1
Изобретение относится к обработке металлов, в частности к режущим инструментам, применяемым на зуборезных станках, и может быть использовано в производстве гипоидных и конических колес с криволинейными зубьями в автомобильной, тракторной, станкостроительной и других отраслях промышленности.
Известны зуборезные резцовые головки, которые применяют для обработки гипоидных и конических колес с криволинейными зубьями методом обката 1.
Эти резцовые головки имеют дисковый корпус с центральным конусным отверстием, которое совместно с задним торцом служит для установки резцовой головки на шпиндель зуборезного станка В корпусе резцовой головки выполнены радиальные пазы, в которых закреплены внутренние и наружные резцы. Внутренние резцы предназначены для обработки выпуклой стороны, а наружные - вогнутой стороны зубьев.
Недостатком этой конструкции является низкая производительность при обработке ведомых конических колес с большим передаточным числом.
Известны также резцовые головки-протяжки, которые примечшют для чистового нарезания зубьев ведомых колес полуобкатных конических и гипоидных пар с передаточным отношением 3:1 и выше методом копирования. В радильных пазах дискового корпуса головки-протяжки поочередно установлены и закреплены внутренние и наружные резцы. Резцы разбиты на две группы: получистовые, вершины которых расположены на одинаковой высоте, и калибрующие в коли честве двух резцов установленных ниже (юлучистовых резцов 2.
Получистовые резцы располагают как можно ближе один к другому, чтобы на определенном участке корпуса разместить наибольшее количество режущих элементов. Калибрующие резцы установлены один от другого на расстоянии, превышающем ширину венца обрабатываемого колеса, и каждый из них начинает обрабатывать деталь после того, как предществующий выйдет из зоны резания.
Радиус расположения боковых режущих кромок внутренних резцов, начиная с первого получистового, убывает пропорционально величине снимаемого припуска, а радиус расположения наружных резцов соответственно возрастает. Между первым получистовым и последним калибрующим резцами предумсотрено расстояние для деления заготовки на один шаг. Такая конструкция резцовой головки-протяжки позволяет производить обработку впадины зуба колеса за один оборот головки.
Резцы резцовой головки-протяжки производят обработку только боковыми режущими кромками. Вершины резцов в резании не участвуют, так как черновую обработку производят на 0,2-0,25 мм глубже высоты зуба. Припуск, снимаемый каждым резцом, зависит от модуля обрабатываемого колеса и принимается в пределах 0,02- 0,04 мм.
Недостатком данной конструкции резцовой головки-протяжки является значительное колебание припуска, оставляемое получистовыми резцами под калибрующие, в результате чего резко снижается точность обработки зубьев ведомых конических колес и чистота их поверхности.
Кроме того, последние получистовые резцы вступают в резание, когда предшествующий резец еще находится в зоне обработки.
Таким образом в резании попеременно участвуют или- наружный или внутренний резец или одновременно оба получистовых резца. Сила резания изменяется по величине и направлению. Появляются отжимы и вибрация заготовки, которые в значительной степени увеличивают неравномерность припуска, оставляемого под калибрующие резцы.
Целью изобретения является повышение точности изготовления и чистоты поверхности обрабатываемых зубьев колес за счет обеспечения равномерного и стабильного припуска под калибрующие резцы.
Эта цель достигается тем, что между получистовы.ми и калибрующими группами резцов установлена группа, состоящая из двух чистовых резцов, верщины которых расположены ниже последних получистовых, но выше калибрующих резцов, причем расстояние между режущими кромками чистовых резцов в головке-протяжке равно расстоянию между калибрующими резцами, а расстояние между первым чистовым и предшествующим получистовым равно расстоянию между получистовыми резцами.
Кроме того, вершины последних двух получистовых резцов в резцовой головкепротяжке устанавливают на 0,05-0,10 мм выше предыдущих получистовых резцов.
Уменьшение деформаций и отжимов чистовых резцов вследствие устранения контакта вершин чистовых резцов с образованным в основании зуба буртиком и их поочередно-раздельное участие в резании позволяк.т а высить точность и чистоту поверхности обрабатываемых колес за счет обеспечения стабильного и равномерного припуска под калибрующие резцы. Этому же способствует и увеличение высоты последних
получистовых резцов на 0,05-0,10 мм относительно предшествующих.
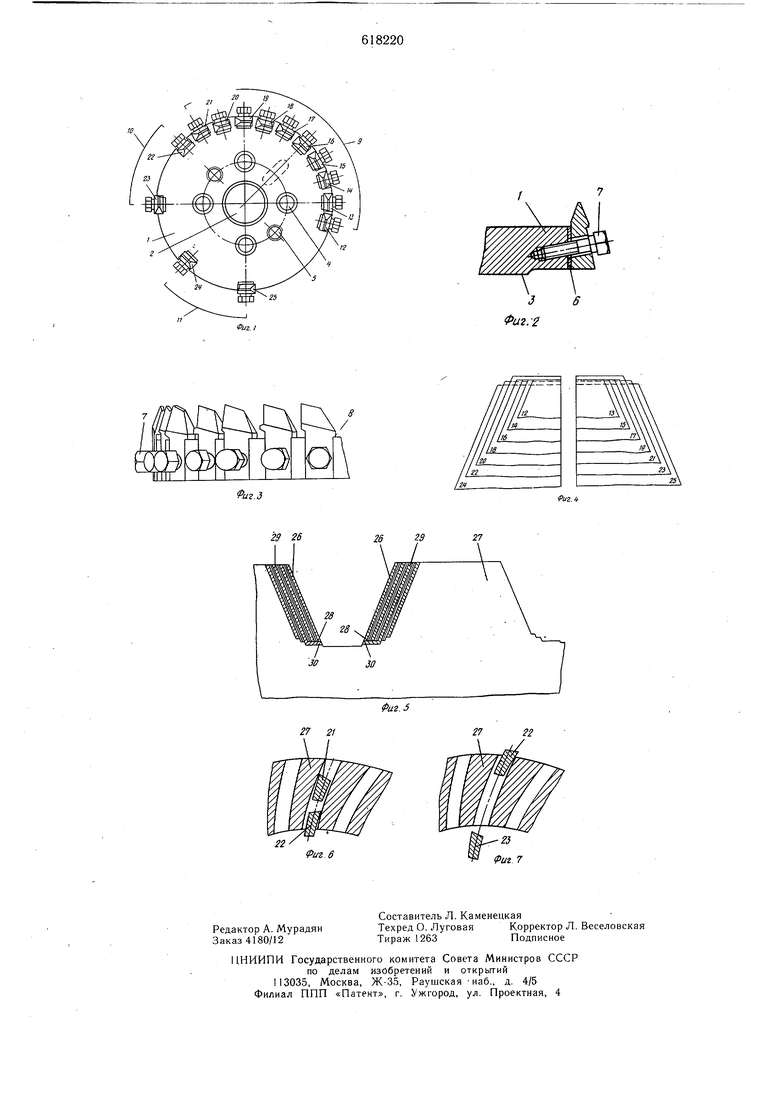
На фиг. 1 изображена описываемая резцовая грловка-протяжка, вид сверху; на фиг. 2 - корпус резцовой головки в сече нии; на фиг. 3 - схема закрепления и базирования резцов; на фиг. 4 - схема расположения наружных и внутренних резцов в резцовой головке-протяжке; на фиг. 5 схема снятия припуска с боковых поверхностей зубьев; на фиг. 6 - схема работы первого чистового резца; на фиг. 7 - схема работы второго чистового резца.
Резцовая головка-протяжка (фиг. 1) состоит из дискового корпуса 1 с центральным конусным отверстием 2, которое совместно с задним опорным торцом 3 (фиг. 2) служит для точной установки резцовой головки на шпиндель зуборезного станка.
Резцовую головку-протяжку закрепляют четырьмя винтами, которые вставляют 0 в отверстия 4. Резьбовые отверстия 5 служат для выжимных винтов, которые предназначены для снятия головки со шпинделя станка.
В радиальных пазах корпуса поочередно установлены наружные и внутренние рез5 цы и прецизионные подкладки 6.
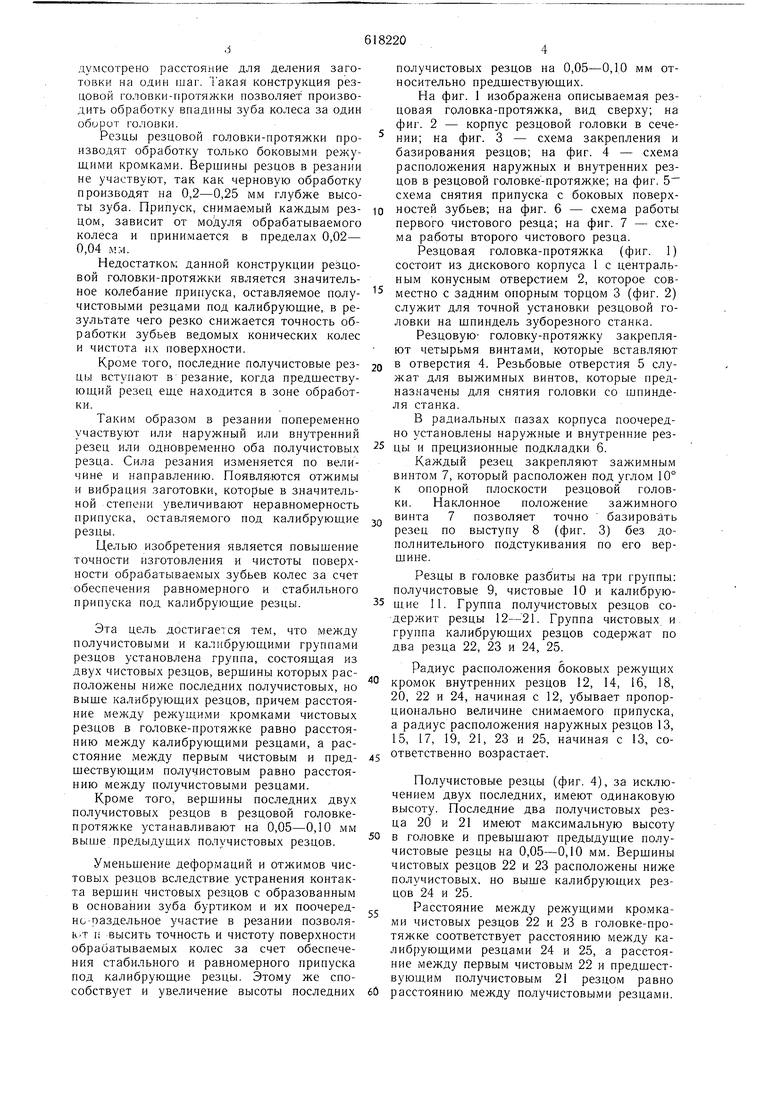
Каждый резец закрепляют зажимным винтом 7, который расположен под углом 10° к опорной плоскости резцовой головки. Наклонное положение зажимного винта 7 позволяет точно базировать резец по выступу 8 (фиг. 3) без дополнительного подстукивания по его вершине.
Резцы в головке разбиты на три группы: получистовые 9, чистовые 10 и калибрующие 11. Группа получистовых резцов содержит резцы . Группа чистовых и, группа калибрующих резцов содержат по два резца 22, 23 и 24, 25.
радиус расположения боковых режущих кромок внутренних резцов 12, 14, 16, 18, 20, 22 и 24, начиная с 12, убывает пропорционально величине снимаемого припуска, а радиус расположения наружных резцов 13, 15, 17, 19, 21, 23 и 25, начиная с 13, со5 ответственно возрастает.
Получистовые резцы (фиг. 4), за исключением двух последних, имеют одинаковую высоту. Последние два получистовых резца 20 и 21 имеют максимальную высоту
0 в головке и превыщают предыдущие получистовые резцы на 0,05-0,10 мм. Вершины чистовых резцов 22 и 23 расположены ниже получистовых. но выше калибрующих резцов 24 и 25.
Расстояние между режущими кромками чистовых резцов 22 и 23 в головке-протяжке соответствует расстоянию между калибрующими резцами 24 и 25, а расстояние между первым чистовым 22 и предшествующим получистовым 21 резцом равно
0 расстоянию между получистовыми резцами.
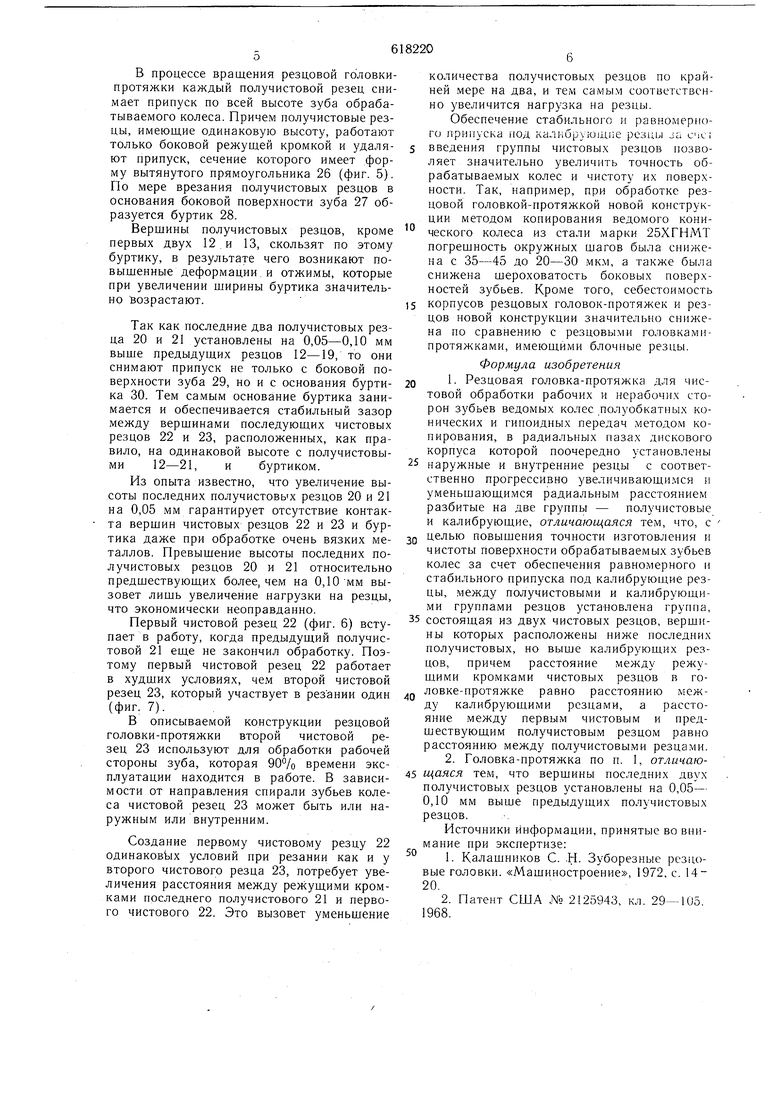
В процессе вращения резцовой головкипротяжки каждый получистовой резец снимает припуск по всей высоте зуба обрабатываемого колеса.Причем получистовые резцы, имеющие одинаковую высоту, работают только боковой режущей кромкой и удаляют припуск, сечение которого имеет форму вытянутого прямоугольника 26 (фиг. 5). По мере врезания получистовых резцов в основания боковой поверхности зуба 27 образуется буртик 28.
Верщины получистовых резцов, кроме первых двух 12, и 13, скользят по этому буртику, в результате чего возникают повыщенные деформации и отжимы, которые при увеличении щирины буртика значительно возрастают.
Так как последние два получистовых резца 20 и 21 установлены на 0,05-0,10 мм выше предыдущих резцов 12-19, то они снимают припуск не только с боковой поверхности зуба 29, но и с основания буртика 30. Тем самым основание буртика занимается и обеспечивается стабильный зазор между верщинами последующих чистовых резцов 22 и 23, расположенных, как правило, на одинаковой высоте с получистовыми 12-21, и буртиком.
Из опыта известно, что увеличение высоты последних получистовых резцов 20 и 21 на 0,05 мм гарантирует отсутствие контакта верщин чистовых резцов 22 и 23 и буртика даже при обработке очень вязких металлов. Превышение высоты последних получистовых резцов 20 и 21 относительно предществующих более, чем на 0,10 мм вызовет лищь увеличение нагрузки на резцы, что экономически неоправданно.
Первый чистовой резец 22 (фиг. 6) вступает в работу, когда предыдущий получистовой 21 еще не закончил обработку. Поэтому первый чистовой резец 22 работает в худших условиях, чем второй чистовой резец 23, который участвует в резании один (фиг. 7).
В описываемой конструкции резцовой головки-протяжки второй чистовой резец 23 используют для обработки рабочей стороны зуба, которая 90% времени эксплуатации находится в работе. В зависимости от направления спирали зубьев колеса чистовой резец 23 может быть или наружным или внутренним.
Создание первому чистовому резцу 22 одинаковых условий при резании как и у второго чистового резца 23, потребует увеличения расстояния между режущими кромками последнего получистового 21 и первого чистового 22. Это вызовет уменьшение
количества получистовых резцов по крайней мере на два, и тем самым соотБетственно увеличится нагрузка на резцы.
Обеспечение стабильного и равномерного п-рииуска под калнбрующ);е резцы Ja счс: введения группы чистовых резцов позволяет значительно увеличить точность обрабатываемых колес и чистоту их поверхности. Так, например, при обработке резцовой головкой-протяжкой новой конструкции методом копирования ведомого конического колеса из стали марки 25ХГНМТ погрешность окружных шагов была снижена с 35-45 до 20-30 мкм, а также была снижена шероховатость боковых поверхностей зубьев. Кроме того, себестоимость корпусов резцовых головок-протяжек и рез5цов новой конструкции значительно снижена по сравнению с резцовыми головкамипротяжками, имеющими блочные резцы.
Формула изобретения
1.Резцовая головка-протяжка для чис0товой обработки рабочих и нерабочих сторон зубьев ведомых колес полуобкатных конических и гипоидных передач методом копирования, в радиальных пазах дискового корпуса которой поочередно установлены
5 наружные и внутренние резцы с соответственно прогрессивно увеличивающи.мся и уменьщающимся радиальным расстоянием разбитые на две группы - получистовые и калибрующие, отличающаяся тем, что, с целью повыщения точности изготовления и
0 чистоты поверхности обрабатываемых зубьев колес за счет обеспечения равномерного и стабильного припуска под калибрующие резцы, между получистовыми и калибрующими группами резцов уста-новлена группа,
35 состоящая из двух чистовых резцов, верщины которых расположены ниже последних получистовых, но выше калибрующих резцов, причем расстояние между режупдими кромками чистовых резцов в головке-протяжке равно расстоянию меж0ду калибрующими резцами, а расстояние между первым чистовым и предшествующим получистовым резцом равно расстоянию между получистовыми резцами.
2.Головка-протяжка по п. I, отличающаяся тем, что вершины последних двух
получистовых резцов установлены на 0,05- 0,10 мм выше предыдущих получистовых резцов.
Источники информации, принятые во внимание при экспертизе:
0
1. Калашников С. .Н. Зуборезные резцовые головки. «Машиностроение, 1972, с. 1420.
2. Патент США № 2125943, кл. 29-105, 1968.
| название | год | авторы | номер документа |
|---|---|---|---|
| Резцовая головка-протяжка для нарезания круговых зубьев конических колес | 1984 |
|
SU1235672A1 |
| РЕЗЦОВАЯ ГОЛОВКА ДЛЯ ЧИСТОВОГО НАРЕЗАНИЯ КОНИЧЕСКИХ КОЛЕС С КРУГОВЫМИ ЗУБЬЯМИ | 1966 |
|
SU184113A1 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговыми зубьями | 1983 |
|
SU1093447A2 |
| Трехсторонняя зуборезная головка для обработки гипоидных и конических колес с круговым зубом | 1980 |
|
SU904929A1 |
| Резцовая головка | 1975 |
|
SU524627A1 |
| РЕЗЦОВАЯ ЗУБОРЕЗНАЯ ГОЛОВКА ДЛЯ НАРЕЗАНИЯ АРОЧНЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 2009 |
|
RU2430813C2 |
| Чистовая двусторонняя зуборезная головка для обработки гипоидных и конических шестерен | 1980 |
|
SU904928A1 |
| Инструмент для обработки конических зубчатых колес с круговыми зубьями | 1981 |
|
SU1088892A1 |
| Способ изготовления конических зубчатых колес | 1975 |
|
SU532492A1 |
| Обкаточная головка с режущими пластинами для обработки зубьев червячных и спироидных колес | 2021 |
|
RU2787187C1 |