Изобретение относится к устройству обработки металлической полосы после того, как она вышла из емкости для нанесения покрытия с жидким материалом покрытия, например, цинком.
Подобные устройства в принципе известны в уровне техники, так, например, из WO 2012/172648 A1 и немецких патентных заявок DE 10 2009 051 932 A1, DE 10 2007 045 202 A1 и DE 10 2008 039 244 A1. Конкретно эти публикации раскрывают емкость для нанесения покрытия, которая наполнена жидким материалом покрытия. Для нанесения покрытия металлическая полоса проводится через емкость с материалом покрытия. После выхода из емкости нанесения покрытия металлическая полоса проходит через расположенное над емкостью для нанесения покрытия устройство сдува или сопло для сдувания лишних частей еще жидкого материала покрытия, который прилипает к поверхности металлической полосы. Над устройством сдува расположено опирающееся на устройство сдува электромагнитное устройство стабилизации, называемое также Dynamic Electro Magnetic Coating Optimizer (DEMCO), для стабилизации полосы после выхода из емкости нанесения покрытия и устройства сдува. Электромагнитное устройство стабилизации генерирует электромагнитные силы, при помощи которых металлическая полоса удерживается по центру на средней плоскости всего устройства; таким образом, качание металлической полосы во время прохождения в частности устройства сдува, по меньшей мере, сокращается.
Однако у этих описанных конструкций, кроме конструкции согласно DE 10 2008 039 244 A1, существует в реальности тот недостаток, что электромагнитное устройство стабилизации расположено довольно далеко над устройством сдува. Это невыгодно тем, что оказанное устройством стабилизации стабилизирующее действие на металлическую полосу доходит до устройства сдува лишь в ограниченно. Кроме того, генерируемые устройством стабилизации силы, которые необходимы для того, чтобы стабилизировать металлическую полосу в области удаленного устройства сдува, в уровне техники сравнительно велики. В соответствии с этим также затраты энергии для эксплуатации устройства стабилизации сравнительно высоки. Наконец, недостатком является то, что устройство стабилизации расположено над держателем сопла или траверсой, так как вследствие этого доступ к металлической полосе в области держателя сопла значительно затрудняется.
В основе изобретения лежит задача усовершенствовать известное устройство для обработки металлической полосы таким образом, что доступ к металлической полосе в области держателя сопла значительно облегчается.
Эта задача решается с помощью предмета пункта 1 формулы изобретения.
Благодаря заявленному более ближнему расположению устройства стабилизации к устройству сдува предпочтительно достигается то, что устройством стабилизации должна генерироваться меньшая сила для того, чтобы стабилизировать металлическую полосу в области устройства сдува или сопла. Вследствие этого сокращается также потребление энергии устройства стабилизации, и устройство в целом становится более эффективным.
Горизонтальная траверса, называемая также держателем сопла, смонтирована между двумя вертикальными колоннами. На траверсе закреплено устройство сдува в подвешенном под траверсой состоянии. Также устройство стабилизации в подвешенном под траверсой состоянии закреплено на ней, тем не менее между траверсой и устройством сдува. Крепление устройства стабилизации на траверсе не зависит от закрепления устройства сдува на траверсе.
Расположение и устройства стабилизации и устройства сдува под траверсой предоставляет то преимущество, что область над траверсой и тем самым также ограниченное траверсой щелевое отверстие для проведения металлической полосы очень просто доступны для обслуживающего персонала.
Согласно первому примеру осуществления в каждом случае индивидуальное закрепление устройства сдува и устройства стабилизации на траверсе осуществляется через независимые устройства смещения. Конкретно устройство сдува закреплено на траверсе через устройство смещения сдува, однако с возможностью перемещения относительно траверсы. Далее устройство стабилизации закреплено на траверсе через устройство смещения стабилизации, однако с возможностью перемещения относительно траверсы. Оба устройства смещения делают возможными в каждом случае различные степени свободы для движения устройства сдува и устройства стабилизации относительно средней плоскости устройства, а также относительно металлической полосы. Оба устройства делают возможным в частности смещение устройства сдува и устройства стабилизации друг относительно друга. Наряду с реализованными устройством смещения сдува и устройством смещения стабилизации индивидуальными степенями свободы для соответствующих устройств предпочтительным является то, что траверса вместе с подвешенным на ней устройством сдува и стабилизации установлена на вертикальных колоннах с возможностью вертикального перемещения. Вертикальные колонны могут вместе с траверсой перемещаться параллельно друг к другу в горизонтальной плоскости. Так как траверса установлена на одной из вертикальных колонн с возможностью поворота вокруг неподвижной точки попорота (неподвижная сторона) на горизонтальной плоскости, а на другой вертикальной колонне траверса установлена свободно (свободная сторона), также возможно поворачивание траверсы в горизонтальной плоскости. Эти степени свободы траверсы в равной степени относятся к устройству сдува и устройству стабилизации, так как оба указанных устройства закреплены на траверсе.
К описанию приложен чертеж. На чертеже показаны:
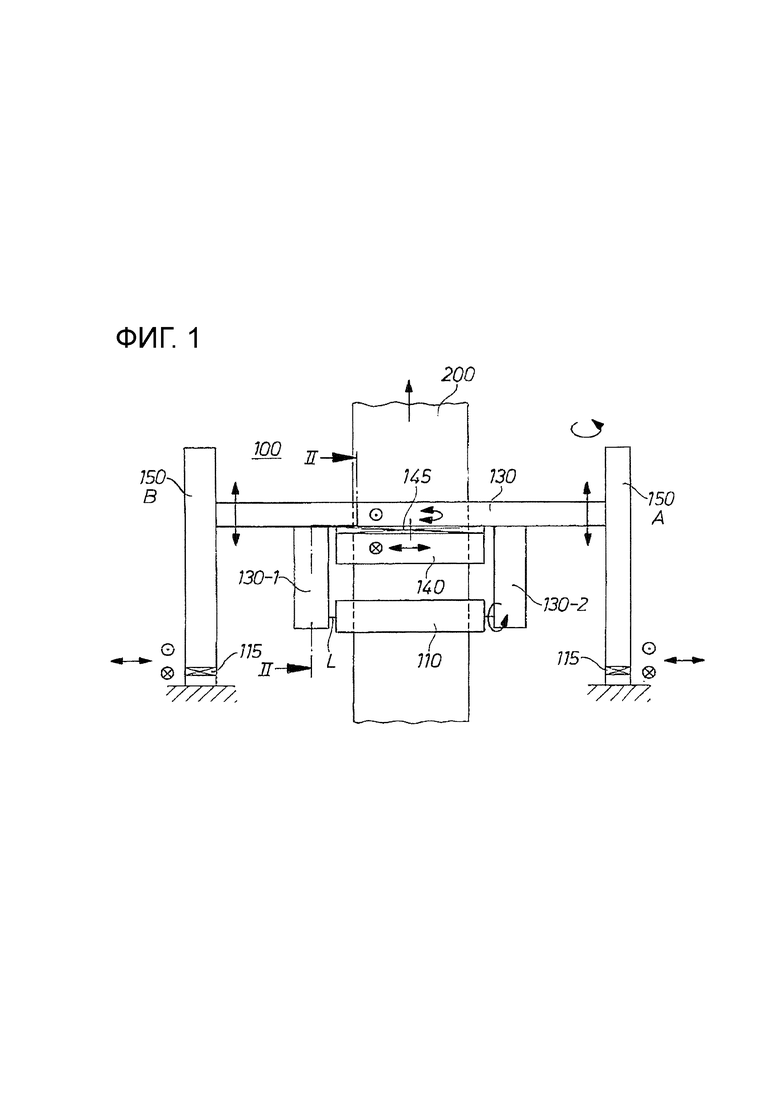
фиг. 1 - вид спереди соответствующего изобретению устройства;
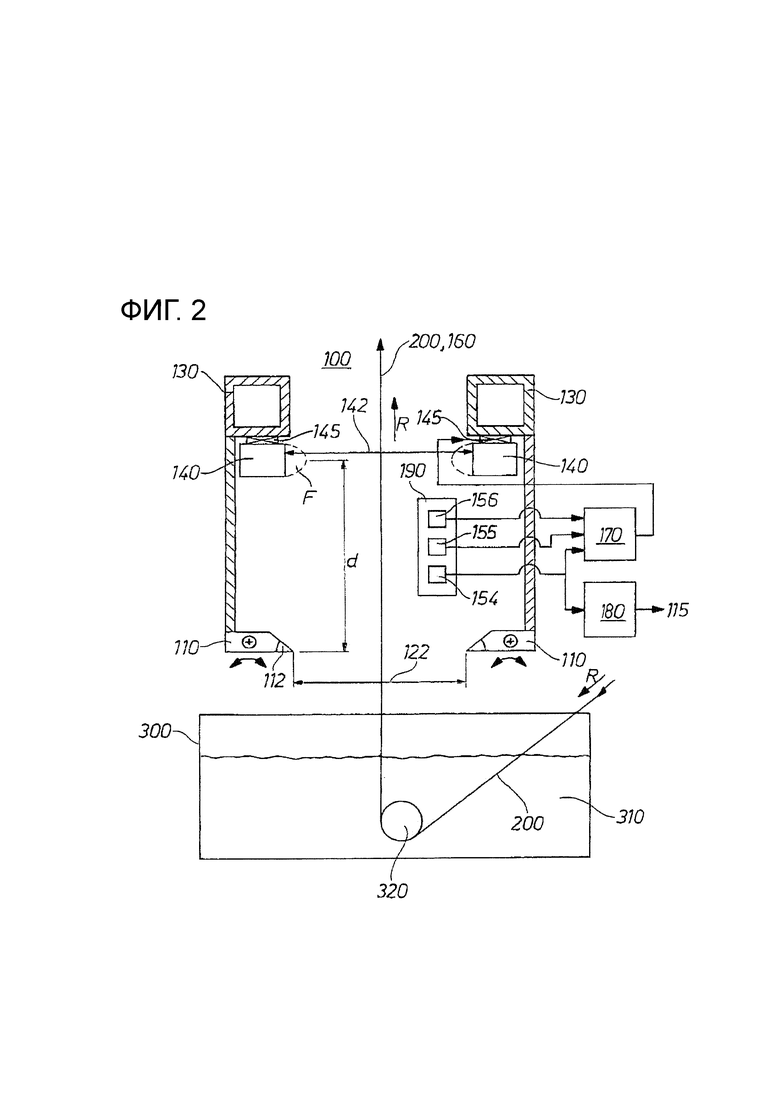
фиг. 2 - поперечный разрез соответствующего изобретению устройства; и
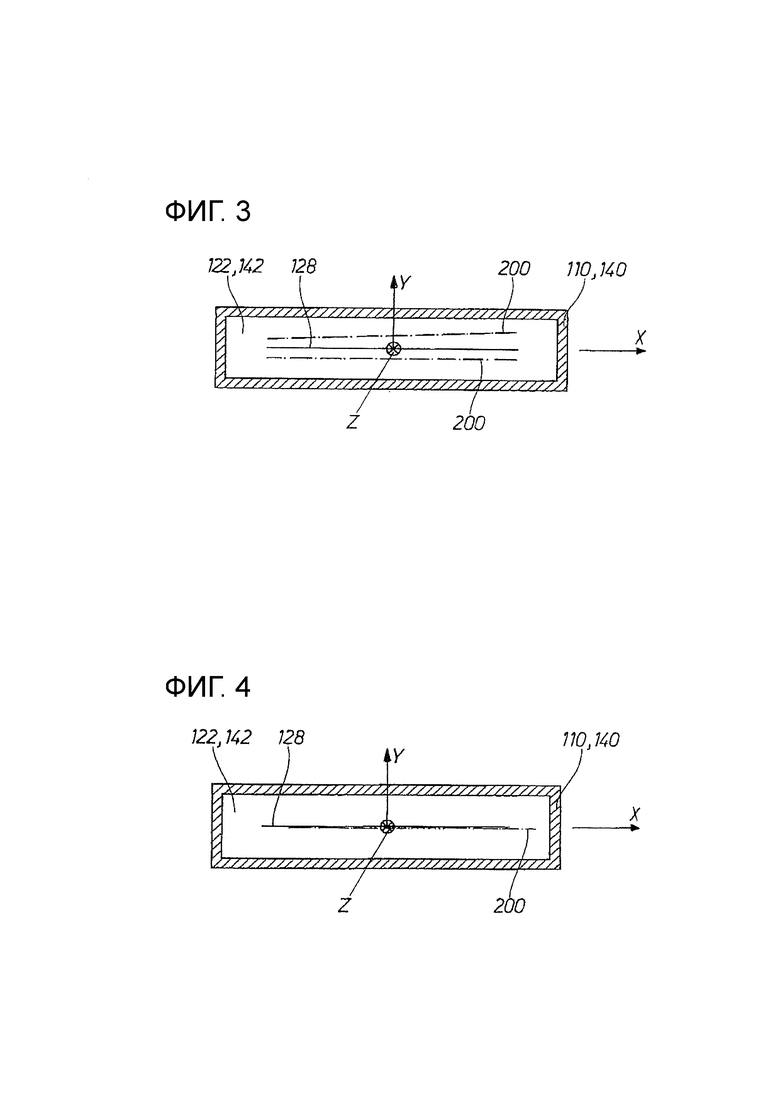
фиг. 3 и 4 - виды сверху на щелевые отверстия соответствующего изобретению устройства сдува или соответствующего изобретению электромагнитного устройства стабилизации, в каждом случае с обозначением расчетного центрального положения и различных нежелательных действительных положений металлической полосы.
Далее изобретение подробно описывается в виде примеров осуществления со ссылкой на указанные фигуры. На всех фигурах одинаковые технические элементы обозначены одинаковыми ссылочными позициями.
Фиг. 1 показывает соответствующее изобретению устройство 100. Оно включает в себя две боковые, распространяющиеся в вертикальном направлении колонны 150, на которых траверса 130, называемая также держателем сопла, установлена с возможностью вертикального и горизонтального перемещения, см. двунаправленные стрелки на фиг. 1. Далее устройство 100 может поворачиваться в горизонтальной плоскости. С этой целью одна из обеих колонн 150 выполнена в виде неподвижной стороны A, на которой траверса установлена с возможностью поворота вокруг вертикальной оси поворота. Противоположная же колонна выполнена в виде свободной стороны B и поддерживает траверсу только в вертикальном направлении. Благодаря этому исполнению колонн в виде неподвижной и свободной стороны устройство 100 и в частности траверса 130 при проходящей под углом металлической полосе 200 может посредством поворота в горизонтальной плоскости симметрично выравниваться относительно нее. В результате широкие стороны траверсы должны быть всегда выровнены параллельно к металлической полосе и иметь одинаковое расстояние до нее.
На траверсе 130 подвешено устройство 110 сдува или сопло. Подключение устройства 110 сдува к траверсе 130 не является жестким, а происходит через устройство 115 смещения сдува, которое выполнено так, чтобы смещать устройство 110 сдува относительно траверсы 130 в горизонтальной плоскости, то есть в частности перпендикулярно к средней плоскости 160 устройства. Кроме того, устройство 115 смещения сдува выполнено так, чтобы устройство 110 сдува поворачивать вокруг его собственной продольной оси L и таким образом устанавливать соответствующим образом относительно металлической полосы 200.
Между траверсой 130 и устройством 110 сдува устройство 140 стабилизации, называемое также Dynamic Electro Magnetic Coating Optimizer (DEMCO), закреплено на траверсе через устройство 145 смещения стабилизации. Это устройство 145 смещения стабилизации делает возможным линейное смещение устройства 140 стабилизации в горизонтальной плоскости относительно траверсы, в частности перпендикулярно и параллельно к средней плоскости 160 устройства 100. Дополнительно устройство 145 смещения стабилизации может быть также выполнено так, чтобы поворачивать устройство 140 стабилизации в горизонтальной плоскости относительно траверсы 130 и относительно устройства 110 сдува вокруг вертикальной оси поворота.
Фиг. 2 показывает соответствующее изобретению устройство с фиг. 1 на виде в поперечном разрезе. Ссылочная позиция 170 обозначает устройство управления для управления устройством 145 смещения стабилизации. Можно увидеть емкость 300 для нанесения покрытия, которая принципиально расположена ниже устройства 100. Покрываемая металлическая полоса 200 проводится в направлении R подачи в емкость 300 для нанесения покрытия с жидким материалом 310 покрытия и там при помощи направляющего ролика 320 отклоняется в вертикальное направление. Затем снизу вверх она проходит сначала через устройство 110 сдува, а также далее через устройство 140 стабилизации. Данное изобретение предусматривает, что расстояние d между линией действия максимальной силы F устройства стабилизации на металлическую полосу 200 и прорезью 112 выхода воздуха находится в диапазоне 200-800 мм, предпочтительно в диапазоне 300-500 мм.
Естественно для реализации измененного позиционирования или расположения устройства 140 стабилизации все необходимые электрические и пневматические питающие линии или трубопроводы адаптированы соответствующим образом. То же самое относится также к различным стенкам корпуса. По сравнению с известным устройством 100 может быть необходимым держатели 130-1, 130-2 разводить друг от друга дальше, например, на 100 мм, чем в уровне техники, для того чтобы не только была возможность принимать устройство 140 стабилизации в промежутке между держателями, но и для того чтобы делать возможной его горизонтальную подвижность при помощи устройства 145 смещения стабилизации и соответственно создавать достаточное для этого пространство.
Устройство 110 сдува ограничивает щелевое отверстие 122, через которое проводится металлическая полоса 200. При помощи устройства сдува лишний материал покрытия сдувается с поверхности металлической полосы 200.
Чтобы сдувание равномерно происходило на верхней и нижней стороне металлической полосы 200, важно, чтобы металлическая полоса 200 проходила через щелевое отверстие 122 устройства 110 сдува в заданном расчетном центральном положении, называемом также средней плоскостью 160, которое обозначено на фиг. 3 в виде сплошной линии в X-направлении. Это расчетное центральное положение характеризуется в частности равномерными расстояниями или распределениями расстояния до внутренних краев щелевого отверстия 122 устройства 110 сдува. Наряду с необходимым заданным расчетным центральным положением на фиг. 3 также обозначены возможные нежелательные действительные положения металлической полосы в виде пунктирных линий. Так нежелательные действительные положения для металлической полосы 200 заключаются, например, в том, что она относительно расчетного центрального положения повернута или параллельно смещена в Y-направлении.
Фиг. 4 показывает третье возможное нежелательное действительное положение, в котором металлическая полоса 200 относительно расчетного центрального положения параллельно сдвинута в X-направлении, то есть в направлении ширины.
Электромагнитное устройство 140 стабилизации со своей стороны имеет щелевое отверстие 142, через которое также проводится металлическая полоса 200. Здесь также справедливо, что металлическая полоса 200 проходит через щелевое отверстие 142 предпочтительно в заданном расчетном центральном положении 160, как показано на фиг. 3 и 4, чтобы предоставленные электромагнитным устройством 140 стабилизации силы могли необходимым образом оказывать равномерное стабилизирующее воздействие на металлическую полосу 200. Для щелевого отверстия 142 и для желаемого также там расчетного центрального положения справедливо то же самое, что было ранее сказано со ссылкой на фиг. 3 и 4 для щелевого отверстия 122 устройства 110 сдува.
Между устройством 140 стабилизации и устройством 110 сдува расположено далее первое устройство 154 регистрации для регистрации отклонения действительного положения металлической полосы 200 от заданного расчетного центрального положения в щелевом отверстии 122 устройства 110 сдува. Альтернативно первое устройство 154 регистрации может быть также выполнено только для регистрации действительного положения металлической полосы. Далее предусмотрено устройство 180 регулировки для регулирования действительного положения металлической полосы 200 на заданное расчетное центральное положение 128 в щелевом отверстии 122 устройства сдува, как разъяснено выше со ссылкой на фиг. 3 и 4, посредством смещения устройства 110 сдува при помощи устройства 115 смещения сдува, то есть посредством смещения траверсы 130, на которой подвешено устройство 110 сдува. Регулирование осуществляется в ответ на зарегистрированное отклонение. Если обнаружение отклонения действительного положения от расчетного центрального положения происходит не в первом устройстве 154 регистрации, то оно может происходить, например, также внутри устройства 180 регулировки. Смещение устройства 110 сдува происходит в горизонтальной плоскости поперек к направлению R подачи металлической полосы в соответствии с зарегистрированным отклонением действительного положения металлической полосы от заданного расчетного центрального положения в щелевом отверстии 122 устройства сдува. Другими словами, если обнаруживается, что металлическая полоса 200 проходит через щелевое отверстие 122 не в расчетном центральном положении 128, то устройство 110 сдува смещается при помощи устройства 115 смещения сдува таким образом, что металлическая полоса проходит через щелевое отверстие 122 устройства сдува снова в заданном расчетном центральном положении 128. Первое устройство 154 регистрации выполнено для этого таким образом, что оно может регистрировать предпочтительно все три описанных выше со ссылкой на фиг. 3 и 4, отличных от расчетного центрального положения 128 действительных положения металлической полосы 200.
Указанное выше смещение устройства 110 сдува не должно сказываться на электромагнитном устройстве 140 стабилизации. С этой целью устройство 170 управления выполнено для того, чтобы управлять устройством 145 смещения стабилизации таким образом, что электромагнитное устройство 140 стабилизации в случае смещения устройства 110 сдува относительно опорного положения линий хода не смещается вместе с ним, а может оставаться на своем изначальном месте. Опорное положение 160 линий хода обозначает жестко определенную среднюю плоскость устройства. В противоположность этому расчетные центральные положения 128 относятся к щелевым отверстиям 122, 142. В соответствии с этим устройство 170 управления воздействует на устройство 145 смещения стабилизации таким образом, что в случае смещения устройства 110 сдува электрическое устройство 140 стабилизации совершает предпочтительно прямо противоположное движение, чем устройство 110 сдува, то есть в результате предпочтительно остается на своем изначальном месте.
Для того чтобы реализовывать этот конкретный тип управления для устройства 145 смещения стабилизации, устройство 170 управления может анализировать различные ситуации. С одной стороны, устройство 170 управления может быть выполнено так, чтобы производить смещение электромагнитного устройства 140 стабилизации в соответствии с зарегистрированным первым устройством 154 регистрации отклонением действительного положения металлической полосы от заданного расчетного центрального положения металлической полосы в щелевом отверстии 122 устройства 110 сдува.
Альтернативно или дополнительно устройство 170 управления может быть выполнено так, чтобы производить смещение электромагнитного устройства стабилизации в соответствии и в противоположном направлении к зарегистрированному вторым устройством 155 регистрации смещению устройства 110 сдува. Второе устройство 155 регистрации служит для регистрации смещения устройства 110 сдува относительно опорного положения 160 линий хода устройства 100.
Наконец, согласно дальнейшей альтернативе или дополнительно устройство 170 управления может быть выполнено так, чтобы вызывать смещение электромагнитного устройства 140 стабилизации в соответствии с зарегистрированным отклонением действительного положения металлической полосы от заданного расчетного центрального положения в щелевом отверстии 142 электромагнитного устройства стабилизации. Условием реализации этого является то, что имеется третье устройство 156 регистрации для регистрации указанного отклонения действительного положения металлической полосы от заданного расчетного центрального положения в щелевом отверстии 142 электромагнитного устройства 140 стабилизации.
Первое, второе и третье устройство 154, 155, 156 регистрации в каждом случае выполнены с возможностью обнаружения предпочтительно всех возможных отклонений действительного положения металлической полосы от необходимого расчетного центрального положения. Для этого считываются в частности (параллельное) смещение металлической полосы в X- или Y-направлении или поворот, как было разъяснено выше со ссылкой на фиг. 3 и 4. Соответственно устройство 115, 145 смещения сдува и стабилизации при надлежащем управлении через устройство 180 регулировки или устройство 170 управления выполнены так, чтобы устройство 110 сдува и электромагнитное устройство 140 стабилизации перемещать произвольным образом в горизонтальной плоскости поперек к направлению R подачи металлической полосы, в частности (параллельно) смещать или поворачивать вокруг вертикальной оси поворота, для того чтобы реализовывать прохождение металлической полосы в расчетном центральном положении.
Первое и третье устройство 154, 156 регистрации, а также опционально дополнительно также второе устройство 155 регистрации могут быть реализованы в виде одного или нескольких оптических сенсорных устройств 190. В этом отношении сенсорное устройство образует единый конструктивный блок для указанных устройств регистрации. Предпочтительно сенсорное устройство 190 предусмотрено на каждую катушку электромагнитного устройства 140 стабилизации. Измеренные значения всех сенсорных устройств усредняются типичным образом. Сенсорное устройство 190 может также в общем обозначаться как устройство регистрации расстояния.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
100 устройство
110 устройство сдува
112 прорезь выхода воздуха
115 устройство смещения сдува
122 щелевое отверстие устройства сдува
128 расчетная средняя плоскость
130 траверса
130-1 держатель
130-2 держатель
140 устройство стабилизации
142 щелевое отверстие устройства стабилизации
145 устройство смещения стабилизации
150 боковая колонна
154 первое устройство регистрации
155 второе устройство регистрации
156 третье устройство регистрации
160 опорное положение линий хода устройства
170 устройство управления
180 устройство регулировки
190 сенсорное устройство
200 металлическая полоса
310 материал покрытия
A неподвижная сторона
B свободная сторона
d расстояние
F сила
L продольная ось устройства сдува
R направление подачи металлической полосы
X направление ширины металлической полосы в расчетном центральном положении
Y направление поперек к заданной металлической полосой плоскости
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛИЧЕСКОЙ ПОЛОСЫ | 2018 |
|
RU2724269C1 |
| СПОСОБ И УСТРОЙСТВО НАНЕСЕНИЯ ПОКРЫТИЯ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2017 |
|
RU2713523C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПОКРЫТИЯ, МАТЕРИАЛ КОТОРОГО СНАЧАЛА НАХОДИТСЯ ЕЩЕ В ЖИДКОМ СОСТОЯНИИ | 2015 |
|
RU2665660C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ | 2015 |
|
RU2662276C1 |
| ОСВЕТИТЕЛЬНОЕ УСТРОЙСТВО И СВЕТИЛЬНИК, СОДЕРЖАЩИЙ АНТЕННУ | 2014 |
|
RU2654837C2 |
| УСТРОЙСТВО И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА МЕТАЛЛИЧЕСКУЮ ПОЛОСУ ПУТЕМ ПОГРУЖЕНИЯ В РАСПЛАВ | 2008 |
|
RU2413032C1 |
| МЕБЕЛЬНЫЙ МОДУЛЬ | 2017 |
|
RU2745627C2 |
| СТАБИЛИЗИРУЮЩЕЕ УСТРОЙСТВО | 2020 |
|
RU2798968C1 |
| КОНСТРУКЦИОННАЯ АНТЕННАЯ РЕШЕТКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2016 |
|
RU2716844C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДЛЯ ПРОИЗВОДСТВА КИП ИЗ СЕЛЬСКОХОЗЯЙСТВЕННОГО СЫРЬЯ | 1995 |
|
RU2108024C1 |
Изобретение относится к устройству (100) обработки металлической полосы (200) после ее выхода из емкости (300) для нанесения покрытия с жидким материалом (310) покрытия. Над емкостью нанесения покрытия оно имеет устройство (110) сдува с прорезью (112) выхода воздуха для сдувания жидких частей покрытия с металлической полосы. Над устройством (110) сдува расположено электромагнитное устройство (140) стабилизации для стабилизации металлической полосы при помощи электромагнитных сил после выхода из емкости для нанесения покрытия и устройства сдува. Устройство (140) стабилизации расположено выше устройства (110) сдува таким образом, что расстояние (d) между линией действия максимальной силы устройства стабилизации на металлическую полосу и прорезью (112) выхода воздуха устройства (110) сдува ограничивается диапазоном 100-1200 мм. Горизонтальная траверса (130) устройства (100) смонтирована между двумя вертикальными боковыми колоннами (150), причем устройство (110) сдува закреплено на траверсе (130) в подвешенном под ней состоянии, а устройство (140) стабилизации закреплено на траверсе (130) между траверсой (130) и устройством сдува независимо от устройства сдува в подвешенном на траверсе (130) состоянии. Техническим результатом является обеспечение генерирования устройством стабилизации меньшей силы для стабилизации металлической полосы в области устройства сдува за счет более близкого расположения устройства стабилизации к устройству сдува, а также повышение доступа для обслуживающего персонала к металлической полосе в области устройства сдува. 8 з.п. ф-лы, 4 ил.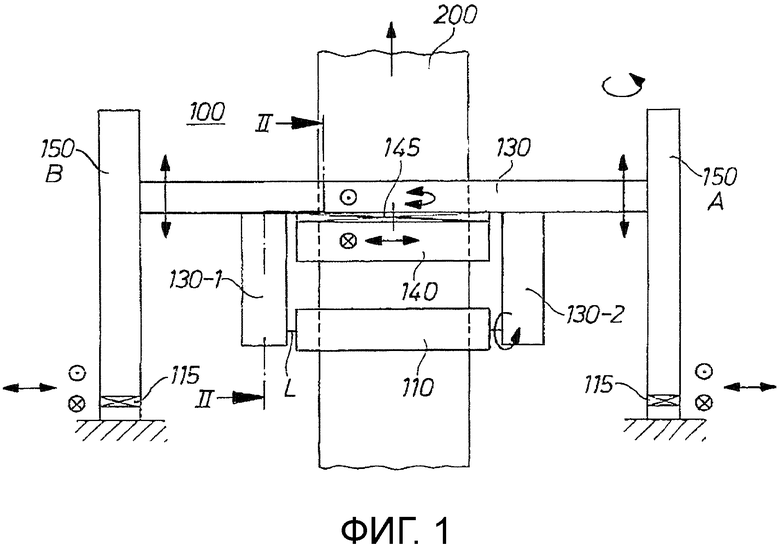
1. Устройство (100) для обработки металлической полосы (200) после ее выхода из емкости (300) для нанесения покрытия с жидким материалом (310) покрытия, содержащее расположенное над емкостью для нанесения покрытия устройство (110) сдува с прорезью (112) выхода воздуха для сдувания лишних частей еще жидкого материала (310) покрытия с поверхности металлической полосы (200) после проведения металлической полосы через емкость для нанесения покрытия, и расположенное над устройством (110) сдува электромагнитное устройство (140) стабилизации для стабилизации металлической полосы (200) после выхода из емкости для нанесения покрытия и устройства сдува, причем устройство (140) стабилизации расположено выше устройства (110) сдува таким образом, что расстояние (d) между линией действия максимальной силы (F) устройства стабилизации на металлическую полосу (200) и прорезью (112) выхода воздуха находится в диапазоне 100-1200 мм, и горизонтальную траверсу (130), которая смонтирована между двумя вертикальными боковыми колоннами (150), причем устройство (110) сдува закреплено на траверсе (130) в подвешенном под ней состоянии, отличающееся тем, что устройство (140) стабилизации закреплено на траверсе (130) между траверсой (130) и устройством сдува независимо от устройства сдува в подвешенном на траверсе (130) состоянии.
2. Устройство по п. 1, отличающееся тем, что устройство (110) сдува закреплено на траверсе (130) через устройство (115) смещения сдува, причем устройство (115) смещения сдува выполнено с возможностью смещать устройство (110) сдува относительно траверсы (130) в горизонтальной плоскости и/или поворачивать вокруг его собственной продольной оси, при этом предусмотрено устройство (180) регулировки для управления устройством (115) смещения сдува.
3. Устройство (100) по п. 1 или 2, отличающееся тем, что устройство (140) стабилизации закреплено на траверсе (130) через устройство (145) смещения стабилизации, причем устройство (145) смещения стабилизации выполнено с возможностью линейно смещать устройство (140) стабилизации относительно траверсы (130) и относительно устройства (110) сдува в горизонтальной плоскости и/или поворачивать, при этом предусмотрено устройство (170) управления для управления устройством (145) смещения стабилизации.
4. Устройство (100) по п. 1, отличающееся тем, что траверса (130) и вместе с траверсой также закрепленное на ней устройство (110) сдува и устройство (140) стабилизации установлены на вертикальных колоннах (150) с возможностью вертикального перемещения.
5. Устройство (100) по п. 2, отличающееся тем, что предусмотрено первое устройство (154) регистрации для регистрации отклонения действительного положения металлической полосы (200) от заданного расчетного центрального положения (128) в щелевом отверстии (122) устройства (110) сдува, при этом устройство (180) регулировки выполнено с возможностью регулирования действительного положения металлической полосы (200) на заданное расчетное центральное положение металлической полосы (200) в щелевом отверстии (122) устройства (110) сдува посредством смещения устройства (110) сдува при помощи устройства (115) смещения сдува в горизонтальной плоскости в соответствии с зарегистрированным отклонением действительного положения металлической полосы (200) от заданного расчетного центрального положения в щелевом отверстии (122) устройства (110) сдува.
6. Устройство (100) по п. 5, отличающееся тем, что устройство (170) управления выполнено с возможностью смещения электромагнитного устройства (140) стабилизации в соответствии с зарегистрированным первым устройством (154) регистрации отклонением действительного положения металлической полосы от заданного расчетного центрального положения металлической полосы (200) в щелевом отверстии (122) устройства (110) сдува.
7. Устройство (100) по п. 3, отличающееся тем, что предусмотрено второе устройство (155) регистрации для регистрации смещения устройства (110) сдува относительно опорного положения (160) линий хода устройства (100), причем устройство (170) управления выполнено с возможностью управлять устройством (145) смещения стабилизации для смещения электромагнитного устройства (140) стабилизации в соответствии и в противоположном направлении к зарегистрированному вторым устройством (155) регистрации смещению устройства (110) сдува.
8. Устройство (100) по п. 3, отличающееся тем, что предусмотрено третье устройство (156) регистрации для регистрации отклонения действительного положения металлической полосы (200) от заданного расчетного центрального положения в щелевом отверстии (142) электромагнитного устройства (140) стабилизации, причем устройство (170) управления выполнено с возможностью управлять устройством (145) смещения стабилизации для смещения электромагнитного устройства (140) стабилизации в соответствии с зарегистрированным отклонением действительного положения металлической полосы от заданного расчетного центрального положения в щелевом отверстии (142) электромагнитного устройства (140) стабилизации.
9. Устройство (100) по п. 3, отличающееся тем, что устройство (145) смещения стабилизации для смещения электромагнитного устройства (140) стабилизации расположено между траверсой (130) и электромагнитным устройством (140) стабилизации.
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ ДЛЯ СТАБИЛИЗАЦИИ ПОЛОСЫ С НАНЕСЕННЫМ ПОКРЫТИЕМ, ПРОПУСКАЕМОЙ МЕЖДУ СДУВАЮЩИМИ СОПЛАМИ УСТАНОВКИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2008 |
|
RU2436861C1 |
| FONTAINE P | |||
| et.al | |||
| Latest developments in wiping equipment for hot-dip galvanising lines | |||
| Millenium Steel, 2010, документ PDF, созданный 17.11.2010, с | |||
| Способ получения суррогата олифы | 1922 |
|
SU164A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| Устройство для подъема затонувших судов | 1990 |
|
SU1784520A1 |
| DE 102009051932 A1, 05.05.2011 | |||
| Способ укрепления призабойной зоны нефтяных скважин | 1957 |
|
SU111101A1 |

