Заявки, являющиеся согласно §119(a) Раздела 35 Кодекса законов США приоритетными по отношению к данной заявке на формулу изобретения, имеющие серийные номера, соответственно, 2005-135763 и 2005-152218, поданные в Японии, соответственно, 9 мая 2005 г. и 25 мая 2005 г., обе полностью включены в данный документ посредством ссылок.
ПРЕДПОСЫЛКИ СОЗДАНИЯ ИЗОБРЕТЕНИЯ
Область техники, к которой относится изобретение
[0001] Данное изобретение относится к технологии для снижения потери в сердечнике в листе из электротехнической стали с ориентрированной зернистой структурой, используемом в статическом индуктометре, таком как трансформатор.
Описание предшествующего уровня техники
[0002] Лист из электротехнической стали с ориентрированной зернистой структурой обычно используется для статического индуктометра, такого как электрический трансформатор. Требуемые свойства для листов из электротехнической стали с ориентрированной зернистой структурой: (1) низкие потери мощности в ходе намагничивания в поле переменного тока, то есть низкие потери в сердечнике, (2) высокая проницаемость в диапазоне магнитной индукции, используемой для механического оборудования и устройств, при этом лист, как правило, легко намагничивается, и (3) магнитострикция, которая вызывает шумы, мала. В особенности, требование (1) является одним из наиболее важных факторов для оценки T.O.C. (Total Owning Cost - полной себестоимости) трансформатора, которая является мерой соотношения «стоимость-производительность» трансформатора, поскольку потери мощности трансформатора происходят в течение длительного периода работы трансформатора, от его сборки до отбраковки.
[0003] Для снижения потерь в сердечнике у листов из электротехнической стали с ориентрированной зернистой структурой было разработано несколько усовершенствований, таких как: (1) повышение интенсивности ориентации (110)[001], которая известна как ориентация Госса, (2) повышение содержания элементов, присутствующих в твердом растворе, например, Si, которые повышают электрическое сопротивление, (3) снижение толщины листа, (4) нанесение на лист покрытия в виде керамической пленки или изоляционной пленки для придания ему поверхностного натяжения, и (5) уменьшение размера зерен. Однако при осуществлении указанных металлургических усовершенствований существуют ограничения, и был проведен поиск других путей снижения потерь в сердечнике.
[0004] Как раскрыто в Патенте США 3647575 на имя Fieldler (Филдлер) и др., был предложен способ для снижения потерь в сердечнике путем измельчения магнитных доменов за счет создания с помощью резака канавок на поверхностях листов из электротехнической стали. Листы из электротехнической стали с ориентрированной зернистой структурой имеют прямоугольные плиткообразные магнитные домены, каждый из которых примыкает к другому домену, обладающему противоположной магнитной полярностью (здесь и далее магнитный домен называется просто «доменом»). Лист из электротехнической стали с ориентрированной зернистой структурой намагничивается в результате расширения или сжатия каждого из доменов при приложении магнитного поля. Таким образом, при намагничивании листа из электротехнической стали с ориентрированной зернистой структурой изменения в намагниченности возникают только поблизости от доменных границ (стенок доменов) между соседними доменами. При этих изменениях в стальном листе генерируется вихревой ток, вызывая потери на вихревые токи, которые составляют 60%-70% от потерь в сердечнике. Потери на вихревые токи пропорциональны квадрату вихревого тока, а также пропорциональны скорости перемещения стенки домена. Если каждый из доменов измельчить до минимального размера, количество областей, где возникает вихревой ток, повысится. Однако, поскольку скорость перемещения стенок домена снижается обратно пропорционально ширине домена, потери на вихревые токи в целом снижаются почти пропорционально ширине домена.
[0005] Чтобы сделать эту технологию измельчения домена промышленно применимой, были предложены различные изобретения. В JP S58-5968B раскрыт способ для обеспечения деформированных частей, без создания царапин на поверхности листа электротехнической стали, путем прижатия и прокатывания по поверхности листа электротехнической стали небольших шариков диаметром 0,2-10 мм. В JP S57-2252B раскрыт способ обеспечения листа электротехнической стали с небольшими пластически деформированными областями, полученными путем воздействия пучком лазерного излучения на поверхность листа электротехнической стали в поперечном направлении. В JP S62-96617A раскрыт способ обеспечения листа электротехнической стали с небольшими пластически деформированными областями, полученными путем фокусирования плазменного факела на поверхности листа электротехнической стали линейно в поперечном направлении. Эти способы основаны на технологии измельчения доменов, причем использованы домены, стабилизированные намагниченным компонентом в направлении, перпендикулярном направлению прокатки, полученные в результате взаимного воздействия (обратного механизма) магнитострикции, за счет небольших пластических деформаций, произведенных на поверхности листа электротехнической стали. В особенности, лист электротехнической стали с ориентированной зернистой структурой, домены которого обрабатывают с помощью лазерного облучения (в дальнейшем называемый, как «лист электротехнической стали с ориентированной зернистой структурой и с лазерно-обработанными доменами»), широко используют в индустрии для крупноразмерных силовых трансформаторов пластинчатого типа, для которых требуются низкие потери в сердечнике. Спрос на такие листы из электротехнической стали за последние годы значительно возрос из-за мировых тенденций к снижению целевого энергопотребления при снижении выхода CO2.
[0006] Однако в технологии, раскрытой в вышеупомянутом Японском патенте JP S58-5968B, использована только механическая деформация, которая может не привести к большему снижению потерь в сердечнике и затруднить применение технологии в промышленном масштабе, поскольку технология требует наличия прижатия и прокатывания маленьких шариков в поперечном направлении. Технология, раскрытая в вышеупомянутом патенте JP S57-2252B, позволяет снизить потери в сердечнике, однако, дополнительное усовершенствование требуется для снижения магнитострикции. В технологии, раскрытой в вышеупомянутом патенте JP S62-96617A, показано, что регулирование количества деформаций представляется сложным, и, таким образом, остается проблема получения стабильно сниженных потерь в сердечнике.
[0007] В документе JP 2647322B раскрыт способ получения листа электротехнической стали с ориентрированнрй зернистой структурой, при котором на листе электротехнической стали осуществляют расплавление в форме линии при облучении лазерным пучком и проводят повторное затвердевание, причем повторно закристаллизовавшаяся часть составляет 50-300 мкм в ширину, 5-35% толщины листа в глубину и расположена в направлении, колеблющемся в пределах ±15 градусов от направления, перпендикулярного направлению прокатки, а интервал между смежными линиями составляет 5-30 мм. Затем лист окончательно покрывают изоляционной пленкой для придания ему упругости. Данная технология, однако, предназначена для использования в небольших трансформаторах с сердечником спирального ленточного типа, которые подвергают отжигу для снятия внутренних напряжений, а при использовании данной технологии для крупных трансформаторов с плоскими пластинками сердечника, которые не подвергают отжигу для снятия внутренних напряжений, вводимые избыточные деформации усложняют стабильное получение листа электротехнической стали, обладающей свойствами низких потерь в сердечнике, а также низкой магнитострикцией, но могут, также, и снизить потери в сердечнике.
[0008] Статические индуктометры, такие как трансформаторы и реактивные катушки, при намагничивании сердечника полем переменного тока создают шум. Подавление шума является необходимым, поскольку количество трансформаторов, устанавливаемых в городских районах, возрастает в соответствии с повышением спроса на электричество. В дополнение, существует тенденция к минимизации воздействия на окружающую среду. Шум обычно бывает вызван следующим: например, вибрацией между индукционными катушками, индуцированной электромагнитной силой, вибрацией в соединениях сердечника и между пластинками, вызванной силой магнитного поля, и вибрацией магнитострикции электротехнических стальных листов.
[0009] Среди этих источников шума, шум, вызванный материалом сердечника, можно снизить способами, описанными ниже, например: (1) сердечник проектируют для работы при пониженной магнитной индукции из-за низкой магнитострикции при низкой магнитной индукции в электротехнической стали; (2) электротехническую сталь с сильно ориентрированной зернистой структурой используют для снижения магнитострикции, а напряжение пленки защитного покрытия, нанесенной на лист электротехнической стали, повышают, как раскрыто в IEEE, MAG-8 (1972), p.677-681, «Магнитные свойства текстурированной кремнистой стали с сердечником HI-B с высокой магнитной проницаемостью», T. Yamamoto и др.; (3) конкретные установки для равномерного стягивания сердечника изготавливают, как описано в JP S47-28419A; (4) сердечник покрывают звукоизолирующим кожухом, как описано в JP S48-83329A; и/или (5) трансформатор помещают на резиновую подкладку, как описано в JP S56-40123A.
[0010] Эти способы, однако, являются очень дорогостоящими, поскольку данные способы требуют добавления к трансформатору дополнительного оборудования.
[0011] Как сообщалось в журнале Magnetic Society of Japan,, Т.25, №4-2, 2001, свойство магнитострикции у «электротехнической стали с ориентированной зернистой структурой с лазерно-обработанными доменами» варьируется в соответствии с условиями, используемыми для лазерного облучения. Конкретнее, свойство магнитострикции изменяется, как функция плотности энергии облучения Ua лазером, поэтому, магнитострикцию электротехнического стального листа можно снижать, выбирая соответствующее значение Ua. Однако с помощью способа, упомянутого выше, трудно получать максимальные эффекты, с точки зрения снижения магнитострикции.
[0012] Как было упомянуто выше, хотя лист из электротехнической стали с ориентированной зернистой структурой был сильно усовершенствован в отношении потерь в сердечнике, дополнительные усовершенствования требуются еще и с точки зрения повышенного энергопотребления, усиления потребления «ископаемой» энергии и с точки зрения требования принятия контрмер против глобального потепления. Что касается шума, генерированного трансформатором, дальнейшее снижение шума в дальнейшем потребовалось при установке трансформаторов в городских районах.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
[0013] Задачей настоящего изобретения является обеспечение листа из электротехнической стали с ориентированной зернистой структурой, обеспечивающего крайне низкие потери в сердечнике и низкий уровень шума, а также соответствующий способ получения. После тщательно проведенных исследований настоящей проблемы, авторами было обнаружено, что можно получить продукт и способ, регулируя толщину затвердевшего слоя, который формируют путем воздействия лазерным облучением на текстурованный лист из электротехнической стали и регулируя шероховатость поверхности и форму поперечного сечения области, облученной лазером.
[0014] Сущность настоящего изобретения состоит в следующем.
(1) Лист из электротехнической стали с ориентированной зернистой структурой, допускающий исключительно низкие потери в сердечнике и исключительно низкую магнитострикцию при высокой магнитной индукции, равной 1,9 Тл содержит измельченный магнитный домен и область, облученную лазером, которая имеет затвердевший слой, причем толщина затвердевшего слоя в облученной лазером области составляет 4 мкм или менее.
(2) Лист из электротехнической стали с ориентированной зернистой структурой, допускающий исключительно низкие потери в сердечнике и исключительно низкую магнитострикцию при высокой магнитной индукции, равной 1,9 Тл, содержит измельченный магнитный домен и область, облученную лазером, которая имеет затвердевший слой, причем шероховатость Rz поверхности затвердевшего слоя в области, облученной лазером вдоль направления прокатки листа, составляет 4 мкм или менее.
(3) Лист из электротехнической стали с ориентированной зернистой структурой согласно пункту 1 или 2, в котором область, облученная лазером, имеет форму непрерывной или пунктирной линии, а поперечное сечение части, облученной лазером, если смотреть с поперечного направления, содержит вогнутую часть, обладающую шириной 200 мкм или менее и глубиной 10 мкм или менее.
(4) Лист из электротехнической стали с ориентированной зернистой структурой согласно пункту 1 или 2, в котором расстояние между соседними непрерывными или пунктирными линиями на стальном листе составляет менее 30 мм.
(5) Лист из электротехнической стали с ориентированной зернистой структурой согласно пункту 4, в котором расстояние между соседними непрерывными или пунктирными линиями на стальном листе составляет 3-5 мм.
(6) Лист из электротехнической стали с ориентированной зернистой структурой согласно пункту 3, в котором ширина вогнутой части составляет 30-180 мкм, а глубина вогнутой части составляет 1-4 мкм.
(7) Способ для получения листа из электротехнической стали с ориентированной зернистой структурой, допускающего исключительно низкие потери в сердечнике и исключительно низкую магнитострикцию при высокой магнитной индукции, равной 1,9 Тл, включающий в себя этап осуществления лазерного облучения с образованием затвердевшего слоя, причем толщина затвердевшего слоя составляет 4 мкм или менее.
(8) Способ для получения листа из электротехнической стали с ориентированной зернистой структурой, допускающего исключительно низкие потери в сердечнике и исключительно низкую магнитострикцию при высокой магнитной индукции, равной 1,9 Тл, включающий в себя этап осуществления лазерного облучения с образованием непрерывной или сплошной линии на листе из электротехнической стали с ориентированной зернистой структурой с образованием затвердевшего слоя, вследствие чего поперечное сечение затвердевшего слоя в области, облученной лазерным излучением, если смотреть со стороны поперечного сечения, имеет вогнутую часть, имеющую ширину 200 мкм или менее и глубину 10 мкм или менее, причем толщина затвердевшего слоя у дна вогнутой части составляет 4 мкм или менее.
(9) Способ согласно пункту 7 или 8, в котором лазер для лазерного облучения представляет собой волоконный лазер, в котором используют волокно, имеющее диаметр сердечника, равный 500 мкм или менее.
(10) Способ согласно пункту 7 или 8, в котором лазер для лазерного облучения представляет собой волоконный лазер, содержащий волокно, имеющее диаметр сердечника 200 мкм или менее.
(11) Способ согласно пункту 7 или 8, в котором расстояние между упомянутыми соседними непрерывными или пунктирными линиями на стальном листе составляет менее 30 мм.
(12) Способ согласно пункту 11, в котором расстояние между соседними непрерывными или пунктирными линями на стальном листе составляет 3-5 мм.
(13) Способ согласно пункту 7 или 8, в котором ширина вогнутой части составляет 30-180 мкм, а глубина вогнутой части составляет 1-4 мкм.
[0016] Данное изобретение может снизить, как потери в сердечнике, так и магнитострикцию листа из электротехнической стали с ориентированной зернистой структурой.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
[0017] ФИГ.1 представляет собой схематический чертеж, иллюстрирующий область, облученную лазером.
ФИГ.2 содержит фотографии, показывающие структуру затвердевшего слоя в области, облученной лазером. Фотография (a) показывает пример по настоящему изобретению, а Фотография (b) показывает сравнительный пример. Наблюдаемая поверхность поперечного сечения была срезана наклонно и отполирована. Из-за наклонного среза, ее длина в вертикальном направлении фотографии удлинена, и на ней показана длина, в 5 раз большая, чем настоящая длина в случае нормально срезанного поперечного сечения.
ФИГ.3 показывает структуру образца стального листа, приготовленного для фотографии поперечного сечения, как на Фотографии (a) и Фотографии (b).
ФИГ.4 представляет собой схематический чертеж, иллюстрирующий способ измерения шероховатости поверхности в области, облученной лазером.
ФИГ.5 показывает определение шероховатости Rz поверхности.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
[0018] Лазерное облучение осуществляют в форме линии, используя устройство на базе волоконно-оптического лазера, в котором волокно имеет диаметр 10 мкм, воздействуя на поверхность полностью обработанного листа из электротехнической стали с ориентрированной зернистой структурой, содержащего 3,3 мас.% Si и толщиной 0,23 мм, в почти поперечном направлении (в плоскостном направлении, перпендикулярном направлению прокатки). Расстояние между соседними линиями лазерного облучения составляет 4 мм. Длина облученной лазером области в направлении прокатки варьируется от 50 мкм до 200 мкм. Толщину вогнутой формы поперечного сечения и затвердевшего слоя, если ее рассматривать в поперечном направлении (как, например, показано на ФИГ.1), изменяют путем варьирования таких параметров лазерного облучения, как диаметр электронного пятна лазерного излучения, мощность лазера, плотность энергии и скорость сканирования. Как и при приготовлении сравнительных образцов, используют CO2-лазер и лазер на иттрий-алюминиевом гранате (YAG -лазер). В ТАБЛИЦЕ 1 показаны магнитные данные для каждого образца. Потери в сердечнике, магнитную индукцию и магнитострикцию измеряют в условиях синусоидального магнитного потока, без приложения к стальному листу напряжения под нагрузкой. ТАБЛИЦА 1 показывает, что образцы (1), (2), (4) и (5) превосходят другие образцы с точки зрения как потерь в сердечнике W19/50, так и магнитострикции λ19p-p при высоком магнитном поле, например, при магнитном поле, обладающем магнитной индукцией 1,9 Тл.
[0019]
(мкм)
сти
(мкм)
шего
слоя
(мкм)
в сердечнике
W19/50
(Вт/кг)
(CO2-лазер)
(YAG-лазер)
[0020] Авторы считают, что причина, по которой можно достигать как низких потерь в сердечнике, так и низкой магнитострикции при высоком магнитном поле, например, в магнитном поле, обладающем магнитной индукцией 1,9 Тл, состоит в следующем. Механизм измельчения домена для снижения потерь в сердечнике выведен из феномена, согласно которому общий объем высокоэнергетического закрытого домена, который образован остаточной деформацией (термической деформацией или ударной деформацией, вызванной силой плазменной реакции), привнесенной лазерным облучением, стремится к уменьшению, как показано, например, в Journal of the magnetic society of Japan, Т. 25, №12, Стр. 1612.
[0021] В результате лазерного облучения, проведенного при различных условиях, описанных выше, авторы обнаружили, что значительный эффект снижения потерь в сердечнике можно получить путем регулирования толщины затвердевшего слоя и, кроме того, формы вогнутой области поперечного сечения, как описано в настоящем изобретении. Считается, что причина этого состоит в том, что остаточные деформации соответствующей величины придают узкой области путем регулирования толщины затвердевшей области, а также ширины и глубины вогнутой области, что приводит к уменьшению общего объема закрытого домена. Эффект является особо значительным в отношении потерь в сердечнике при высокой магнитной индукции. В случае низкой магнитной индукции весь объем листа электротехнической стали частично намагничивается, а изменение намагниченного состояния закрытого домена происходит только частично за счет перемещения доменной границы. В случае высокой магнитной индукции, например, 1,9 Тл, которая близка к магнитной индукции насыщения, большинство закрытых доменов сменяются на домены, намагниченные в направлении прокатки, и это изменение вызывает потери в сердечнике. Поэтому регулирование толщины затвердевшего слоя является очень эффективным для снижения потерь в сердечнике при высокой магнитной индукции.
[0022] Затвердевший слой в данном изобретении представляет собой очень тонкую затвердевшую структуру, отличную от монокристаллической структуры текстурованного листа из электротехнической стали, которую можно наблюдать при исследовании поперечного сечения стального листа в продольном направлении, с использованием растровой электронной микроскопии или подобного способа. Данное исследование можно осуществлять, без ограничений приборов, например, с помощью РЭМ (растрового электронного микроскопа), наряду с травлением, РЭМ с использованием электронного изображения в отраженном свете, РЭМ-ПЭ (РЭМ с полевой эмиссией) или с оптическим микроскопом. Для изменения толщины затвердевшего слоя является эффективным изменение диаметра светового пятна пучка лазерного излучения, мощности лазера, плотности энергии и/или скорости сканирования. На ФИГ.5 в документе JP2005-59014A раскрыта область, облученная лазером, в которой толщина затвердевшего слоя составляет более 20 мкм. Изобретение, раскрытое в данной патентной публикации, как описано в абзаце [0003] настоящей публикации, предназначено для снижения потерь в сердечнике из листов электротехнической стали с ориентированной зернистой структурой, в которых эффект снижения потерь в сердечнике остается даже после проведения отжига для снятия напряжений. Это отличается от задачи настоящего изобретения, которое предназначено для обеспечения листа из электротехнической стали с ориентированной зернистой структурой с низкими потерями в сердечнике, используемого для железных сердечников, которые нельзя подвергать отжигу для снятия напряжений, таких как железный сердечник для крупноразмерного трансформатора. Следовательно, эти технологические концепции отличны друг от друга. При использовании в настоящем изобретении условия, при котором толщина затвердевшего слоя составляет более 20 мкм, как показано на ФИГ.5 в документе JP2005-59014A, показатели потерь в сердечнике становятся хуже. В публикации WO2004/083465A1 раскрыт повторно затвердевший слой, образованный с помощью волоконного лазера, показанного на ФИГ.6(b). Однако толщина повторно затвердевшего слоя в области, облученной лазером, составляет примерно 6 мкм, что не отвечает требованиям настоящего изобретения.
[0023] Остаточная деформация, привносимая в узкую область в направлении прокатки, также может снизить магнитострикционную деформацию, которая создает шум, вызванный железным сердечником, используемым, например, для трансформаторов, а также потери в сердечнике. Несмотря на то, что остаточная деформация, привносимая лазером (в вогнутой части, если смотреть со стороны поперечного направления), является эффективной для сужения ширины домена за счет образования закрытого домена, как упомянуто выше, если область, в которой есть привносимые остаточные деформации, большая, она также может стать источником магнитострикционной деформации. Ввиду этого является важным создать остаточную деформацию, вследствие чего можно эффективно сформировать закрытый домен, а также локализовать остаточные деформации. В данном изобретении среднюю толщину затвердевшего слоя устанавливают таким образом, чтобы она составляла 4 мкм или менее, вследствие чего можно достигнуть как низких потерь в сердечнике, так и снижения магнитострикции λ19p-p в таком высоком магнитном поле.
[0024] В данном изобретении снижение потерь в сердечнике и магнитострикции также можно получить путем снижения шероховатости поверхности нижней поверхности вогнутой области, образованной лазерным облучением, как описано ниже. Лазерное облучение осуществляют в форме линии, используя устройство на базе волоконно-оптического лазера с диаметром волокна, равным 10 мкм, воздействуя на поверхность листа из электротехнической стали с ориентированной зернистой структурой, содержащего 3,3 мас.% Si, и обладающего толщиной 0,27 мм, в поперечном направлении. Расстояние между соседними линиями лазерного облучения составляют 4 мм. Длина области, облученной лазером, в направлении прокатки, составляет (1) 50 мкм, (2) 100 мкм или (3) 200 мкм. YAG-лазер также используют для осуществления воздействия облучением в форме пунктирной линии на поверхность листа из электротехнической стали с ориентированной зернистой структурой. Расстояние между соседними линиями лазерного облучения составляет 4 мм, а максимальная длина области, облученной лазером, в направлении прокатки (в соответствии с диаметром лазерного излучения) составляет (4) 100 мкм и (5) 200 мкм.
[0025] В ТАБЛИЦЕ 2 показаны результаты измерения шероховатости Rz поверхности в области, облученной лазером, и ее магнитные свойства. Шероховатость Rz поверхности представляет собой показатель, означающий максимальную высоту внешней линии, как определено нормативом ISO4287 (1997) Международной организации по стандартизации и показано на Фиг.5. Шероховатость Rz поверхности области, облученной лазером, измеряют, используя обычный прибор для измерения шероховатости. Для измерения считывающий штифт сканирует поверхность облученной области, пересекая среднюю линию облученной лазером области в направлении прокатки. В результате было обнаружено, что существует тесная взаимосвязь между шероховатостью Rz поверхности, потерями в сердечнике и магнитострикцией. Измерение шероховатости Rz поверхности осуществляют после очистки поверхности и вычисления среднего значения путем усреднения более 10 результатов измерений после исключения неправильных данных. Что касается измерения шероховатости Rz поверхности, то наилучшим является ее измерение после удаления со стального листа высокопрочной изоляционной пленки и керамической пленки, с использованием щелочи. Однако исходя из практической перспективы для удаления пленки без изменения профиля поверхности можно использовать некоторые кислоты, которые не являются сильно агрессивными к стальному листу. Потери в сердечнике, магнитный поток и магнитострикцию измеряют, соответственно, путем подвергания стального листа воздействию синусоидального магнитного потока, не прикладывая к нему напряжение под нагрузкой.
[0026]
(мкм)
(мкм)
(мкм)
в сердечнике
W19/50
(Вт/кг)
λ19p-p
[0027] В ТАБЛИЦЕ 2 показано, что образцы (1), (2) и (3) превосходят другие образцы с точки зрения как потерь в сердечнике, так и магнитострикции при высоком магнитном поле. Что касается примеров (4) и (5), в которых использован YAG-лазер, в них наблюдали заостренный выступ, который представляется обеспечивающим большую шероховатость поверхности, которая, как считается, вызывает ухудшение показателей потерь в сердечнике и магнитострикции при большом магнитном потоке.
[0028] Что касается причины, почему при таком высоком магнитном поле получают как низкие потери в сердечнике, так и низкую магнитострикцию, считается, что магнитный поток рассеяния с заостренных выступов, образованных на дне облученной лазером области, может повлиять на снижение потерь в сердечнике. В особенности, большое влияние на потери в сердечнике W19/50 оказывает высокая магнитная индукция, когда лист электротехнической стали находится практически в состоянии магнитного насыщения. Другими словами, регулируя лазерное облучение листа таким образом, чтобы не образовалась область с большой шероховатостью поверхности, потери в сердечнике можно снизить при высокой магнитной индукции.
ПРЕДПОЧТИТЕЛЬНЫЕ ВАРИАНТЫ РЕАЛИЗАЦИИ ИЗОБРЕТЕНИЯ
[0029] Для настоящего изобретения можно использовать обычный продукт в виде листа из электротехнической стали с ориентированной зернистой структурой. Хотя стальные листы обычно имеют первичную пленку форстерита и т.д. и изоляционное покрытие на поверхности, настоящие изобретение можно применять к стальному листу, не имеющему такой пленки или покрытия.
[0030] Условия лазерного воздействия
Длина (ширина) облученной лазером области в направлении прокатки относится к количеству закрытых доменов, которые образованы упругой деформацией, вызванной термической деформацией вокруг облученной области, за счет взаимного воздействия магнитострикции. Закрытие домен является источником измельчения домена и приводит к снижению потерь в сердечнике, однако, это также может быть причиной магнитострикциной деформации. Поэтому следует определить соответствующие условия, удовлетворяющие обоим свойствам. Для снижения магнитострикции является предпочтительным, чтобы ширина области, подвергнутой лазерному облучению в направлении прокатки, составляла 200 мкм или менее, более предпочтительно - 180 мкм или менее, 140 мкм или менее, 120 мкм или менее, а еще предпочтительнее - 100 мкм или менее. Для снижения потерь в сердечнике является предпочтительным, чтобы ширина области, подвергнутой лазерному облучению, составляла 20 мкм или более, более предпочтительно - 30 мкм или более, а еще предпочтительнее - 50 мкм или более.
[0031] Является предпочтительным, чтобы мощность пучка лазерного излучения на единицу площади, то есть плотность энергии была как можно более высокой для эффективного осуществления измельчения доменов. Однако, если плотность энергии слишком высока, то толщина затвердевшего слоя становится большой. Поэтому является предпочтительным, чтобы плотность энергии составляла 150 кВт/мм2 или менее, а более предпочтительно - 100 кВт/мм2 или менее. Если плотность энергии слишком низка, толщина затвердевшего слоя становится небольшой. Поэтому является предпочтительным, чтобы плотность энергии составляла 0,5 кВт/мм2 или более, а более предпочтительно - 1 кВт/мм2 или более.
[0032] Если время облучения лазерным пучком стального листа, т.е. длительность облучения, очень велика, то толщина затвердевшего слоя становится очень большой. Поэтому является предпочтительным, чтобы время непрерывного облучения составляло 1 мсек или менее, а более предпочтительно - 0,3 мсек или менее. Если продолжительность облучения очень коротка, то толщина затвердевшего слоя становится очень малой. Поэтому является предпочтительным, чтобы продолжительность облучения составляла 1 мксек или более, а более предпочтительно - 5 мксек или более.
[0033] Произведение плотности энергии и продолжительности облучения являются важными факторами для регулирования толщины затвердевшего слоя. Является предпочтительным, чтобы это значение находилось в диапазоне от 5 мДж/мм2 до 500 мДж/мм2, а более предпочтительно - от 10 мДж/мм2 до 300 мДж/мм2.
[0034] Лазер
Является предпочтительным, чтобы при изготовлении листа электротехнической стали по настоящему изобретению диаметр электронного пятна высокоэнергетического лазерного пучка составлял 200 мкм или менее. Пучок YAG-лазера, называемый многомодовым, плох для осуществления фокусирования, и его очень трудно использовать для луча YAG-лазера для получения сфокусированного пучка диаметром 200 мкм или мене. CO2-лазер, в котором также использована многомодовая осцилляция, и который имеет длину волны, большую, чем у YAG-лазера, также трудно использовать для получения электронного пятна с диаметром 200 мкм или менее. Для получения высококонцентрированного одномодового выходного сигнала этих лазеров в лазерном резонаторе необходимо установить специальное устройство, такое как фильтр пространственных частот. Однако, в данном случае, выходной сигнал лазера значительно снижен. Поэтому такие лазеры не подходят для массового промышленного производства.
[0035] Между тем волоконный лазер может легко достигать одномодовой осцилляции высококонцентрированного пучка. Кроме того, с помощью волоконного лазера можно легко получить пучок с высоким выходным сигналом за счет повышения количества полупроводниковых лазеров, которые являются источником возбуждения света, и за счет длины волокна. Поскольку можно получить сфокусированный пучок вплоть до 40-50% диаметра сердечника волокна, с использованием довольно простой системы линз, волоконный лазер легко приводит к получению малого (200 мкм или менее) диаметра электронного пятна. Ввиду этого волоконный лазер, имеющий диаметр сердечника оптического волокна 500 мкм или менее, является предпочтительным лазером для использования в способе изготовления по настоящему изобретению. Если диаметр сердечника оптического волокна превышает 500 мкм, то становится трудно получить затвердевший слой с желаемой толщиной и поперечное сечение желаемой формы. Является предпочтительным, чтобы диаметр жилы составлял 200 мкм или менее, а более предпочтительно - 40 мкм или менее.
[0036] Многомодовый пучок, используемый в YAG-лазере или другом подобном лазере, является пучком, сформированным суперпозицией различных распределений интенсивности света. Пучок может изменять моду колебаний в зависимости от изменений распределения температуры лазерной активной среды в плоскости поперечного сечения, перпендикулярной направлению выходного сигнала лазера и/или интенсивности возбуждения. Это вызывает нестабильность контроля толщины затвердевшего слоя согласно настоящему изобретению. Мода волоконного лазера, тем не менее, представляет собой одиночную моду, регулируемую диаметром сердечника волокна, и не содержит нестабильный фактор, описанный выше. Поэтому в данном изобретении волоконный лазер является предпочтительным для формирования целостного стабильного затвердевшего слоя.
[0037] Лазерное облучение поверхности листа из электротехнической стали ориентированной зернистой структурой осуществляют, используя лазер при условиях, описанных выше. Лазерное облучение можно осуществлять в форме линии или пунктирной линии в направлении ширины листа. Направление ширины листа, в данном изобретении, включает в себя направление в пределах ±30 градусов относительно поперечного направления. Является предпочтительным, чтобы расстояние между соседними двумя линиями лазерного облучения (или пунктирными линиями) в направлении прокатки составляло от 1 мм до 100 мм. Более предпочтительным является, чтобы расстояние составляло менее 30 мм, а еще предпочтительнее - 3 мм-5 мм.
[0038] Толщина затвердевшего слоя, образованного в области, облученной лазером, должна составлять 4 мкм или менее (показана как «t m» на ФИГ.1). Толщину затвердевшего слоя определяют путем измерения длины затвердевшего слоя (в направлении толщины листа) самой толстой части затвердевшего слоя. Длину затвердевшего слоя в позиции центра области, облученной лазером, можно использовать в качестве репрезентативного значения толщины затвердевшего слоя, поскольку самая толстая часть обычно соответствует центру области, облученной лазером. Для получения более точного измерения толщины затвердевшего слоя, является предпочтительным взять среднее значение из множества измеренных данных по толщине в измеряемой области (например, в диапазоне ±10 мкм от центральной линии). Исследование затвердевшего слоя можно осуществлять с помощью РЭМ вместе с травлением, с помощью РЭМ с использованием РЭМ с использованием электронного изображения в отраженном свете, РЭМ-ПЭ (РЭМ с полевой эмиссией) или с оптическим микроскопом. Толщину затвердевшего слоя можно прецизионно измерять с использованием РЭМ-фотоснимков образца, приготовленного с использованием наклонной полировки, как показано на ФИГ.3. Поддержание верхнего предельного значения 4 мкм для толщины затвердевшего слоя способствует повышению снижения потерь в сердечнике в высоком магнитном потоке, без нарушения магнитострикции. Что касается нижнего предела толщины затвердевшего слоя, - 0,1 мкм, он является предпочтительным с точки зрения обеспечения термической деформации объема, что является необходимым для поддержания упругой деформации измельченного домена. Является предпочтительным, чтобы толщина затвердевшего слоя составляла 0,5 мкм-2 мкм.
[0039] На ФИГ.2 показана структура затвердевшего слоя в области, облученной лазером (Фотография (a): образец по настоящему изобретению, Фото (b): сравнительный образец). Образец по Фотографии (a) приготавливают в условиях лазерного облучения, где длина области, облученной лазером (ширина «W» на ФИГ.1) в направлении прокатки составляет 70 мкм, плотность энергии составляет 3 кВт/мм2, а образец по Фотографии (b) приготавливают в условиях лазерного облучения, где длина области, облученной лазером, составляет 250 мкм, плотность энергии составляет 30 кВт/мм2. Скорость сканирования облучающим пучком в поперечном направлении одинаковая для обоих образцов. Лазерное облучение осуществляют в форме непрерывной линии в поперечном направлении, а расстояние между соседними линиями облучения составляет 5 мм.
[0040] Плотность энергии задана, как соотношение (мощность излучения лазера на стальной лист)/(зона облученной лазером области на стальном листе), т.е. показывает энергию лазерного излучения на единицу площади облученной области. Фотографии, показанные на ФИГ.2, получены для испытательного образца, показанного на ФИГ.3. Исследуемое (представленное на фотографии) поперечное сечение стального листа срезают наклонно, вместе с прессованным каучуком, нанесенным вокруг, чтобы обезопасить образцовый стальной лист. В результате наклонного среза, вертикальный масштаб фотографий на ФИГ.2 увеличен в 5 раз по сравнению с наблюдаемым поперечным сечением, где срез образца листа сделан в перпендикулярном направлении (т.е. ненаклонный срез). Было обнаружено, что для образца на Фотографии (a) толщина затвердевшего слоя составляет 3,3 мкм, потери в сердечнике W19/50(Вт/кг)=1,34Вт/кг, а магнитострикция λ19p-p=0,45×10-6; а для образца на Фотографии (b), толщина затвердевшего слоя составляет 4,7 мкм, потери в сердечнике W19/50(Вт/кг)=1,67Вт/кг, а магнитострикция λ19p-p=0,7×10-6. Образец по Фотографии (a) по настоящему изобретению показывает наилучшие результаты потерь в сердечнике в высоком магнитном потоке и низкую магнитострикцию. Толщина стального листа в обоих образцах составляет 0,27 мм.
[0041] Что касается поперечного сечения листа с точки зрения поперечного направления, является предпочтительным, чтобы поперечное сечение имело вогнутую часть (выемку), обладающую шириной 200 мкм или менее и глубиной 10 мкм или менее. Является предпочтительным, чтобы верхний предел ширины составлял 200 мкм для избежания снижения коэффициента заполнения пакета шихтованного сердечника и для поддержания как сниженных потерь в сердечнике в высоком магнитном потоке, так и низкой магнитострикции. Является предпочтительным, чтобы ширина составляла 30-180 мкм. Является предпочтительным также, чтобы верхний предел глубины составлял 10 мкм для избежания снижения коэффициента заполнения пакета шихтованного сердечника, для поддержания приемлемых потерь в сердечнике при высоком магнитном потоке и для избежания снижения магнитной индукции. Является предпочтительным, чтобы глубина составляла 1-4 мкм. На ФИГ.1 показана принципиальная схема вогнутой части в области, облученной лазером, если смотреть со стороны поперечного направления. Символ «t m» отображает максимальную толщину затвердевшего слоя, «d» отображает глубину вогнутой части, а «W» отображает ширину (в направлении прокатки) вогнутой части.
[0042] Ниже описан вариант осуществления изобретения, в котором шероховатость поверхности области, облученной лазером, мала. В настоящем изобретении измельченный магнитный домен получают путем осуществления воздействия лазерного облучения в направлении ширины листа в форме линии или пунктирной линии на поверхность текстурованного листа из электротехнической стали. Направление ширины листа, в данном изобретении, включает в себя направления в пределах ±30 градусов поперечного направления. Форма линии означает, что лазерное облучение осуществляют таким образом, что след лазерного облучения образует непрерывную линию. Форма пунктирной линии означает, что лазерное облучение осуществляют таким образом, что лазерное излучение образует форму круга или характерного овала. След лазерного облучения не должен образовывать прямую линию, но может образовывать волнистую линию. В случае волнистой линии, вышеупомянутое направление ширины листа задают, исходя из центральной линии волнистой линии.
[0043] В данном изобретении является предпочтительным использовать волоконный лазер, поскольку волоконный лазер пригоден для уменьшения размера нижней части следа излучения и снижения потерь в сердечнике при высоком магнитном потоке. YAG-лазер также пригоден для уменьшения размера следа облучения, но требует крупномасштабного устройства для генерирования достаточной энергии, помимо того, что у многомодовой осцилляции есть трудность в создании требуемой шероховатости нижней поверхности области, облученной лазером. У CO2-лазера также есть трудность в уменьшении размера следа облучения, поскольку длина волны большая, и существует трудность в снижении шероховатости из-за многомодовой осцилляции, так же, как у YAG-лазера.
[0044] Что касается волоконного лазера, то является предпочтительным использовать волокно, имеющее диаметр 500 мкм или менее из-за повышенного качества лазерного пучка, что приводит к простой компактной оптической системе, пригодной для уменьшения размера нижней части. Использование волокна с диаметром более 500 мкм делает трудным получение желаемой формы нижней части. Является предпочтительным использовать волокно, имеющее диаметр 200 мкм или менее, более предпочтительно - 40 мкм или менее.
[0045] Термин «область, облученная лазером», означает область, где поверхность стального листа при ее облучении лазером частично расплавляется. В случае листа из электротехнической стали с ориентированной зернистой структурой, имеющего нанесенную на него керамическую пленку, область, находящаяся под керамической пленкой, где поверхность стального листа частично расплавлена, определяется, как область, облученная лазером. На ФИГ.2 показаны фотографии поперечного сечения. Под областью, где поверхность стального листа частично расплавлена, понимают область поверхностного слоя, которая выглядит отличной от нижней гомогенной области основного металла. Что касается ширины вогнутой части поперечного сечения, если смотреть со стороны поперечного направления, является предпочтительным, чтобы ширина составляла 30 мкм или более, более предпочтительно - 50 мкм или более, поскольку очень узкая ширина может обеспечить большую шероховатость поверхности. Для определения шероховатости Rz поверхности в данном изобретении является предпочтительным взять среднее значение из множества результатов по шероховатости в различных местоположениях в области, имеющей ширину в направлении прокатки, в которую входит нижняя часть, облученная лазером (например, зона в пределах ширины, облученной лазером). Является предпочтительным, чтобы Rz составляла 4,0 мкм или менее, более предпочтительно - 3,5-3,0 мкм или менее, а еще более предпочтительно - 2,5 мкм или менее.
[Пример 1]
[0046] Лазерное облучение осуществляют в форме линии, с использованием волоконно-лазерного устройства, имеющего диаметр волокна 10 мкм, с помощью которого воздействуют на поверхность полностью обработанного листа из электротехнической стали с ориентированной зернистой структурой, содержащего 3,2 мас.% Si, и с толщиной 0,23 мм, в направлении, близком к поперечному. Расстояние между соседними двумя линиями лазерного облучения составляет 3 мм. Длина области, облученной лазером, в направлении прокатки составляет 30 мкм. Толщину затвердевшего слоя варьируют путем изменения мощности лазера и путем изменения скорости сканирования лазерного луча в поперечном направлении. В ТАБЛИЦЕ 3 показаны магнитные данные для каждого образца. Потери в сердечнике, плотность потока и магнитострикцию измеряют при воздействии на стальной лист синусоидального магнитного потока без приложения к нему напряжения под нагрузкой. ТАБЛИЦА 3 показвает, что образцы (1) и (2) превосходят сравнительный образец с точки зрения, как снижения потерь в сердечнике, так и магнитострикции в высоком магнитном поле.
[0047]
W19/50
(Вт/кг)
λ19p-p
[Пример 2]
[0048] Лазерное облучение осуществляют в форме линии, используя волоконно-лазерное устройство, имеющее диаметр волокна 10 мкм, и воздействуя на поверхность полностью обработанного текстурованного листа из электротехнической стали, содержащего 3,3 мас.% Si, и обладающего толщиной 0,23 мм, в направлении, близком к поперечному. Расстояние между соседними двумя линиями лазерного облучениями составляет 4 мм. Длина облученной лазером области в направлении прокатки составляет (1)30 мкм, (2) 80 мкм и (3) 250 мкм. CO2-лазерное облучение также осуществляют в форме линии, наносимой на такой же лист из электротехнической стали с ориентированной зернистой структурой. Расстояние между соседними двумя линиями лазерного облучениями составляет 4 мм, а длина облученной лазером области в направлении прокатки варьируется от (4) 300 мкм до (5) 500 мкм. Толщину затвердевшего слоя регулируют путем варьирования мощности лазера и времени облучения. В ТАБЛИЦЕ 4 показаны магнитные данные для каждого образца. Потери в сердечнике, магнитную индукцию и магнитострикцию измеряли в условиях синусоидального магнитного потока, без приложения к стальному листу напряжения под нагрузкой. ТАБЛИЦА 4 показывает, что образцы (1), (2) и (3) превосходят другие образцы с точки зрения, как потерь в сердечнике, так и магнитострикции в высоком магнитном поле.
[0049]
(мкм)
(мкм)
слоя
(мкм)
в сердечнике
W19/50
(Вт/кг)
λ19p-p
[Пример 3]
[0050] Лазерное облучение осуществляют в форме линии, используя волоконно-лазерное устройство, имеющее диаметр волокна 20 мкм, и воздействуя на поверхность полностью обработанного листа из электротехнической стали с ориентированной зернистой структурой, содержащего 3,2 мас.% Si, и обладающего толщиной 0,27 мм, в направлении, близком к поперечному. Расстояние между соседними двумя линиями лазерного облучения составляет 5 мм. Длина облученной лазером области в направлении прокатки составляет 50 мкм. Появление заостренных выступов в облученной лазером области регулируют, варьируя скорость сканирования облучающим пучком в поперечном направлении. В ТАБЛИЦЕ 5 показаны магнитные данные и форма облученной лазером области для каждого образца. Шероховатость поверхности области, облученной лазером, измеряют, осуществляя сканирование в направлении прокатки, с использованием устройства измерения шероховатости поверхности, типа пера самописца (считывающий штифт). Потери в сердечнике, магнитную индукцию и магнитострикцию измеряют при намагничивании стального листа до получения синусоидальной магнитной индукции, без приложения к стальному листу напряжения под нагрузкой. ТАБЛИЦА 5 показывает, что образцы (1) и (2) превосходят другие образцы с точки зрения как потерь в сердечнике, так и магнитострикции в высоком магнитном поле.
[0051]
(мкм)
W19/50
(Вт/кг)
λ19p-p
образец
[Пример 4]
[0052] Лазерное облучение осуществляют в форме линии, используя волоконно-лазерное устройство, имеющее диаметр волокна 10 мкм, и воздействуя на поверхность полностью обработанного листа из электротехнической стали с ориентированной зернистой структурой, содержащего 3,3 мас.% Si, и обладающего толщиной 0,23 мм, в направлении, близком к поперечному. Расстояние между соседними двумя линиями лазерного облучения составляет 5 мм. Длина облученной лазером области в направлении прокатки варьируется между (1) 50 мкм, (2) 100 мкм и (3) 200 мкм. CO2-лазерное облучение также осуществляют в форме линии, наносимой на такой же текстурованный лист из электротехнической стали. Расстояние между соседними двумя линиями лазерного облучениями составляет 5 мм, а длина облученной лазером области в направлении прокатки варьируется от (4) 200 мкм до (5) 400 мкм. В ТАБЛИЦЕ 6 показаны магнитные данные и форма облученной лазером области для каждого образца. Форма облученной лазером области представляет собой вогнутую область поперечного сечения, если смотреть со стороны поперечного направления. Потери в сердечнике, магнитную индукцию и магнитострикцию измеряют при намагничивании стального листа до получения синусоидальной магнитной индукции, без приложения к стальному листу напряжения под нагрузкой. ТАБЛИЦА 6 показывает, что образцы (1), (2) и (3) превосходят другие образцы с точки зрения как потерь в сердечнике, так и магнитострикции в высоком магнитном поле.
[0053]

[0054] Все ссылки, приведенные выше, полностью включены в данный документ в виде ссылки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИСТ ИЗ ИМЕЮЩЕЙ ОРИЕНТИРОВАННУЮ ЗЕРЕННУЮ СТРУКТУРУ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ, ОБЛАДАЮЩИЙ НИЗКИМИ ПОТЕРЯМИ В СЕРДЕЧНИКЕ И НИЗКОЙ МАГНИТОСТРИКЦИЕЙ | 2015 |
|
RU2665666C2 |
| ТЕКСТУРОВАННЫЙ ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2509163C1 |
| СПОСОБ ПРОИЗВОДСТВА ЛИСТА ТЕКСТУРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 2007 |
|
RU2374334C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2019 |
|
RU2748773C1 |
| ЛИСТ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2011 |
|
RU2509813C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2020 |
|
RU2776383C1 |
| ЭЛЕКТРОТЕХНИЧЕСКИЙ СТАЛЬНОЙ ЛИСТ С ОРИЕНТИРОВАННОЙ ЗЕРЕННОЙ СТРУКТУРОЙ | 2016 |
|
RU2682364C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2819013C2 |
| Лист из анизотропной электротехнической стали со стабилизацией магнитных потерь и термостабильными лазерными барьерами | 2021 |
|
RU2763025C1 |
| ЛИСТ АНИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ И СПОСОБ ЕГО ПРОИЗВОДСТВА | 2022 |
|
RU2818732C1 |
Изобретение относится к технологии изготовления электротехнической стали с ориентированной зернистой структурой, и может найти применение в электротехнической промышленности. Лист из электротехнической стали с ориентированной зернистой структурой, проявляющий отличные характеристики с точки зрения сниженных потерь в сердечнике и сниженной магнитострикции, находясь при высокой магнитной индукции 1,9 Тл, содержит измельченный магнитный домен. Домен имеет облученную лазером область, которая была расплавлена и подвергнута повторному затвердеванию с образованием затвердевшего слоя. Толщина затвердевшего слоя составляет 4 мкм или менее. Лист может дополнительно содержать облученную лазером область, в которой шероховатость Rz поверхности мала, а поперечное сечение, если смотреть со стороны поперечного направления, имеет вогнутую область, обладающую шириной 200 мкм или менее и глубиной 10 мкм или менее, предназначенную для дальнейшего усовершенствования. Технический результат заключается в обеспечении возможности получения листа из электротехнической стали с ориентированной зернистой структурой с низкими потерями в сердечнике и низкой магнитострикцией. 4 н. и 9 з.п. ф-лы, 5 ил., 6 табл.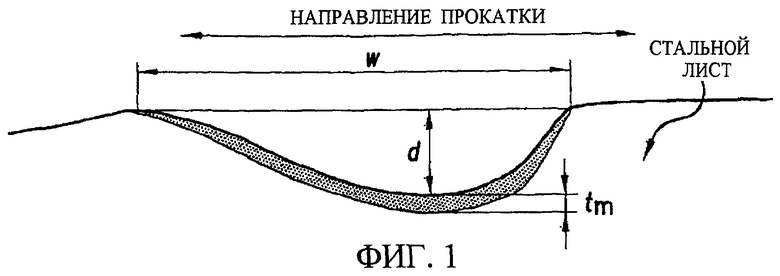
1. Лист из электротехнической стали с ориентированной зернистой структурой, допускающий исключительные показатели потерь в сердечнике и магнитострикции при высокой магнитной индукции 1,9 Тл, содержащий измельченный магнитный домен и облученную лазером область, которая имеет затвердевший слой, причем толщина затвердевшего слоя в облученной лазером области составляет 4 мкм или менее.
2. Лист из электротехнической стали с ориентированной зернистой структурой, допускающий исключительные показатели потерь в сердечнике и магнитострикции при высокой магнитной индукции 1,9 Тл, содержащий измельченный магнитный домен и облученную лазером область, которая имеет затвердевший слой, причем шероховатость Rz поверхности затвердевшего слоя в облученной лазером области вдоль направления прокатки листа составляет 4 мкм или менее.
3. Лист по п.1 или 2, в котором облученная лазером область имеет форму непрерывной или пунктирной линии, а поперечное сечение облученной лазером области, если смотреть со стороны поперечного направления, имеет вогнутую область, имеющую ширину 200 мкм или менее и глубину 10 мкм или менее.
4. Лист по п.1 или 2, в котором расстояние между соседними непрерывными или пунктирными линиями на стальном листе составляют менее 30 мм.
5. Лист по п.4, в котором расстояние между соседними непрерывными или пунктирными линиями на стальном листе составляют 3-5 мм.
6. Лист по п.3, в котором ширина вогнутой области составляет 30-180 мкм, а глубина вогнутой области составляет 1-4 мкм.
7. Способ получения листа из электротехнической стали с ориентированной зернистой структурой, допускающего исключительные показатели потерь в сердечнике и магнитострикции при высокой магнитной индукции 1,9 Тл, содержащий этап выполнения лазерного облучения для формирования затвердевшего слоя так, чтобы толщина затвердевшего слоя составляла 4 мкм или менее.
8. Способ получения листа из электротехнической стали с ориентированной зернистой структурой, допускающего исключительные показатели потерь в сердечнике и магнитострикции при высокой магнитной индукции 1,9 Тл, содержащий этап выполнения лазерного облучения для формирования непрерывной или пунктирной линии на поверхности упомянутого листа с образованием затвердевшего слоя, при этом поперечное сечение затвердевшего слоя в облученной лазером области, если смотреть со стороны поперечного направления, имеет вогнутую область, обладающую шириной 200 мкм или менее, и глубиной 10 мкм или менее, причем толщина затвердевшего слоя у дна вогнутой области составляет 4 мкм или менее.
9. Способ по п.7 или 8, в котором лазер для лазерного облучения представляет собой волоконный лазер, имеющий волокно, обладающее диаметром волоконного сердечника 500 мкм или менее.
10. Способ по п.7 или 8, в котором лазер для лазерного облучения представляет собой волоконный лазер, имеющий волокно, обладающее диаметром волоконного сердечника 200 мкм или менее.
11. Способ по п.7 или 8, в котором расстояние между упомянутыми соседними непрерывными или пунктирными линиями на стальном листе составляет менее 30 мм.
12. Способ по п.11, в котором расстояние между соседними непрерывными или пунктирными линиями на стальном листе составляет 3-5 мм.
13. Способ по п.7 или 8, в котором ширина вогнутой области составляет 30-180 мкм, а глубина вогнутой области составляет 2-4 мкм.
| Формирователь импульсов электродинамического анализатора | 1986 |
|
SU1367140A1 |
| Способ получения листа электротехнической стали с ориентированной текстурой | 1979 |
|
SU1001864A3 |
| Способ производства анизотропной листовой электротехнической стали | 1988 |
|
SU1636459A1 |
| Способ изготовления анизотропной электротехнической стали | 1990 |
|
SU1744128A1 |
| СПОСОБ ЛАЗЕРНОЙ ОБРАБОТКИ КРУПНОЗЕРНИСТОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ АНИЗОТРОПНОЙ СТАЛИ ТОЛЩИНОЙ 0,15 - 0,30 ММ | 1992 |
|
RU2016094C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗОТРОПНОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ СТАЛИ | 1990 |
|
RU2024629C1 |
| СПОСОБ УЛУЧШЕНИЯ МАГНИТНЫХ СВОЙСТВ ЛИСТОВ ТЕКСТУРИРОВАННОЙ ЭЛЕКТРОТЕХНИЧЕСКОЙ КРЕМНИСТОЙ СТАЛИ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ОБРАБОТКИ | 2000 |
|
RU2238340C2 |
| Способ крашения тканей | 1922 |
|
SU62A1 |
| Приспособление для точного наложения листов бумаги при снятии оттисков | 1922 |
|
SU6A1 |

