Область техники, к которой относится изобретение
Изобретение относится к листу из текстурированной электротехнической стали, имеющему подходящие свойства потерь в железе, и способу изготовления листа из текстурированной электротехнической стали и, в частности, предназначено для получения листа из текстурированной электротехнической стали, обладающего подходящими магнитными свойствами при низкой стоимости.
Уровень техники
Листы из текстурированной электротехнической стали представляют собой мягкие магнитные материалы, используемые в сердечниках трансформаторов или генераторов и имеющие кристаллическую текстуру, в которой ориентация <001>, являющаяся осью лёгкого намагничивания железа, в значительной степени совпадает с направлением прокатки стальных листов. Такая текстура формируется посредством вторичной рекристаллизации, преимущественно вызывающей рост гигантских кристаллических зёрен с ориентацией (110)[001], которая называется ориентацией Госса, когда проводится отжиг вторичной рекристаллизации при изготовлении листа из текстурированной электротехнической стали.
Обычным способом изготовления таких листов из текстурированной электротехнической стали является следующий.
Сляб, содержащий около 4,5% масс. или менее Si и компоненты ингибитора, такие как MnS, MnSe и AlN, нагревают до 1300°С или выше для растворения компонентов ингибитора. Затем сляб подвергают горячей прокатке и необязательно подвергают отжигу горячекатаных листов. Горячекатаный лист подвергают однократной, двукратной или многократной холодной прокатке с промежуточным отжигом, выполняемым между ними, для получения холоднокатаного листа конечной толщины. Затем холоднокатаный лист подвергают отжигу первичной рекристаллизации в атмосфере влажного водорода для выполнения отжига первичной рекристаллизации и обезуглероживания. Затем отжиговый сепаратор, в основном состоящий из магнезии (MgO), наносят на стальной лист после отжига первичной рекристаллизации и подвергают окончательному отжигу при 1200°С в течение около 5 часов с целью вторичной рекристаллизации и очистки компонентов ингибитора (например, US 1965559 A (PTL 1), JP S40-15644 B2 (PTL 2) и JP S51-13469 B2 (PTL 3)).
Раскрытие сущности изобретения
Техническая проблема.
Как описано выше, лист из текстурированной электротехнической стали обычно изготавливают способом с содержанием в слябе выделений (компонент ингибитора), таких как MnS, MnSe и AlN, нагревом сляба до высокой температуры, превышающей 1300°C для растворения компонента ингибитора и выделением мелкодисперсных выделений на последующей стадии для проведения вторичной рекристаллизации. Таким образом, нагрев сляба до высокой температуры, превышающий 1300°C, необходим в обычном способе изготовления листа из текстурированной электротехнической стали, который требует очень высоких производственных затрат. Следовательно, традиционный способ имеет проблему невозможности удовлетворить современные требования по сокращению производственных издержек.
Для решения этой проблемы в JP 2000-129356 A (PTL 4) раскрывает способ (без ингибитора), который может вызвать вторичную рекристаллизацию без компонентов ингибитора. Этот способ технически отличен от обычных способов изготовления листов из текстурированной электротехнической стали.
В развёрнутой форме, в то время как традиционный метод изготовления листа из текстурированной электротехнической стали включает вторичную рекристаллизацию с использованием выделений (ингибитора), таких как MnS, AlN и MnSe, способ без ингибитора предлагает вторичную рекристаллизацию за счёт текстуры (контроль текстуры) посредством высокой очистки без использования такого ингибитора. Способ без ингибитора не требует нагрева сляба до высокой температуры и высокотемпературного и длительного отжига вторичной рекристаллизации, и поэтому позволяет изготавливать лист из текстурированной электротехнической стали по низкой цене.
Однако, хотя способ без ингибитора является преимущественным с точки зрения издержек изготовления листа из текстурированной электротехнической стали, этот способ необязательно является подходящим с точки зрения магнитных свойств и стабильности.
Для решения этой проблемы мы дополнительно изучили методику проведения вторичной рекристаллизации без компонента ингибитора в слябе. В результате мы разработали и предложили способ (способ сульфуризации), который может стабильно обеспечивать вторичную рекристаллизацию за счёт увеличения количества S в стали после отжига первичной рекристаллизации и до завершения вторичной рекристаллизации даже в случае, когда компонент ингибитора не содержится в слябе (JP 2004-353036 A (PTL 5)).
С увеличением количества S в стали с использованием метода сульфуризации, количество S, сегрегированной на границе зёрен, увеличивается, в результате чего дальнейшее перемещение границ зёрен, окружающих ориентации, отличные от ориентации Госса, дополнительно подавляется. Это стабилизирует вторичную рекристаллизацию и повышает соответствие вторичных зёрен ориентации Госса, при этом возможно улучшить магнитные свойства.
Однако существует проблема в том, что добавление большого количества агента сульфуризации вызывает чрезмерную реакцию окисления во время отжига вторичной рекристаллизации и приводит к образованию дефектной части основной плёнки, называемой блёстками или инеем.
Как хорошо известно, лист из текстурированной электротехнической стали в основном используются в качестве сердечников трансформаторов. Трансформаторы в общем разделяют на трансформаторы с наборным сердечником и навитым сердечником, в зависимости от структуры сердечников.
Трансформатор с наборным сердечником имеет сердечник, сформированный путём укладки стальных листов, вырезанных в искомой форме. Трансформатор с навитым сердечником имеет сердечник, сформированный путём намотки стальной полосы разрезанной на требуемую ширину. В качестве трансформаторов большой мощности используются исключительно трансформаторы с наборным сердечником.
Важным свойством трансформаторов, являются потери в сердечнике трансформатора. Потери в сердечнике трансформатора представляет собой потерю энергии при возбуждении сердечника трансформатора. Более высокие потери в сердечнике трансформатора приводят к более высоким потерям энергии и поэтому потери в сердечнике трансформатора должны быть как можно ниже.
Однако, потери в железе могут ухудшаться в результате изготовления трансформатора из стального листа.
Например, бывают случаи, когда низкие потери в железе могут не сохраняться, когда прижимные ролики для перемещения стального листа или мерильные ролики для измерения длины стального листа прижимаются к стальному листу. В таких случаях, даже когда трансформатор формируется с использованием стального листа, потери в железе которого снижаются с помощью модификации магнитного домена, за счёт линейных дефектов, его значение потери в железе может быть не таким низким, как ожидалось. В частности, в случае использования стального листа для наборного сердечника трансформатора отжиг для снятия напряжения не выполняется после изготовления сердечника из стального листа, поэтому могут возникать такие проблемы, как ухудшение потерь в железе и повышенный уровень шума.
Обычный способ добавления агента сульфуризации затрудняет формирование основной плёнки и, следовательно, проблема в том, что влияние напряжения, связанного с изготовлением трансформатора, является значительным, и потери сердечника трансформатора ухудшаются.
Было бы полезно предложить лист из текстурированной электротехнической стали который обладает подходящими магнитными свойствами и может быть изготовлен с низкой стоимостью без необходимости нагрева сляба до высокой температуры и потери в сердечнике трансформатора эффективно улучшаются за счёт снижения влияния напряжения, связанного с изготовлением трансформатора, и предпочтительный способ получения листа из текстурированной электротехнической стали.
Решение проблемы.
Мы внимательно изучили способ выполнения вторичной рекристаллизации в отсутствии компонента ингибитора в слябе и улучшения магнитных свойств путём сульфуризации.
В результате мы разработали способ, которым можно стабильно реализовать преимущественное формирование основной плёнки путём оптимизации компонентов материала даже в том случае, когда выполняется обработка сульфуриризации.
Ниже описаны экспериментальные результаты, которые привели к изобретению.
В нижеследующем описании “%” в отношении компонентов обозначают % масс., если не указано иное.
Эксперимент 1.
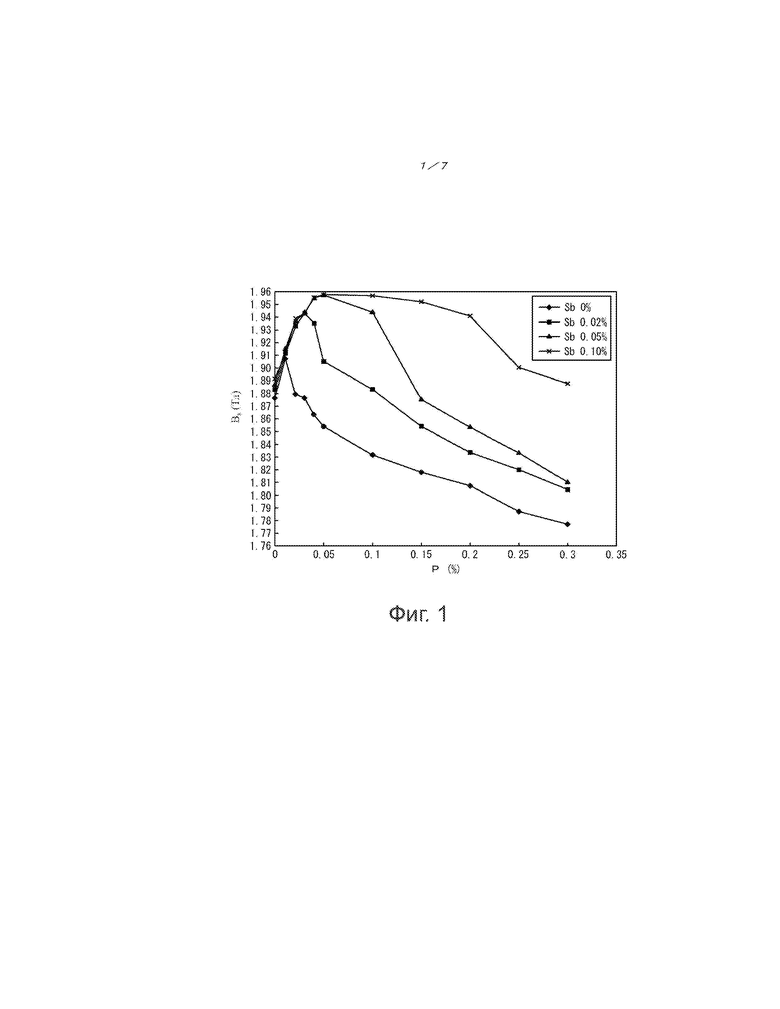
Сляб электротехнической стали, содержащей в % масс., Si: 3,3%, C: 0,03%, Mn: 0,07%, S: 0,002%, Al: 0,006% и N: 0,003% и дополнительно содержащей P и Sb в диапазоне P: 0% - 0,2% и Sb: 0% - 0,2%, нагревают при 1220°С в течение 30 минут и затем подвергают горячей прокатке для получения горячекатаного листа толщиной 2,5 мм. Горячекатаный лист подвергают отжигу при 1025°С в течение 1 минуты, и затем подвергают холодной прокатке до конечной толщины листа.
После этого холоднокатаный лист подвергают первичной рекристаллизации и затем отжиговый сепаратор, содержащий MgO в качестве основного ингредиента и 10% сульфата магния, наносят в количестве 12,5 г/м2 на лист после первичной рекристаллизации и высушивают. Лист после первичной рекристаллизации затем подвергают отжигу вторичной рекристаллизации, при следующих условиях: скорость нагрева: 15°С/ч, газообразная атмосфера: газообразный N2 до 900°С и газообразный Н2 при 900°С или более и выдержка: 1160°С С в течение 5 ч.
Фиг. 1 иллюстрирует результат изучения взаимосвязи между добавочным количеством P, добавочным количеством Sb и плотностью магнитного потока.
Как показано на фиг. 1, в случае добавления только Р эффект улучшения плотности магнитного потока недостаточный, и, скорее, плотность магнитного потока имела тенденцию к ухудшению при добавлении P. В случае добавления Sb плотность магнитного потока увеличивалась с добавлением P до достижения добавленного количества P добавочного количества Sb и постепенно уменьшается, как только количество добавленного P превысит количество добавленного Sb. Это демонстрирует, что эффект улучшения плотности магнитного потока путём добавления P достигается добавлением Sb до около того же количества, что и P.
Хотя эффект совместного добавления P и Sb не ясен, мы предполагаем следующее:
P представляет собой элемент, выделяющийся на границах зёрен, и имеющий способность подавления зарождение центров рекристаллизации на границах зёрен и облегчающий зарождение центров рекристаллизации внутри зёрен для увеличения ориентации Госса в текстуре первичной рекристаллизации. P, таким образом, оказывает влияние на стабилизацию зарождения центров вторичной рекристаллизации и улучшение магнитных свойств. Однако добавление P оказывает неблагоприятное влияние на усиление поверхностного окисления при отжиге вторичной рекристаллизации и ослабляет эффект сульфуризации, а также препятствует образованию нормальной основной плёнки.
Sb является элементом сегрегирующимся на поверхности и имеет функцию подавления окисления во время отжига вторичной рекристаллизации для оптимизации окисления и стабилизации вторичной рекристаллизации и формирования основной плёнки. Таким образом, Sb приводит к уменьшению неблагоприятного эффекта добавления P.
Соответственно, совместное добавление Sb и P является очень эффективным для достижения вышеуказанного эффекта улучшения текстуры путём добавления P.
Явление улучшения магнитных свойств путём сульфуризации характерно для случая, когда стальной сляб не содержит компонента ингибитора. В случае, когда в стали нет ингибитора (выделений), такого как AlN и MnS, границы зёрен, окружающие зёрна с ориентацией Госса в текстуре первичной рекристаллизации, имеют более высокую подвижность, чем границы зёрен, окружающих зёрна в других ориентациях, поскольку в результате ориентация Госса претерпевает преимущественный рост (вторичная рекристаллизация).
Хотя причина того, почему магнитные свойства улучшаются за счёт увеличения количества S в стали после первичной рекристаллизации неясна, мы предполагаем следующее:
Когда количество S в стали увеличивается, количество S, сегрегированной на границах зёрен, увеличивается, в результате чего дальнейшее перемещение границ зёрен, окружающих ориентации, отличные от ориентации Госса, дополнительно подавляется. Это стабилизирует вторичную рекристаллизацию и повышает соответствие вторичных зёрен ориентировке Госса. Сосуществование P и S, которые являются элементами, имеющими значительную тенденцию к сегрегации на границах зёрен, ещё больше усиливает эффект улучшения магнитных свойств.
Кроме того, что касается способа снижения влияния напряжения, связанного с изготовлением трансформатора, мы изучили атмосферу выравнивающего отжига и установили, что магнитные свойства в направлении поперечном прокатке (направление, ортогональное направлению прокатки) изменяются, и существует очень высокая корреляция между магнитными свойствами в поперечном направлении и влиянием напряжения, связанным с изготовлением трансформатора.
Затем мы установили предпочтительный диапазон магнитных свойств в поперечном направлении, эффективный для уменьшения влияния напряжения, как описано ниже.
Эксперимент 2.
Сляб электротехнической стали, содержащей в % масс., Si: 3,3%, C: 0,03%, Mn: 0,07%, S: 0,002%, Al: 0,006%, N: 0,003%, P: 0,05% и Sb: 0,05% нагревают при 1220°С в течение 30 минут и затем подвергают горячей прокатке для получения горячекатаного листа толщиной 2,5 мм. Горячекатаный лист отжигают при 1025°С в течение 1 минуты и затем подвергают холодной прокатке до конечной толщины листа.
После этого холоднокатаный лист подвергают первичной рекристаллизации и затем отжиговый сепаратор, содержащий MgO в качестве основного ингредиента и 10% сульфата магния, наносят в количестве 12,5 г/м2 на лист после отжига первичной рекристаллизации и высушивают. После отжига первичной рекристаллизации лист затем подвергают отжигу вторичной рекристаллизации при следующих условиях: скорость нагрева: 15°С/ч, газовая атмосфера: газообразный N2 до 900°С и газообразный Н2 при 900°С или более и выдержка: 1160°С в течение 5 ч.
Кроме того, наносят изолирующее покрытие, состоящее в основном из коллоидного диоксида кремния и фосфата магния. Затем проводят эксперимент по изменению температуры выдержки (время выдержки 10 с) и парциального давления Н2 (остальная часть атмосферы N2) в атмосфере отжига при выравнивающем отжиге в условиях, указанных в таблице 1.
Измеряют магнитные свойства полученного продукта и в направлении прокатки и в поперечном направлении. В направлении прокатки измеряют потери в железе (W17/50) при возбуждении продукта 1,7 Тл при 50 Гц. В поперечном направлении измеряют намагничивающую силу (TD-H10) и потери в железе (TD-W10) при возбуждении продукта 1,0 Тл при 50 Гц. Чувствительность к напряжению оценивают на основе изменения (ΔW) потерь в железе W17/50 при прохождении листа при его обжиме мерильными роликами, которые выполнены из стальных роликов диаметром 100 мм и шириной 50 мм, с силой обжатия роликом 1,5 МПа (15 кгс/см).
В таблице 1 приведены полученные результаты.
Таблица 1
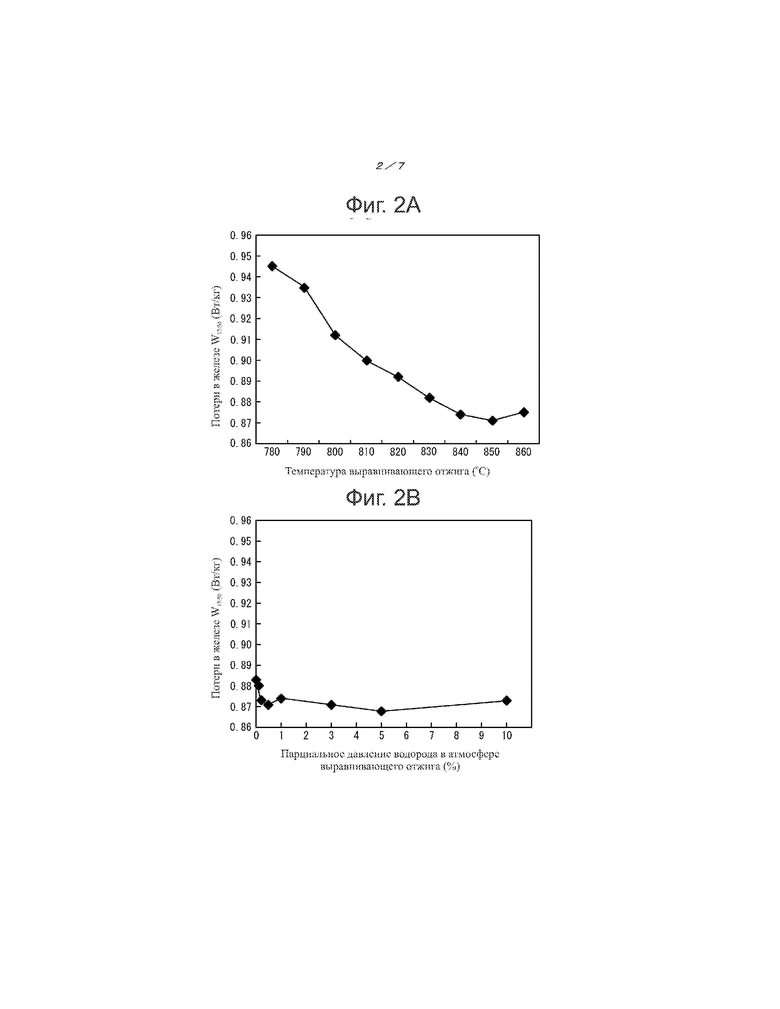
Фиг. 2А и 2В обобщают влияние температуры выравнивающего отжига на потери в железе (W17/50) в направлении прокатки и влияние парциального давления Н2 в атмосфере отжига на потери в железе (W17/50) в направлении прокатки.
Как показано на фиг. 2А и 2В, температура выравнивающего отжига существенно влияет на потери в железе (W17/50) в направлении прокатки и должна составлять 830°С или более для улучшения потерь в железе. Между тем, парциальное давление Н2 в атмосфере выравнивающего отжига почти не влияет на потери в железе (W17/50).
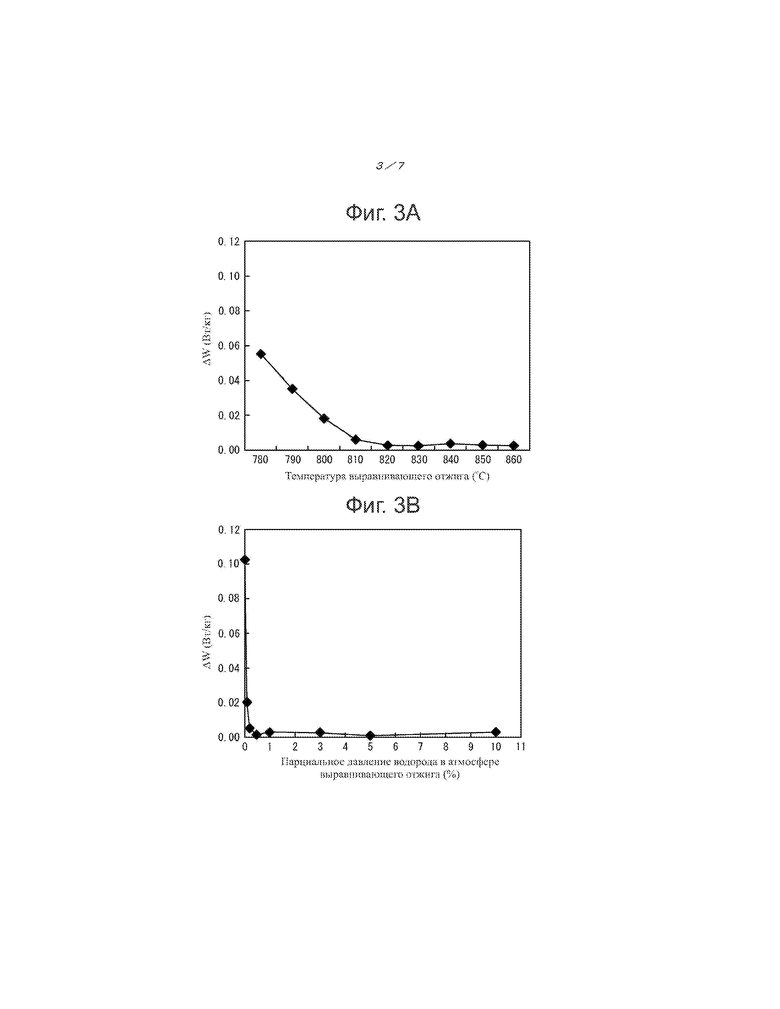
Фиг. 3A и 3B обобщают влияние температуры выравнивающего отжига на ухудшение (ΔW) потерь в железе при обжиме мерильным роликом и влияние парциального давления H2 в атмосфере отжига на ухудшение потерь в железе (ΔW) при обжиме мерильным роликом.
Как показано на фиг. 3А и 3В, температура выравнивающего отжига значительно влияет на ухудшение потерь в железе (ΔW) при обжиме мерильным роликом и должна составлять 820°С или более для снижения ухудшения потерь в железе. Парциальное давление H2 в атмосфере выравнивающего отжига также значительно влияет на ухудшение потерь в железе (ΔW), и ухудшение потерь в железе (ΔW) при обжиме мерильным роликом очень велико в случае, когда в атмосферу не вводится водород.
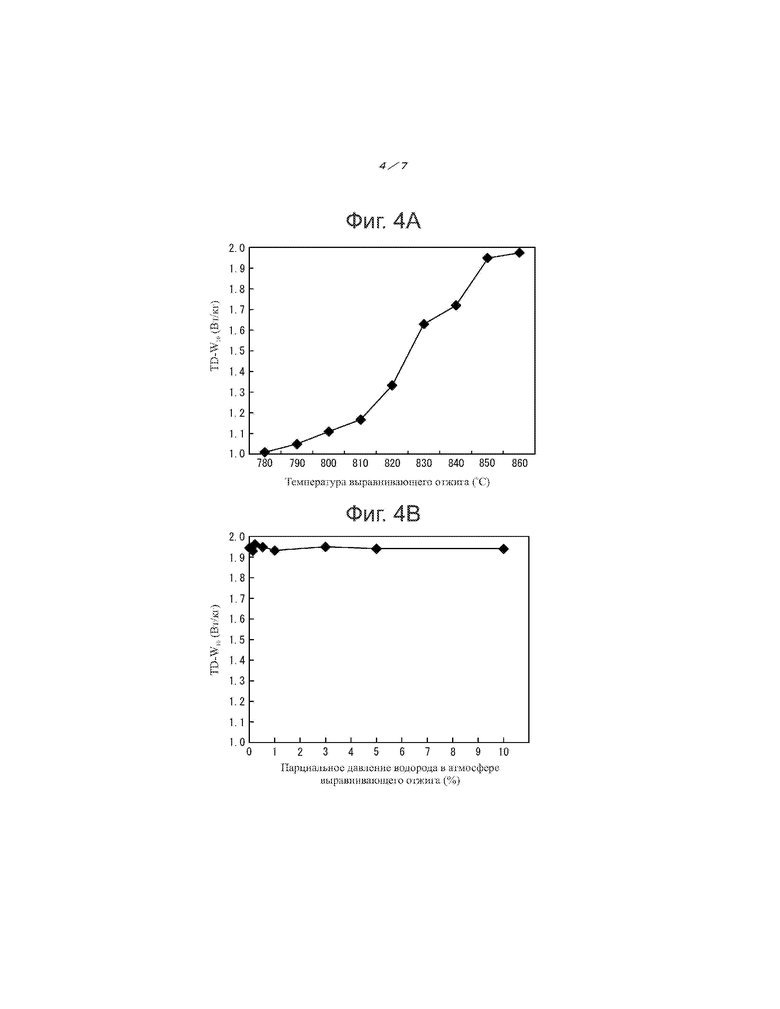
На фиг. 4А и 4В обобщают влияние температуры выравнивающего отжига на потери в железе (TD-W10) в поперечном направлении и влияние парциального давления Н2 в атмосфере отжига на потери в железе (TD-W10) в поперечном направлении.
Как показано на фиг. 4А и 4В, температура выравнивающего отжига значительно влияет на потери в железе (TD-W10) в поперечном направлении и более высокая температура выравнивающего отжига увеличивает потери в железе (TD-W10) в поперечном направлении. Между тем, парциальное давление H2 в атмосфере выравнивающего отжига почти не влияет на потери в железе (TD-W10) в поперечном направлении.
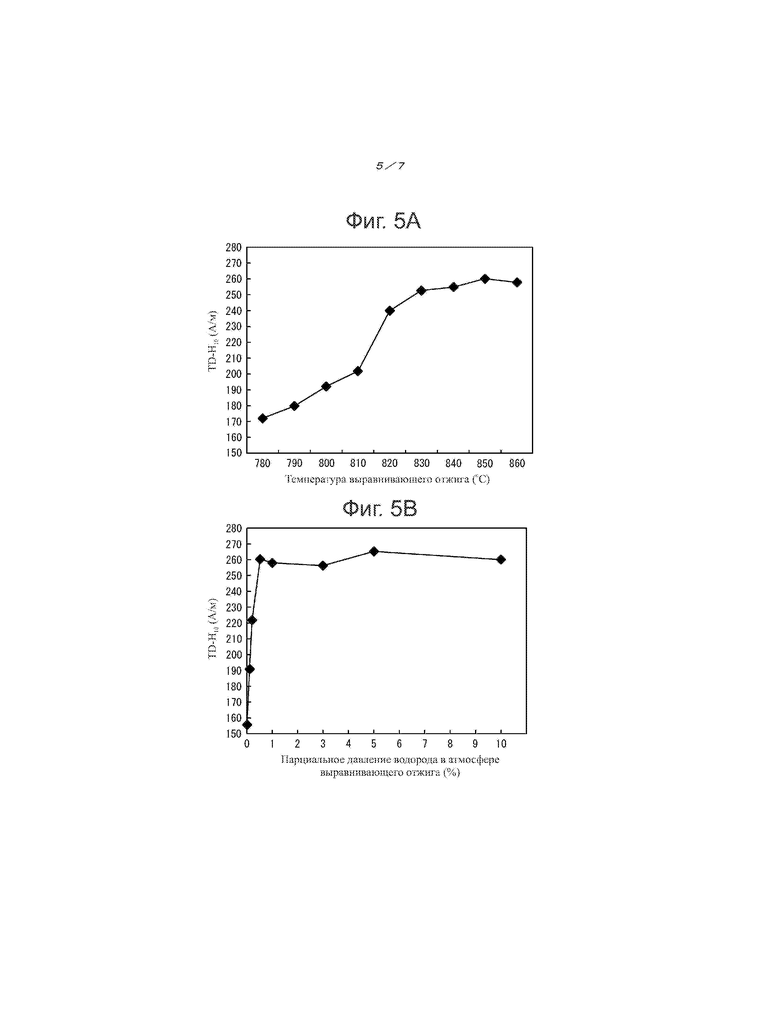
Фиг. 5А и 5В обобщают влияние температуры выравнивающего отжига на намагничивающую силу (TD-H10) в поперечном направлении и влияние парциального давления Н2 в атмосфере отжига на намагничивающую силу (TD-H10) в поперечном направлении.
Как показано на фиг. 5А и 5В, температура выравнивающего отжига значительно влияет на намагничивающую силу (TD-H10) в поперечном направлении и более высокая температура выравнивающего отжига усиливает намагничивающую силу (TD-H10) в поперечном направлении. Атмосфера водорода также значительно влияет на намагничивающую силу (TD-H10) в поперечном направлении, и намагничивающая сила (TD-H10) в поперечном направлении уменьшается в случае, когда в атмосферу не вводится водород.
Вышеуказанный эксперимент показал, что температура выравнивающего отжига и парциальное давление водорода в атмосфере выравнивающего отжига влияют на потери в железе (W17/50) в направлении прокатки, ухудшение потерь в железе (ΔW) при обжиме мерильным роликом, потери в железе (TD-W10) в поперечном направлении и намагничивающую силу (TD-H10) в поперечном направлении. Затем мы изучили их корреляции.
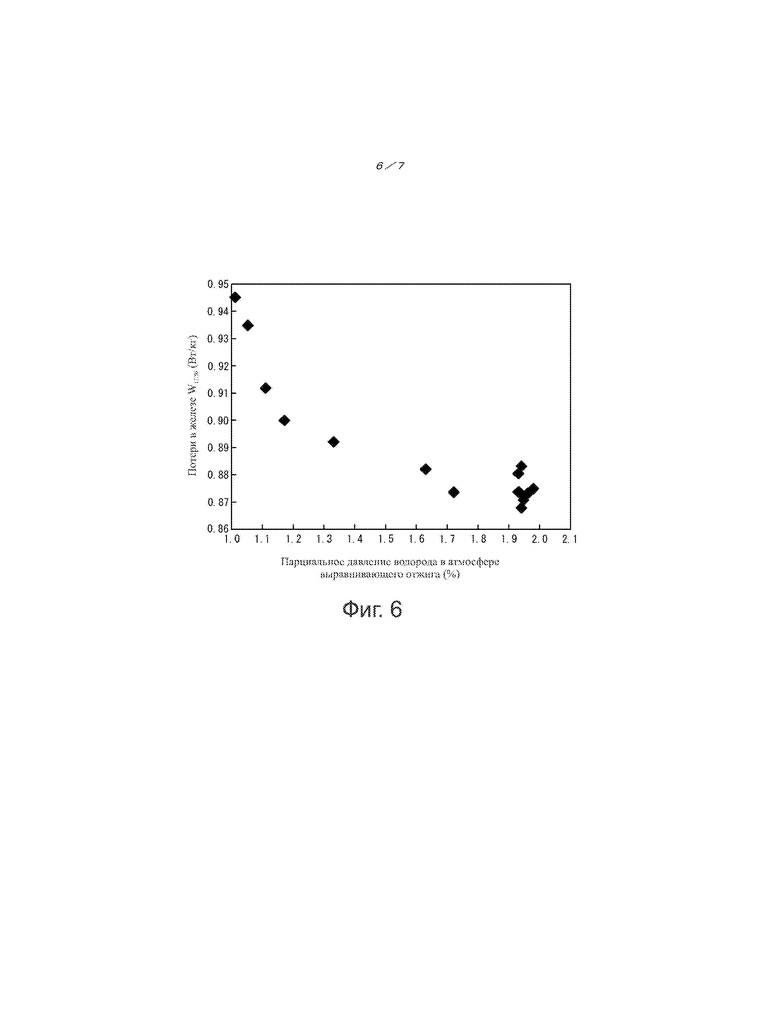
Фиг. 6 иллюстрирует результат изучения взаимосвязи между потерями в железе (TD-W10) в поперечном направлении и потерями в железе (W17/50) в направлении прокатки.
Как показано на фиг. 6, когда потери в железе в поперечном направлении возрастают, потери в железе в направлении прокатки уменьшаются. Уровень потерь в железе (TD-W10) в поперечном направлении до 1,6 Вт/кг или более эффективен для улучшения потерь в железе (W17/50) в направлении прокатки. Как показано на фиг. 4А, потери в железе в поперечном направлении возрастают с увеличением температуры выравнивающего отжига. В случае, когда имеется остаточное напряжение при корректировке формы, стабильность магнитной доменной структуры 180° уменьшается, что, вероятно, вызывает увеличение потерь в железе в поперечном направлении.
Другими словами, потери в железе в поперечном направлении служит показателем остаточного напряжения.
Результаты на фиг. 6 и 4А показывают, что для улучшения потерь в железе в направлении прокатки температура выравнивающего отжига должна составлять 830°С или более, чтобы потери в железе в поперечном направлении составляли 1,6 Вт/кг или более.
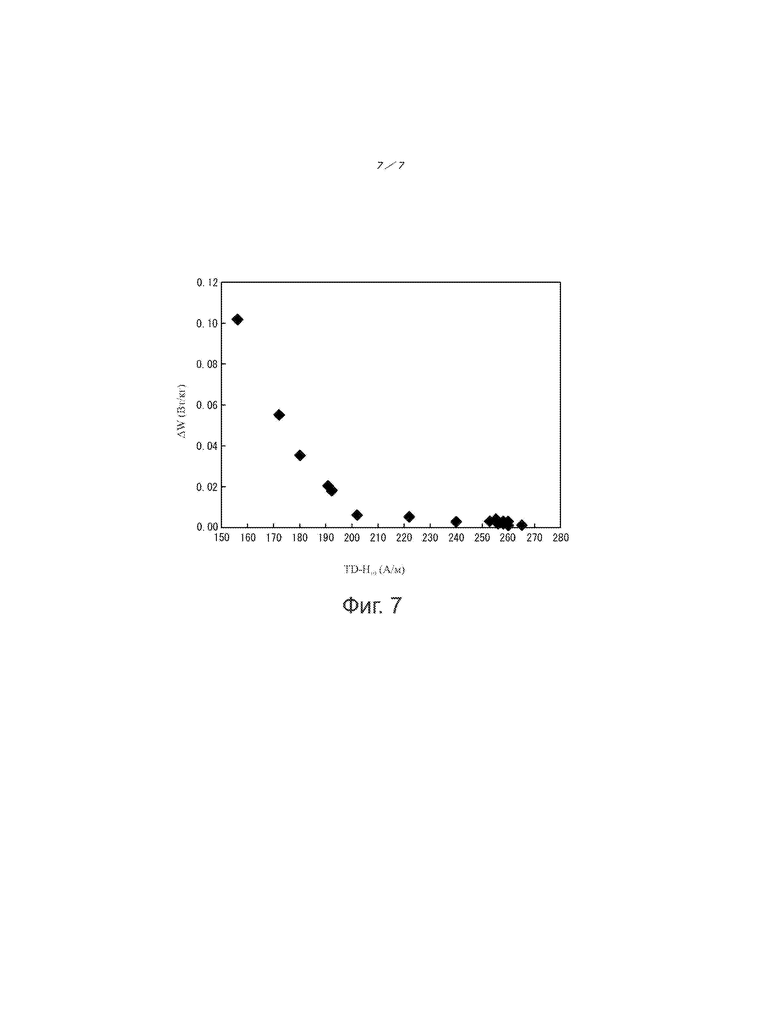
Фиг. 7 иллюстрирует зависимость между намагничивающей силой (TD-H10) в поперечном направлении и ухудшением (ΔW) потерь в железе в направлении прокатки.
Как показано на фиг. 7, когда намагничивающая сила в поперечном направлении увеличивается, ухудшение (ΔW) потерь в железе при обжиме мерильным роликом уменьшается. Намагничивающая сила в поперечном направлении увеличивается за счёт увеличения температуры выравнивающего отжига и введения водорода в атмосферу, как показано на фиг. 5A и 5B.
Другими словами, намагничивающая сила в поперечном направлении служит показателем натяжения плёнки.
Результаты на фиг. 7 и 5А и 5В указывают, что для снижения (ΔW) потерь в железе при обжиме мерильным роликом до низкого уровня 0,01 Вт/кг или менее, температура выравнивающего отжига должна составлять 810°С или более и предпочтительно 830°C или более и 0,30% или более водорода необходимо вводить в атмосферу выравнивающего отжига, так чтобы намагничивающая сила (TD-H10) в поперечном направлении составляла 200 А/м или более.
Предполагается, что, увеличивая температуру выравнивающего отжига и вводя в атмосферу водород, содержание воды в покрытии, в основном состоящем из фосфата, уменьшается для усиления натяжения плёнки покрытия.
Изобретение основано на результатах двух экспериментов, описанных выше, и дальнейших исследований.
В развёрнутой форме мы предлагаем следующее:
1. Лист из текстурированной электротехнической стали состава, содержащего (состоящей из) в % масс., С: 0,005% или менее, Si: 2,0% - 4,5%, и Mn: 0,5% или менее, и также содержащего Sb и P в соответствующих диапазонах, удовлетворяющих 0,01% ≤ [%Sb] ≤ 0,20% и 0,02% ≤ [%P] ≤ 2,0 × [%Sb], при этом остальное является Fe и случайными примесями,
причём когда стальной лист возбуждается до 1,0 Тл при 50 Гц в поперечном направлении прокатки, намагничивающая сила (TD-H10) и потери в железе (TD-W10) соответственно составляют (TD-H10) ≥ 200 А/м и (TD-W10) ≥ 1,60 Вт/кг.
2. Лист из текстурированной электротехнической стали в соответствии с 1., причём состав дополнительно содержит в % масс. один или нескольких элементов, выбранных из Ni: 0,005% - 1,50%, Sn: 0,03% - 0,20%, Cu: 0,02% - 0,50%, Cr: 0,02% - 0,50%, Mo: 0,01% - 0,50% и Nb: 0,002% - 0,01%.
3. Способ изготовления листа из текстурированной электротехнической стали, включающий:
изготовление стального сляба состава, содержащего в % масс., С: 0,08% или менее, Si: 2,0% - 4,5% и Mn: 0,5% или менее, содержащего каждого из S, Se и O: менее 50 млн-1 , N: менее 60 млн-1 и раств. Al: менее 100 млн-1, а также содержащего Sb и P в соответствующих диапазонах, удовлетворяющих 0,01% ≤ [%Sb] ≤ 0,20% и 0,02% ≤ [%P] ≤ 2,0 × [%Sb], при этом остальное является Fe и случайными примесями;
необязательно повторный нагрев стального сляба;
после этого горячую прокатку стального сляба для получения горячекатаного листа;
необязательно отжиг горячекатаного листа;
последующую однократную, двукратную или многократную холодную прокатку горячекатаного листа с промежуточным отжигом, проводимым между ними, для получения холоднокатаного листа конечной толщины;
последующее проведение обезуглероживания и отжига первичной рекристаллизации холоднокатаного листа, чтобы получить лист, подвергнутый обезуглероживанию и отжигу первичной рекристаллизации;
затем нанесение отжигового сепаратора, в основном состоящего из MgO, на лист, подвергнутый обезуглероживанию и отжигу первичной рекристаллизации;
затем выполнение отжига вторичной рекристаллизации листа, подвергнутого обезуглероживанию и отжигу первичной рекристаллизации, чтобы получить лист, подвергнутый отжигу вторичной рекристаллизации; и
дополнительно выполнение выравнивающего отжига листа, подвергнутого отжигу вторичной рекристаллизации,
причём 2,0% масс - 15,0% масс. сульфата магния содержится в отжиговом сепараторе,
выравнивающий отжиг проводят при температуре 830°С или выше в атмосфере, имеющей парциальное давление H2 0,3% или более, и
когда стальной лист возбуждается до 1,0 Тл при 50 Гц в поперечном направлении прокатки, намагничивающая сила (TD-H10) и потери в железе (TD-W10) составляют соответственно (TD-H10) ≥ 200 А/м и (TD-W10) ≥ 1,60 Вт/кг.
Технический результат.
Таким образом, можно промышленно стабильно изготовить лист из текстурированной электротехнической стали имеющий подходящие потери сердечника трансформатора при низких затратах, что имеет большое промышленное значение.
Краткое описание чертежей
На прилагаемых чертежах:
Фиг. 1 является графиком, иллюстрирующим зависимость между добавочным количеством P, добавочным количеством Sb и плотностью магнитного потока;
фиг. 2А является графиком, иллюстрирующим влияние температуры выравнивающего отжига на потери в железе (W17/50) в направлении прокатки;
фиг. 2B является графиком, иллюстрирующим влияние парциального давления H2 в атмосфере отжига на потери в железе (W17/50) в направлении прокатки;
фиг. 3А является графиком, иллюстрирующим влияние температуры выравнивающего отжига на ухудшение потерь в железе (ΔW) при обжиме мерильным роликом;
фиг. 3B является графиком, иллюстрирующим влияние парциального давления H2 в атмосфере отжига на ухудшение (ΔW) потерь в железе при обжиме мерильным роликом;
фиг. 4А является графиком, иллюстрирующим влияние температуры выравнивающего отжига на потери в железе (TD-W10) в поперечном направлении;
фиг. 4B является графиком, иллюстрирующим влияние парциального давления H2 в атмосфере отжига на потери в железе (TD-W10) в поперечном направлении;
фиг. 5А является графиком, иллюстрирующим влияние температуры выравнивающего отжига на намагничивающую силу (TD-H10) в поперечном направлении;
фиг. 5B является графиком, иллюстрирующим влияние парциального давления H2 в атмосфере отжига на намагничивающую силу (TD-H10) в поперечном направлении;
фиг. 6 является графиком, иллюстрирующим зависимость между потерями в железе (TD-W10) в поперечном направлении и потерями в железе (W17/50) в направлении прокатки; и
фиг. 7 является графиком, иллюстрирующим зависимость между намагничивающей силой (TD-H10) в поперечном направлении и ухудшением (ΔW) потерь в железе в направлении прокатки.
Осуществление изобретения
Одно из раскрытых осуществлений подробно описано ниже.
Причины ограничения химического состава стального сляба вышеуказанным диапазоном в этом осуществлении описаны в первую очередь.
C: 0,08% или менее.
C является элементом, полезным для улучшения текстуры первичной рекристаллизации. Однако если содержание С превышает 0,08% ухудшается текстура первичной рекристаллизации. Поэтому содержание С ограничивается 0,08% или менее. Предпочтительно, чтобы содержание С находилось в диапазоне 0,01% - 0,06% с учётом магнитных свойств. В случае, когда требуемый уровень магнитных свойств не столь высок, содержание С может составлять 0,01% или менее, чтобы исключить или упростить обезуглероживание при отжиге первичной рекристаллизации.
Кроме того, для предотвращения магнитного старения важно уменьшить содержание С до 0,005% или менее в стальном листе после окончательного отжига.
Si: 2,0% - 4,5%.
Si является элементом, полезным для улучшения потерь в железе за счёт увеличения электрического сопротивления, поэтому содержание Si составляет 2,0% или более. Однако если содержание Si составляет более 4,5%, технологичность холодной прокатки значительно уменьшается. Поэтому верхний предел содержания Si составляет 4,5%. Добавление Si может быть опущено в зависимости от требуемого уровня потерь в железе.
Mn: 0,5% или менее.
Mn обладает эффектом улучшения горячей обрабатываемости при изготовлении. Однако если содержание Mn составляет более 0,5%, текстура первичной рекристаллизации ухудшается и приводит к ухудшению магнитных свойств. Поэтому содержание Mn ограничено 0,5% или менее. Нижний предел содержания Mn предпочтительно составляет 0,05%.
S, Se и O: менее 50 млн-1 каждого.
Если содержание каждого из S, Se и O составляет 50 млн-1 или более, вторичная рекристаллизация затруднена. Это связано с тем, что крупные оксиды или MnS или MnSe, укрупнённые из-за нагрева сляба, делают текстуру первичной рекристаллизации неоднородной. Поэтому содержание каждого из S, Se и O ограничено менее 50 млн-1.
N: менее 60 млн-1.
Чрезмерное содержание N также затрудняет вторичную рекристаллизацию, как и S, Se и O. В частности, если содержание N составляет 60 млн-1 или более, вторичная рекристаллизация почти не происходит, и магнитные свойства ухудшаются. Поэтому содержание N ограничивается менее 60 млн-1.
Раств.Al: менее 100 млн-1.
Чрезмерный Al также затрудняет вторичную рекристаллизацию. В частности, если содержание раств. Al составляет 100 млн-1 или более, вторичная рекристаллизация почти не происходит в условиях нагрева сляба до низкой температуры и магнитные свойства ухудшаются. Поэтому содержание Al ограничивается менее 100 млн-1 в форме раств. Al.
Sb и P: 0,01% ≤ [%Sb] ≤ 0,20% и 0,02% ≤ [%P] ≤ 2,0 × [%Sb] соответственно.
В этом осуществлении важно чтобы Sb и P присутствовали совместно в этих соответствующих диапазонах. Добавлением совместно Sb и P в этих диапазонах эффективно достигается искомый эффект сульфуризации в этом осуществлении и ухудшение магнитных свойств из-за поверхностного окисления подавляется. В результате по всей длине рулона могут быть получены подходящие магнитные свойства и свойства основной плёнки. Если содержание Sb или содержание Р меньше указанного диапазона, эффект не может быть достигнут. Если содержание Sb или содержание Р больше указанного выше диапазона, не только ухудшается магнитные свойства, но и затруднено формирование основной плёнки.
Несмотря на то, что основные компоненты были описаны выше, следующие элементы могут содержаться, если это необходимо, в качестве компонентов для более стабильного в промышленном масштабе улучшения магнитных свойств в этом осуществлении.
Ni: 0,005% - 1,50%.
Ni имеет функцию улучшения магнитных свойств за счёт повышения однородности текстуры горячекатаного листа. Для этого содержание Ni предпочтительно составляет 0,005% или более. Если содержание Ni превышает 1,50%, вторичная рекристаллизация затруднена и магнитные свойства ухудшаются. Соответственно, содержание Ni предпочтительно находится в диапазоне 0,005% - 1,50%.
Sn: 0,03% - 0,20%.
Sn имеет функцию подавления азотирования или окисления стального листа во время отжига вторичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зёрен, имеющих подходящую ориентировку кристаллов для эффективного улучшения магнитных свойств, в частности, потерь в железе. Для этого содержание Sn предпочтительно составляет 0,03% или более. Если содержание Sn составляет более 0,20%, технологичность холодной прокатки снижается. Соответственно, содержание Sn предпочтительно находится в диапазоне 0,03% - 0,20%.
Cu: 0,02% - 0,50%.
Cu является полезным элементом, который подавляет азотирование или окисление стального листа во время отжига вторичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зёрен, имеющих подходящую ориентировку кристаллов для эффективного улучшения магнитных свойств. Для этого содержание меди предпочтительно составляет 0,02% или более. Если содержание Cu превышает 0,50%, технологичность холодной прокатки снижается. Соответственно, содержание Cu предпочтительно находится в диапазоне 0,02% - 0,50%.
Cr: 0,02% - 0,50%.
Cr имеет функцию стабилизации формирования основной плёнки форстерита. Для этого содержание Cr предпочтительно составляет 0,02% или более. Если содержание Cr больше 0,50%, вторичная рекристаллизация затруднена и магнитные свойства ухудшаются. Соответственно, содержание Cr предпочтительно находится в диапазоне 0,02% - 0,50%.
Мо: 0,01% - 0,50%.
Мо имеет функцию подавления высокотемпературного окисления и уменьшения поверхностных дефектов, называемых пленами. Для этого содержание Mo предпочтительно составляет 0,01% или более. Если содержание Mo более 0,50%, технологичность холодной прокатки снижается. Соответственно, содержание Mo предпочтительно находится в диапазоне 0,01% - 0,50%.
Nb: 0,002% - 0,01%.
Nb является полезным элементом, который ингибирует рост зёрен первичной рекристаллизации и способствует вторичной рекристаллизации кристаллических зёрен, имеющих подходящую ориентировку кристаллов для улучшения магнитных свойств. Для этого содержание Nb предпочтительно составляет 0,002% или более. Если содержание Nb превышает 0,01%, Nb остаётся в стальной подложке и ухудшает потери в железе. Соответственно, содержание Nb предпочтительно находится в диапазоне 0,002% - 0,01%.
Ниже описывается способ изготовления в этом осуществлении.
Стальной сляб с вышеуказанным химическим составом после или без повторного нагрева подвергается горячей прокатке. В случае повторного нагрева сляба температура повторного нагрева предпочтительно составляет около 1000°С или выше и 1300°С или ниже. Нагрев сляба, превышающий 1300°C, в этом осуществлении не имеет смысла, в котором сляб не содержит ингибитора, и не только вызывает увеличение стоимости, но также значительно ухудшает магнитные свойства, за счёт роста гигантских кристаллических зёрен. Если температура повторного нагрева менее 1000°С, давление при прокатке увеличивается, что затрудняет прокатку.
После этого горячекатаный лист необязательно отжигают. Горячекатаный лист затем подвергают холодной прокатке однократно или двукратно или многократно с промежуточным отжигом между ними для получения конечного холоднокатаного листа. Холодная прокатка может выполняться при нормальной температуре. Альтернативно холодная прокатка может быть тёплой прокаткой, при этом температура стального листа выше нормальной температуры, например, около 250°C.
Конечный холоднокатаный лист затем подвергают обезуглероживанию/отжигу первичной рекристаллизации. Первая цель обезуглероживания/отжига первичной рекристаллизации заключается в том, чтобы вызвать первичную рекристаллизацию холоднокатаного листа, имеющего микроструктуру прокатки, чтобы её адаптировать к текстуре оптимальной первичной рекристаллизации для вторичной рекристаллизации. Для этой цели температура отжига в отжиге первичной рекристаллизации составляет предпочтительно около 800°С или более и менее, чем около 950°С. Предпочтительно атмосфера отжига является атмосферой влажного азота или влажной атмосферой водорода аргона.
Второй целью является обезуглероживание. Если в листовом прокате содержится более 0,005% углерода, потери в железе ухудшается. Поэтому содержание углерода предпочтительно снижено до 0,005% или менее.
Третьей целью является формирование подслойной окалины, состоящей из внутреннего слоя SiO2, полученного окислением, который является исходным материалом основной плёнки, состоящей в основном из форстерита. Если температура начальной стадии обезуглероживающего отжига составляет менее 800°С, реакция окисления и реакция обезуглероживания протекают недостаточно и необходимое окисление и обезуглероживание не могут быть завершены.
После обезуглероживания/отжига первичной рекристаллизации наносят на поверхность стального листа отжиговый сепаратор, в основном состоящий из магнезии (MgO). Здесь сульфат магния добавляют в отжиговый сепаратор, в основном состоящий из MgO, для улучшения магнитных свойств путём сульфуризации для увеличения количества S в стальной подложке после отжига первичной рекристаллизации и до завершения вторичной рекристаллизации.
Если добавляемое количество сульфата магния составляет менее 2,0%, эффект улучшения магнитных свойств недостаточен. Если добавляемое количество сульфата магния составляет более 15,0%, чрезмерно подавляется рост зерна и эффект улучшения магнитных свойств недостаточен, а также ухудшается формирование основной плёнки.
Выражение «состоит в основном из магнезии» в этом осуществлении означает, что в отжиговом сепараторе содержится 50% или более магнезии. Подкомпоненты, такие как Na2S2O3 и TiO2, могут быть добавлены в отжиговый сепаратор в небольших количествах в соответствии с обычными способами.
После этого проводят отжиг вторичной рекристаллизации. Во время отжига вторичной рекристаллизации сульфат магния разлагается и вызывает эффект сульфуризации, создавая тем самым кристаллическую текстуру, в высокой степени расположенную параллельно с ориентацией Госса. Таким образом можно получить подходящие магнитные свойства.
Отжиг вторичной рекристаллизации эффективно осуществляют путём диффузии S в стальную подложку при скорости нагрева 30°C/ч или менее, как описано в JP 4321120 B. Атмосфера отжига может быть любой из N2, Ar и смешанных газов. Здесь H2 не используется в качестве газа атмосферы до завершения вторичной рекристаллизации. Это связано с тем, что S в отжиговом сепараторе выходит из системы в виде H2S (газ), вызывая более низкий эффект сульфуризации, особенно по краям рулона.
После отжига вторичной рекристаллизации изоляционное покрытие дополнительно наносят на поверхность стального листа и прокаливают. Тип изолирующего покрытия конкретно не ограничен и может быть любым обычным известным изолирующим покрытием. Например, предпочтительным является способ нанесения жидкого препарата, содержащего фосфат-хромат-коллоидный диоксид кремния, описанный в JP S50-79442 A и JP S48-39338 A, на стальной лист и его прокаливания, чтобы также выполнить выравнивающий отжиг.
Затем выполняется выравнивающий отжиг. Этот выравнивающий отжиг имеет значение в этом осуществлении.
Температура выравнивающего отжига должна составлять 830°C или более. Если температура выравнивающего отжига составляет менее 830°C, остаётся напряжение, возникающее при корректировке формы, что уменьшает потери в железе в направлении TD и одновременно ухудшает потери в железе в направлении RD. Потери в железе в направлении TD для предотвращения ухудшения потерь в железе в направлении RD в конечном листе составляют 1,60 Вт/кг или более.
Кроме того, в атмосферу выравнивающего отжига необходимо вводить 0,30% или более водорода. Если парциальное давление водорода в атмосфере составляет менее 0,30%, натяжение плёнки покрытия уменьшается и намагничивающая сила в направлении TD уменьшается. Это приводит к более высокому ухудшению потерь сердечника трансформатора из-за применения напряжения, связанного с изготовлением трансформатора. Чтобы снизить ухудшение потерь в железе, вызванное применением напряжения, связанного с изготовлением трансформатора и улучшить потери сердечника трансформатора, намагничивающая сила при возбуждении конечного листа до 1,0 Тл в направлении TD должна составлять 200 А/м или более.
Примеры
Пример 1
Сляб, полученный непрерывным литьём состава, содержащего C: 0,03%, Si: 3,5%, Mn: 0,08%, раств. Al: 75 млн-1, N: 45 млн-1, S: 30 млн-1, Se: 1 млн-1, O: 9 млн-1, P: 0,06% и Sb: 0,10% остальное Fe и побочные примеси, повторно нагревают до 1230°C, а затем подвергают горячей прокатке для получения горячекатаного листа толщиной 2,5 мм. Горячекатаный лист затем подвергают отжигу при 1050°С в течение 10 с и затем холодной прокатке при 200°С до толщины листа 0,27 мм. Затем холоднокатаный лист подвергают отжигу первичной рекристаллизации, который также служит в качестве обезуглероживающего отжига, при 850°С в течение 120 с в атмосфере H2: 55%, N2: 45% и с точкой росы 55°С со скоростью нагрева от 500°C до 700°С, составляющей 20°C/с. Содержание С после этого отжига составляет 30 млн-1
Образец отбирают из полученного листа, прошедшего отжиг первичной рекристаллизации, и отжиговый сепаратор с MgO в качестве основного ингредиента и содержащий сульфат магния, в количестве, указанном в таблице 2, наносят на поверхность листа до 12,5 г/м2 и высушивают. Затем образец подвергают отжигу вторичной рекристаллизации при нагреве до 800°С со скоростью нагрева 15°С/ч, нагреве от 800°С до 850°С со скоростью нагрева 2,0°С/ч, выдержке при 850°С в течение 50 ч, и последующем нагреве до 1160°С со скоростью нагрева 5,0°С/ч и выдержке в течение 5 часов. В качестве атмосферы газообразный N2 используют до 850°С, и газообразный Н2 используют при 850°С или выше.
Жидкость для обработки, содержащую фосфат-хромат-коллоидный диоксид кремния с массовым отношении 3:1:3, наносят на поверхность листа после отжига вторичной рекристаллизации, полученного в вышеуказанных условиях, и затем выравнивающий отжиг выполняют в соответствии с условиями, указанными в таблице 2.
Затем проверяют магнитные свойства полученного конечного листа. Магнитные свойства оценивают на основе плотности магнитного потока В8 при возбуждении листа при 800 А/м в направлении прокатки и потерь в железе W17/50 при возбуждении листа до 1,7 Тл при 50 Гц в переменном магнитном поле в направлении прокатки, намагничивающей силы (TD-H10) и потери в железе (TD-W10) при возбуждении листа до 1,0 Tл при 50 Гц в поперечном направлении и чувствительности к деформации.
Чувствительность в деформации оценивают на основании изменения (ΔW) значения потерь в железе W17/50 при прохождении листа при его обжиме мерильными роликами, выполненными из стальных роликов диаметром 100 мм и шириной 50 мм, с усилием обжатия 1,5 МПа (15 кгс/см).
В таблице 2 приведены полученные результаты. Плотность магнитного потока B8, равная 1,94 Tл или более, потери в железе W17/50 0,82 Вт/кг или менее и ΔW 0,005 Вт/кг или менее считаются подходящими свойствами.
Таблица 2
Как видно из таблицы 2, используя материал, содержащий совместно P и Sb, с нанесением отжигового сепаратора, в основном состоящего из MgO и содержащего 2,0% или более сульфата магния, и проведением отжига вторичной рекристаллизации в соответствии с раскрытием, получается подходящая плотность магнитного потока. Кроме того, при температуре выравнивающего отжига 830°С или выше, потери в железе в направлении ТD составляют 1,60 Вт/кг или более, что приводит к подходящим потерям в железе в направлении прокатки. Кроме того, путём введения 0,30% или более водорода в атмосферу выравнивающего отжига с намагничивающей силой при возбуждении листа до 1,0 Тл в поперечном направлении равной 200 А/м или более, приводит к снижению ухудшения потерь в железе, вызванным применением напряжения, связанного с изготовлением трансформатора.
Пример 2
Сляб, полученный непрерывным литьём, состоящий из различных компонентов, показанных в таблице 3, повторно нагревают до 1230°С и затем подвергают горячей прокатке для получения горячекатаного листа толщиной 2,2 мм. Горячекатаный лист затем подвергают отжигу при температуре 1050°С в течение 10 с и затем холодной прокатке при 200°С до толщины листа 0,23 мм. Затем холоднокатаный лист подвергают обезуглероживающему отжигу при 850°С в течение 120 с в атмосфере H2: 55%, N2: 45% и с точкой росы 55°С со скоростью нагрева от 500°С до 700°С 20°C/с. Содержание С после обезуглероживающего отжига составляет 30 млн-1.
Образец отбирают из листа после обезуглероживающего отжига и отжиговый сепаратор с MgO в качестве основного ингредиента и содержащий сульфат магния, в количестве, указанном в таблице 4, наносят на поверхность листа до 12,5 г/м2 и высушивают. Затем образец подвергают отжигу вторичной рекристаллизации при условиях нагрева до 800°С со скоростью нагрева 15°С/ч, нагреву от 800°С до 850°С со скоростью нагрева 2,0°С/ч, выдержке при 850°С в течение 50 ч, и затем нагреву до 1160°С со скоростью нагрева 5,0°С/ч и выдержке в течение 5 часов. В качестве газообразной атмосферы газообразный N2 используют до 850°С и газообразный Н2 используют при 850°С или выше.
Жидкость для обработки, содержащую фосфат-хромат-коллоидный диоксид кремния с массовым отношением 3:1:3, наносят на поверхность листа после отжига вторичной рекристаллизации, полученного в вышеуказанных условиях, и затем выравнивающий отжиг выполняют в соответствии с условиями, указанными в таблице 4.
Затем проверяют магнитные свойства полученного конечного листа. Метод оценки магнитных свойств такой же, как в примере 1.
В таблице 4 приведены полученные результаты.
Таблица 3
Таблица 4
Как видно из таблицы 4, с использованием материала, содержащего соответствующие количества и P и Sb, с нанесением отжигового сепаратора с MgO в качестве основного ингредиента и содержащего 2,0% масс. или более сульфата магния, при выполнении отжига вторичной рекристаллизации и дополнительно с применением подходящих условий выравнивающего отжига в соответствии с раскрытием, получается не только приемлемая плотность магнитного потока, но также снижено ухудшение потерь в железе, вызванное применением напряжения, связанного с изготовлением трансформатора.
Изобретение относится к области металлургии. Для улучшения магнитных свойств стального листа способ включает нагрев стального сляба до 1000-1300°C, горячую прокатку сляба, отжиг, однократную или многократную холодную прокатку с промежуточным отжигом, обезуглероживание и отжиг первичной рекристаллизации, нанесение отжигового сепаратора, состоящего из MgO и 2,0 - 15,0 мас.% сульфата магния, отжиг вторичной рекристаллизации, дополнительный выравнивающий отжиг при 830°C или выше в атмосфере с парциальным давлением H2 0,3% или более, при этом получают лист из текстурированной электротехнической стали, содержащей, мас.%: С 0,005 или менее, Si 2,0 - 4,5 и Mn 0,5 или менее, а также Sb и P в соответствующих диапазонах, удовлетворяющих: 0,01≤[Sb]≤0,20 и 0,02≤[P]≤2,0×[Sb], остальное Fe и случайные примеси, причем при возбуждении стального листа до 1,0 Тл при 50 Гц в направлении, поперечном направлению прокатки, намагничивающая сила (TD-H10) и потери в железе (TD-W10) составляют соответственно (TD-H10)≥200 А/м и (TD-W10)≥1,60 Вт/кг. 2 н. и 1 з.п. ф-лы, 7 ил., 4 табл.
1. Лист из текстурированной электротехнической стали, содержащий химический состав, мас.%: С 0,005 или менее, Si 2,0-4,5, Mn 0,5 или менее, 0,01≤Sb≤0,20, 0,02≤P≤2,0×Sb, Fe и неизбежные примеси – остальное, и имеющий намагничивающую силу (TD-H10)≥200А/м и потери в железе (TD-W10)≥1,60 Вт/кг при возбуждении стального листа в переменном магнитном поле с плотностью магнитного потока до 1,0 Тл с частотой 50 Гц в направлении, поперечном направлению прокатки.
2. Лист по п. 1, в котором химический состав дополнительно содержит по меньшей мере один элемент из, мас.%: Ni 0,005-1,50, Sn 0,03-0,20, Cu 0,02-0,50, Cr 0,02-0,50, Mо 0,01-0,50 и Nb 0,002-0,01.
3. Способ изготовления листа из текстурированной электротехнической стали, включающий
получение стального сляба, имеющего химический состав, содержащий в мас.%: С 0,08 или менее, Si 2,0 - 4,5 и Mn 0,5 или менее, содержащий каждого из S, Se и O менее 50 млн-1, N менее 60 млн-1 и раств. Al менее 100 млн-1, а также содержащего Sb и P в соответствующих диапазонах, удовлетворяющих: 0,01≤[Sb]≤0,20 и 0,02≤[P]≤2,0×[Sb], остальное Fe и неизбежные примеси,
повторный нагрев стального сляба до температуры 1000°C или выше и 1300°C или ниже,
после этого горячую прокатку стального сляба для получения горячекатаного листа,
отжиг горячекатаного листа,
однократную, или двукратную, или многократную холодную прокатку горячекатаного листа с промежуточным отжигом, выполненными между ними, для получения холоднокатаного листа с конечной толщиной листа,
проведение обезуглероживания и отжига первичной рекристаллизации холоднокатаного листа для получения листа, подвергнутого обезуглероживанию и отжигу первичной рекристаллизации,
нанесение отжигового сепаратора, в основном состоящего из MgO, на лист, подвергнутый обезуглероживанию и отжигу первичной рекристаллизации,
выполнение отжига вторичной рекристаллизации листа, подвергнутого обезуглероживанию и первичной рекристаллизации для получения листа, подвергнутого отжигу вторичной рекристаллизации, и
дополнительно выполнение выравнивающего отжига листа, подвергнутого отжигу вторичной рекристаллизации,
причём в отжиговом сепараторе содержится 2,0 - 15,0 мас.% сульфата магния,
выравнивающий отжиг проводят при температуре 830°C или выше в атмосфере с парциальным давлением H2 0,3% или более, причем
при возбуждении стального листа до 1,0 Тл при 50 Гц в направлении, поперечном направлению прокатки, намагничивающая сила (TD-H10) и потери в железе (TD-W10) составляют соответственно (TD-H10)≥200 А/м и (TD-W10)≥1,60 Вт/кг.
| ЛИСТ ИЗ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2524026C1 |
| JP 2000256810 A, 19.09.2000 | |||
| Четырехзажимное клеммное устройство | 1977 |
|
SU741191A1 |
| ЛИСТ ИЗ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРНИСТОЙ СТРУКТУРОЙ, ИМЕЮЩИЙ НИЗКИЕ ПОТЕРИ В СЕРДЕЧНИКЕ, И СПОСОБ ДЛЯ ЕГО ПРОИЗВОДСТВА | 2006 |
|
RU2358346C1 |
| JP 2000129356A, 09.05.2000 | |||
| ВЫПЛАВЛЯЕМЫЙ МАГНИТНЫЙ МАТЕРИАЛ НА ОСНОВЕ МАГНИТОМЯГКОГО СПЛАВА И СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ НЕГО МОНОЛИТНЫХ МАГНИТОПРОВОДОВ ЭЛЕКТРИЧЕСКИХ МАШИН | 2008 |
|
RU2376669C2 |

