Изобретение относится к области обработки материалов резанием, и может быть использовано для сверления полимерных композиционных материалов (ПКМ).
Известен способ сверления отверстий в ПКМ с применением инструмента из быстрорежущих сталей и твердых сплавов (А.А. Степанов. Обработка высокопрочных композиционных полимерных композиционных материалов. - Л.: Машиностроение, Ленингр. отд-ние, 1987. - С. 100-104). Однако при реализации данного способа имеет место интенсивный износ инструмента, что не позволяет обеспечить высокие качество и производительность процесса обработки.
Известен способ сверления волокнистых полимерных композиционных материалов, который включает выполнение отверстия лезвийным инструментом с последующим нагревом обработанной поверхности и одновременным приложением механического давления (патент РФ №2593559, В23В 35/00, БИ №20, 2016 г.). Однако реализация известного технического решения не позволяет повысить производительность процесса обработки ввиду наличия дополнительной операции нагрева, и снижает точность и качество обработки из-за упругого последействия обработанной поверхности после прекращения действия механического давления.
Технической задачей, на решение которой направлено изобретение, является повышение производительности и достижение требуемой точности размеров и формы обработанных отверстий при сверлении ПКМ.
Указанная задача решается тем, что в способе, включающем сверление полимерных композиционных материалов, при котором обрабатываемую заготовку фиксируют неподвижно, сверлу сообщают вращение и осевое перемещение, согласно изобретению, одновременно со сверлением производят процесс облучения заготовки наносекундными электромагнитными импульсами, при этом в качестве электродов для облучения импульсами используют сверло, изолированное от металлических частей станка, и металлическое кольцо, которое контактирует с заготовкой в зоне обработки, а мощность одного импульса составляет от 1 до 1,2 МВт.
При этом облучение заготовки наносекундными электромагнитными импульсами приводит к образованию ослабленной структуры обрабатываемого материала за счет возбуждения полимерных цепей и, следовательно, уменьшения энергии химических связей в материале и последующего их разрыва. Данный эффект позволяет увеличить скорость резания и величину подачи, то есть повысить производительность обработки полимера. Точность размеров и формы обработанных отверстий при сверлении ПКМ значительно улучшается за счет отсутствия эффекта упругого последействия благодаря технологическому охрупчиванию объема материала заготовки в зоне сверления отверстий под действием наносекундных электромагнитных импульсов.
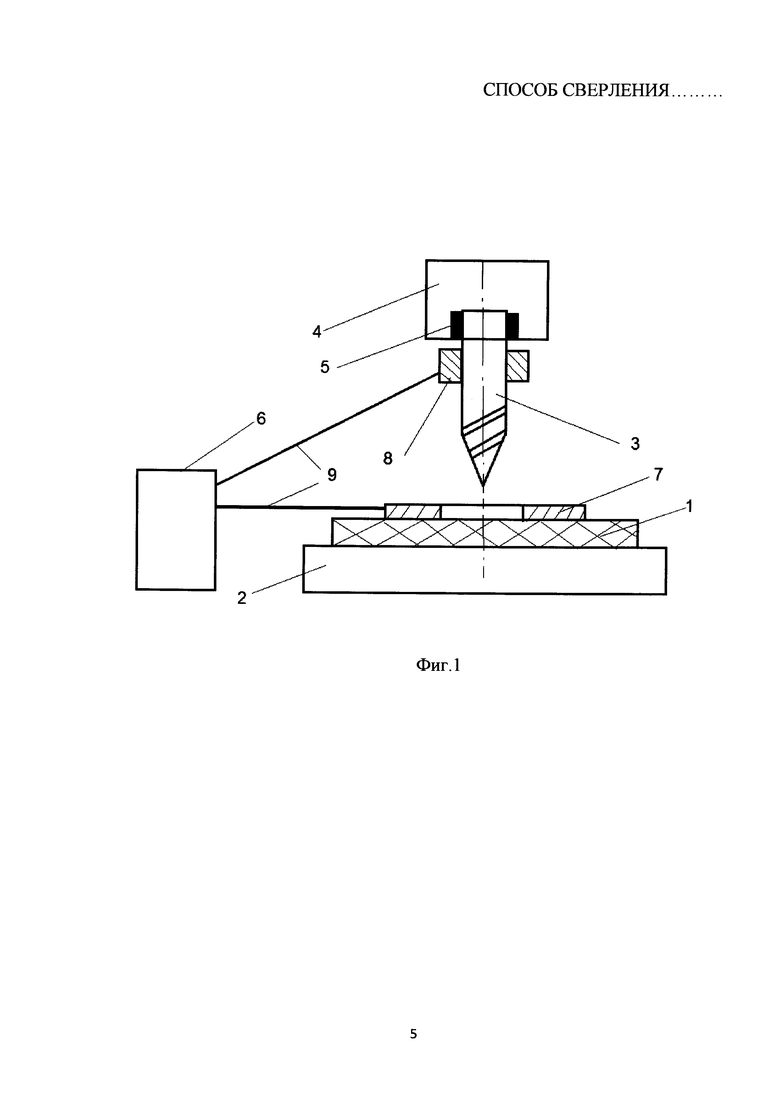
На фиг. 1 приведена схема реализации способа обработки заготовки из капролона.
Для реализации способа обработки заготовок из капролона используют следующее оборудование.
Заготовка 1 из капролона установлена на столе 2 сверлильного станка известным способом. Сверло 3 закрепляется в патроне 4, для вращения которого имеется привод и устройство подачи для вертикальных перемещений (на рисунке не показаны). Сверло 3 изолировано от патрона 4 посредством прокладки 5 из диэлектрического материала. Сверлильный станок оборудован генератором 6 наносекундных электромагнитных импульсов (например ГНИ-01-1-6 [Крымский, В. В. Наносекундные электромагнитные импульсы и их применение /B.C. Белкин, В. А. Бухарин и др. / Под ред. В. В. Крымского. -Челябинск, 2000. - 110 с.]) для облучения заготовки 1. Электродами для облучения заготовки 1 наносекундными электромагнитными импульсами являются режущий инструмент 3 (сверло) и металлическое кольцо 7. Кольцо 7 установлено соосно сверлу контактирует с заготовкой 1 в зоне обработки. На сверле 3 установлен съемный элемент 8 для передачи импульсов. Провода 9 служат для передачи наносекундных электромагнитных импульсов от генератора 6 к съемному элементу 8 и кольцу 7.
Пример реализации способа.
Заготовку 1 из капролона закрепляют на столе 2 сверлильного станка известным способом, а кольцо 7 устанавливают на заготовке 1 соосно сверлу 3. Включают привод станка и производят сверление отверстия сверлом 3 в заготовке 1. Одновременно включают генератор 6 и производят обработку заготовки 1 наносекундными электромагнитными импульсами с мощностью одного импульса от 1 до 2 МВт.
При этом облучение заготовки наносекундными электромагнитными импульсами приводит к образованию ослабленной структуры обрабатываемого материала за счет возбуждения полимерных цепей и, следовательно, уменьшения энергии химических связей в материале и последующего их разрыва. Данный эффект позволяет увеличить скорость резания и величину подачи, то есть повысить производительность обработки полимера. Точность размеров и формы обработанных отверстий при сверлении ПКМ значительно улучшается за счет отсутствия эффекта упругого последействия благодаря технологическому разупрочнению объема материала заготовки в зоне сверления отверстий под действием наносекундных электромагнитных импульсов.
Значения мощности одного наносекундного электромагнитного импульса от 1 до 1,2 МВт выбраны такими для обеспечения гарантированного разрыва химических связей в полимерных материалах. Энергия химических связей, как известно, может достигать величины 1095 кДж/моль или 1,095 МВт (смотри, например, http://www.xumuk.ru/encyklopedia/2153.html).
В отличие от аналогов предлагаемый способ обеспечивает повышение производительности обработки заготовки, точность размеров и формы обработанных отверстий за счет повышения скорости резания и подачи инструмента, а так же устранения эффекта упругого последействия ПКМ благодаря технологическому разупрочнению объема материала заготовки в зоне сверления под воздействием наносекундных электромагнитных импульсов.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2503538C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2518595C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2012 |
|
RU2494864C1 |
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СВЕРЛО ДЛЯ ОБРАБОТКИ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ ТИПА УГЛЕПЛАСТИКОВ И СТЕКЛОПЛАСТИКОВ | 1995 |
|
RU2095199C1 |
| ТВЕРДАЯ СМАЗКА | 2021 |
|
RU2776584C1 |
| Сверло для обработки композиционных материалов | 1989 |
|
SU1657394A1 |
| СПОСОБ СВЕРЛЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2369478C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2013 |
|
RU2526974C1 |
| Способ регулирования роботизированного процесса перфорации отверстий в изделии, имеющем жесткие внутренние перегородки или скрытые ребра жесткости | 2022 |
|
RU2806359C1 |
Изобретение относится к области обработки материалов резанием и может быть использовано для сверления полимерных композиционных материалов. Способ включает обработку заготовки, которую фиксируют неподвижно, а сверлу сообщают вращение и осевое перемещение. Одновременно со сверлением производят процесс облучения заготовки наносекундными электромагнитными импульсами. В качестве электродов для облучения импульсами используют указанное сверло, изолированное от металлических частей станка, и металлическое кольцо, которое контактирует с заготовкой в зоне обработки. Мощность одного импульса составляет от 1 до 2 МВт. Повышается производительность и обеспечивается заданная точность размеров и формы обработанных отверстий. 1 пр., 1 ил.
Способ сверления заготовок из капролона, при котором обрабатываемую заготовку фиксируют неподвижно, а сверлу сообщают вращение и осевое перемещение, отличающийся тем, что одновременно со сверлением производят процесс облучения заготовки наносекундными электромагнитными импульсами, при этом в качестве электродов для облучения импульсами используют указанное сверло, изолированное от металлических частей станка, и металлическое кольцо, контактирующее с заготовкой в зоне обработки, а мощность одного импульса выбирают от 1 до 1,2 МВт.
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2503538C1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2012 |
|
RU2518595C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ ПЛАСТМАСС | 2012 |
|
RU2494864C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ИЗ КАПРОЛОНА | 2013 |
|
RU2526974C1 |
| US 4631155 A, 23.12.1986. | |||

