Область техники
Группа изобретений относится к цветной металлургии, а именно к способу и технологическому комплексу для получения непрерывнолитой медной заготовки для электротехнических целей путем переработки шихты на основе медного лома.
Уровень техники
В настоящее время в мире актуальны вопросы вторичной переработки отходов, направленных на сохранение природных ресурсов, охрану окружающей среды в целом, оптимизацию производственных процессов переработки отходов, снижение энергопотребления. Вторичная переработка отходов меди особенно важна, так как природные источники меди ограничены, а потребность в меди не уменьшается и существует постоянный спрос на этот металл на мировом сырьевом рынке.
Основными источниками отходов меди являются промышленные производства, которые при изготовлении продукции используют медь и медные сплавы, а также различные энергетические и сетевые компании, которые используют электротехническую продукцию, содержащую медь и медные сплавы, для генерирования, передачи и распределения электроэнергии.
Медный лом классифицируется в соответствии с его происхождением и содержанием чистой меди согласно ГОСТ 54564-2011 «Лом и отходы цветных металлов». На рынке предлагаются следующие группы меди:
- М1 – Медные проводники тока: проволока и шины чистые без покрытий и изоляции. Марки: М00, М001к, М0, М0к, М1, М1к. Содержание меди, не менее 99,9%.
- М2 – Медные проводники тока: проволока и шины, освобождённые от изоляции термической обработкой. Лом и кусковые отходы электролитической промышленности, не засорённые другими металлами и сплавами. Марки: М00, М001к, М0, М0к, М1, М1к. Содержание меди, не менее 99,9%.
- М3 – Лом и отходы чистой меди без покрытия, полуды и пайки: брак литых, кованых и штампованных изделий, обрезь, высечка листов, лент, труб, решёток и проволоки без изоляции, троллеи с железными приделками. Лом и кусковые отходы электролитической промышленности, не засоренные другими металлами и сплавами. Марки: М00, М0, М1, М2, М3. Содержание меди, не менее 99,5%.
- М4 – Лом и отходы, смешанные с полудой и пайкой. Марки: М00, М0, М1, М2, М3. Содержание меди, не менее 99,5%.
- М5 – Медный смешанный лом без обгоревшей медной проволоки: проводники тока с покрытием лаком, полудой, детали холодильных агрегатов, катушки. Содержание меди, не менее 99,5%.
- М6 – Лом медной эмалированной, лакированной проволоки в хлопчатобумажной изоляции, в изоляции из стекловолокна и бумаги или шелковой изоляции (два слоя). Марки: М00, М0, М1. Содержание меди, не менее 99,9%.
- М7 – Медная крошка из нелуженой меди без изоляции. Марки: М0, М1. Содержание меди, не менее 99,5%.
- М8 – Стружка чистой меди. Марки: М00, М0, М1, М2, М3. Содержание меди, не менее 99,5%.
- М9 – Лом электродвигателей. Марки: М0, М1, М2, М3. Содержание меди не оговаривается.
- М10 – Смешанный низкокачественный медный скрап. Содержание меди не оговаривается.
- М11 – Шлаки медные, пыль, зола, печные выломки, сора, козлы. Содержание меди, не менее 8%.
- М12 – Скрап из изолированной медной проволоки. Содержание меди не оговаривается.
- М13 – Медь, плакированная другим цветным металлом. Содержание меди не оговаривается.
Одной из основных областей применения меди является электротехническая промышленность, где используется медь с высокой степенью очистки. В соответствии с ГОСТ Р 53803-2010 «Катанка медная для электротехнических целей» для изготовления электротехнических изделий, например, проволоки и токопроводящих жил, требуется литая катанка, которая представляет собой заготовку с поперечным круглым сечением, постоянным по всей длине, намотанную в бухту и изготовленную, как правило, методом непрерывного литья или методом непрерывного литья и прокатки. При этом медная литая катанка, согласно данному документу, должна обладать низким удельным сопротивлением, которое обусловлено высокой чистотой, соответствующей содержанию меди не менее 99,91 мас. %.
В настоящее время непрерывнолитая медная заготовка (катанка) для электротехнических целей изготавливается из медных катодов на установках непрерывного литья. Для изготовления медных катодов медные лома подвергают пирометаллургическому рафинированию с получения медных анодов, которые далее перерабатываются в медные катоды путем электролиза.
Известен способ изготовления непрерывнолитой медной заготовки для электротехнических целей на линии непрерывного литья и прокатки фирмы Southwire, который заключается в плавке шихтового материала в виде медных катодов, литье расплавленной меди в кристаллизатор, прокатке полученной заготовки в прокатном стане, осветлении, и получении бунтов медной катанки с диаметрами в диапазоне от 8 мм до 23 мм. Эту катанку впоследствии подвергают волочению в проволоку с различными диаметрами, которая идёт на изготовление различных кабелей и проводов. Также катанка может перерабатываться в различные фасонные элементы или подвергнута непрерывному выдавливанию с использованием метода «Конформ».
Недостатком известного способа является использование в качестве шихтового материала только медных катодов.
Также известен способ изготовления непрерывнолитой заготовки и установка непрерывного вертикального литья заготовки (Патент США US4736789, 12.04.1988) для его осуществления, где медь и медные сплавы переплавляют в установке непрерывного вертикального литья заготовки и далее вытягивают непрерывнолитые заготовки с дальнейшей намоткой на приемное устройство.
Данный способ и установка является наиболее близким аналогом (прототипом) заявленного группы изобретения.
Указанный выше способ изготовления медной непрерывнолитой заготовки, соответствующей требованиям ГОСТ Р 53803-2010, использует в качестве исходного сырья от 90% до 100% медных катодов или иных медных полуфабрикатов с содержанием меди от 99,5% до 99,99%, и только до 10% медного лома. Изготовление медных катодов и иных медных полуфабрикатов из медной руды или медного лома, их транспортировка до производителя медной катанки, а также их повторный разогрев до стадии расплава в целях переработки в медную непрерывнолитую заготовку требует от производителя медной катанки существенных финансовых и энергетических затрат, увеличивает сроки поставки медного сырья, что влияет на себестоимость конечного электротехнического изделия.
При этом известные аналоги не позволяют использовать для производства непрерывнолитой медной заготовки шихту на основе медного лома без снижения качества конечного продукта.
Раскрытие сущности изобретения
Задачей заявленной группы изобретений является устранение недостатков аналогов и исключение из процесса изготовления непрерывнолитой медной заготовки дорогостоящего сырья в виде медных катодов или значительное снижения количества их использования.
Технический результат заявленной группы изобретений заключается в обеспечении возможности использования для получения непрерывнолитой медной заготовки для электротехнических целей до 100% медного лома с сохранением качества конечного продукта (низкого удельного сопротивления заготовки), а также в снижении энергетических затрат на производство заготовки.
Технический результат достигается в способе получения непрерывнолитой медной заготовки за счет того, что он включает: плавку и огневое рафинирование шихты на основе медного лома, содержащей не менее 99,2 мас.% меди, в тигельной плавильной установке, имеющей тигель, установленный с возможностью наклона, с получением рафинированного расплава, содержащего не менее 99,91 мас.% меди, причем огневое рафинирование предусматривает окислительную обработку расплава путем его выдержки на воздухе и восстановительную обработку расплава путем его выдержки под слоем древесного угля с обеспечением снижения содержания кислорода в расплаве до 0,02-0,04 мас.%; последующий перелив рафинированного расплава меди из тигельной плавильной установки в литейный ковш путем наклона тигля; транспортировку рафинированного расплава меди в литейном ковше до установки непрерывного вертикального литья; заливку рафинированного расплава меди из литейного ковша в плавильную печь установки непрерывного вертикального литья; выдержку расплава в плавильной печи установки непрерывного вертикального литья под слоем древесного угля; подачу расплава в раздаточную печь установки непрерывного вертикального литья на охлаждаемый кристаллизатор; кристаллизацию и вертикальную вытяжку из расплава, находящегося в раздаточной печи под слоем графита, непрерывнолитой заготовки в виде прутка, содержащей не более 0,001 мас. % кислорода; и намотку непрерывнолитой заготовки на приемное устройство.
Согласно частным вариантам реализации способа:
- транспортировку рафинированного расплава в литейном ковше осуществляют с использованием грузоподъемного крана или конвейера, или тележки;
- в качестве шихты используют медный лом группы М1, и/или М2, и/или М3, и/или М4, и/или М5, и/или М6, и/или М7, и/или М8, и/или М9;
Технический результат достигается также в технологическом комплексе для получения непрерывнолитой медной заготовки за счет того, что он содержит: тигельную плавильную установку, выполненную с возможностью проведения плавления и огневого рафинирования меди и имеющую тигель, установленный с возможностью наклона; литейный ковш, размещенный на выходе тигельной плавильной установки с возможностью приема расплава из тигля; механизм транспортировки литейного ковша, установленный с возможностью перемещения литейного ковша с расплавом от тигельной плавильной установки к установке непрерывного литья; установку непрерывного вертикального литья, включающую плавильную печь и соединенную с ней раздаточную печь, в которой установлены охлаждаемые кристаллизаторы и вытягивающее устройство; и приемное устройство, установленное на выходе установки непрерывного вертикального литья с возможностью намотки полученной непрерывнолитой заготовки.
Согласно частным вариантам реализации технологического комплекса:
- в качестве тигельной плавильной установки использована установка индукционного или газопламенного типа;
- в качестве механизма транспортировки литейного ковша использован грузоподъемный кран или конвейер, или тележка;
- в установке непрерывного вертикального литья плавильная печь соединена с раздаточной печью желобом, находящимся к инертной среде.
Основное отличие заявленной группы изобретений от аналогов заключается в применении комбинации приемов огневого рафинирования расплава непосредственно в тигельной плавильной установке, его последующей транспортировки в литейном ковше и вертикальной вытяжки из расплава непрерывнолитой заготовки, что дает возможность использовать в качестве исходного материала шихту на основе медного лома без снижения качества конечного продукта. Так, проведение огневого рафинирования расплава в тигельной плавильной установке описанным способом обеспечивает повышение чистоты расплава, в том числе удаление железа, фосфора, серы, мышьяка и значительного количества кислорода. Дальнейший перелив рафинированного расплава в литейный ковш, его транспортировка до установки непрерывного вертикального литья, и заливка в плавильную печь позволяют исключить операции разливки меди в слитки и их повторного плавления, что, в свою очередь, обеспечивает сохранение высокой чистоты материала, а также снижение энергетических затрат. При этом использование описанных приемов непрерывного вертикального литья заготовки позволяет исключить операцию прокатки при производстве катанки и добиться высокой чистоты конечного продукта для применения в электротехнических целях.
Краткое описание чертежей
Группа изобретений иллюстрируется представленной фигурой, на которой показана схема заявленного технологического комплекса для получения катанки из медного лома.
Осуществление изобретения
В рамках настоящей заявки под термином «катанка» подразумевается изделие, регламентированное ГОСТ Р 53803-2010, а именно заготовка с поперечным круглым сечением постоянным по всей длине, намотанная в бухту и изготовленная методом непрерывного литья. При этом под термином «электротехнические цели» подразумевается изготовление проволоки, контактных проводов, шин, токопроводящих жил и других электротехнических изделий, в соответствии с вышеуказанным документом.
Технологический комплекс для получения непрерывнолитой медной заготовки («катанки»), согласно заявленному изобретению, включает тигельную плавильную установку (1), тигель которой выполнен с возможностью наклона, литейный ковш (2), механизм транспортировки (3) литейного ковша, установку непрерывного вертикального литья (4), и приемное устройство (5) для намотки.
В качестве тигельной плавильной установки (1) может применяться установка газопламенного или индукционного типа. Например, может использоваться установка газопламенного типа PTSP 2000/14 производства фирмы LAC, s.r.o, или установка индукционного типа УИП-1000-0,5-2,0х2Г производства ЗАО «РЭЛТЭК».
В качестве литейного ковша (2) может применяться, например, ковш литейный конический модели КЛК-1 производства ООО ИТЦ «Толедо».
Механизм транспортировки (3) может представлять собой любое известное средство, обеспечивающее перемещение литейного ковша между плавильной установкой и установкой непрерывного вертикального литья. В частности, может применяться грузоподъемный кран, конвейер или тележка.
Установка вертикального непрерывного литья (4) содержит плавильную печь, соединенную с ней желобом раздаточную печь, в которой установлены охлаждаемые водой графитовые кристаллизаторы, а также вытягивающее устройство для вертикальной подачи кристаллизуемых из расплава непрерывнолитых заготовок, включающее серводвигатели, приводной вал и прижимные ролики.
В качестве установки вертикального непрерывного литья (4) может применяться, например, установка UPCAST компании OUTOKUMPU.
Приемное устройство представляет собой моталки для наматывания заготовок в бухты.
Заявленный способ реализуется следующим образом.
Шихта на основе медного лома (состоящая только из лома или содержащая добавку из медных катодов) с содержанием меди 99,2 мас.% и более загружается в тигель плавильной установки (1), где происходит ее расплавление. При использовании индукционного или газопламенного нагрева на этапе плавления удаляются органические примеси (бумага, лак, масло, остатки пластиката), а также и легкоплавкие металлы, такие как алюминий, цинк, олово).
После плавления с расплава снимают шлак, открывая зеркало расплава.
Огневое рафинирование предусматривает окислительную и восстановительную обработки. Окислительная обработка, по существу, происходит на этапе плавления при выдержке расплава на воздухе. При этом содержание кислорода поднимается до 0,3-0,5 мас.%, до получения трудноудалимого шлака, что позволяет вывести из расплава практически все железо, серу, фосфор и мышьяк. Далее расплав покрывается слоем шлакового коагулянта и шлак полностью удаляется. Затем из расплава отбирается проба металла и, при необходимости, операция повторяется.
При восстановительной обработке расплав покрывают слоем древесного угля и выдерживают для снижения содержания кислорода до 0,02-0,04 мас.%.
Следует отметить, что операцию рафинирования нельзя проводить в плавильной печи установки вертикального непрерывного литья (4) из-за постоянного наличия в ней древесного угля, что делает невозможным реализацию в плавильной печи установки (4) окислительных процессов.
Полученный в тигельной плавильной установке (1) рафинированный расплав переливают путем наклона тигля в литейный ковш (2), который перемещают посредством механизма транспортировки (3) к установке непрерывного вертикального литья (4) и заливают плавильную печь.
В плавильной печи установки (4) расплав выдерживается под слоем древесного угля. Содержание кислорода в расплаве за счет этого понижается до уровня 0,01-0,03 мас. %.
Затем расплав по желобу, находящемуся в инертной среде (азот), переливается в канальную раздаточную печь, где находится под слоем чешуйчатого графита. Содержание кислорода в расплаве в раздаточной печи снижается до уровня 0,001 мас.% и ниже. В начале процесса литья в кристаллизаторы раздаточной печи подается затравка (медный пруток). При соприкосновении затравки с расплавом начинается процесс кристаллизации, и затравка при помощи вытяжного устройства поднимается вверх, вытягивая за собой непрерывную заготовку в виде прутка.
Полученную заготовку наматывают на приемное устройство (5).
Таким образом, заявленная группа изобретений позволяет получить из медного лома непрерывнолитую заготовку высокой чистотой (содержащую не менее 99,91 мас.% меди), отвечающую требованием ГОСТ Р 53803-2010.
Кроме того, за счет исключения процесса нагрева «холодного» металла в установке непрерывного вертикального литья, при производстве экономится до 100 кВт/час или до 20% от общей затрачиваемой электроэнергии в установке непрерывного литья, а также увеличивается срок эксплуатации футеровки установки как минимум на 30%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НЕПРЕРЫВНОЛИТОЙ МЕДНОЙ ЗАГОТОВКИ МЕТОДОМ ВЕРХНЕЙ ТЯГИ И ТЕХНОЛОГИЧЕСКИЙ КОМПЛЕКС ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2022 |
|
RU2793619C1 |
| СПОСОБ СОВМЕЩЕННОГО ЛИТЬЯ И ПРОКАТКИ МЕДНЫХ СПЛАВОВ ИЗ МЕДНЫХ ЛОМОВ | 2013 |
|
RU2637454C1 |
| Способ изготовления контактного провода из медного сплава | 2023 |
|
RU2809878C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАНКИ ИЗ МЕДНОГО СЫРЬЯ | 2024 |
|
RU2833062C1 |
| Способ изготовления высокопрочного провода из медного сплава | 2024 |
|
RU2841399C1 |
| СПОСОБ ПОЛУЧЕНИЯ КАТАНКИ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОГО АЛЮМИНИЯ И КАТАНКА ИЗ ЭЛЕКТРОТЕХНИЧЕСКОГО АЛЮМИНИЯ | 2024 |
|
RU2837939C1 |
| МЕДЕПЛАВИЛЬНОЕ УСТРОЙСТВО | 1995 |
|
RU2144092C1 |
| НИЗКОЛЕГИРОВАННЫЙ СПЛАВ НА ОСНОВЕ МЕДИ И СПОСОБ ЕГО ПЛАВКИ | 2018 |
|
RU2781701C2 |
| СПОСОБ РАФИНИРОВАНИЯ МЕДИ | 2012 |
|
RU2496894C1 |
| СПОСОБ СОВМЕЩЕННОГО НЕПРЕРЫВНОГО ЛИТЬЯ И ПРОКАТКИ МЕДИ И ЕЕ СПЛАВОВ | 1995 |
|
RU2089334C1 |
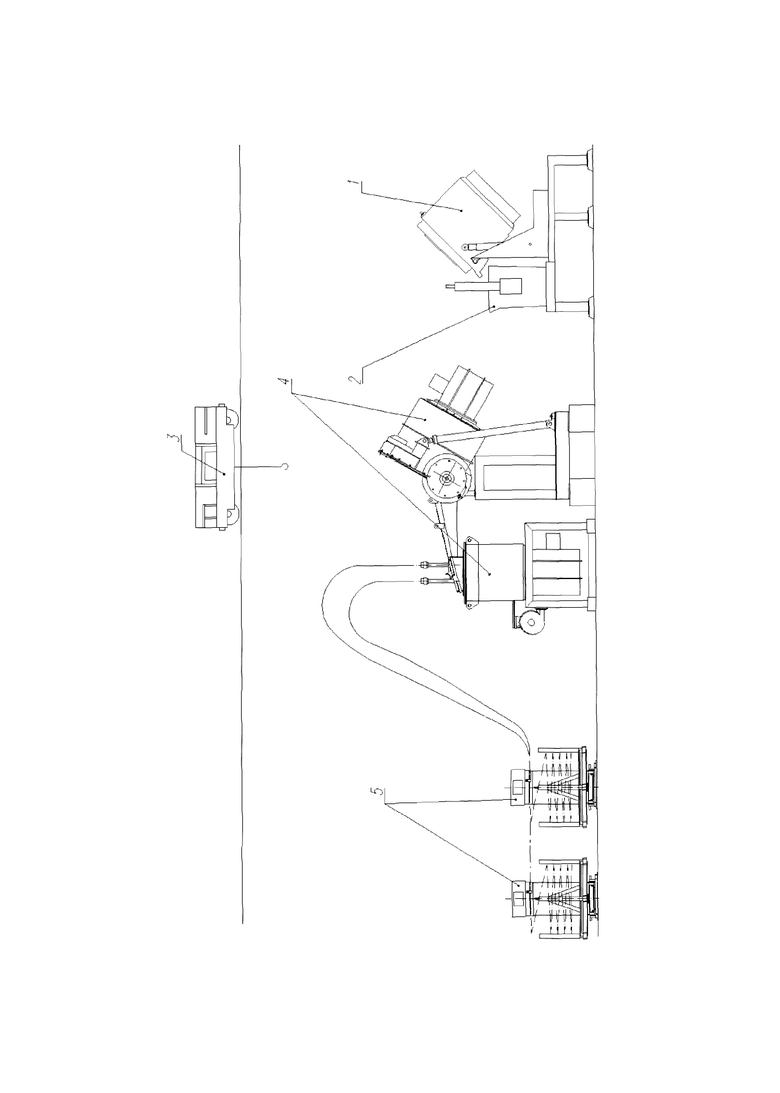
Изобретение относится к области металлургии и может быть использовано при переработке медного лома. Технологический комплекс содержит тигельную плавильную установку (1), литейный ковш (2) с механизмом его транспортировки (3), установку непрерывного вертикального литья (4), а также приемное устройство (5). В тигельной плавильной установке (1) осуществляют плавку и огневое рафинирование шихты на основе медного лома, содержащего не менее 99,2 мас.% меди, с получением рафинированного расплава, содержащего не менее 99,91 мас.% меди. Расплав переливают в литейный ковш (2), транспортируют до установки непрерывного вертикального литья (4), заливают в плавильную печь установки (4), выдерживают под слоем древесного угля и вытягивают из расплава, покрытого слоем графита, непрерывнолитую заготовку в виде прутка. Полученную заготовку наматывают на приемное устройство (5). Обеспечивается возможность использования до 100% медного лома, содержащего не менее 99,2 мас.% меди, для получения медного продукта для электротехнических целей и снижение энергетических затрат на производство. 2 н. и 5 з.п. ф-лы, 1 ил.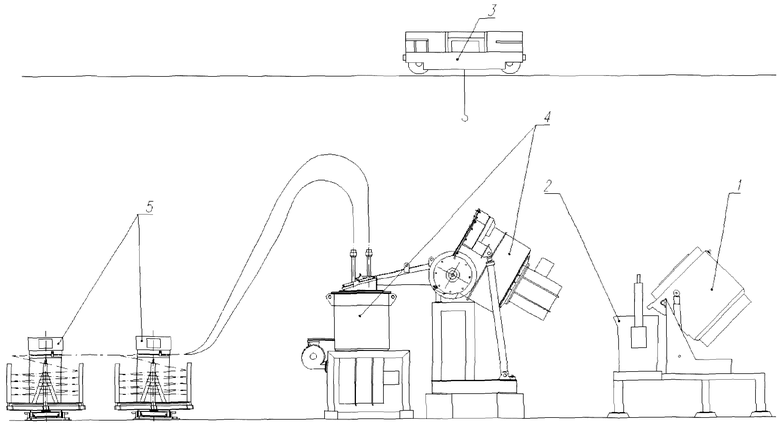
1. Способ получения непрерывнолитой медной заготовки для электротехнических целей из шихты на основе медного лома, включающий
плавку и огневое рафинирование шихты, содержащей не менее 99,2 мас.% меди, в тигельной плавильной установке, имеющей тигель, установленный с возможностью наклона, с получением рафинированного расплава, содержащего не менее 99,91 мас.% меди, причем огневое рафинирование предусматривает окислительную обработку расплава путем его выдержки на воздухе и восстановительную обработку расплава путем его выдержки под слоем древесного угля с обеспечением снижения содержания кислорода в расплаве до 0,02-0,04 мас.%,
последующий перелив рафинированного расплава меди из тигельной плавильной установки в литейный ковш путем наклона тигля,
транспортировку рафинированного расплава меди в литейном ковше до установки непрерывного вертикального литья,
заливку рафинированного расплава меди из литейного ковша в плавильную печь установки непрерывного вертикального литья,
выдержку расплава в плавильной печи установки непрерывного вертикального литья под слоем древесного угля,
подачу расплава в раздаточную печь установки непрерывного вертикального литья в охлаждаемый кристаллизатор,
кристаллизацию и вертикальную вытяжку из расплава, находящегося в раздаточной печи под слоем графита, непрерывнолитой заготовки в виде прутка, содержащей не более 0,001 мас. % кислорода, и
намотку непрерывнолитой заготовки на приемное устройство.
2. Способ по п. 1, характеризующийся тем, что транспортировку рафинированного расплава в литейном ковше осуществляют с использованием грузоподъемного крана, или конвейера, или тележки.
3. Способ по п. 1, характеризующийся тем, что в качестве шихты используют медный лом группы М1, и/или М2, и/или М3, и/или М4, и/или М5, и/или М6, и/или М7, и/или М8, и/или М9.
4. Технологический комплекс для получения непрерывнолитой медной заготовки для электротехнических целей из шихты на основе медного лома, содержащий
тигельную плавильную установку, выполненную с возможностью проведения плавления и огневого рафинирования меди, имеющую тигель, установленный с возможностью наклона,
литейный ковш, размещенный на выходе тигельной плавильной установки с возможностью приема расплава из тигля,
механизм транспортировки литейного ковша, установленный с возможностью перемещения литейного ковша с расплавом от тигельной плавильной установки к установке непрерывного литья,
установку непрерывного вертикального литья, включающую плавильную печь и соединенную с ней раздаточную печь, в которой установлены охлаждаемые кристаллизаторы и вытягивающее устройство,
приемное устройство, установленное на выходе установки непрерывного вертикального литья, выполненное с возможностью намотки полученной непрерывнолитой заготовки.
5. Комплекс по п. 4, характеризующийся тем, что тигельная плавильная установка выполнена в виде установки индукционного или газопламенного типа.
6. Комплекс по п. 4, характеризующийся тем, что в качестве механизма транспортировки литейного ковша он содержит грузоподъемный кран, или конвейер, или тележку.
7. Комплекс по п. 4, характеризующийся тем, что плавильная печь установки непрерывного вертикального литья соединена с раздаточной печью желобом, находящимся в инертной среде.
| US 4736789 A1, 12.04.1988 | |||
| RU 2052916 C1, 20.01.1996 | |||
| СПОСОБ ПЕРЕПЛАВКИ ЛОМА МЕДИ И ПОЛУЧЕНИЯ ЛАТУНЬ И БРОНЗ И ПЕЧЬ ДЛЯ ОСУЩЕСТВЛЕНИЯ СПОСОБА | 2009 |
|
RU2407811C1 |
| КОНВЕЙЕРНАЯ УСТАНОВКА, КОМБИНАЦИЯ УСТРОЙСТВ И СПОСОБ СОЕДИНЕНИЯ МЕТАЛЛУРГИЧЕСКИХ ПРОЦЕССОВ | 2006 |
|
RU2424324C2 |

