Изобретение относится к способу нанесения покрытия на металлическую полосу при помощи устройства нанесения покрытия. Внутри устройства нанесения покрытия полоса проходит сначала через емкость нанесения покрытия с жидким покровным средством, например, цинком, а затем через сопловое устройство снятия для снятия избыточного цинка с поверхности полосы. После соплового устройства снятия полоса, как правило, проходит через устройство стабилизации полосы с множеством магнитов на обеих широких сторонах полосы.
Подобные устройства нанесения покрытия известны, например, из WO 2016/078803 A1.
В линиях горячего цинкования из уровня техники толщины цинкового покрытия варьируются сегодня как по длине, так и по ширине полосы. Толщина слоя может изменяться при этом до 10 г на м2. Так как минимальные толщины слоя должны гарантироваться, средняя толщина слоя должна иметь возможность устанавливаться таким образом, что все области полосы находятся выше предельного значения. Для того чтобы сокращать расход цинка, существует желание удерживать диапазон колебаний минимально возможным.
Эту цель преследует также европейская патентная заявка EP 1794339 B1. Для того чтобы достигать равномерного покрытия цинком по ширине и длине полосы, европейская патентная заявка предусматривает предпочтительно использовать согласованную систему регулирования колебаний полосы по толщине слоя, формы полосы и положения полосы. Система регулирования колебаний, называемая также устройством стабилизации полосы, гасит колебания полосы. Она включает в себя пары магнитов, которые расположены по ширине полосы предпочтительно парами и используются в качестве исполнительных органов для позиционирования полосы. Каждая пара магнитов предпочтительно оснащена датчиком для измерения расстояния и регулятором, так что в зависимости от возникающих форм колебаний оказывается варьирующееся по ширине полосы усилие на полосу. Сверх этого, регулятор формы полосы и положения полосы демпфирует медленные движения полосы, благодаря тому, что изменяется среднее усилие, которое действует по ширине полосы на полосу. При этом каждая пара магнитов управляется отдельно при помощи регулятора, в частности электрически. Отдельные регуляторы координируются при помощи регулятора более высокого уровня, который учитывает взаимодействия регуляторов друг с другом. В предпочтительном варианте осуществления положение, по меньшей мере, одного магнита может изменяться таким образом, что может изменяться его расстояние от полосы. Чем меньше расстояние магнита от полосы, тем меньший ток или электрическая энергия необходима, для того чтобы оказывать необходимое действие усилия на полосу. В начале процесса нанесения покрытия, когда амплитуда колебаний полосы еще относительно велика, необходимо большее расстояние магнитов от полосы, чем в установившемся состоянии процесса нанесения покрытия, в котором амплитуда колебаний полосы меньше.
При известном из европейской патентной заявки противоположном расположении магнитов в основном оказываются лишь чистые растягивающие усилия на полосу. Посредством этих чистых растягивающих усилий могут производиться изменения положения полосы, то есть изменения фактического положения полосы в обоих направлениях поперек к полосе. Как уже упоминалось, таким образом можно оказывать хорошее воздействие на движения полосы и фактическое положение полосы.
Однако, для того чтобы выравнивать искривления полосы, как например U-, S- или W-образную форму, на полосу должен оказываться момент. Это происходит согласно EP 1794339 B1 вследствие того, что согласованный регулятор более высокого уровня учитывает также связи между отдельными регулирующими контурами более низкого уровня, которые согласованы с отдельными магнитами. Другими словами, могут таким образом учитываться силовые воздействия между соседними катушками или парами катушек. Усилие и расстояние вызывают момент, и таким образом можно создавать встречный изгиб в волнообразной полосе, который предпочтительно противодействует имеющемуся изгибу полосы.
В основе изобретения лежит задача указать при известном способе и устройстве нанесения покрытия для нанесения покрытия на полосу альтернативную возможность для создания момента в полосе.
Эта задача решается с помощью заявленного в пункте 1 формулы изобретения способа. Этот способ отличается тем, что управление магнитами устройства стабилизации полосы осуществляется благодаря тому, что, по меньшей мере, один из магнитов смещается в зависимости от регулировочного отклонения формы в направлении ширины полосы по отношению к, по меньшей мере, одному из магнитов на противоположной широкой стороне полосы в положение перемещения, где он, по меньшей мере, приблизительно противостоит впадине волны в фактической форме полосы.
Таким образом, согласно изобретению известное из уровня техники парное расположение магнитов в противопоставлении на обеих широких сторонах полосы распадается, и отдельные магниты одной (прежней) пары магнитов располагаются со смещение друг относительно друга в направлении ширины полосы. В то время как при парном противопоставлении магнитов противоположные усилия обоих магнитов действуют в линии и потому не создают крутящего момента, соответствующее изобретению смещение отдельных катушек (прежней) пары магнитов в направлении ширины вызывает расстояние между действующими в противоположных направлениях усилиями, вследствие чего генерируется необходимый момент в полосе или на полосу. Таким образом, возникает вышеуказанный встречный изгиб, и вследствие этого волнообразные полосы могут таким образом выравниваться и преобразовываться в ровную полосу.
Согласно изобретению, по меньшей мере, некоторые из магнитов перемещаются в направлении ширины полосы таким образом, что они, по меньшей мере, приблизительно противостоят впадине волны в фактической форме полосы. При этом расположении направленные в противоположных направлениях растягивающие усилия действуют на расстоянии друг от друга на металлическую полосу и создают таким образом необходимый изгибающий момент для устранения изгибов или волнистости в полосе
Понятия ''полоса'' и ''металлическая полоса'' используются синонимично. Понятие ''смещение в направлении ширины'' заключает в себе любое движение магнита в пространстве, пока движение включает в себя составляющую в направлении ширины металлической полосы. Понятие ''ниже по потоку'' означает в направлении движения металлической полосы. Наоборот понятие ''выше по потоку'' означает против направления движения металлической полосы.
Согласно первому примеру осуществления в дополнение к фактической форме может также определяться фактическое положение полосы внутри соплового устройства снятия, в дополнение к регулировочному отклонению формы может также определяется регулировочное отклонение положения как разница между фактическим положением полосы и заданным расчетным положением полосы в области соплового устройства снятия, и смещение, по меньшей мере, одного магнита в направлении ширины полосы по отношению к магнитам на противоположной широкой стороне полосы может осуществляется также в зависимости от регулировочного отклонения положения таким образом, что полоса переводится из своего фактического положения в заданное расчетное положение.
Согласно дополнительному примеру осуществления - при рассмотрении в направлении ширины - симметрично к середине прорези устройства стабилизации полосы или к середине полосы неподвижно расположена одна пара магнитов или несколько пар магнитов, причем оба магнита соответственно одной пары магнитов расположены на обеих противоположных широких сторонах полосы. В том случае, если предусмотрена лишь одна неподвижная пара магнитов, понятие ''симметрично'' означает, что пара магнитов расположена в середине. Неподвижная пара магнитов или неподвижные пары магнитов образуют опорную позицию. По отношению к, по меньшей мере, одной неподвижной паре магнитов могут смещаться или перемещаться в направлении ширины полосы согласно изобретению, по меньшей мере, некоторые из магнитов, соседних к неподвижной паре магнитов.
Так в частности два дополнительных магнита, которые образуют пару магнитов, могут смещаться в область левого или правого края полосы таким образом, что тот магнит этой пары магнитов, который имеет большее расстояние от края полосы, смещается своей серединой на высоту края, и что тот магнит пары магнитов, который имеет меньшее расстояние от края полосы, располагается - по отношению к магниту с большим расстоянием от края полосы - с небольшим смещением к середине металлической полосы - при рассмотрении в направлении ширины. Этот порядок действий предлагается как для левого, так и для правого края металлической полосы. Также при этом описанном порядке действий противопоставление обоих отдельных магнитов пары магнитов распадается, благодаря тому, что они смещаются в направлении ширины друг относительно друга. Описанный порядок действий предлагается в частности, как уже упоминалось, для краевых областей металлической полосы, так как зачастую сильно варьирующиеся там изгибы полосы зачастую не могут выравниваться в достаточной степени традиционно противоположными магнитами одной пары магнитов или силовым воздействием между соседними парами магнитов. Для этого конкретного случая применения соответствующее изобретению смещение отдельных магнитов одной пары магнитов в направлении ширины друг относительно друга является гораздо более эффективным.
Понятие ''впадина волны'' описывает ту ситуацию, что разница между расстоянием магнита от металлической полосы в ее фактической форме и расстоянием магнита от металлической полосы в ее расчетной форме - соответственно предполагается одинаковое положение металлической полосы - больше нуля, в частности максимальна. То есть расстояние между магнитом и металлической полосой в случае впадины волны больше, чем если металлическая полоса имела бы свою расчетную форму. В этом случае впадина волны может ''выпучиваться'' приложенным магнитом растягивающим усилием или приложенным, по меньшей мере, двумя магнитами изгибающим моментом на металлическую полосу.
Следует отметить, что магнитами могут оказываться на металлическую полосу только растягивающие усилия, не сжимающие усилия.
При симметричных волнообразных фактических формах полосы предлагается симметричное относительно середины полосы перемещение магнитов в направлении ширины.
Смещение магнитов в направлении ширины может происходить в зависимости от имеющегося количества магнитов. При большем имеющемся количестве магнитов возможно более тонкое разложение силового воздействия на полосу, вследствие чего волнистость может еще более точно выравниваться.
Смещение магнитов в направлении ширины может также происходить в зависимости от генерируемого отдельными магнитами усилия на полосу. Это подразумевается с учетом того, что созданный в полосе момент является произведением из усилия и расстояния. В свете вышеизложенного определенная необходимая величина момента может создаваться посредством подходящего на выбор установления либо сгенерированного усилия, либо расстояния магнитов друг от друга или между собой.
Магниты предпочтительно выполнены в виде электромагнитных катушек, так как катушки допускают переменное установление усилия на металлическую полосу в зависимости от запитанного тока. В дополнение к заявленному согласно изобретению воздействию на положение и форму полосы посредством подходящего смещения отдельных магнитов в направлении ширины полосы, положение и форма магнитов может также достигаться дополнительно посредством подходящего нагружения или запитывания катушек подходящими токами. Конкретно согласно изобретению, по меньшей мере, одна из катушек запитывается таким током, что полоса благодаря действующему за счет находящейся под током катушки на полосу усилию переводится в свое расчетное положение посередине соплового устройства снятия и там стабилизируется, и/или что фактическая форма полосы наиболее хорошо адаптируется к расчетной форме.
Наряду с соответствующим изобретению смещением отдельных магнитов в направлении ширины полосы и с вышеуказанной возможностью выбора подходящих токов для катушек также позиционирование и угол установки корректирующего ролика предоставляет дополнительную возможность воздействия на форму и положение металлической полосы в сопловом устройстве снятия. Конкретно согласно изобретению заявляется, что корректирующий ролик позиционируется и прикладывается выше по потоку от соплового устройства снятия таким образом, что обеспечено, что устройство стабилизации полосы эксплуатируется только внутри своих рабочих пределов. Другими словами благодаря подходящему позиционированию и углу установки корректирующего ролика существует возможность положение и/или форму металлической полосы предварительно устанавливать в прорези соплового устройства снятия уже таким образом, что всего лишь существует настолько малая потребность корректировки относительно формы и/или положения металлической полосы, что магниты в устройстве стабилизации полосы не должны для реализации корректировки эксплуатироваться с токами вне своих рабочих пределов. Также оставшаяся потребность корректировки для адаптации фактического положения к расчетному положению и/или для адаптации фактической формы полосы к ее расчетной форме реализуется в этом случае согласно изобретению посредством подходящего смещения отдельных магнитов в направлении ширины, а также посредством запитывания этих магнитов подходящим соответственно током.
Корректирующий ролик может подходящим образом перемещаться не только перед перемещением магнитов, но и во время непрерывного процесса нанесения покрытия - как было описано в предыдущем абзаце. Также корректирующий ролик может позиционироваться и прикладываться не только для предварительной установки положения и формы полосы. Наоборот корректирующий ролик может также автоматически позиционироваться и прикладываться таким образом, что при превышении заданных пределов усилий на полосу в устройстве стабилизации полосы усилия снова находятся в целевом диапазоне. Это необходимо в частности при смене продукции, то есть при переходе на полосы с различными толщинами или различными материалами с различными пределами текучести. Также корректирующий ролик может автоматически перемещаться таким образом, что существуют определенные направления действия усилий на магнитах, для того чтобы обеспечивать одностороннее или однообразное приложение усилий.
Наконец, согласно изобретению предусмотрено, что положения перемещения магнитов в направлении ширины, токи, которыми нагружаются катушки, и/или положение и угол установки корректирующего ролика сохраняются в банке данных. При этом сохранение осуществляется предпочтительно с классификацией по марке стали полосы, пределу текучести полосы, толщине полосы, ширине полосы, температуре полосы при прохождении через устройство нанесения покрытия и/или по температуре покровного средства в емкости нанесения покрытия при прохождении полосы. Благодаря сохранению этих данных могут при будущих процессах нанесения покрытия определяться лучшие стартовые значения в частности на основе положений перемещения магнитов в направлении ширины покрываемых в этом случае новых полос.
Вышеуказанная задача решается далее с помощью устройства нанесения покрытия согласно пунктам 20-24 формулы изобретения. Преимущества этого устройства нанесения покрытия соответствуют указанным выше со ссылкой на соответствующий изобретению способ преимуществам.
Дальнейшие предпочтительные варианты осуществления соответствующего изобретению способа являются предметом зависимых пунктов формулы изобретения.
К описанию приложены четыре фигуры, на которых показаны:
фиг. 1 - устройство нанесения покрытия;
фиг. 2 - известные фактические формы и известная расчетная форма полосы;
фиг. 3 - известные фактические положения и расчетное положение полосы; и
фиг. 4 - соответствующее изобретению перемещение магнитов в направлении ширины полосы.
Соответствующее изобретению устройство нанесения покрытия и соответствующий изобретению способ описываются далее подробно со ссылкой на указанные фигуры в виде примеров осуществления. На всех фигурах одинаковые технические элементы обозначены одинаковыми ссылочными позициями.
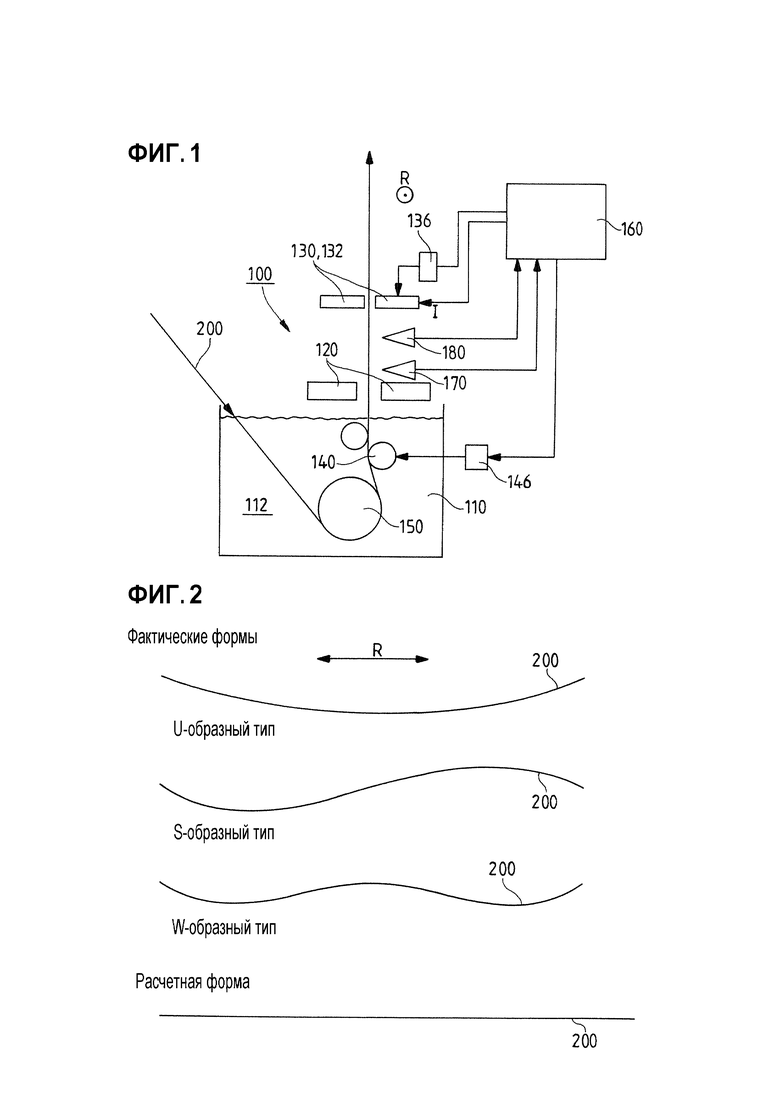
Фиг. 1 показывает устройство 100 нанесения покрытия для нанесения покрытия на металлическую полосу 200. Устройство 100 нанесения покрытия состоит из емкости 110 нанесения покрытия, которая заполнена жидким покровным средством 112, например цинком. Металлическая полоса 200 погружается в емкость нанесения покрытия и разворачивается там в жидком покровном средстве при помощи барабанного ролика 150. Затем металлическая полоса 200 проводится мимо корректирующего ролика 140 и далее через прорезь соплового устройства 120 снятия и далее ниже через прорезь устройства 130 стабилизации полосы. Внутри соплового устройства 120 снятия полоса нагружается предпочтительно с обеих сторон потоком воздуха, для того чтобы снимать избыточное жидкое покровное средство.
Устройство 130 стабилизации полосы состоит из множества магнитов 132, которые расположены на обеих широких сторонах полосы или устройства стабилизации полосы. Эти магниты 132 выполнены, как правило, в виде электромагнитных катушек. Устройство 100 нанесения покрытия включает в себя далее устройство 160 управления для управления приводным элементом 136 для смещения или перемещения магнитов 132 согласно изобретению в направлении R ширины полосы и для установления тока I, который запитывается в отдельные магниты. Сверх этого, устройство управления может иметь выход для управления приводным элементом 146 для позиционирования и установления угла корректирующего ролика 140. Управление приводными элементами 136, 146, а также установление тока для магнитов осуществляется в зависимости от измерительных сигналов проходящего предпочтительно в направлении ширины полосы датчика расстояния. Датчик расстояния регистрирует распределение расстояния металлической полосы в направлении ширины относительно опорной позиции, например зазора или прорези устройства стабилизации полосы. Таким образом, регистрируется как фактическая форма, так и/или фактическое положение металлической полосы. Альтернативно могут быть также предусмотрены отдельный датчик 170 формы для регистрации фактической формы полосы и отдельный датчик 180 положения для регистрации фактического положения металлической полосы.
Определение фактического положения и/или фактической формы металлической полосы внутри соплового устройства 120 снятия осуществляется посредством измерения положения и/или формы полосы либо между сопловым устройством 120 снятия и устройством 130 стабилизации полосы, либо внутри устройства 130 стабилизации полосы или ниже по потоку от устройства 130 стабилизации полосы и посредством последующего делания вывода о фактическом положении и/или фактической форме полосы внутри соплового устройства снятия из измеренного соответственно положения и/или формы полосы. При этом определение фактического положения и/или фактической формы полосы внутри устройства 130 стабилизации полосы осуществляется посредством измерения расстояния полосы от магнитов устройства стабилизации полосы по ширине полосы.
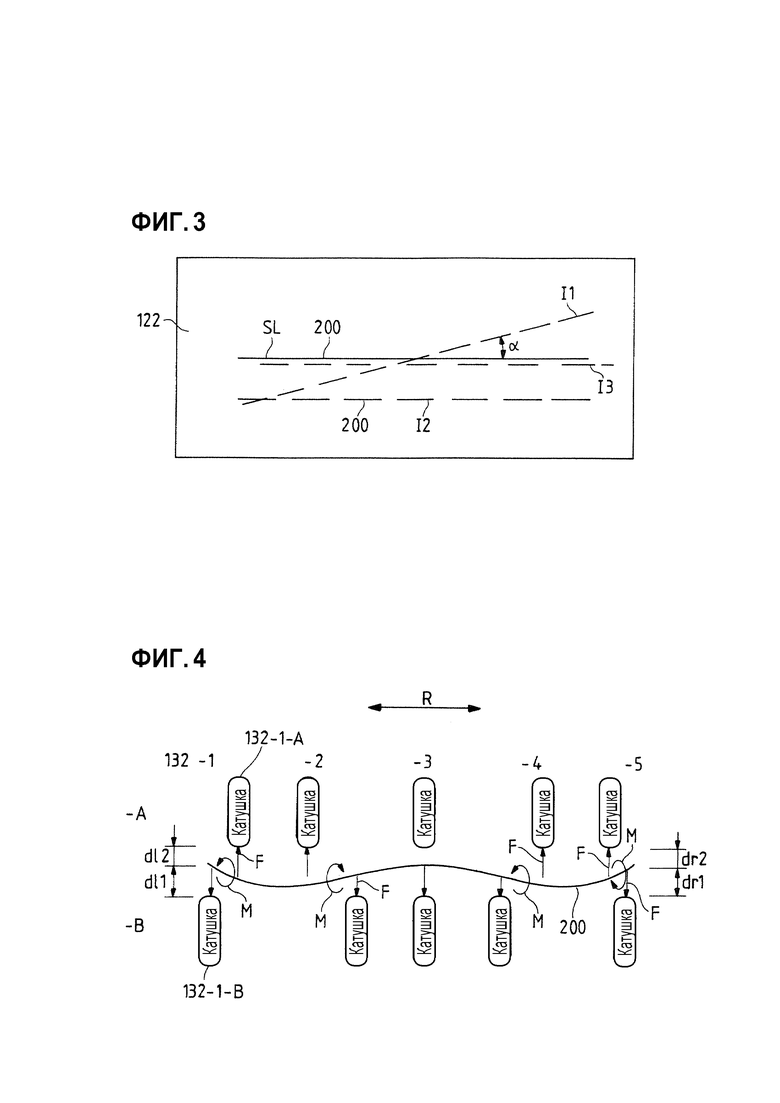
Фиг. 2 показывает различные примеры возможных нежелательных фактических форм металлической полосы 200, а именно U-, S- и W-образно изогнутую металлическую полосу. В нижней же области фиг. 2 показывает желательную расчетную форму металлической полосы 200. В соответствии с этим металлическая полоса выполнена в своем расчетном состоянии прямой или плоской.
Фиг. 3 показывает различные нежелательные фактические положения металлической полосы 200 в прорези 122 соплового устройства 120 снятия. Различные фактические положения изображены пунктиром, в то время как расчетное положение SL изображено сплошной линией. Конкретно расчетное положение отличается тем, что металлическая полоса 200 имеет одинаковое расстояние от сторон прорези 122. В противоположность этому металлическая полоса в первом нежелательном фактическом положении I1 может быть закручена или повернута по сравнению с расчетным положением SL на угол α. Второе нежелательное фактическое положение I2 металлической полосы заключается в том, что металлическая полоса параллельно смещена относительно расчетного положения SL, так что металлическая полоса больше не имеет одинаковые расстояния от широких сторон прорези. Наконец, третье типичное нежелательное фактическое положение для металлической полосы заключается в том, что металлическая полоса согласно положению I3 смещена относительно расчетного положения SL в продольном направлении, так что ее расстояния от узких сторон прорези 122 устройства снятия больше не равны.
Фиг. 4 наглядно разъясняет соответствующий изобретению способ. После определения фактической формы полосы 200 внутри соплового устройства 120 снятия по ширине полосы, например в виде вышепоказанных на фиг. 2 типов, фактическая форма сравнивается с заданной расчетной формой полосы, обычно такой, как показано внизу на фиг. 2. Расхождения в форме образуют регулировочное отклонение формы, и магниты 132 устройства 130 стабилизации полосы управляются в зависимости от регулировочного отклонения формы таким образом, что фактическая форма полосы преобразовывается в расчетную форму полосы. При этом согласно изобретению, по меньшей мере, некоторые из магнитов 132 смещается в направлении R ширины полосы 200 по отношению к магнитам на противоположной соответственно широкой стороне полосы в положение перемещения. Эти положения перемещения изображены в качестве примера на фиг. 4.
В дополнение к фактической форме может также определяться фактическое положение полосы 200 внутри соплового устройства 120 снятия. Нежелательные проявления этого фактического положения были уже выше представлены со ссылкой на фиг. 3. В дополнение к регулировочному отклонению формы может также аналогичным образом определяться регулировочное отклонение положения как разница между фактическим положением полосы и заданным расчетным положением SL в области соплового устройства 120 снятия. Смещение, по меньшей мере, одного магнита 132-A в направлении R ширины полосы 200 по отношению к магнитам 132-B на противоположной широкой стороне полосы 200 может в соответствии с этим осуществляться также в зависимости от регулировочного отклонения положения таким образом, что полоса переводится из своего фактического положения в заданное расчетное положение SL.
В целом является целесообразным, что, по меньшей мере, некоторые из находящихся под током, то есть активных, магнитов 132 перемещаются в направлении R ширины полосы 200 таким образом, что они в своем положении перемещения, называемом также конечным положением, по меньшей мере, приблизительно противостоят впадине волны в фактической форме полосы 200, как это показано на фиг. 4. Преимуществом этого образа действий является то, что в этом случае действующие в различных направлениях усилия отдельной катушки действуют на расстоянии друг от друга, и таким образом может создаваться крутящий момент или изгибающий момент на полосу 200 для выравнивания в частности поперечных изгибов или нежелательных волнистостей. Созданные за счет усилий F катушек изгибающие моменты обозначены на фиг. 4 ссылочной позицией M.
Фиг. 4 показывает частный пример осуществления возможных положений перемещения. Конкретно в этом примере осуществления - при рассмотрении в направлении R ширины - в середине полосы 200 неподвижно расположена пара 132-3-A, 132-3-B магнитов. Оба магнита этой пары магнитов противостоят друг другу на обеих широких сторонах A, B полосы 200. В противоположность этому остальные катушки или магниты расположены не в форме пар магнитов, отдельные магниты 132-1, -2, -4, -5 которых непосредственно противостоят друг другу. Эти остальные магниты располагаются со смещением или сдвигом в направлении R ширины полосы по отношению к магнитам на другой широкой стороне.
Конкретно два дополнительных магнита 132-1-A и 132-1-B образуют левую пару магнитов, которая смещается в область левого края полосы 200 таким образом, что тот магнит 132-1-B левой пары магнитов, который имеет большее расстояние dl1 от края полосы, смещен своей серединой на высоту левого края, и что тот магнит 132-1-A левой пары магнитов, который имеет меньшее расстояние dl2 от левого края полосы, расположен - по отношению к магниту 132-1-B с большим расстоянием dl1 от края полосы - с небольшим смещением к неподвижной паре 132-3-A, 132-3-B магнитов, то есть к середине полосы. Благодаря смещенному расположению обеих частичных катушек 132-1-A и 132-1-B левой пары катушек показанный на фиг. 4 крутящий момент оказывается против часовой стрелки на левую краевую область полосы 200, вследствие чего ее имеющийся там поперечный изгиб может устраняться.
Альтернативно или дополнительно может быть предусмотрена правая пара 132-5-A, 132-5-B магнитов, которая смещается в область правого края полосы 200 таким образом, что ее частичный магнит 132-5-B, который имеет большее расстояние dr1 от правого края полосы 200, смещается своей серединой на высоту правого края. Далее в этом случае тот частичный магнит 132-5-A правой пары магнитов, который имеет меньшее расстояние dr2 от правого края полосы, смещается - по отношению к магниту с большим расстоянием от края полосы - немного к середине полосы 200. В этом случае сгенерированные на фиг. 4 частичными катушками растягивающие усилия F, которые действую на расстоянии друг от друга на полосу 200, вызывают изгибающий момент M по часовой стрелке на полосу 200. Вследствие этого еще показанная на фиг. 4 волнистость на правом краю может выравниваться.
Остальные магниты 132-2-A, 132-2-B, 132-4-A и 132-4-B, которые не принадлежат ни к правой, ни к левой, ни к средней паре магнитов, перемещаются в направлении R ширины полосы 200 предпочтительно таким образом, что они, по меньшей мере, приблизительно противостоят соответственно впадине волны в фактической форме полосы, как это показано на фиг. 4, вследствие чего достигается вышеописанное предпочтительное действие за счет генерирования изгибающих моментов.
Как также можно увидеть на фиг. 4, в частности при симметричной нежелательной фактической форме полосы получается при вышеуказанном смещении магнитов в направлении ширины показанное на фиг. 4 симметричное расположение магнитов, в частности симметричное расположение относительно неподвижной пары 132-3-A, 132-3-B магнитов.
СПИСОК ССЫЛОЧНЫХ ПОЗИЦИЙ
100 устройство нанесения покрытия
110 емкость нанесения покрытия
112 покровное средство
120 сопловое устройство снятия
122 прорезь соплового устройства снятия
130 устройство стабилизации полосы
132 магниты
136 приводной элемент
140 корректирующий ролик
150 барабанный ролик
160 устройство управления
170 датчик формы
180 датчик положения
200 металлическая полоса
dl1 расстояние
dl2 расстояние
dr1 расстояние
dr2 расстояние
F усилие
I1 наклонное положение
I2 параллельное смещение
I3 сдвиг
M изгибающий момент
R направление ширины
SL расчетное положение
α угол
Изобретение относится к нанесению покрытия на металлическую полосу с помощью устройства нанесения покрытия. В устройстве нанесения покрытия полоса проходит сначала через емкость нанесения покрытия с жидким покровным средством, а затем через сопловое устройство снятия для снятия избыточного покровного средства с поверхности полосы. После соплового устройства снятия полоса проходит через устройство стабилизации полосы с множеством магнитов на обеих широких сторонах полосы. Регулировочное отклонение формы определяют как разницу между выявленной фактической формой полосы и заданной расчетной формой полосы и это регулировочное отклонение формы используют для управления магнитами устройства стабилизации полосы для обеспечения возможности преобразовывать фактическую форму полосы в расчетную форму. Упомянутое управление осуществляют путем смещения по меньшей мере одного из магнитов (132-A) в зависимости от регулировочного отклонения формы в направлении (R) ширины полосы (200) по отношению по меньшей мере к одному из магнитов (132-B) на противоположной широкой стороне полосы и в положение перемещения, в котором он, по меньшей мере, приблизительно противостоит впадине волны в фактической форме полосы. Изобретение обеспечивает выравнивание искривления полосы путем создания изгибающего момента в полосе. 2 н. и 21 з.п. ф-лы, 4 ил.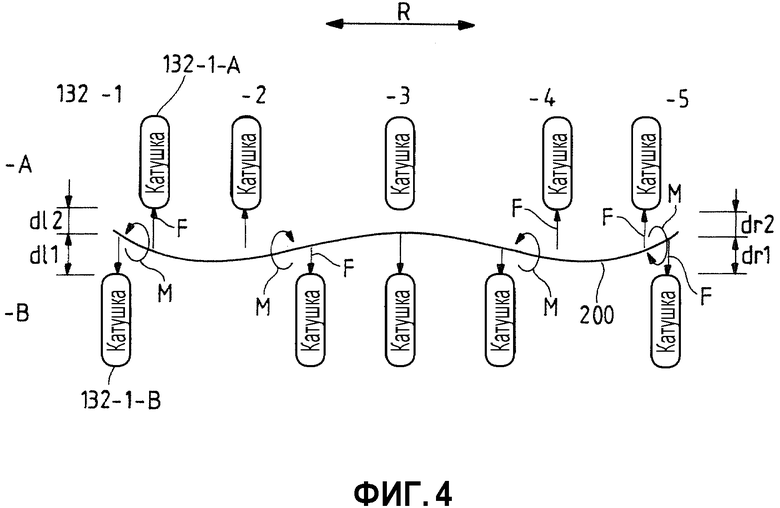
1. Способ нанесения покрытия на металлическую полосу (200) при помощи устройства (100) нанесения покрытия, в котором полоса (200) проводится через емкость (110) нанесения покрытия с жидким покровным средством (112), затем через прорезь соплового устройства (120) снятия и далее через прорезь устройства (130) стабилизации полосы с множеством магнитов (132) по обеим широким сторонам полосы, включающий следующие шаги:
определение фактической формы полосы (200) внутри соплового устройства (120) снятия по ширине полосы;
определение регулировочного отклонения формы как разницы между фактической формой полосы (200) и заданной расчетной формой полосы в области соплового устройства (120) снятия; и
управление магнитами (132) устройства стабилизации полосы в качестве исполнительных органов таким образом, что фактическая форма полосы (200) преобразовывается в расчетную форму полосы;
отличающийся тем, что управление магнитами устройства стабилизации полосы осуществляют путем смещения по меньшей мере одного из магнитов (132-A) в зависимости от регулировочного отклонения формы в направлении (R) ширины полосы (200) по отношению по меньшей мере к одному из магнитов (132-B) на противоположной широкой стороне полосы и в положение перемещения, в котором он, по меньшей мере, приблизительно противостоит впадине волны в фактической форме полосы.
2. Способ по п.1, отличающийся тем, что
в дополнение к фактической форме также определяют фактическое положение полосы (200) внутри соплового устройства (120) снятия;
в дополнение к регулировочному отклонению формы также определяют регулировочное отклонение положения как разницу между фактическим положением полосы и заданным расчетным положением полосы (200) в области соплового устройства (120) снятия; и
смещение по меньшей мере одного магнита (132-A) в направлении (R) ширины полосы (200) по отношению к магнитам (132-B) на противоположной широкой стороне полосы (200) осуществляют также в зависимости от регулировочного отклонения положения таким образом, что полоса переводится из своего фактического положения в заданное расчетное положение.
3. Способ по п.1 или 2, отличающийся тем, что при рассмотрении в направлении ширины, симметрично к середине прорези устройства (130) стабилизации полосы или к середине полосы (200), неподвижно расположена/расположены одна пара магнитов или несколько пар (132-3-A; 132-3-B) магнитов, причем оба магнита соответственно одной пары магнитов расположены на обеих противоположных широких сторонах (A, B) полосы, и, по меньшей мере, некоторые из магнитов (132-1, -2, -4, -5), соседних по меньшей мере к одной неподвижной паре магнитов, смещают по отношению к неподвижной паре магнитов в направлении (R) ширины полосы (200) таким образом, что они в своем положении перемещения, по меньшей мере, приблизительно противостоят впадине волны в фактической форме полосы.
4. Способ по любому из пп. 1-3, отличающийся тем, что смещение по меньшей мере одного магнита в направлении (R) ширины осуществляют симметрично к середине полосы.
5. Способ по любому из пп. 1-4, отличающийся тем, что
два дополнительных магнита (132-1-A; 132-1-B) образуют левую пару магнитов, которая смещается в область левого края полосы таким образом, что тот магнит (132-1-B) левой пары магнитов, который имеет большее расстояние (dl1) от края полосы, смещается своей серединой на высоту левого края, а тот магнит (132-1-A) левой пары магнитов, который имеет меньшее расстояние (dl2) от левого края полосы (200), располагается при рассмотрении в направлении ширины со смещением к середине металлической полосы таким образом, что он, по меньшей мере, приблизительно противостоит впадине волны в фактической форме полосы; и/или
два других дополнительных магнита (132-5-A; 132-5-B) образуют правую пару магнитов, которая смещается в область правого края полосы (200) таким образом, что тот магнит (132-5-B) правой пары магнитов, который имеет большее расстояние (dr1) от края полосы (200), смещается своей серединой на высоту правого края, а тот магнит (132-5-A) правой пары магнитов, который имеет меньшее расстояние (dr2) от правого края полосы, располагается при рассмотрении в направлении ширины со смещением к середине металлической полосы таким образом, что он по меньшей мере приблизительно противостоит впадине волны в фактической форме полосы.
6. Способ по п.5, отличающийся тем, что остальные магниты (132-2-A, 132-2-B, 132-4-A, 132-4-B), которые не принадлежат к правой, левой или средней паре магнитов, перемещаются в направлении (R) ширины полосы (200) таким образом, что они, по меньшей мере, приблизительно противостоят соответственно впадине волны в фактической форме полосы.
7. Способ по любому из пп. 1-6, отличающийся тем, что определение фактического положения и/или фактической формы полосы (200) внутри соплового устройства (120) снятия осуществляют посредством измерения положения и/или формы полосы либо между сопловым устройством (120) снятия и устройством (130) стабилизации полосы, либо внутри устройства стабилизации полосы или ниже по потоку от устройства стабилизации полосы и посредством вывода о фактическом положении и/или фактической форме полосы (200) внутри соплового устройства (120) снятия из измеренного положения и/или формы полосы.
8. Способ по п.7, отличающийся тем, что определение фактического положения и/или фактической формы полосы внутри устройства (130) стабилизации полосы осуществляют посредством измерения расстояния полосы от магнитов устройства стабилизации полосы по ширине полосы.
9. Способ по любому из пп. 1-8, отличающийся тем, что смещение магнитов в направлении (R) ширины осуществляют дополнительно в зависимости от имеющегося количества магнитов (132) на каждой из широких сторон полосы.
10. Способ по любому из пп. 1-9, отличающийся тем, что смещение магнитов (132) в направлении (R) ширины осуществляют в зависимости от генерируемого отдельными магнитами усилия (F) на полосу (200).
11. Способ по любому из пп. 1-10, отличающийся тем, что магниты (132) выполнены в виде электромагнитных катушек.
12. Способ по п.11, отличающийся тем, что по меньшей мере одну из катушек запитывают таким током, что полоса благодаря действующему за счет находящейся под током катушки на полосу усилию (F) переводится в свое расчетное положение посередине соплового устройства (120) снятия и там стабилизируется, и/или что фактическая форма полосы наиболее хорошо адаптируется к расчетной форме.
13. Способ по любому из пп. 1-12, отличающийся тем, что корректирующий ролик (140) позиционируют и прикладывают выше по потоку от соплового устройства снятия таким образом, что устройство стабилизации полосы и его магниты могут эксплуатироваться внутри своих рабочих пределов.
14. Способ по любому из пп. 1-13, отличающийся тем, что фактическая форма полосы (200) подразумевает, например, S-, или U-, или W-образное поперечное сечение полосы.
15. Способ по любому из пп. 1-14, отличающийся тем, что расчетная форма полосы (200) подразумевает прямоугольное поперечное сечение или плоскостность полосы.
16. Способ по любому из пп. 1-15, отличающийся тем, что фактическое положение полосы (200) подразумевает, например, наклонное положение (I1) или параллельное смещение (I2), или сдвиг (I3) полосы (200) относительно расчетного положения (SL) в прорези (122) соплового устройства (120) снятия.
17. Способ по любому из пп. 1-16, отличающийся тем, что расчетное положение (SL) полосы подразумевает среднее положение в прорези (122) соплового устройства (120) снятия.
18. Способ по любому из пп. 1-17, отличающийся тем, что положения перемещения магнитов в направлении (R) ширины, токи, которыми нагружаются катушки, и/или положение и угол установки корректирующего ролика (140) сохраняют в банке данных, предпочтительно с классификацией по марке стали полосы (200), пределу текучести полосы, толщине полосы, ширине полосы, температуре полосы и/или температуре покровного средства (112) в емкости (110) нанесения покрытия при прохождении полосы (200).
19. Устройство (100) нанесения покрытия для покрытия металлической полосы покровным средством (110), например цинком, содержащее:
емкость (110) нанесения покрытия, которая заполнена жидким покровным средством;
сопловое устройство (120) снятия;
устройство (130) стабилизации полосы с множеством магнитов (132) на обеих широких сторонах прорези устройства стабилизации полосы;
по меньшей мере один датчик (170, 180) для регистрации фактической формы и/или фактического положения металлической полосы в прорези соплового устройства (120) снятия; и
устройство (160) управления для определения регулировочного отклонения формы как разницы между фактической формой полосы (200) и заданной расчетной формой полосы в области соплового устройства (120) снятия и для управления магнитами (132) через приводной элемент (136) магнитов;
отличающееся тем, что устройство управления и приводной элемент (136) магнитов выполнены с возможностью смещения по меньшей мере одного из магнитов в зависимости от регулировочного отклонения формы в направлении ширины полосы по отношению по меньшей мере к одному из магнитов на противоположной широкой стороне полосы и в положение перемещения, в котором он, по меньшей мере, приблизительно противостоит впадине волны в фактической форме полосы.
20. Устройство (100) нанесения покрытия по п.19, отличающееся тем, что устройство (160) управления и приводной элемент (136) магнитов выполнены с возможностью смещения по меньшей мере одного магнита (132) и в зависимости от регулировочного отклонения положения полосы (200) в направлении ширины.
21. Устройство (100) нанесения покрытия по п.19 или 20, отличающееся тем, что устройство (160) управления выполнено так, чтобы управлять приводным элементом (146) корректирующего ролика (140) таким образом, что устройство стабилизации полосы может эксплуатироваться внутри своих рабочих пределов.
22. Устройство (100) нанесения покрытия по любому из пп. 19-21, отличающееся тем, что устройство (160) управления выполнено так, чтобы устанавливать ток (I), протекающий через по меньшей мере один магнит (132) в зависимости от фактической формы и/или фактического положения полосы (200) таким образом, что по возможности достигается расчетная форма и/или расчетное положение.
23. Устройство (100) нанесения покрытия по любому из пп. 19-22, отличающееся тем, что количество магнитов (132) на широкой стороне является нечетным, например составляет 5 или 7.
| WO 2016078803 A1, 26.05.2016 | |||
| JP 10298727 A, 10.11.1998 | |||
| WO 2009039949 A1, 02.04.2009 | |||
| СПОСОБ И УСТРОЙСТВО ОТЖИМА ЖИДКОГО МЕТАЛЛА ПОКРЫТИЯ НА ВЫХОДЕ БАКА ДЛЯ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ | 2008 |
|
RU2482213C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ СТАБИЛИЗАЦИИ ПОЛОСЫ, ИЗГОТОВЛЕННОЙ ИЗ ФЕРРОМАГНИТНОГО МАТЕРИАЛА, И УМЕНЬШЕНИЯ ДЕФОРМАЦИИ УКАЗАННОЙ ПОЛОСЫ И СООТВЕТСТВУЮЩИЙ СПОСОБ | 2012 |
|
RU2557044C2 |

