин, 100-200 мм/мин, 150-300 мм/мин, 150-250 мм/мин, 150-200 мм/мин). Этот этап дает оптимальную структуру частиц в конечном листе, что сводит к минимуму склонность к повреждению металла, вызванную крупными интерметаллическими частицами.
[0072] На этапе гомогенизации слиток нагревают до температуры не более, чем 650 °С (например, не более, чем 630 °С). Слиток нагревают со скоростью от 20 °C/час до 80 °C/час (например, от 30 °C/час до 80 °C/час, от 40 °C/час до 80 °C/час, от 20 °C/час до 60 °C/час, от 30 °C/час до 60 °C/час, от 40 °C/час до 60 °C/час). Предпочтительно, слиток нагревают до температуры от 500 °C до 650 °С (например, от около 550 °С до около 650 °С, от около 550 °С до около 630 °С или от около 500 °С до 630 °С) и выдерживают в течение 1-6 часов (например, 1 час, 2 часа, 3 часа, 4 часа, 5 часов или 6 часов). Необязательно, этап гомогенизации включает этап охлаждения слитка до температуры от около 400 °С до около 550 °С (например, от около 450 °С до около 550 °С, от около 450 °С до около 500 °С или от около 400 °С до около 500 °С) и выдержку в течение 8-18 часов (например, 1 час, 2 часа, 3 часа, 4 часа, 5 часов, 6 часов, 7 часов, 8 часов, 9 часов, 10 часов, 11 часов, 12 часов, 13 часов, 14 часов, 15 часов, 15 часов, 16 часов, 17 часов или 18 часов). Хотя и не желая быть связанным следующим утверждением, считается, что этот этап обеспечивает достаточную трансформацию частиц α-Al(Fe, Mn)Si из частиц Al6(Fe, Mn) и оптимизирует их размер и плотность, которые имеют решающее значение для контроля текстуры конечного листа и очистки заготовки в ходе процесса ВиС. Также считается, что на этом этапе образуются однородно распределенные дисперсные частицы с оптимизированным размером и распределением плотности, которые имеют решающее значение для контроля размера и текстуры зерна конечного листа и улучшения пластичности металла во время процесса формовки бутылки.
[0073] На этапе горячей прокатки гомогенизированный слиток оставляют в температурном диапазоне от около 400 °С до около 580 °С (например, от около 450 °С до около 580 °С, от около 450 °С до около 500 °С, от около 400 °С до около 500 °С), подвергают прокатке в обжимной клети, горячей прокатке до диапазона толщины от около 1,5 мм до около 3 мм (например, 1,5 мм, 2,0 мм, 2,5 мм, 3,0 мм) и повторной прокатке в температурном диапазоне от около 250 °С до около 380 °С (например, от около 300 °С до около 380 °С, от 320 °С до около 360 °С), а затем проводят необязательный отжиг в камерной печи, при котором рулон из ГП нагревают до температуры от около 250 °C до 450 °C в течение 1-4 часов. Не желая быть связанными ни с какой теорией, считается, что этот этап обеспечивает оптимальную текстуру, размер зерна и приповерхностную микроструктуру в ГП, которые имеют решающее значение для контроля фестонообразования в ходе процесса ВиС и контроля трещинообразования в процессе формовки под давлением (ФПД). Прокатка в обжимной клети означает, что в обжимном стане происходит около 15-25 проходов при температуре на входе > 350 °C и температуре на выходе от около 250 °C до около 400 °C (например, 250 °C, 300 °C, 350 °С, 400 °С).
[0074] В одном аспекте, на технологическом этапе холодной прокатки материал ГП подвергают холодной прокатке до конечной толщины бутылочной ленты в состоянии H19. В одном аспекте диапазон конечной толщины составляет от 0,2 мм до 0,8 мм (например, 0,2 мм, 0,3 мм, 0,4 мм, 0,5 мм, 0,6 мм, 0,7 мм, 0,8 мм).
[0075] В другом аспекте, на технологическом этапе холодной прокатки материал ГП подвергают холодной прокатке до толщины промежуточного отжига. Затем, для регулирования размера зерна, текстуры и прочности, может применяться необязательный промежуточный отжиг. На этапе мгновенного отжига (состояние H191) холоднокатаный лист нагревают до температуры от около 400 °С до около 560 °С (например, от 400 °С до 500 °С, от 450 °С до 500 °С, от 450 °С до 560 °С) со скоростью быстрого нагрева, например, от около 100 °С/секунду до около 300 °С/секунду (например, 100 °С/секунду, 150 °С/секунду, 200 °С/секунду, 250 °С/секунду, 300 °С/секунду), в течение времени до около 10 минут (например, 1 мин, 2 мин, 3 мин, 4 мин, 5 мин, 6 мин, 7 мин, 8 мин, 9 мин, 10 мин), а затем закаливают со скоростью быстрого охлаждения, например, от около 100 °С/секунду до около 300 °С/секунду (например, 100 °С/секунду, 150 °С/секунду, 200 °С /секунду, 250 °С/секунду, 300 °C/секунду) в течение времени от 0 до 1 секунды (например, 0 секунд, 0,5 секунды, 1 секунды). Закалка может представлять собой либо воздушную закалку, либо закалку водой/раствором. Этот этап позволяет растворять большую часть элементов раствора обратно в матрицу сплава и дополнительно контролировать структуру зерен.
[0076] После мгновенного отжига, на этапе холодной прокатки мгновенно отложенный лист подвергают холодной прокатке на 10-50% (например, от 10% до 40%, от 25% до 50%, от 25% до 40%, 10%, 15%, 20%, 25%, 30%, 35%, 40%, 45% или 50%) до конечной толщины за короткий промежуток времени (предпочтительно, меньше, чем около 30 минут, от 10 мин до 30 мин, или меньше, чем около 10 минут). Этот этап дает ряд положительных эффектов: 1) стабилизацию легирующих элементов и предотвращение/замедление естественного старения; 2) создание в листе высокой плотности дислокаций, что будет способствовать диффузии элементов в процессе формовки бутылки; 3) упрочнение листа. Пункты 1 и 2 улучшат формуемость при формовке бутылки и конечную прочность бутылки. Пункты 2 и 3 способствуют поддержанию давления обратного выдавливания дна.
Пример 1
[0077] В одном аспекте, сплавы, описанные в данном документе, производят с помощью процесса термомеханической обработки, включающего литье с ПО, гомогенизацию, горячую прокатку, необязательный отжиг в камерной печи и холодную прокатку. Схематическое представление такого процесса проиллюстрировано на Фиг. 1.
[0078] На этапе гомогенизации слиток нагревают со скоростью от около 20 °С до около 80 °С/час до температуры меньше, чем около 630 °С (предпочтительно до температуры в диапазоне от около 500 °С до около 630 °С) и выдерживают в течение 1-6 часов, необязательно, включая этап, на котором слиток охлаждают до температуры в диапазоне от около 400 °C до около 550 °С и выдерживают в течение 8-18 часов.
[0079] На этапе горячей прокатки гомогенизированный слиток оставляют в температурном диапазоне от около 400 °С до около 580 °С, подвергают прокатке в обжимной клети, подвергают горячей прокатке до диапазона толщины от около 1,5 мм до около 3 мм и сматывают в рулон в температурном диапазоне от около 250 °С до около 380 °С для самоотжига.
[0080] При необязательном отжиге в камерной печи рулон из ГП нагревают до температуры в диапазоне от около 250 °C до 450 °C в течение времени от 1 до 4 часов.
[0081] На технологическом этапе холодной прокатки ГП подвергают холодной прокатке до конечной толщины бутылочной ленты в состоянии H19. Относительное обжатие на этапе холодной прокатки составляет от около 65% до около 95% (например, от 70% до 90%, от 75% до 85%). Конечная толщина может регулироваться в зависимости от дизайна бутылки. В одном аспекте диапазон конечной толщины составляет от 0,2 мм до 0,8 мм.
[0082] Бутылки получают с помощью процесса формовки бутылок, включающего вырубку заготовки, придание формы чаши, ВиС, промывку и сушку, нанесение покрытия/декорирования, а также отверждение, формовку, дальнейшее придание формы (суживание, создание резьбы и завальцовку).
Пример 2
[0083] В другом аспекте, описанные в данном документе сплавы получают посредством литья с ПО, гомогенизации, горячей прокатки, необязательного отжига в камерной печи, холодной прокатки, мгновенного отжига и конечной холодной прокатки. Схематическое представление такого процесса проиллюстрировано на Фиг. 2.
[0084] Литье с ПО, гомогенизация, горячая прокатка и необязательный отжиг в камерной печи описаны в Примере 1.
[0085] На технологическом этапе холодной прокатки материал ГП подвергают холодной прокатке до толщины промежуточного отжига, которая на около 10-40% больше конечной толщины бутылочной ленты.
[0086] На этапе мгновенного отжига (состояние H191) холоднокатаный лист нагревают до температуры в диапазоне от около 400 °С до около 560 °С со скоростью нагрева от около 100 °С/секунду до около 300 °С/секунду в течение времени до около 10 минут, а затем закаливают до температуры ниже 100 °С со высокой скоростью охлаждения, например, от около 100 °С/секунду до около 300 °С/секунду посредством или воздушной закалки, или закалки водой/раствором. Этот этап позволяет растворять большую часть элементов раствора обратно в матрицу сплава и дополнительно контролировать структуру зерен.
[0087] На этапе конечной холодной прокатки отожженный лист подвергают холодной прокатке, чтобы уменьшить толщину на 10-40% до конечной толщины за короткий промежуток времени (предпочтительно, меньше, чем около 30 мин, от 10 до 30 мин, или меньше, чем около 10 мин). Этот этап дает ряд положительных эффектов: 1) аннигиляцию вакансий, подавление диффузии элементов и, таким образом, стабилизацию сплавов и минимизацию или замедление естественного старения; 2) создание в листе высокой плотности дислокаций, что будет способствовать диффузии элементов в процессе формовки бутылки; и 3) упрочнение листа. Пункты 1 и 2 обеспечат сохранение формуемости при формовке бутылки и конечную прочность бутылки. Пункты 2 и 3 будут способствовать поддержанию давления обратного выдавливания дна.
[0088] Листовые изделия для применения в бутылках/банках могут поставляться в состоянии H191+ холодный прокат на финише.
[0089] Как описано в данном документе, бутылки могут быть произведены с помощью процесса формовки бутылок, включающего вырубку заготовки, придание формы чаши, ВиС, промывку и сушку, нанесение покрытия/декорирования, а также отверждение, формовку, дальнейшее придание формы (суживание, создание резьбы и завальцовку).
Формовка бутылок.
[0090] Описанные в данном документе сплавы могут использоваться для изготовления бутылок сложной формы, банок, электронных устройств, таких как аккумуляторные банки, корпуса и рамы, и т. д. Схематические представления процессов формовки фигурных бутылок с использованием сплавов, описанных в данном документе, проиллюстрированы на Фиг. 3-4.
[0091] Преформы получают с помощью процесса, включающего вырубку заготовки, придание формы чаши, ВиС. Затем преформы подвергают термообработке при некоторой температуре обработки на твердый раствор (ОТР) от около 400 °C до около 560 °C (например, 400 °C - 500 °C, 450 °C - 500 °C, 450 °C - 560 °C), закаливают и промывают (следует отметить, что закалка и промывка могут выполняться в совместном процессе), подвергают ФПД или формовке выдуванием, дальнейшему приданию формы (суживанию, созданию резьбы и завальцовке), а затем окрашивают или декорируют, во время которых применяют горячую сушку/отверждение краски при повышенной температуре до около 300 °C в течение времени до около 20 минут.
[0092] В процессе формовки преформ сплавы, описанные в данном документе, демонстрируют хороший уровень очистки заготовки и уровень фестонообразования в ходе процесса ВиС. Вероятно, эти свойства обусловлены хорошо контролируемыми составляющими частицами с оптимальным размером, плотностью и текстурой в бутылочной/баночной ленте.
[0093] На этапе ФПД или этапе формовки выдуванием, отожженные преформы подвергают формовке выдуванием в течение определенного периода времени, предпочтительно, менее 1 часа (более предпочтительно, менее 10 минут) после закалки.
[0094] На этапе придания формы, полученные формовкой выдуванием бутылки подвергают суживанию, созданию резьбы и завальцовке в течение определенного периода времени, предпочтительно, менее 2 часов (более предпочтительно, менее 30 минут) после закалки.
[0095] Во время процесса формовки выдуванием и придания формы металл демонстрирует хорошую формуемость благодаря обработке на твердый раствор (отжиг преформы).
[0096] На этапах промывки/сушки и отверждения краски/декорирования металл будет одновременно дисперсионно упрочняться за счет осаждения второй фазы, такой как фаза(фазы) S''/S', θ''/θ' и/или β''/β'. Вместе с холодной обработкой, последующей за конечной холодной обработкой, осаждение второй фазы гарантирует, что готовая бутылка соответствует требованиям к прочности, таким как давление обратного выдавливания дна и осевая нагрузка. Хотя это и маловероятно, в зависимости от степени легирования, дизайна бутылки и требований к прочности бутылок, перед этапом отверждения краски/декорирования может быть введен необязательный процесс предварительного нагрева (предварительного старения).
[0097] Алюминиевые сплавы, описанные в данном документе, демонстрируют одно или более из следующих свойств:
Очень низкое фестонообразование (максимальный средний уровень фестонообразования 3 % масс.), баланс фестонообразования составляет от -2% до 2%). Среднее фестонообразование рассчитывается по уравнению: Среднее фестонообразование (%) = (высота пика - высота впадины)/высота чаши. Баланс фестонообразования рассчитывается по уравнению: Баланс фестонообразования (%) = (среднее из двух высот под углом 0/180 градусов - среднее из четырех высот под углом 45 градусов)/высота чаши;
высокое содержание материалов вторичной переработки (по меньшей мере 60 % масc., 65 % масc., 70 % масc., 75 % масc., 80 % масc., 82 % масc., 85 % масc., 90 % масc. или 95 % масc.)
предел текучести 20-34 тыс. фунтов/кв.дюйм (138-234 МПа) в условиях поставки;
прекрасные характеристики очистки заготовки, которые позволяют свести к минимуму образование задиров и улучшить обрабатываемость;
отличная формуемость, которая позволяет проводить интенсивную последовательную формовку суживания без разрыва;
отличная формуемость, которая позволяет проводить интенсивную последовательную формовку выдуванием без разрыва;
отличная чистовая обработка поверхности полученных бутылок без видимых следов;
отличная адгезия покрытия;
высокая прочность для соответствия типичной осевой нагрузке (> 300 фунтов (> 136 кг)) и давлению обратного выдавливания дна (> 90 фунт/кв. дюйм (> 0,6 МПа));
общий процент отходов в процессе изготовления бутылок может составлять всего лишь 10 % масс.
[0098] Фигурная алюминиевая бутылка, описанная в данном документе, может использоваться для напитков, включая, но не ограничиваясь ими, безалкогольные напитки, воду, пиво, энергетические напитки и другие напитки.
[0099] Следует четко понимать, что в различные аспекты могут быть внесены разнообразные изменения или модификации и могут быть использованы эквивалентные технические решения, которые после прочтения описания, представленного в данном документе, могут быть предложены специалисту в данной области техники, без отступления от сущности изобретения. Все патенты, публикации и рефераты, указанные выше, включены в данный документ в полном объеме посредством ссылки. Следует понимать, что изложенное выше, а также фигуры, относятся только к предпочтительным аспектам настоящего изобретения, и что могут быть выполнены его многочисленные модификации или изменения без отступления от сущности и объема изобретения, как определено в приведенной ниже формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2720277C2 |
| ВЫСОКОПРОЧНЫЕ АЛЮМИНИЕВЫЕ СПЛАВЫ 6XXX И СПОСОБЫ ИХ ПОЛУЧЕНИЯ | 2016 |
|
RU2691081C1 |
| ПРОДУКЦИЯ ИЗ АЛЮМИНИЕВОГО СПЛАВА И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2015 |
|
RU2689830C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2785724C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СПЛАВА СЕРИИ ALMGSC | 2020 |
|
RU2779736C1 |
| ПРОДУКТ ИЗ Al-Cu-Li СПЛАВА, ПРИГОДНЫЙ ДЛЯ ПРИМЕНЕНИЯ В АВИАЦИИ И КОСМОНАВТИКЕ | 2008 |
|
RU2481412C2 |
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2783714C1 |
| ПРОДУКТ ИЗ Al-Cu-Li СПЛАВА, ПРИГОДНЫЙ ДЛЯ ПРИМЕНЕНИЯ В АВИАЦИИ И КОСМОНАВТИКЕ | 2013 |
|
RU2627085C2 |
| СПЛАВ С ВЫСОКОЙ ПРОЧНОСТЬЮ И КОРРОЗИОННОЙ СТОЙКОСТЬЮ ДЛЯ ПРИМЕНЕНИЯ В СИСТЕМАХ ОВКВиО | 2017 |
|
RU2711394C1 |
| Cu-Ni-Si-Co-Cr МЕДНЫЙ СПЛАВ, ИСПОЛЬЗУЕМЫЙ В ЭЛЕКТРОННЫХ КОМПОНЕНТАХ, СПОСОБ ЕГО ПРОИЗВОДСТВА И ЭЛЕКТРОННЫЙ КОМПОНЕНТ, ВЫПОЛНЕННЫЙ ИЗ ЭТОГО СПЛАВА | 2006 |
|
RU2375483C2 |
Изобретение относится к формуемым и прочным алюминиевым сплавам для изготовления упаковочной продукции, такой как бутылки и банки. Алюминиевый сплав содержит, мас.%: 0,1-1,6 Mn, 0,1-0,6 Mg, 0,45-1,0 Cu, 0,2-0,7 Fe, 0,10-0,6 Si, до 0,3 Cr, до 0,6 Zn, до 0,2 Ti, <0,05 для каждого элемента-примеси, <0,15 для всех элементов-примесей, остальное - Al. Способ изготовления листа из алюминиевого сплава включает литье с прямым охлаждением со скоростью разливки 50-300 мм/мин; гомогенизацию путем нагрева до температуры от 550°С до 650°С со скоростью 30-60°С/ч и выдержку в течение 1-6 часов, охлаждение до температуры от 450°С до 500°С и выдержку в течение 8-18 часов; горячую прокатку в обжимной клети до толщины от около 1,5 мм до около 3 мм; и холодную прокатку для получения холоднокатаного листа. 3 н. и 12 з.п. ф-лы, 4 ил., 2 пр.
1. Алюминиевый сплав, содержащий:
0,1-1,6% масс. Mn,
0,1-0,6% масс. Mg,
0,45-1,0% масс. Cu,
0,2-0,7% масс. Fe,
0,10-0,6% масс. Si,
до 0,3% масс. Cr,
до 0,6% масс. Zn,
до 0,2% масс. Ti,
<0,05% масс. для каждого элемента-примеси,
<0,15% масс. для всех элементов-примесей,
и остальное составляет Al.
2. Сплав по п. 1, содержащий: 0,5-0,6% масс. Mg.
3. Сплав по п. 1, содержащий:
0,8-1,5% масс. Mn,
0,3-0,6% масс. Fe,
0,15-0,5% масс. Si,
0,001-0,2% масс.Cr,
до 0,5% масс. Zn и
до 0,1% масс. Ti.
4. Сплав по п. 3, содержащий:
0,9-1,4% масс. Mn,
0,45-0,9% масс. Cu,
0,35-0,55% масс. Fe и
0,2-0,45% масс. Si.
5. Сплав по п. 4, содержащий:
0,95-1,3% масс. Mn,
0,5-0,8% масс. Cu,
0,4-0,5% масс. Fe и
0,25-0,4% масс. Si.
6. Сплав по п. 1, содержащий:
0,8-1,5% масс. Mn,
0,3-0,6% масс. Fe,
0,15-0,5% масс. Si,
0,001-0,2% масс. Cr,
до 0,5% масс. Zn и
до 0,1% масс. Ti.
7. Сплав по п. 6, содержащий:
0,9-1,4% масс. Mn,
0,35-0,55% масс. Fe и
0,2-0,45% масс. Si.
8. Сплав по п. 7, содержащий:
0,95-1,3% масс. Mn,
0,4-0,5% масс. Fe,
0,25-0,4% масс. Si и
0,001-0,2% масс. Cr.
9. Алюминиевый сплав по любому из пп. 1-8, полученный из материалов вторичной переработки при их содержании в количестве по меньшей мере 60% масс.
10. Алюминиевый сплав по п. 9, полученный из материалов вторичной переработки при их содержании в количестве по меньшей мере 85% масс.
11. Фигурная алюминиевая бутылка, содержащая алюминиевый сплав по любому из пп. 1-8.
12. Способ изготовления листа из алюминиевого сплава, охарактеризованного в п. 1, включающий последовательные этапы:
(i) литья с прямым охлаждением (ПО), в котором литье включает скорость разливки 50-300 мм/мин;
(ii) гомогенизации, в котором гомогенизация включает нагрев до температуры от 550°С до 650°С со скоростью 30-60°С/ч, выдержку в течение 1-6 часов, охлаждение до температуры от 450°С до 500°С и выдержку в течение 8-18 часов;
(iii) горячей прокатки, в котором горячая прокатка включает прокатку в обжимной клети и горячую прокатку до толщины от около 1,5 мм до около 3 мм; и
(iv) холодной прокатки для получения холоднокатаного листа.
13. Способ по п. 12, дополнительно включающий отжиг в камерной печи.
14. Способ по п. 12 или 13, отличающийся тем, что холодная прокатка включает холодную прокатку до конечной толщины бутылочной ленты.
15. Способ по п. 12 или 13, дополнительно включающий этапы:
(v) мгновенного отжига, в котором мгновенный отжиг включает нагрев холоднокатаного листа до температуры между около 400°С и 560°С со скоростью между 100°С/с и 300°С/с и закалку со скоростью между 100°С/с и 300°С/с; и
(vi) конечной холодной прокатки для получения листа.
| EP 1870481 A1, 26.12.2007 | |||
| Изложница с суживающимся книзу сечением и с вертикально перемещающимся днищем | 1924 |
|
SU2012A1 |
| Пломбировальные щипцы | 1923 |
|
SU2006A1 |
| ДЕКОРАТИВНО АНОДИРУЕМЫЙ, ХОРОШО ДЕФОРМИРУЕМЫЙ, ВЫДЕРЖИВАЮЩИЙ ВЫСОКИЕ МЕХАНИЧЕСКИЕ НАГРУЗКИ АЛЮМИНИЕВЫЙ СПЛАВ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И АЛЮМИНИЕВОЕ ИЗДЕЛИЕ ИЗ ЭТОГО СПЛАВА | 2005 |
|
RU2355801C2 |

