ОБЛАСТЬ ТЕХНИКИ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к прокатному композитному изделию для авиакосмической техники, содержащему слой сердцевины из сплава серии 2ххх и слой из алюминиевого сплава, связанный по меньшей мере с одной поверхностью слоя сердцевины из сплава серии 2ххх. Прокатное композитное изделие идеально подходит для изготовления конструктивных деталей авиакосмической техники. Настоящее изобретение также относится к способу изготовления прокатного композитного изделия для авиакосмической техники.
УРОВЕНЬ ТЕХНИКИ
В авиакосмической промышленности алюминиевый сплав серии АА2024 и его модификации широко применяются в качестве алюминиевого сплава с высокой стойкостью к повреждениям в основном в состоянии Т3 или его модификациях. Изделия из этих алюминиевых сплавов имеют относительно высокую удельную прочность и демонстрируют хорошую ударную вязкость, хорошие усталостные характеристики и адекватную стойкость к коррозии.
В течение многих десятилетий для улучшения стойкости к коррозии изделие из сплава серии АА2024 может выполняться в виде композитного изделия с относительно тонким плакирующим слоем с одной или обеих сторон. Плакирующий слой обычно имеет более высокую чистоту, чтобы защитить сплав сердцевины серии АА2024 от коррозии. Плакирование включает в себя по существу нелегированный алюминий. Обычно делается отсылка в целом к алюминиевым сплавам серии 1ххх, которые включают в себя подклассы типа 1000, типа 1100, типа 1200 и типа 1300. Однако на практике алюминиевый сплав серии 1ххх, применяемый для изготовления плакирующего слоя, является довольно чистым и имеет следующий состав: Si+Fe<0,7%, Cu<0,10%, Mn<0,05%, Mg<0,05%, Zn<0,10%, Ti<0,03% и остаток: алюминий.
Кроме того, алюминиевый сплав серии АА2024, плакированный сплавом серии 1ххх, может быть анодированным. Анодирование увеличивает стойкость к коррозии и износу и обеспечивает более высокую адгезию грунтовок и адгезивов по сравнению с чистым металлом. Анодированные изделия применяют в процессе соединения металлических деталей с помощью конструкционных адгезивов, например, в панелях обшивки крыла, горизонтальном хвостовом оперении, вертикальном хвостовом оперении или фюзеляже. К еще одному известному применению относится слоистая структура, где один или более армированных волокнами (стекловолокнами) слоев размещают между алюминиевыми панелями или листами с применением адгезионного соединения, в результате чего получают так называемый волоконно-металлический многослойный материал. В патентном документе WO-2017/183965-A1 (Fokker) раскрывается способ анодирования алюминиевого сплава для нанесения пористого анодного оксидного покрытия при подготовке к последующему нанесению адгезионного связующего слоя и/или слоя грунтовки.
Недостатком сплава серии 1ххх в качестве плакирующего слоя является то, что эти сплавы очень мягкие и чувствительные к повреждению поверхности в процессе обращения с изделием. Кроме того, во время операции формования это может привести, например, к прилипанию к матрице.
ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Как будет описано ниже в настоящем документе, если не указано иное, обозначения алюминиевых сплавов и обозначения степени твердости относятся к обозначениям, приведенным Ассоциацией производителей алюминия в стандартах и данных по алюминию и записях реестра, которые опубликованы Ассоциацией производителей алюминия в 2018 г. и хорошо известны специалисту в данной области техники. Обозначения степени твердости приведены также в европейском стандарте EN515.
Для любого описания составов сплавов или предпочтительных составов сплавов все ссылки на проценты даны в массовых процентах, если не указано иное.
Применяемые в настоящем документе термины «до включительно» и «до включительно около» явным образом включают, помимо прочего, возможность нулевого массового процента конкретного легирующего компонента, к которому они относятся. Например, до включительно 0,25% Zn может включать алюминиевый сплав без Zn.
Для целей настоящего изобретения под листовым изделием или листовым материалом следует понимать прокатное изделие, имеющее толщину не менее 1,3 мм (0,05 дюйма) и не более 6,3 мм (0,25 дюйма), а под толстым листовым материалом или толстым листовым изделием следует понимать прокатное изделие, имеющее толщину более 6,3 мм (0,25 дюйма). См. также стандарты и данные по алюминию, Ассоциация производителей алюминия, глава 5, терминология, 1997.
Целью настоящего изобретения является создание прокатного изделия для авиакосмической техники на основе сплава серии 2ххх с улучшенным балансом стойкости к коррозии и формуемости.
Эта и другие цели и дополнительные преимущества достигаются или превышаются настоящим изобретением, обеспечивающим получение прокатного композитного изделия для авиакосмической техники, содержащего слой сердцевины из сплава серии 2ххх, причем слой сердцевины имеет две грани, и слой из сплава Al-Mn, связанный по меньшей мере с одной поверхностью или гранью указанного слоя сердцевины из сплава серии 2ххх. Сплав Al-Mn представляет собой алюминиевый сплав серии 3ххх, содержащий от 0,3% до 2,0% Mn, предпочтительно от 0,5% до 1,8% Mn и более предпочтительно от 0,5% до 1,5%.
Сплавы Al-Mn или сплавы серии 3ххх и, в частности, предпочтительные варианты осуществления имеют несколько преимуществ по сравнению со сплавом серии 1ххх. Сплавы Al-Mn или сплавы серии 3ххх, имеющие до включительно 2,0% Mn, делают алюминиевый сплав более катодным. Благодаря наличию по меньшей мере 0,3% Mn и предпочтительно по меньшей мере 0,5% Mn плакирующий слой имеет достаточную разность потенциалов со сплавом сердцевины серии 2ххх, чтобы обеспечить очень хорошую стойкость к коррозии, в частности также хорошую стойкость к межкристаллизационной коррозии, для прокатного композитного изделия для авиакосмической техники.
Сплавы Al-Mn или сплавы серии 3ххх имеют очень хорошие характеристики формуемости, так что прокатное композитное изделие для авиакосмической техники может быть сформовано в ходе операций формования, требующих высокой степени деформации. Характеристики формуемости являются сопоставимыми с характеристиками формуемости некоторых листовых алюминиевых сплавов для автомобильной техники. Прилипание плакирующего слоя к фасонной матрице значительно уменьшено или даже устранено за счет повышенной твердости плакирующего слоя по сравнению с плакирующим слоем серии 1ххх. Сплавы Al-Mn или сплавы серии 3ххх имеют очень хорошие характеристики обработки кромки, например, при формовании плоской кромки. После формования плоской кромки отсутствуют какие-либо видимые поверхностные трещины. Отсутствие поверхностных трещин предотвращает попадание внутрь поверхности любых формующих смазок. Отсутствие поверхностных трещин также значительно увеличивает усталостные характеристики композитного изделия для авиакосмической техники. Кроме того, очень хорошая стойкость к точечной коррозии улучшает усталостные характеристики, так как усталость обычно вызывается наличием очагов точечной коррозии. Применение сплавов Al-Mn или сплавов серии 3ххх также позволяет избежать образования линий Людерса или следов линий сдвига во время операции растягивания, что приводит в результате к очень хорошему качеству поверхности. Сплавы Al-Mn или сплавы серии 3ххх имеют более высокую прочность по сравнению со сплавами серии 1ххх, что приводит в результате к более твердой поверхности и соответственно к меньшим повреждениям поверхности, таким как царапины, при обращении с изделием.
Сплавы Al-Mn или сплавы серии 3ххх очень хорошо поддаются анодированию, так что не возникает проблем с последующим нанесением адгезионного связующего слоя и/или слоя грунтовки.
Сплавы Al-Mn или сплавы серии 3ххх значительно более прочные по сравнению со сплавами серии 1ххх, так что общая прочность композитного изделия для авиакосмической техники увеличивается по сравнению со сплавом серии 1ххх при одинаковой толщине плакирующего слоя. Это также позволяет получать композитные изделия для авиакосмической техники с меньшей толщиной плакировки, что приводит к снижению массы и по-прежнему обеспечивает требуемую хорошую стойкость к коррозии и улучшенные характеристики формуемости.
Кроме того, рециклинг промышленного габаритного лома из прокатного композитного изделия для авиакосмической техники не вызывает каких-либо серьезных проблем, так как сплав серии 2ххх также содержит целевые добавки Cu, Mn и Mg. Соединенные прокаткой изделия могут быть переплавлены без отделения плакирующего(-их) слоя(-ев) от слоя сердцевины.
В одном варианте осуществления слой из сплава Al-Mn или алюминиевый сплав серии 3ххх присоединяют к слою сердцевины при помощи соединения прокаткой и предпочтительно при помощи горячей прокатки, чтобы обеспечить требуемое металлургическое соединение между слоями. Указанный процесс соединения прокаткой является очень экономичным и приводит к получению очень эффективного композитного изделия для авиакосмической техники с требуемыми свойствами. При осуществлении указанного процесса соединения прокаткой для получения прокатного композитного изделия согласно настоящему изобретению предпочтительно, чтобы как слой сердцевины, так и слой(-и) из алюминиевого сплава серии 3ххх испытывали уменьшение толщины в процессе соединения прокаткой. Соединение прокаткой алюминиевого сплава серии 3ххх со сплавом сердцевины является менее проблематичным по сравнению со сплавом серии 1ххх, который значительно мягче и требует большего количества проходов прокатки для обеспечения конечного калибра. Как правило, перед прокаткой, в частности перед горячей прокаткой, снимают поверхностный слой по меньшей мере с прокатываемых граней слоя сердцевины, чтобы удалить зоны сегрегации возле литой поверхности прокатываемого слитка и увеличить плоскостность изделия. Плакирующее покрытие из сплава Al-Mn может быть изготовлено в виде горячекатаной пластины.
Предпочтительно, отлитый слиток или сляб слоя сердцевины из сплава 2ххх гомогенизируют перед горячей прокаткой и/или он может быть предварительно нагрет непосредственно перед горячей прокаткой. Гомогенизацию и/или предварительный нагрев сплавов серии 2ххх перед горячей прокаткой обычно осуществляют при температуре в диапазоне от 400°С до 505°С за один или несколько этапов. В любом случае сегрегация легирующих элементов в материале непосредственно после отливки снижается, а также происходит растворение растворимых элементов. Если обработка происходит при температуре ниже около 400°С, получаемый в результате эффект гомогенизации является недостаточным. Если температура будет выше около 505°С, может произойти эвтектическое плавление, которое приводит к нежелательному образованию пор. Время этой тепловой обработки предпочтительно составляет от 2 до 30 часов. Применение более продолжительных временных интервалов обычно не наносит какого-либо вреда. Гомогенизацию обычно проводят при температуре выше 480°С. Обычная температура предварительного нагрева находится в диапазоне от около 430°С до около 460°С, причем время выдержки находится в диапазоне до включительно около 15 часов.
В одном варианте осуществления настоящего изобретения отлитый слиток или сляб, из которого образуют плакирующее покрытие из сплава Al-Mn или алюминиевого сплава серии 3ххх, был гомогенизирован перед горячей прокаткой до более тонкого калибра. Гомогенизация приводит к более мелкой и более однородной зернистой структуре и приводит к повышению формуемости слоя из сплава Al-Mn в конечном прокатном композитном изделии для авиакосмической техники. Гомогенизационную термообработку предпочтительно осуществляют при температуре по меньшей мере 450°С в течение по меньшей мере около 1 часа, предпочтительно в диапазоне от около 1 до около 30 часов, как правило, в течение от около 6 до около 20 часов. Предпочтительно, температура гомогенизации находится в диапазоне от около 530°С до около 630°С.
В одном варианте осуществления настоящего изобретения отлитый слиток или сляб, из которого образуют плакирующее покрытие из сплава Al-Mn или алюминиевого сплава серии 3ххх, не был гомогенизирован перед горячей прокаткой до более тонкого калибра. Он был лишь предварительно нагрет до температуры горячей прокатки для уменьшения толщины до промежуточного значения для образования горячекатаной покрывающей пластины для соединения прокаткой со сплавом сердцевины серии АА2ххх. Это приводит к повышенной стойкости к коррозии слоя из сплава Al-Mn или алюминиевого сплава 3ххх в конечном прокатном композитном изделии для авиакосмической техники.
Перед осуществлением горячей прокатки до более тонкого калибра для образования горячекатаной покрывающей пластины для соединения прокаткой со сплавом сердцевины серии АА2ХХХ с прокатываемых граней слоя из сплава Al-Mn или сплава серии 3ххх может быть снят поверхностный слой, чтобы удалить зоны сегрегации возле литой поверхности прокатываемого слитка и увеличить плоскостность изделия.
Калибр прокатного композитного изделия для авиакосмической техники уменьшают до конечного значения посредством горячей прокатки, за которой необязательно следует холодная прокатка, как это принято в данной области техники.
После того как прокатное композитное изделие прокатано с обеспечением конечного калибра, указанное изделие обычно подвергают термообработке на твердый раствор при температуре в диапазоне от около 450°С до около 505°С в течение времени, достаточного для того, чтобы эффекты раствора приблизились к равновесию, причем обычные значения времени выдержки находятся в диапазоне от 5 до 120 минут. Предпочтительно, термообработка на твердый раствор проходит при температуре в диапазоне от 475°С до 500°С, например, при около 495°С. Термообработку на твердый раствор обычно проводят в печи периодического или непрерывного действия. Предпочтительные значения времени выдержки при указанной температуре находятся в диапазоне от около 5 минут до около 35 минут. Однако в случае плакированных изделий следует обратить внимание на слишком продолжительное время выдержки, так как, в частности, слишком много меди из слоя сердцевины из сплава серии 2ххх может диффундировать в плакирующий(-е) слой(-и) из сплава Al-Mn или алюминиевого сплава серии 3ххх, что может пагубно повлиять на защиту от коррозии, обеспечиваемую указанным(-и) слоем(-ями). После термообработки на твердый раствор важно, чтобы композитное изделие охладилось достаточно быстро до температуры 175°С или ниже, предпочтительно до 100°С или ниже и более предпочтительно до температуры окружающей среды, чтобы предотвратить или свести к минимуму неуправляемое осаждение вторичных фаз, например, Al2CuMg и Al2Cu. С другой стороны, скорости охлаждения не должны быть слишком высокими, чтобы достигались достаточная плоскостность и низкий уровень остаточных напряжений в композитном изделии. Подходящие скорости охлаждения могут быть достигнуты с помощью воды, например, путем погружения в воду или охлаждения водяными струями. Термообработка на твердый раствор в этом диапазоне температур обеспечивает получение рекристаллизованной микроструктуры слоя из сплава Al-Mn или сплава серии 3ххх. В этом состоянии плакирующий слой демонстрирует улучшенную формуемость по сравнению с нерекристаллизованным состоянием.
Композитное изделие может быть подвергнуто дополнительной холодной обработке, например растягиванию в диапазоне от 0,5% до 8% от его исходной длины, для снятия в нем остаточных напряжений и улучшения плоскостности изделия. Предпочтительно, растягивание находится в диапазоне от 0,5% до 6%, более предпочтительно от 0,5% до 4% и наиболее предпочтительно от 0,5% до 3%.
После охлаждения прокатное композитное изделие для авиакосмической техники подвергают естественному старению, как правило, при значениях температуры окружающей среды, и альтернативно композитное изделие для авиакосмической техники также может быть подвергнуто искусственному старению. Искусственное старение на этом этапе способа может быть особенно полезно для изделий более высокого калибра. Учитывая термообработку на твердый раствор, сплав Al-Mn или алюминиевый сплав серии 3ххх демонстрируют улучшенное упрочнение закалкой на твердый раствор и улучшенную реакцию на упрочнение старением, причем старение может быть как естественным, так и искусственным, что, кроме прочего, приводит к благоприятно высоким механическим свойствам, которые положительно влияют на общую прочность конечного прокатного композитного изделия для авиакосмической техники.
Слой или слои из алюминиевого сплава серии 3ххх обычно являются более тонкими по сравнению с сердцевиной, причем толщина каждого слоя из сплава Al-Mn составляет от 1% до 20% общей толщины композитного материала. Более предпочтительно, толщина слоя из сплава Al-Mn составляет от около 1% до около 10% общей толщины композитного материала.
В одном варианте осуществления слой из алюминиевого сплава серии 3ххх присоединен к одной поверхности или грани слоя сердцевины из сплава серии 2ххх.
В одном варианте осуществления слой из алюминиевого сплава серии 3ххх присоединен к обеим поверхностям или граням слоя сердцевины из сплава серии 2ххх с образованием наружной поверхности прокатного композитного изделия для авиакосмической техники.
В одном варианте осуществления прокатное композитное изделие для авиакосмической техники имеет общую толщину по меньшей мере 0,8 мм.
В одном варианте осуществления прокатное композитное изделие для авиакосмической техники имеет общую толщину не более 50,8 мм (2 дюймов), предпочтительно не более 25,4 мм (1 дюйма) и наиболее предпочтительно не более 12 мм.
В одном варианте осуществления прокатное композитное изделие для авиакосмической техники представляет собой толстое листовое изделие.
В одном варианте осуществления прокатное композитное изделие для авиакосмической техники представляет собой листовое изделие.
В одном варианте осуществления слой из сплава серии 3ххх изготовлен из алюминиевого сплава, имеющего следующий состав в % мас.:
Mn от 0,3% до 2,0%, предпочтительно от 0,5% до 1,8%, более предпочтительно от 0,5% до 1,5% и наиболее предпочтительно от 0,6% до 1,25%,
Si до включительно 1,2%, предпочтительно ≤0,9%, более предпочтительно ≤0,5%,
Fe до включительно 0,7%, предпочтительно ≤0,5% и более предпочтительно ≤0,3%,
Cu до включительно 1,5%, предпочтительно ≤1,2%, более предпочтительно 0,20%-1,2% или ≤0,25%,
Mg до включительно 1,0%, предпочтительно ≤0,7%, более предпочтительно 0,10%-0,7% или ≤0,15%,
Cr до включительно 0,25%, предпочтительно ≤0,15%,
Zr до включительно 0,25%, предпочтительно ≤0,15%,
Ti до включительно 0,25%, предпочтительно ≤0,2%, более предпочтительно от 0,005% до 0,20%,
Zn до включительно 1,5%, предпочтительно до включительно 1,0%, другие элементы и примеси, количество каждого или каждой из которых составляет <0,05%, всего <0,15%, и остаток: алюминий.
Mn является основным легирующим элементом и придает прочность и формуемость плакирующему слою. Предпочтительно, нижний предел содержания Mn составляет 0,5% и более предпочтительно 0,6%. В одном варианте осуществления верхний предел содержания Mn составляет 1,8%, предпочтительно 1,5% и более предпочтительно 1,25%.
В одном варианте осуществления слоя из сплава серии 3ххх содержание Mg находится в диапазоне от 0,1% до 0,7% и предпочтительно в диапазоне от 0,2% до 0,7%. Содержание Cu находится в диапазоне от 0,20% до 1,2% и предпочтительно от 0,30% до 1,0%. При добавлении Cu сплав серии 3ххх демонстрирует улучшенную реакцию на упрочнение старением после термообработки на твердый раствор, причем старение может быть как естественным, так и искусственным, что приводит к благоприятно высоким механическим свойствам, которые положительно влияют на увеличение прочности.
В одном варианте осуществления слоя из сплава серии 3ххх содержание Mg находится в диапазоне от 0,1% до 0,7% и предпочтительно в диапазоне от 0,2% до 0,7%. Содержание Cu находится в диапазоне до включительно 0,25%. Несмотря на то, что после термообработки на твердый раствор по-прежнему имеется реакция на упрочнение старением, относительно низкое содержание Cu действует в качестве барьера для диффундирования Cu из сплава сердцевины серии 2ххх, улучшая тем самым стойкость к коррозии композитного изделия для авиакосмической техники.
В одном варианте осуществления слоя из сплава серии 3ххх содержание Cu находится в диапазоне от 0,20% до 1,2% и предпочтительно в диапазоне от 0,3% до 0,9%. Содержание Mg находится в диапазоне до включительно 0,25% и предпочтительно до включительно 0,15%. Снижению содержания Mg присуще преимущество, заключающееся в том, что в области наружной поверхности находится меньшее количество оксидов на основе Mg, которые отрицательно влияют на соединение между слоем из сплава сердцевины и плакирующим слоем. Кроме того, снижается риск образования пузырей.
В одном варианте осуществления слоя из сплава серии 3ххх содержание Mg составляет до включительно 0,20%, а содержание Cu составляет до включительно 0,25%. В предпочтительном варианте осуществления общее содержание Mg+Cu составляет менее 0,35% и предпочтительно менее 0,25%. Это обеспечивает хороший баланс формуемости и стойкости к коррозии прокатного композитного изделия для авиакосмической техники. Снижению содержания Mg присуще преимущество, заключающееся в том, что в области наружной поверхности находится меньшее количество оксидов на основе Mg, которые отрицательно влияют на соединение между слоем из сплава сердцевины и плакирующим слоем. Кроме того, снижается риск образования пузырей.
В одном варианте осуществления содержание Fe составляет до включительно 0,5%, предпочтительно до включительно 0,3% и более предпочтительно до включительно 0,2%. Более низкое содержание Fe является благоприятным для образования большего количества дисперсоидов Mn, в частности дисперсоидов AlMn6, которые являются основным упрочняющим формирующим элементом в сплаве серии 3ХХХ и тем самым повышают прочность плакирующего слоя. Более низкое содержание Fe также приводит к лучшей формуемости.
Содержание Zn составляет до включительно 1,5% и предпочтительно до включительно 1%. Добавление Zn позволяет скорректировать коррозионный потенциал, требуемый для конкретного применения, и тем самым улучшить стойкость к коррозии прокатного изделия для авиакосмической техники.
В одном варианте осуществления слой из сплава серии 3ххх состоит из алюминиевого сплава, имеющего следующий состав в % мас.: Mn от 0,3% до 2,0%, Si до включительно 1,2%, Fe до включительно 0,7%, Cu до включительно 1,5%, Mg до включительно 1,0%, Cr до включительно 0,25%,
Zr до включительно 0,25%, Ti до включительно 0,25%, Zn до включительно 1,5%, и остаток: алюминий и примеси, причем предпочтительно диапазоны состава являются более узкими, как описано и заявлено в настоящем документе.
В одном варианте осуществления состав плакирующего слоя из алюминиевого сплава серии 3ххх корректируют или задают таким образом, чтобы он имел значение потенциала свободной коррозии (относительно стандартного каломельного электрода (SCE - англ.: Standard Calomel Electrode), также именуемого «коррозионным потенциалом») -710 мВ или менее (например, -750 мВ), чтобы обеспечить оптимальную защиту от коррозии для сплава сердцевины серии 2ххх, причем измерение производили на материале, прошедшем термообработку на твердый раствор и быстрое охлаждение, в растворе, содержащем NaCl в концентрации 53 г/л и H2O2 в концентрации 3 г/л, при температуре 25°С с каломельным электродом 0,1 Н. В предпочтительном варианте осуществления коррозионный потенциал плакирующего слоя из алюминиевого сплава серии 3ххх находился в диапазоне от -730 мВ до -800 мВ, причем измерение проводили после термообработки на твердый раствор (SHT - англ.: solution heat treatment) и быстрого охлаждения, когда ключевые легирующие элементы находятся по существу в твердом растворе.
В одном варианте осуществления разность коррозионных потенциалов между слоем сердцевины из сплава 2ххх и плакирующим слоем из алюминиевого сплава серии 3ххх, т.е. с конечной степенью твердости, находится в диапазоне от 30 до 100 мВ для обеспечения достаточной защиты от коррозии от анодного плакирующего слоя до слоя сердцевины.
В одном варианте осуществления слой сердцевины из сплава серии 2ххх изготовлен из алюминиевого сплава, имеющего следующий состав в % мас.:
Cu от 1,9% до 7,0%, предпочтительно от 3,0% до 6,8%, более предпочтительно от 3,2% до 4,95%;
Mg от 0,30% до 1,8%, предпочтительно от 0,35% до 1,8%;
Mn до включительно 1,2%, предпочтительно от 0,2% до 1,2%, более предпочтительно от 0,2% до 0,9%;
Si до включительно 0,40%, предпочтительно до включительно 0,25%;
Fe до включительно 0,40%, предпочтительно до включительно 0,25%;
Cr до включительно 0,35%, предпочтительно до включительно 0,10%;
Zn до включительно 1,0%;
Ti до включительно 0,15%, предпочтительно от 0,01% до 0,10%;
Zr до включительно 0,25, предпочтительно до включительно 0,12%;
V до включительно 0,25%;
Li до включительно 2,0%;
Ag до включительно 0,80%;
Ni до включительно 2,5%;
остаток: алюминий и примеси. Как правило, такие примеси присутствуют в количестве каждая <0,05%, всего <0,15%.
В другом варианте осуществления слой сердцевины из сплава серии 2ххх изготовлен из алюминиевого сплава, имеющего следующий состав в % мас.:
Cu от 1,9% до 7,0%, предпочтительно от 3,0% до 6,8%, более предпочтительно от 3,2% до 4,95%;
Mg от 0,30% до 1,8%, предпочтительно от 0,8% до 1,8%;
Mn до включительно 1,2%, предпочтительно от 0,2% до 1,2%, более предпочтительно от 0,2 до 0,9%;
Si до включительно 0,40%, предпочтительно до включительно 0,25%;
Fe до включительно 0,40%, предпочтительно до включительно 0,25%;
Cr до включительно 0,35%, предпочтительно до включительно 0,10%;
Zn до включительно 0,4%;
Ti до включительно 0,15%, предпочтительно от 0,01% до 0,10%;
Zr до включительно 0,25, предпочтительно до включительно 0,12%;
V до включительно 0,25%; и
остаток: алюминий и примеси. Как правило, такие примеси присутствуют в количестве каждая <0,05%, всего <0,15%.
В предпочтительном варианте осуществления слой сердцевины из сплава серии 2ххх изготовлен из алюминиевого сплава серии АА2Х24, где X равняется 0, 1, 2, 3, 4, 5, 6, 7 или 8. Особенно предпочтительный алюминиевый сплав выбирают из сплавов АА2024, АА2524 и АА2624.
В одном варианте осуществления слой сердцевины из сплава серии 2ххх предоставляется в состоянии Т3, Т351, Т39, Т42, Т8 или Т851.
Слой сердцевины из сплава серии 2ххх может быть предоставлен пользователю в состоянии без термообработки на твердый раствор, таким как состояние после отливки или отожженное состояние термообработки, а затем сформован и подвержен термообработке на твердый раствор и старению пользователем до требуемого состояния, например, степени твердости Т3, Т351, Т39, Т42, Т8 или Т851.
В одном варианте осуществления промежуточный слой или внутренний плакирующий слой расположен между наружной поверхностью слоя сердцевины из сплава серии 2ххх и внутренней поверхностью каждого слоя из сплава Al-Mn или алюминиевого сплава серии 3ххх. Промежуточный слой изготовлен из алюминиевого сплава серии 3ххх, имеющего более высокое содержание Zn по сравнению с алюминиевым сплавом серии 3ххх, образующим наружный поверхностный слой прокатного композитного изделия для авиакосмической техники. Этот промежуточный слой действует в качестве дополнительного барьера для диффундирования Cu из сплава сердцевины в наружный поверхностный слой. Целевое более высокое содержание Zn также создает градиент Zn в слоях из сплава серии 3ххх, соединенных со сплавом сердцевины серии 2ххх, обеспечивая тем самым улучшенную гальваническую защиту для сплава сердцевины и увеличивая стойкость к точечной и межкристаллизационной коррозии сплава сердцевины за счет предпочтительной коррозии промежуточного слоя, при этом сохраняются показатели прочности и характеристики поверхности, обеспечиваемые наружным слоем из алюминиевого сплава серии 3ххх. Благодаря применению двух слоев из алюминиевых сплавов серии 3ххх (промежуточного слоя и наружного поверхностного слоя) вместо, например, промежуточного слоя из сплава серии 1ххх и наружного слоя из сплава 3ххх сохраняются хорошие характеристики соединения прокаткой алюминиевых сплавов серии 3ххх. Вряд ли есть какая-либо разница в текучести двух сплавов серии 3ххх, имеющих немного отличающийся состав сплавов, во время операции соединения горячей прокаткой.
В варианте осуществления промежуточного слоя из алюминиевого сплава серии 3ххх, имеющего более высокое содержание Zn по сравнению с наружным слоем из сплава серии 3ххх, указанный промежуточный слой изначально имеет более низкое значение ОСР или значение потенциала свободной коррозии (относительно стандартного каломельного электрода (SCE), также именуемого «коррозионным потенциалом») по сравнению с наружным слоем за счет более высокого содержания Zn. Это будет компенсировать диффундирование Cu из сплава сердцевины в промежуточный слой во время термомеханической обработки, в частности во время термообработки на твердый раствор. Медь, диффундировавшая в промежуточный слой, будет повышать значение ОСР промежуточного слоя обратно к уровню выше наружного слоя, что делает два слоя из сплавов серии 3ххх более сбалансированными по значению ОСР.
В одном варианте осуществления толщина каждого промежуточного слоя из сплава серии 3ххх обычно является более тонкой по сравнению с сердцевиной, причем толщина каждого промежуточного слоя составляет от 1% до 20% общей толщины композитного материала. Более предпочтительно, толщина промежуточного слоя составляет от около 1% до около 10% общей толщины композитного материала.
В одном варианте осуществления промежуточный слой изготовлен из алюминиевого сплава серии 3ххх, который содержит от 0,3% до 2,0% Mn и целевую добавку Zn в диапазоне от 0,25% до 4%. В одном варианте осуществления нижний предел содержания Zn составляет 0,5%. В одном варианте осуществления верхний предел содержания Zn составляет 3%.
В одном варианте осуществления промежуточный слой изготовлен из алюминиевого сплава серии 3ххх, содержащего в % мас.:
Mn от 0,3% до 2,0%, предпочтительно от 0,5% до 1,8%, более предпочтительно от 0,5% до 1,5% и наиболее предпочтительно от 0,6% до 1,25%;
Zn от 0,25% до 4%, предпочтительно от 0,5% до 4%, более предпочтительно от 0,5% до 3%;
Si до включительно 1,2%, предпочтительно до включительно 0,9%, более предпочтительно до включительно 0,5%;
Fe до включительно 0,7%, предпочтительно до включительно 0,5% и более предпочтительно до включительно 0,3%;
Cu до включительно 1,5%, предпочтительно до включительно 1,2%;
Mg до включительно 1,0%, предпочтительно до включительно 0,7%;
Cr до включительно 0,25%, предпочтительно до включительно 0,15%;
Zr до включительно 0,25%, предпочтительно до включительно 0,15%;
Ti до включительно 0,25%, предпочтительно до включительно 0,2%, более предпочтительно от 0,005% до 0,20%;
другие элементы и примеси, количество каждого или каждой из которых составляет <0,05%, всего <0,15%, и остаток: алюминий.
В одном варианте осуществления промежуточный слой изготовлен из алюминиевого сплава серии 3ххх, имеющего следующий состав в % мас.: Mn от 0,3% до 2,0%, Zn от 0,25% до 4%, Si до включительно 1,2%, Fe до включительно 0,7%, Cu до включительно 1,5%, Mg до включительно 1,0%, Cr до включительно 0,25%, Zr до включительно 0,25%, Ti до включительно 0,25% и остаток: алюминий и примеси, причем предпочтительно диапазоны состава являются более узкими, как описано и заявлено в настоящем документе.
Настоящее изобретение также относится к способу изготовления прокатного композитного изделия для авиакосмической техники согласно настоящему изобретению, причем указанный способ включает в себя следующие этапы:
(a) предоставление слитка или прокатного сырья из алюминиевого сплава серии 2ххх для образования слоя сердцевины композитного изделия для авиакосмической техники;
(b) гомогенизация слитка из указанного алюминиевого сплава серии 2ххх при температуре в диапазоне от 400°С до 505°С в течение по меньшей мере 2 часов;
(c) предоставление слитка или прокатного плакирующего покрытия из алюминиевого сплава серии 3ххх для образования наружного плакирующего слоя на алюминиевом сплаве сердцевины серии 2ххх; причем необязательно два слитка или два прокатных плакирующих покрытия из алюминиевого сплава серии 3ххх предоставляют для образования плакирующего слоя на каждой стороне алюминиевого сплава сердцевины серии 2ххх;
(d) необязательная гомогенизация слитка(-ов) из алюминиевого сплава серии 3ххх при температуре в диапазоне по меньшей мере 450°С в течение по меньшей мере 1 часа, предпочтительно при температуре в диапазоне от 530°С до 630°С;
(e) необязательно предоставление слитка или прокатного плакирующего покрытия из алюминиевого сплава серии 3ххх для образования промежуточного слоя или внутреннего плакирующего слоя, расположенного между слоем сердцевины из сплава серии 2ххх и наружным плакирующим слоем из сплава серии 3ххх; необязательное предоставление двух слитков или двух прокатных плакирующих покрытий из алюминиевого сплава серии 3ххх для образования промежуточного слоя или внутреннего плакирующего слоя, расположенного между слоем сердцевины из сплава серии 2ххх и каждым наружным плакирующим слоем из сплава серии 3ххх;
(f) соединение прокаткой слоя(-ев) из алюминиевого сплава серии 3ххх со слоем сердцевины из сплава серии 2ххх для образования соединенного прокаткой изделия, предпочтительно посредством горячей прокатки, за которой необязательно следует холодная прокатка;
(g) термообработка на твердый раствор соединенного прокаткой изделия при температуре в диапазоне от 450°С до 505°С либо в периодическом режиме, либо в непрерывном режиме;
(h) охлаждение соединенного прокаткой изделия, прошедшего термообработку на твердый раствор, до температуры ниже 100°С, предпочтительно до температуры окружающей среды;
(i) необязательно растягивание соединенного прокаткой изделия, прошедшего термообработку на твердый раствор, предпочтительно посредством холодного растягивания в диапазоне от 0,5% до 8% его исходной длины, предпочтительно в диапазоне от 0,5% до 6%, более предпочтительно от 0,5% до 4% и наиболее предпочтительно от 0,5% до 3%; и
(j) старение охлажденного соединенного прокаткой изделия посредством естественного старения и/или искусственного старения. В предпочтительном варианте осуществления в результате старения слою сердцевины из сплава серии 2ххх придается степень твердости Т3, Т351, Т39, Т42, Т8 или Т851. Плакирующие слои из сплава серии 3ххх будут в отожженном состоянии термообработки.
В одном варианте осуществления способа согласно настоящему изобретению на следующих этапах (к) обработки прокатное композитное изделие для авиакосмической техники формуют в ходе процесса формования при температуре окружающей среды или повышенной температуре с получением фасонного изделия, имеющего по меньшей мере одно из одноосной кривизны или двухосной кривизны.
В альтернативном варианте осуществления способа после соединения прокаткой на этапе (f) алюминиевого(-ых) сплава(-ов) серии 3ххх со сплавом сердцевины серии 2ххх для образования соединенного прокаткой изделия, предпочтительно посредством горячей прокатки, за которой необязательно следует холодная прокатка, указанное соединенное прокаткой изделие формуют в ходе процесса формования при температуре окружающей среды или повышенной температуре с получением фасонного изделия, имеющего по меньшей мере одно из одноосной кривизны или двухосной кривизны, за которым следует термообработка на твердый раствор и последующее старение для получения конечной степени твердости.
Формовка может быть осуществлена посредством операции формования, выбранной из группы, состоящей из: операции гибки, профилирования, формования вытяжкой, формования пластической деформацией в процессе старения, глубокой вытяжки и высокоэнергетической гидроформовки, в частности, взрывной формовки или электрогидравлической формовки.
В одном варианте осуществления процесс формования или операция формования при повышенной температуре осуществляются при температуре в диапазоне от около 140°С до около 200°С, и предпочтительно прокатное композитное изделие для авиакосмической техники выдерживают при температуре формования в течение временного промежутка в диапазоне от около 1 до около 50 часов. В предпочтительном варианте осуществления формование при повышенной температуре осуществляют посредством операции формования пластической деформацией в процессе старения. Формование пластической деформацией в процессе старения представляет собой процесс или операцию придания компоненту определенной формы во время вызывающей старение термообработки, что позволяет снимать напряжения, имеющиеся внутри компонента, и придавать форму контуру, например, в случае оболочек фюзеляжа с одинарной или двойной кривизной.
В одном варианте осуществления (исключено из настоящего изобретения) прокатное композитное изделие для авиакосмической техники согласно настоящему изобретению после осуществления термообработки на твердый раствор (SHT) и перед формованием с получением заданной формы подвергают этапу холодной обработки после SHT, который включает в себя по меньшей мере 25% холодную обработку прокатного композитного изделия для авиакосмической техники, причем, в частности, холодная обработка включает в себя холодную прокатку прокатного изделия для авиакосмической техники с обеспечением конечного калибра, как раскрыто в патентном документе US-2014/036699-A1, содержание которого включено в настоящий документ посредством ссылки.
В одном аспекте настоящего изобретения предложено применение алюминиевого сплава серии 3ххх, как описано и заявлено в настоящем документе, в качестве плакирующего слоя на одной или обеих поверхностях алюминиевого сплава серии 2ххх с образованием прокатного плакированного изделия для авиакосмической техники.
В дополнительном аспекте настоящего изобретения предложена сварная структура, содержащая прокатное композитное изделие для авиакосмической техники согласно настоящему изобретению и по меньшей мере один элемент жесткости из алюминиевого сплава, присоединенный к прокатному композитному изделию для авиакосмической техники при помощи операции клепки или сварки.
В одном варианте осуществления настоящее изобретение относится к сварному конструктивному элементу воздушного судна, содержащему прокатное композитное изделие для авиакосмической техники согласно настоящему изобретению и по меньшей мере один элемент жесткости из алюминиевого сплава, предпочтительно стрингер, присоединенный к прокатному композитному изделию для авиакосмической техники при помощи операции клепки или сварки, например, при помощи лазерной сварки или фрикционной сварки.
Кроме того, настоящее изобретение также относится к сварным структурам фюзеляжа, в которых панели фюзеляжа присоединяют друг к другу при помощи лазерной сварки (LBW - англ. laser beam welding) или фрикционной сварки (FSW - англ. friction stir welding), например при помощи стыковых сварных швов.
Настоящее изобретение также включает в себя воздушное судно или космическое судно, фюзеляж которого полностью или частично сконструирован из прокатного композитного изделия для авиакосмической техники согласно настоящему изобретению, которое может быть включено в различные конструктивные части воздушного судна. Например, различные раскрытые варианты осуществления могут применяться для образования конструктивных частей крыльев в сборе и/или конструктивных частей хвостовой конструкции (оперения). Воздушное судно обычно представляет собой коммерческое пассажирское или грузовое воздушное судно. В альтернативных вариантах осуществления настоящее изобретение также может быть применено в конструкции летательных аппаратов других типов. Примеры таких летательных аппаратов включали в себя пилотируемые и беспилотные военные воздушные суда, винтокрылые воздушные суда или даже баллистические летательные аппараты.
Прокатное композитное изделие для авиакосмической техники согласно настоящему изобретению может быть сформовано с образованием элемента самолета, такого как компонент или панель фюзеляжа или такого как компонент или панель крыла, и указанный самолет может пользоваться преимуществом, обеспечиваемым настоящим изобретением, как описано.
Упомянутое формование может включать в себя операцию гибки, формование вытяжкой, механическую обработку и другие операции формования, известные в области техники для формования панелей или других элементов воздушного судна, авиакосмических летательных аппаратов или других транспортных средств. Формование, включающее в себя изгибание или другую пластическую деформацию, может быть осуществлено при комнатной температуре или повышенных температурах.
ОПИСАНИЕ ГРАФИЧЕСКИХ МАТЕРИАЛОВ
Настоящее изобретение далее будет описано со ссылкой на прилагаемые графические материалы, где на каждой из фиг. 1 и 2 представлены схематические изображения, демонстрирующие варианты осуществления настоящего изобретения.
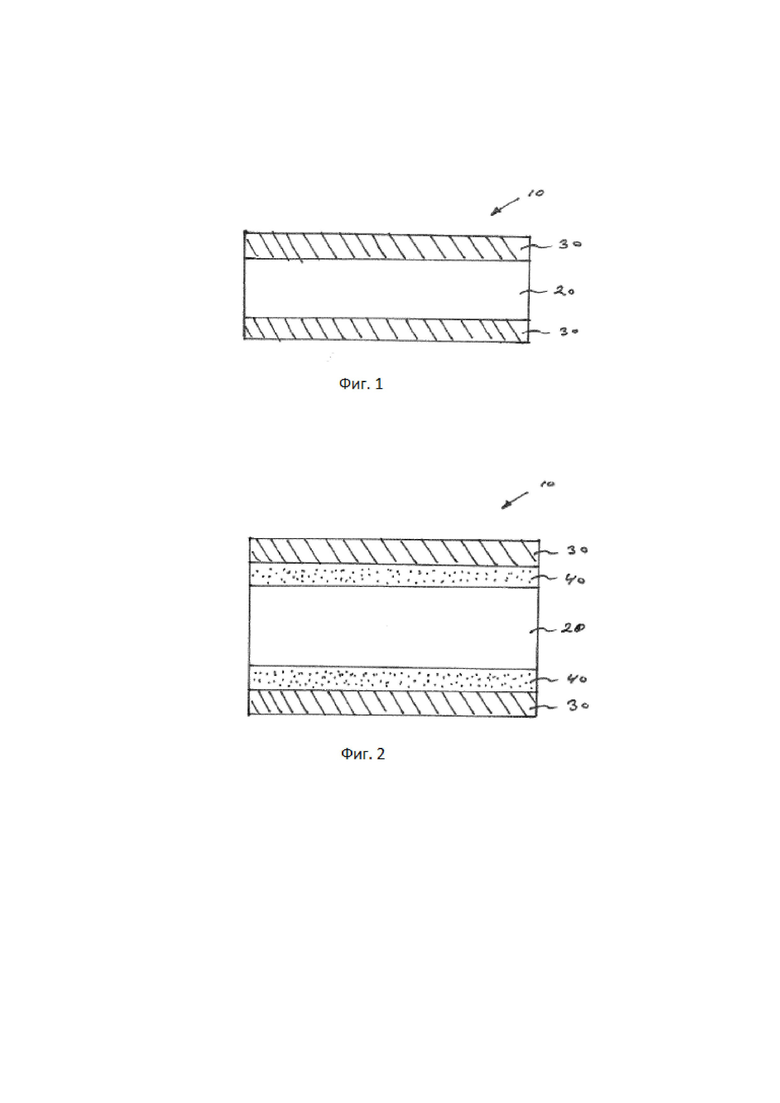
На фиг. 1 представлено схематическое изображение прокатного композитного изделия для авиакосмической техники, имеющего три различных слоя, в соответствии с определенными иллюстративными вариантами осуществления.
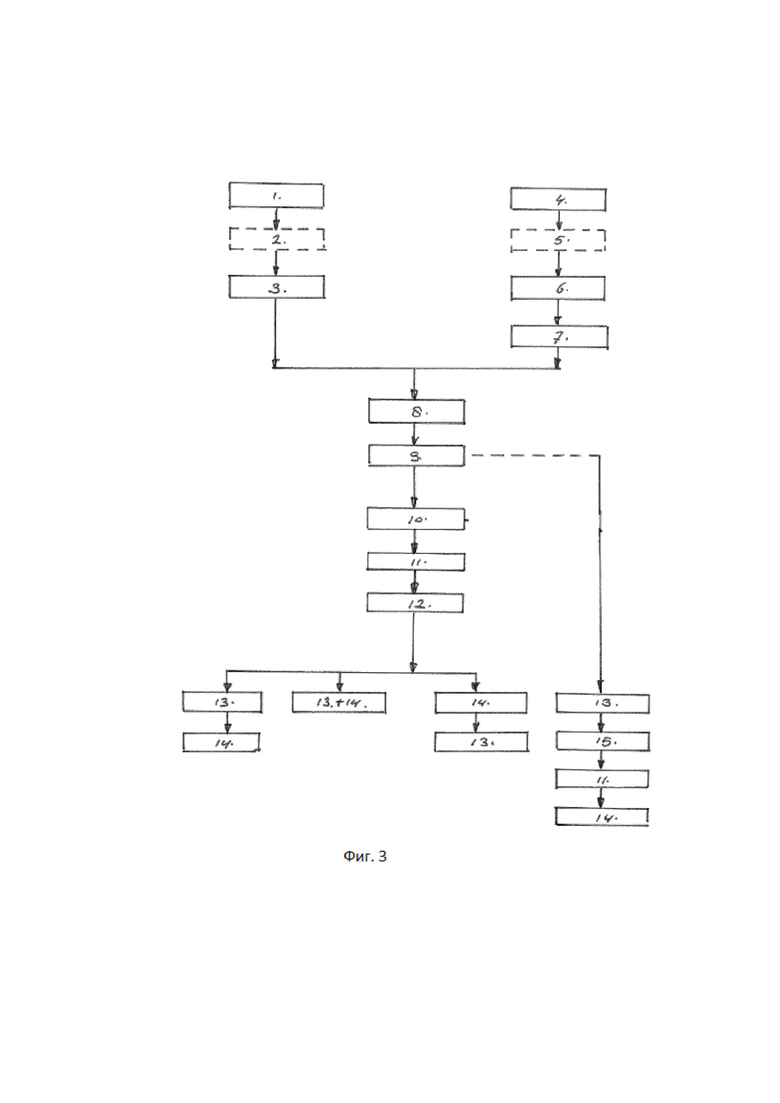
На фиг. 2 представлено схематическое изображение прокатного композитного изделия для авиакосмической техники, имеющего пять различных слоев, в соответствии с определенными иллюстративными вариантами осуществления.
На фиг. 3 представлена схематическая последовательность операций для нескольких вариантов осуществления способа изготовления прокатного композитного изделия для авиакосмической техники согласно настоящему изобретению.
На фиг. 1 показан вариант осуществления прокатного композитного изделия 10 для авиакосмической техники, имеющего трехслойную структуру, состоящую из слоя 20 сердцевины из сплава серии 2ххх, на каждой стороне которого расположен плакирующий слой 30 из сплава Al-Mn, состоящий из алюминиевого сплава серии 3ххх, как описано и заявлено в настоящем документе.
На фиг. 2 показан вариант осуществления прокатного композитного изделия 10 для авиакосмической техники, имеющего пятислойную структуру, состоящую из слоя 20 сердцевины из сплава серии 2ххх, на каждой стороне которого расположен плакирующий слой 30 из сплава Al-Mn, состоящий из алюминиевого сплава серии 3ххх, как описано и заявлено в настоящем документе, причем другой плакирующий слой 40 из сплава Al-Mn расположен между слоем 20 сердцевины и плакирующим слоем 30 из сплава Al-Mn, так что плакирующий слой 30 из сплава Al-Mn образует наружный слой прокатного композитного изделия 10 для авиакосмической техники. Плакирующий слой 40 из сплава Al-Mn также изготовлен из сплава серии 3ххх, который имеет более высокое содержание Zn по сравнению со сплавом серии 3ххх, из которого состоит плакирующий слой 30 из сплава Al-Mn, причем плакирующий слой 40 из сплава Al-Mn имеет состав, описанный и заявленный в настоящем документе.
На фиг. 3 представлена схематическая последовательность операций для нескольких вариантов осуществления способа согласно настоящему изобретению для изготовления прокатного композитного изделия для авиакосмической техники. На этапе 1 способа слиток отливают из сплава серии 2ххх, образующего сплав сердцевины композитного изделия для авиакосмической техники, с которого необязательно может быть снят поверхностный слой на этапе 2, чтобы удалить зоны сегрегации возле литой поверхности прокатываемого слитка и увеличить плоскостность изделия. На этапе 3 способа прокатываемый слиток гомогенизируют. Параллельно на этапе 4 способа слиток отливают из сплава Al-Mn или алюминиевого сплава серии 3ххх для образования по меньшей мере одного плакирующего слоя на поверхности сплава сердцевины композитного изделия для авиакосмической техники и необязательно на обеих гранях сплава сердцевины. Кроме того, на этапе 5 с этого слитка необязательно может быть снят поверхностный слой. На этапе 6 способа сплав Al-Mn или алюминиевый сплав серии 3ххх либо гомогенизируют и предварительно нагревают до исходной температуры горячей прокатки, либо не гомогенизируют, а только предварительно нагревают до исходной температуры горячей прокатки, а затем на этапе 7 способа подвергают горячей прокатке для образования покрывающей(-их) пластины (пластин), при этом плакирующий слой обычно намного тоньше сердцевины. На этапе 8 способа сплав сердцевины серии 2ххх и покрывающую пластину из алюминиевого сплава серии 3ххх на одной или обеих сторонах сплава сердцевины соединяют прокаткой, предпочтительно горячей прокаткой. В зависимости от требуемого конечного калибра соединенное прокаткой изделие может подвергаться холодной прокатке на этапе 9 способа для получения конечного калибра, например, получения листового изделия или тонкого листового изделия. На этапе 10 способа прокатное изделие для авиакосмической техники подвергают термообработке на твердый раствор, затем охлаждают на этапе 11 способа и предпочтительно растягивают на этапе 12 способа.
В одном варианте осуществления охлажденное изделие формуют в ходе процесса 13 формования и подвергают старению, т.е. естественному или искусственному старению, на этапе 14 способа для получения конечной степени твердости, например степени твердости Т3 или Т8.
В одном варианте осуществления процесс 13 формования и старение этапа 14 способа могут быть объединены, например, операцию формования осуществляют при температуре в диапазоне от около 140°С до около 200°С, и предпочтительно в течение времени в диапазоне от около 1 до около 50 часов, в результате чего также происходит искусственное старение как сердцевины из сплава серии 2ххх, так и плакирующего(-их) слоя(-ев) из сплава серии 3ххх.
В одном варианте осуществления охлажденное изделие подвергают старению на этапе 14 способа, т.е. естественному или искусственному старению, для получения требуемой степени твердости, а затем формуют в процессе 13 формования для получения формованного изделия с заданной формой.
В альтернативном варианте осуществления после соединения прокаткой сердцевины из сплава серии 2ххх и плакирующего(их) слоя(-ев) из алюминиевого сплава серии 3ххх с получением конечного калибра прокатное изделие формуют в процессе 13 формования с получением заданной формы, после чего указанное формованное изделие подвергают термообработке на твердый раствор на этапе 15 способа и охлаждают на этапе 11 способа, а затем подвергают старению, т.е. естественному или искусственному старению, на этапе 14 способа с получением конечной степени твердости, например степени твердости Т3 или Т8.
Настоящее изобретение не ограничивается описанными ранее вариантами осуществления, которые могут широко варьироваться в пределах объема настоящего изобретения, определенного приложенной формулой изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЛАКИРОВАННОЕ ИЗДЕЛИЕ НА ОСНОВЕ СПЛАВА СЕРИИ 2XXX ДЛЯ АВИАКОСМИЧЕСКОЙ ТЕХНИКИ | 2020 |
|
RU2783714C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 2XXX | 2021 |
|
RU2826059C1 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 7XXX | 2019 |
|
RU2778434C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОДУКТА-ПЛИТЫ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 2ХХХ, ИМЕЮЩЕГО УЛУЧШЕННОЕ СОПРОТИВЛЕНИЕ УСТАЛОСТНОМУ РАЗРУШЕНИЮ | 2019 |
|
RU2763430C1 |
| ИЗДЕЛИЕ ИЗ АЛЮМИНИЕВОГО СПЛАВА СЕРИИ 7XXX | 2020 |
|
RU2778466C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ ИЗ СПЛАВА СЕРИИ ALMGSC | 2020 |
|
RU2779736C1 |
| ЛИСТ ДЛЯ ПАЙКИ ТВЕРДЫМ ПРИПОЕМ С СВЕРХДЛИТЕЛЬНЫМ СРОКОМ СЛУЖБЫ И ВЫСОКОЙ ФОРМУЕМОСТЬЮ | 2003 |
|
RU2312020C2 |
| АНОДИРОВАННЫЙ АЛЮМИНИЙ ТЕМНО-СЕРОГО ЦВЕТА | 2017 |
|
RU2717622C1 |
| ПРИГОДНОЕ ДЛЯ СВАРКИ МЕТАЛЛИЧЕСКОЕ ИЗДЕЛИЕ | 2010 |
|
RU2533989C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ | 2012 |
|
RU2596509C2 |
Изобретение относится к прокатным композитным изделиям для авиакосмической техники. Прокатное композитное изделие содержит слой сердцевины из сплава серии 2ххх и слой из сплава Al-Mn, связанный по меньшей мере с одной поверхностью слоя сердцевины из сплава серии 2ххх, причем слой из сплава Al-Mn состоит из алюминиевого сплава серии 3ххх, содержащего от 0,3 мас.% до 2,0 мас.% Mn, предпочтительно от 0,3 мас.% до 1,8 мас.% Mn, при этом каждый слой из сплава Al-Mn имеет толщину в диапазоне от 1% до 20% общей толщины прокатного композитного изделия. Изобретение направлено на улучшение стойкости к коррозии в сочетании с хорошей формуемостью. 2 н. и 18 з.п. ф-лы, 3 ил.
1. Прокатное композитное изделие (10) для авиакосмической техники, содержащее слой (20) сердцевины из сплава серии 2ххх и слой (30) из сплава Al-Mn, связанный по меньшей мере с одной поверхностью слоя сердцевины из сплава серии 2ххх, причем слой (30) из сплава Al-Mn состоит из алюминиевого сплава серии 3ххх, содержащего от 0,3 мас.% до 2,0 мас.% Mn и предпочтительно от 0,3 мас.% до 1,8 мас.% Mn, причем каждый слой (30) из сплава Al-Mn имеет толщину в диапазоне от 1% до 20% общей толщины прокатного композитного изделия (10) для авиакосмической техники.
2. Прокатное композитное изделие для авиакосмической техники по п. 1, отличающееся тем, что слой (30) из сплава Al-Mn состоит из алюминиевого сплава серии 3ххх, имеющего следующий состав в мас.%:
Mn от 0,5 до 2,0,
Si до включительно 1,2,
Fe до включительно 0,7,
Cu до включительно 1,5,
Mg до включительно 1,0,
Cr до включительно 0,25,
Zr до включительно 0,25,
Ti до включительно 0,25,
Zn до включительно 1,5,
другие элементы и примеси, количество каждого и каждой из которых составляет <0,05, всего <0,15; остаток: алюминий.
3. Прокатное композитное изделие для авиакосмической техники по п. 2, отличающееся тем, что содержание Mg находится в диапазоне от 0,1 мас.% до 0,7 мас.%, а содержание Cu находится в диапазоне от 0,20 мас.% до 1,2 мас.%.
4. Прокатное композитное изделие для авиакосмической техники по п. 2, отличающееся тем, что содержание Mg находится в диапазоне от 0,1 мас.% до 0,7 мас.%, а содержание Cu составляет до включительно 0,25 мас.%.
5. Прокатное композитное изделие для авиакосмической техники по п. 2, отличающееся тем, что содержание Mg составляет до включительно 0,25 мас.%, а содержание Cu находится в диапазоне от 0,20 мас.% до 1,2 мас.%.
6. Прокатное композитное изделие для авиакосмической техники по п. 2, отличающееся тем, что содержание Mg составляет до включительно 0,20 мас.%, а содержание Cu составляет до включительно 0,25 мас.%.
7. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-6, отличающееся тем, что слой (30) из сплава Al-Mn является негомогенизированным.
8. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-6, отличающееся тем, что слой (30) из сплава Al-Mn является гомогенизированным.
9. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-8, отличающееся тем, что слой (30) из сплава Al-Mn связан посредством соединения прокаткой по меньшей мере с одной поверхностью слоя (20) сердцевины из сплава серии 2ххх.
10. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-9, отличающееся тем, что каждый слой (30) из сплава Al-Mn имеет толщину в диапазоне от 1% до 10% общей толщины прокатного композитного изделия (10) для авиакосмической техники.
11. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-10, состоящее из слоя (20) сердцевины из сплава серии 2ххх и слоя (30) из сплава Al-Mn, связанного с одной поверхностью слоя (20) сердцевины из сплава серии 2ххх.
12. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-10, состоящее из слоя (20) сердцевины из сплава серии 2ххх и слоя (30) из сплава Al-Mn, связанного с обеими поверхностями слоя (20) сердцевины из сплава серии 2ххх.
13. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-12, отличающееся тем, что сплав серии 2ххх слоя (20) сердцевины имеет следующий состав в мас. %:
Cu от 1,9% до 7,0%, предпочтительно от 3,0% до 6,8%, более предпочтительно от 3,2% до 4,95%;
Mg от 0,30% до 1,8%, предпочтительно от 0,35% до 1,8%;
Mn до включительно 1,2%, предпочтительно от 0,2% до 1,2%;
Si до включительно 0,40%;
Fe до включительно 0,40%;
Cr до включительно 0,35%;
Zn до включительно 1,0%;
Ti до включительно 0,15%;
Zr до включительно 0,25;
V до включительно 0,25%;
Li до включительно 2,0%;
Ag до включительно 0,80%;
Ni до включительно 2,5%; и
остаток: алюминий и примеси.
14. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-13, отличающееся тем, что слой (20) сердцевины из сплава серии 2ххх представляет собой сплав серии 2x24.
15. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-14, отличающееся тем, что слой (20) сердцевины из сплава серии 2ххх имеет степень твердости Т3, Т351, Т39, Т42, Т8 или Т851.
16. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-15, отличающееся тем, что оно дополнительно содержит промежуточный слой (40), расположенный между слоем (20) сердцевины из сплава серии 2ххх и слоем (30) из сплава Al-Mn, причем промежуточный слой (40) изготовлен из алюминиевого сплава серии 3ххх, который отличается от слоя (30) из сплава Al-Mn, и при этом промежуточный слой (40) изготовлен из алюминиевого сплава серии 3ххх, содержащего от 0,3 мас.% до 2,0 мас.% Mn и от 0,25 мас.% до 4 мас.% Zn.
17. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-16, отличающееся тем, что оно дополнительно содержит промежуточный слой (40), расположенный между слоем (20) сердцевины из сплава серии 2ххх и слоем (30) из сплава Al-Mn, причем промежуточный слой (40) изготовлен из алюминиевого сплава серии 3ххх, который отличается от слоя (30) из сплава Al-Mn, и при этом промежуточный слой (40) изготовлен из алюминиевого сплава серии 3ххх, содержащего в мас.%:
Mn от 0,3% до 2,0%, предпочтительно от 0,5% до 1,8%;
Zn от 0,25% до 4%, предпочтительно от 0,5% до 4%;
Si до включительно 1,2%, предпочтительно до включительно 0,9%;
Fe до включительно 0,7%, предпочтительно до включительно 0,5%;
Cu до включительно 1,5%, предпочтительно до включительно 1,2%;
Mg до включительно 1,0%, предпочтительно до включительно 0,7%;
Cr до включительно 0,25%;
Zr до включительно 0,25%;
Ti до включительно 0,25%; и
другие элементы и примеси, количество каждого или каждой из которых составляет <0,05%, всего <0,15%, и остаток: алюминий.
18. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-17, отличающееся тем, что указанное прокатное композитное изделие (10) для авиакосмической техники имеет общую толщину от 0,8 мм до 50,8 мм, предпочтительно от 0,8 мм до 25,4 мм и более предпочтительно от 0,8 мм до 12 мм.
19. Прокатное композитное изделие для авиакосмической техники по любому из пп. 1-18, отличающееся тем, что указанное прокатное композитное изделие для авиакосмической техники является конструктивной деталью авиакосмической техники.
20. Способ изготовления прокатного композитного изделия для авиакосмической техники по любому из пп. 1-19, включающий следующие этапы:
- предоставление слитка из алюминиевого сплава серии 2ххх для образования слоя сердцевины композитного изделия для авиакосмической техники;
- гомогенизация слитка из алюминиевого сплава серии 2ххх при температуре в диапазоне от 400°С до 505°С в течение по меньшей мере 2 часов;
- предоставление слитка или прокатного плакирующего покрытия из алюминиевого сплава серии 3ххх для образования наружного плакирующего слоя на алюминиевом сплаве сердцевины серии 2ххх;
- необязательно гомогенизация слитка из алюминиевого сплава серии 3ххх при температуре в диапазоне по меньшей мере 450°С, предпочтительно от 530°С до 630°С, в течение по меньшей мере 1 часа;
- соединение прокаткой алюминиевого сплава серии 3ххх со сплавом сердцевины серии 2ххх для образования соединенного прокаткой изделия, предпочтительно посредством горячей прокатки, за которой необязательно следует холодная прокатка;
- термообработка на твердый раствор соединенного прокаткой изделия при температуре в диапазоне от 450°С до 505°С;
- охлаждение соединенного прокаткой изделия, прошедшего термообработку на твердый раствор, до температуры ниже 100°С, предпочтительно до температуры окружающей среды;
- необязательно растягивание охлажденного соединенного прокаткой изделия, прошедшего термообработку на твердый раствор; и
- старение охлажденного соединенного прокаткой изделия.
21. Способ по п. 20, отличающийся тем, что указанный способ дополнительно включает формование охлажденного соединенного прокаткой изделия, прошедшего термообработку на твердый раствор, а также необязательно растягивание в процессе формования с получением изделия заданной формы с одноосной или двухосной кривизной.
22. Способ по п. 21, отличающийся тем, что этап формования осуществляют после этапа старения.
23. Способ по п. 21, отличающийся тем, что этап формования и этап старения объединяют в этап формования при повышенной температуре, предпочтительно при температуре в диапазоне от 140°С до 200°С и предпочтительно в течение времени в диапазоне от 1 до 50 часов.
| US 2014366999 A1, 18.12.2014 | |||
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛУФАБРИКАТОВ ИЛИ ДЕТАЛЕЙ АВТОМОБИЛЕЙ, СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ АЛЮМИНИЕВОГО СПЛАВА ИЗ УКАЗАННОГО АЛЮМИНИЕВОГО СПЛАВА, ПОЛОСА АЛЮМИНИЕВОГО СПЛАВА И ЕЕ ПРИМЕНЕНИЕ | 2014 |
|
RU2637458C2 |
| СПЛАВ НА ОСНОВЕ АЛЮМИНИЯ И ИЗДЕЛИЕ ИЗ НЕГО | 2018 |
|
RU2688314C1 |
| US 2017306454 A1, 26.10.2017 | |||
| US 2008121317 A1, 29.05.2008. | |||

