Изобретение относится к машиностроению, а точнее к способам обработки материалов резанием, и может быть использовано при сверлении полимерных комбинированных композиционных материалов (ПККМ), состоящих, например, из последовательно чередующихся слоев различного наполнителя, например, типа стеклопластик-органо- пластик.
Целью изобретения -является повышение производительности и качества обработки композиционных материалов с волокнистым наполнителем.
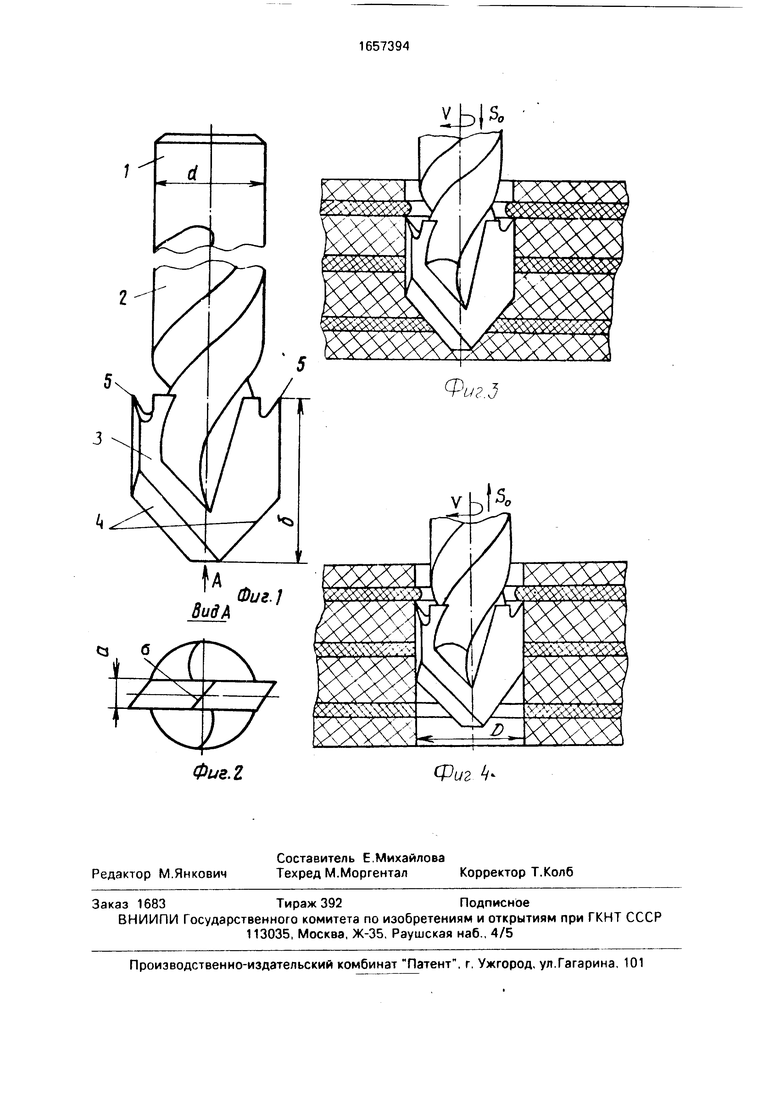
На фиг.1 изображено сверло, общий вид; на фиг.2 - вид А на фиг.1; на фиг.З - процесс сверления; на фиг.4 - процесс подрезки.
Сверло состоит из хвостовика 1, Рабочая часть представляет собой стальной винтовой участок 2 со стружечными канавками и режущую часть, выполненную в виде твердосплавной пластины 3. Твердосплавная пластина 3 скреплена посредством пайки (или клея) со стальным винтовым участком 2 меньшего диаметра Режущая часть сверла имеет две главные прямолинейные режущие кромки 4, две вспомогательные подрезающие кромки 5 (подреэатели) и одну поперечную режущую кромку 6 При этом вспомогательные подрезающие кромки 5 расположены на противоположном от поперечной режущей кромки 6 торце пластины 3 и направлены в сторону хвостовика 1. При этом вершина подрезателей смещена от вершины сверла вдоль оси к хвостовику на величину б. Подрезающие режущие кромки направлены в противоположную по отношению к главным режущим кромкам сторону.
О
ел VI
CJ
о
4
Сверло работает следующим образом.
Сначала при обычной подаче (фиг 3) сверление материала осуществляется главными режущими кромками 4 с поочередным перерезанием слоев, например, стеклопластика и органопластика. Главные режущие кромки 4 имеют рациональную геометрию заточки применительно к обработке стеклопластика. Вспомогательные режу щие кромки 5 в работе не участвуют. При этом слои, образованные органическим наполнителем, дают усадку и имеют ворсистую поверхность. При обратной подаче (фиг. 4) работают только вспомогательные режущие кромки 5, имеющие рациональную геометрию заточки применительно к обработке органопластика. Острозаточенные подрезатели удаляют разлохмаченные и выступающие за пред елы обработанной поверхности участки слоев органопластика, не затрагивая основной массы стеклянного наполнителя.
Просверливают отверстия D 10 мм на вертикально-сверлильном станке модели 2Н118 при скорости обработки V -- 1,57 м/с и подаче S 0,3 мм/об. В качестве обрабатываемого материала применяют комбини рованный тканно-мотанный ПКМ толщиной 40 мм, состоящий из последовательно расположенных по толщине слоев стекло- и органопластика.
Инструмент для обработки ПККМ изго тавливают из быстрорежущей стали Р6М5. режущая часть которого выполнена в виде пластины твердого сплава ВК8, впаянной п стальной винтовой участок.
При использовании предлагаемой кон струкции скорость резания и подачу можно увеличить до значений - Зм/с, .2 0,4 мм/об, так как на первом этзпе сверле ния (при прямой подаче инструмента, фиг 3) вся нагрузка воспринимается основными режущими кромками 4, подрезатели практически не контактируют с абразивными слоями стеклянного наполнителя исохраня
ют свои высокие режущие свойства на всем промежутке времени работоспособности основных режущих кромок (30 - 40 мин и более). При обратном движении инструмента (фиг.4) подрезатели, не затрагивая высо- коабрззивных слоев материала со стеклянным наполнителем, устраняют всю усадку отверстия в зоне малоабразивного материала - органопластика, выполняя функции дополнительной операции рассверливания Это обеспечивает получение отверстий, соответствующих требованиям КД по точности и шероховатости обработанной поверхности,
Таким образом, повышается производительность обработки отверстий в ПККМ,
Оптимальные геометрические соотношения элементов конструкции сверла опре- D . е о
делены исходя из выражении: - 1,5 - 2; d
у
5 б
11 -1,3: где б - величина
D 4
а
смешения, D номинальный диаметр отверстия; d наружный диаметр стального вин- тового участка рабочей части, а толщина твердосплавной пластины.
Формула изобретения Сверло для обработки композиционных
материалов, содержащее хвостовик и рабочую часть, состоящую из винтового участка со стружечными канавками и режущей части с двумя главными прямолинейными режущими кромками, двумя вспомогательными
подрезающими кромками и поперечной режущей кромкой, отличающееся тем, что. с целью повышения производительности и качества обработки композиционных материалов с волокнистым наполнителем,
режущая часть выполнена в виде пластины, длина которой в диаметральной плоскости больше диаметра винтового участка, при этом вспомогательные подрезающие кромки расположены на противоположном от попг-.,чной режущей кромки торце пластины и направлены в сторону хвостовика.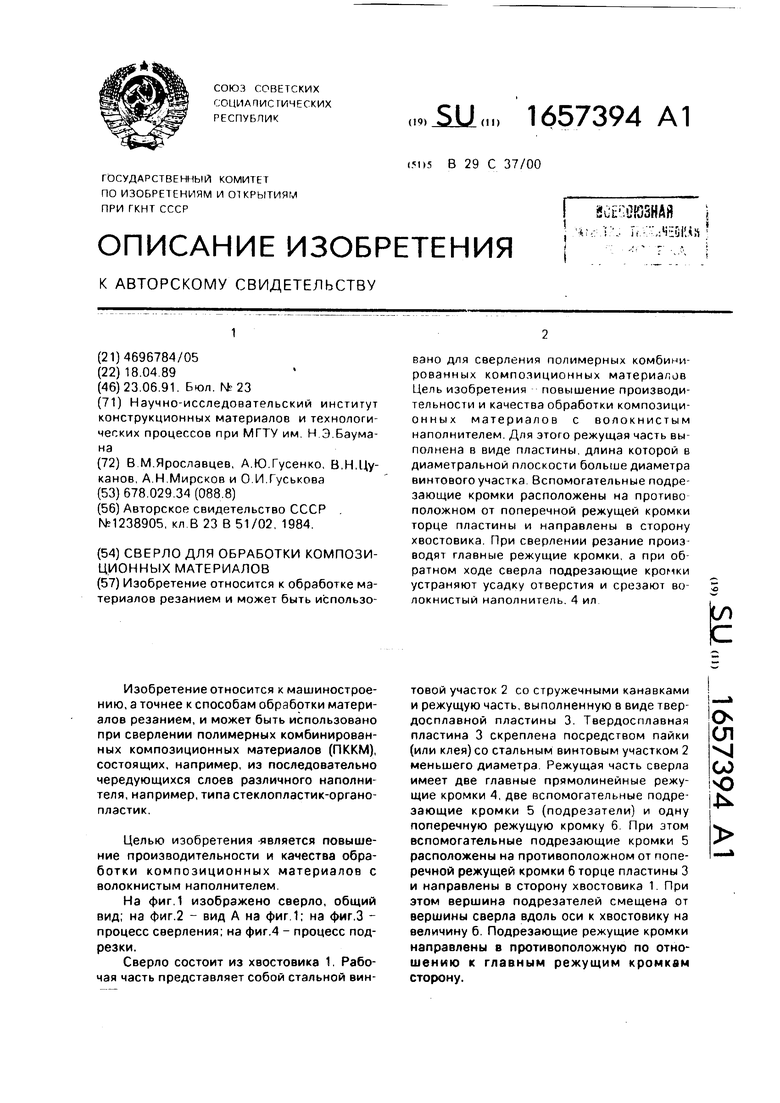
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СВЕРЛЕНИЯ ВОЛОКНИСТЫХ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2593559C2 |
| СПИРАЛЬНОЕ СВЕРЛО И СПОСОБ СВЕРЛЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ, ПРИМЕНЕНИЕ СВЕРЛА, СПОСОБЫ ЕГО ПЕРЕТАЧИВАНИЯ И ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2600465C2 |
| Сверло для сверления полимерных композиционных материалов | 1984 |
|
SU1238905A1 |
| Двухперовое сверло с осевым отверстием для внутреннего подвода СОЖ | 1987 |
|
SU1509195A1 |
| Двухперовое сверло | 1983 |
|
SU1114498A1 |
| СПОСОБ СВЕРЛЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2369478C1 |
| Двухперовое сверло | 1973 |
|
SU662278A1 |
| Инструмент для обработки отверстий | 1989 |
|
SU1662769A1 |
| Сверло с механическим креплением режущих пластин | 1980 |
|
SU965628A1 |
| КЕРАМИЧЕСКОЕ СВЕРЛО ДЛЯ ВЫСОКОСКОРОСТНОГО СВЕРЛЕНИЯ | 2004 |
|
RU2350436C2 |
Изобретение относится к обработке материалов резанием и может быть использовано для сверления полимерных комбинированных композиционных материалов Цель изобретения повышение производительности и качества обработки композиционны х материалов с волокнистым наполнителем. Для этого режущая часть выполнена в виде пластины, длина которой в диаметральной плоскости больше диаметра винтового участка Вспомогательные подрезающие кромки расположены на противо положном от поперечной режущей кромки торце пластины и направлены в сторону хвостовика. При сверлении резание производят главные режущие кромки, а при обратном ходе сверла подрезающие кромки устраняют усадку отверстия и срезают волокнистый наполнитель. 4 ил №
| Авторское свидетельство СССР | |||
| Сверло для сверления полимерных композиционных материалов | 1984 |
|
SU1238905A1 |
