Изобретение относится к инструментальному производству машиностроения, в частности, к механической обработке лезвийным инструментом впадины зуба круглой протяжки на автоматизированном оборудовании.
В настоящее время изготовление круглой протяжки - сложного, многолезвийного и трудоемкого инструмента, выполняется на автоматизированном оборудовании - токарных станках с числовым программным управлением. Известен способ изготовления впадин зубьев круглых протяжек - наиболее сложной части технологического процесса изготовления протяжки на Свердловском инструментальном заводе (см. Типовой технологический процесс обработки «Протяжки для отверстий цилиндрических» ТП 4023-75. Свердловск, СИЗ, 1975 г.). Изготовление впадины зуба круглой протяжки по этой типовой технологии осуществляется двумя лезвийными инструментами. Черновая обработка - удаление основной части материала из впадины зуба выполняется резцом с ромбической пластиной, имеющей равные угол в плане и угол между режущими кромками 55÷60, периодическим врезанием - перемещением резца перпендикулярно оси детали на глубину ~ 1 мм с последующим перемещением резца вдоль оси протяжки - разгонкой. При разгонке на сторонах впадины зуба протяжки образуется слой материала в виде ступенчатой поверхности - припуск для чистовой обработки вторым инструментом. Чистовая обработка сторон впадины зуба выполняется отрезным резцом, имеющим скругление в вершине радиусом 2÷2,5 мм, перемещающегося по траекториям, повторяющим профиль и местоположение сторон канавки впадины зуба. Данный способ имеет низкую производительность, т.к. глубина врезания не превышает 1 мм из-за низкой прочности резца и низкой виброустойчивости процесса врезания. При глубине врезания 1 мм требуется 10÷15 врезаний для удаления материала из впадины зуба, а превышение глубины врезания более 1 мм вызывает вибрации в технологической системе и поломку резца. Недостатком данного способа является необходимость использования второго резца, которая требует перенастройки технологической системы на станке и разработку второй программы обработки протяжки на станке с числовым программным управлением.
За прототип выбран способ изготовления впадины зуба круглой протяжки одним резцом, имеющим главную режущую кромку, состоящую из двух участков с разными радиусами кривизны. Каждый из участков режущей кромки повторяет кривизну одной из сторон впадины зуба протяжки. Изготовление впадины зуба выполняется по следующей технологии: врезание на максимально возможную величину перемещением резца перпендикулярно оси протяжки, затем разгонка - перемещение резца вдоль оси протяжки до одной из сторон впадины зуба - это черновая обработка. Затем чистовая обработка сторон впадины зуба - перемещением резца вдоль оси протяжки до одной из сторон впадины с копированием кривизны режущей кромки на стороне впадины канавки и последующим перемещением резца к второй стороне впадины (см. Алыбин В.В. «Разработка и исследование системы числового управления токарным станком для нарезания зубьев круглых протяжек и подготовка исходных данных для программирования». Диссертация. Свердловск. УПИ. 1969 г). Данный способ обладает большей производительностью, чем аналог. Виброустойчивость процесса врезания данного способа, как и аналога, низкая из-за увеличения силы резания с увеличением глубины врезания инструмента и из-за изменения направления силы резания на критической глубине врезания. Двухрадиусный резец имеет узкоспециальное назначение, т.к. пригоден для изготовления впадины зуба протяжки только одного профиля и одних размеров. Другие профили впадины зуба требуют другого резца. Заточка двухрадиусного резца затруднена и требует специального оборудования и квалифицированного рабочего для данной операции.
В заявленном изобретении решается проблема - исключение вибрации в процессе резания и повышение производительности на операции.
Заявляемое техническое решение состоит в том, что изготовление впадины зуба выполняют резцом, главная режущая кромка которого имеет кривизну постоянного радиуса впадины зуба, одновременно черновой и чистовой обработкой - врезанием резца по траектории, повторяющей кривизну одной из сторон впадины зуба с подачей, уменьшающейся от максимальной, установленной в начале врезания, до нуля в конце обработки стороны впадины и дальнейшей обработкой второй стороны впадины, перемещением резца от оси протяжки по траектории, повторяющей кривизну этой стороны впадины и с постоянной подачей. Постоянный радиус режущей кромки резца и уменьшающаяся подача при врезании инструмента позволяют сохранить постоянной величину силы резания, т.к. увеличение силы резания за счет увеличения длины режущей кромки инструмента с увеличением глубины врезания резца компенсируется уменьшением величины подачи врезания и тем самым исключить вероятность возникновения вибраций технологической системы. Отсутствие перемещений резца вдоль оси протяжки - разгонка и непрерывность врезания инструмента - обеспечивают максимальную производительность процесса изготовления впадины зуба круглой протяжки.
Технический результат заявленного способа изготовления впадины зуба круглой протяжки состоит в исключении вероятности возникновения вибраций в процессе обработки и в повышении производительности процесса исключением холостых ходов инструмента.
Заявленное техническое решение поясняется рисунками:
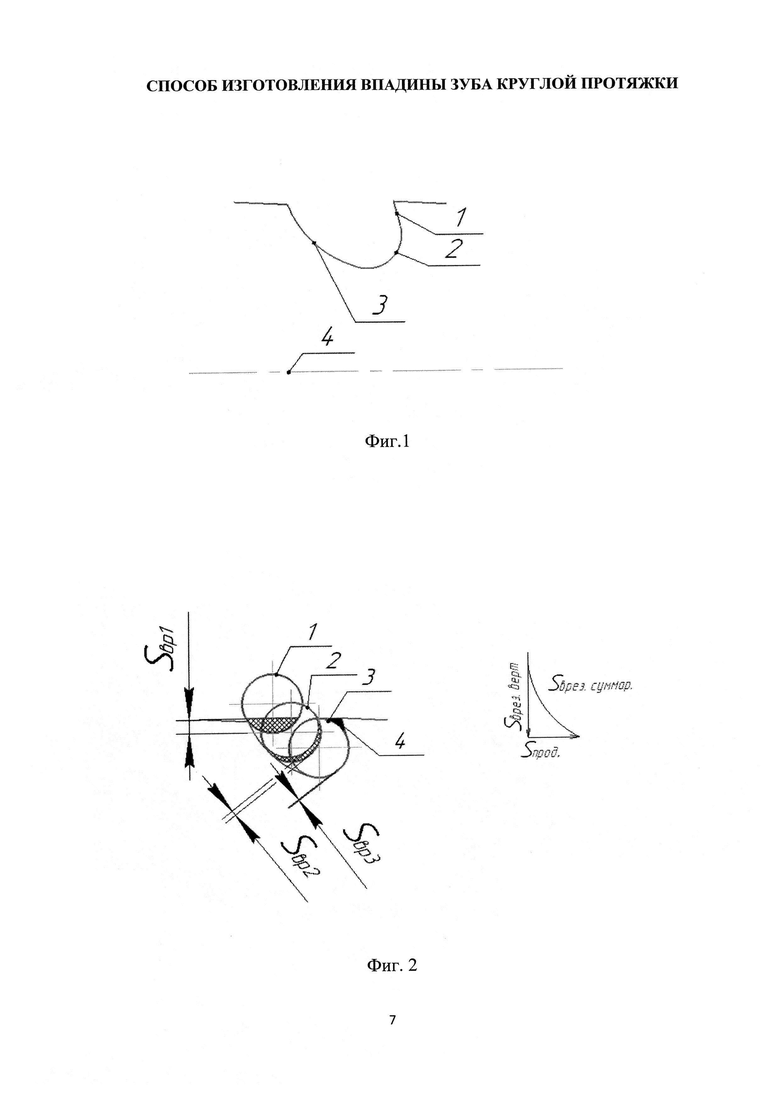
На фиг. 1 - Профиль впадины зуба круглой протяжки.
Фиг. 2 - Обработка большего радиуса впадины зуба перемещением резца к оси протяжки.
Фиг. 3 - Чистовая обработка второй стороны впадины зуба
Впадина зуба круглой протяжки (фиг. 1) содержит: переднюю поверхность зуба 1, криволинейный участок впадины 2 меньшего радиуса, криволинейный участок впадины 3 большего радиуса и их расположение относительно оси 4.
Формообразование впадины зуба круглой протяжки (фиг. 2) выполняют перемещением резца с радиусной режущей кромкой из положения 1 с максимальной подачей Sвр.1 непрерывно в положение 2 с подачей Sвр.2<Sвр.1 до положения 3 с уменьшением подачи Sвр.3 до нуля по траектории векторной суммы подач Sвр суммм.=Sвр.верт.+Sвр.гориз. по направлению к оси протяжки. Во впадине остается неудаленный участок профиля впадины 4.
Заканчивают формообразование (фиг. 3) впадины зуба чистовой обработкой радиуса впадины с постоянной подачей Sвр.4 - перемещением от оси протяжки.
Осуществление способа изготовления впадины зуба круглой протяжки выполнялось резцом с круглой сменной пластинкой из инструментального материала марки Т5К10 постоянного радиуса r пласт. = 4 мм. Обрабатывалась круглая протяжка из стали Р6М5 с профилем канавки зуба: R=17 мм, r=4,2 мм. Первоначально обрабатывалась сторона канавки с R=17 мм перемещением резца к оси протяжки по криволинейной траектории радиуса R=17 мм, с подачей в начале процесса 0,25 мм/об и до 0 в конце обработки этой стороны впадины зуба. Затем обработка второй стороны впадины с r=4,2 мм - перемещением резца от оси протяжки и с подачей 0,2 мм/об. Процесс обработки был выполнен без вибраций технологической системы и за время на 40% меньше, чем время обработки этой же канаки двухрадиусным резцом по технологии прототипа заявляемого способа.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХВЕНЦОВОЙ ЗВЕЗДОЧКИ | 2014 |
|
RU2571983C1 |
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| ФРЕЗА ДЛЯ ОБРАБОТКИ ВИНТОВ С ПОЛУОТКРЫТОЙ ПОВЕРХНОСТЬЮ | 2008 |
|
RU2366547C1 |
| КОНЦЕВАЯ ФРЕЗА ДЛЯ ОРБИТАЛЬНОГО ФРЕЗЕРОВАНИЯ | 2006 |
|
RU2409454C2 |
| Резцовая головка-протяжка | 1976 |
|
SU618220A1 |
| Головка зубодолбежная для кругового контурного строгания | 1983 |
|
SU1117159A1 |
| Способ обработки зубчатых деталей для внешнего и внутреннего зацепления | 1990 |
|
SU1811443A3 |
| СПОСОБ ТОКАРНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2005 |
|
RU2296035C2 |
| УЛЬТРАЗВУКОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА | 2020 |
|
RU2734368C1 |
| СПОСОБ ДВУХПРОХОДНОГО ЗУБОФРЕЗЕРОВАНИЯ С УПРОЧНЕНИЕМ | 2011 |
|
RU2464132C1 |

Изобретение относится к инструментальному производству машиностроения и предназначено для изготовления впадины зуба круглой протяжки на автоматизированном оборудовании. Способ изготовления впадины зуба круглой протяжки включает черновую и чистовую обработку резцом с криволинейной режущей кромкой, при этом черновую обработку выполняют перемещением резца к оси протяжки. Черновую и чистовую обработку одной из сторон впадины зуба выполняют одновременно непрерывным перемещением резца к оси протяжки, главная режущая кромка которого имеет кривизну постоянного радиуса из диапазона от 0,7 до 1,0 мм - минимального радиуса впадины зуба по траектории, повторяющей кривизну стороны впадины, и с подачей, уменьшающейся от максимальной в начале обработки до нуля в конце обработки. Затем выполняют чистовую обработку второй стороны впадины - перемещением резца от оси протяжки с постоянной подачей и по траектории, повторяющей кривизну второй стороны впадины. В результате обеспечивается исключение вероятности возникновения вибраций технологической системы в процессе изготовления впадины зуба круглой протяжки и в повышении производительности процесса исключением холостых ходов инструмента. 3 ил.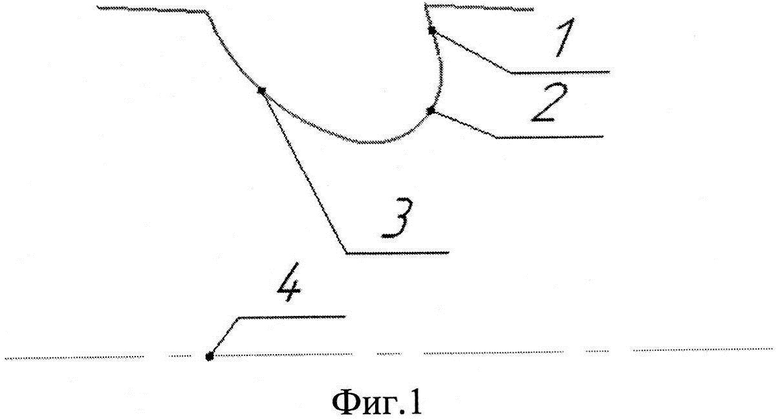
Способ изготовления впадины зуба круглой протяжки, включающий черновую и чистовую обработку резцом с криволинейной режущей кромкой, при этом черновую обработку выполняют перемещением резца к оси протяжки, отличающийся тем, что черновую и чистовую обработку одной из сторон впадины зуба выполняют одновременно непрерывным перемещением резца к оси протяжки, главная режущая кромка которого имеет кривизну постоянного радиуса из диапазона 0,7÷1,0 от минимального радиуса впадины зуба по траектории, повторяющей кривизну стороны впадины, и с подачей, уменьшающейся от максимальной в начале обработки до нуля в конце обработки, а затем выполняют чистовую обработку второй стороны впадины - перемещением резца от оси протяжки с постоянной подачей и по траектории, повторяющей кривизну второй стороны впадины.
| АЛЫБИН В.В | |||
| Разработка и исследование системы числового управления токарным станком для нарезания зубьев круглых протяжек и подготовка исходных данных для программирования | |||
| Диссертация | |||
| Свердловск | |||
| УПИ, 1969 | |||
| СПОСОБ ОБРАБОТКИ ПРОФИЛЯ ЗУБЬЕВ ШЛИЦЕВЫХ ПРОТЯЖЕК | 2015 |
|
RU2586185C1 |
| RU 2064375 C1, 27.07.1996 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОЛЕЗВИЙНЫХ РЕЖУЩИХ ИНСТРУМЕНТОВ | 2006 |
|
RU2306208C1 |
| Протяжка | 1943 |
|
SU66135A1 |
| US 3331265 A1, 18.07.1967. | |||

