Данное изобретение относится к способу и устройству для нанесения на металлическую полосу покрытия, материал которого, например, цинк сначала находится в еще жидком состоянии. Эти способ и устройство служат, в частности, для огневого оцинкования металлической полосы.
Такого рода устройства для нанесения покрытия на металлическую полосу в принципе известны из уровня техники, например, из публикаций DE 10 2009 051 932 A1, WO 2009/024353 A2 и WO 2006/006911 A1. Конкретно эти публикации раскрывают емкость с материалом покрытия, которая заполнена жидким материалом покрытия. Для нанесения покрытия указанную металлическую полосу пропускают через указанную емкость с материалом покрытия. После выхода из емкости с материалом покрытия металлическая полоса проходит через расположенное над емкостью с материалом покрытия обдувочное устройство для сдувания избыточного количества этого еще жидкого материала покрытия с поверхности металлической полосы. Над указанным обдувочным устройством установлено поддерживаемое этим обдувочным устройством электромагнитное стабилизирующее устройство для стабилизации металлической полосы после выхода из емкости с материалом покрытия и из обдувочного устройства. Указанное электромагнитное стабилизирующее устройство гарантирует, в частности, что указанная полоса удерживается по центру в центральной плоскости всего устройства в целом, и колебания металлической полосы во время прохождения через емкость с материалом покрытия и обдувочное устройство предотвращаются или по меньшей мере снижаются.
В публикации WO 2009/024353 A2 электромагнитное стабилизирующее устройство может перемещаться лишь вертикально относительно обдувочного устройства. В публикации WO 2006/006911 A1 оба устройства - вследствие механического сцепления синхронно - могут перемещаться относительно металлической полосы.
Как указанное обдувочное устройство, так и указанное электромагнитное стабилизирующее устройство имеют по одной прорези, через которую проводится указанная металлическая полоса. Для достижения равномерной толщины или, соответственно, равномерного распределения по толщине материала покрытия на верхней и нижней стороне металлической полосы, обязательно необходимо, чтобы эта металлическая полоса проходила через указанную прорезь обдувочного устройства в заранее заданном среднем положении. Только в этом случае гарантируется, что действие обдувочных форсунок на верхнюю и нижнюю стороны металлической полосы будет одинаковым, и установится желаемое равномерное распределение толщины материала покрытия по металлической полосе.
Указанное заданное среднее положение определяется, в частности, предпочтительно равномерным удалением широких сторон и узких сторон металлической полосы от противоположных сторон прорези указанного обдувочного устройства и, в частности тем, что указанная металлическая полоса не наклонена или, соответственно, не повернута относительно продольного положения прорези.
Вследствие воздействия помех может, однако, случиться так, что указанная металлическая полоса уйдет из заданного среднего положения и, тем самым, ее фактическое положение отклонится от заданного среднего положения. Поэтому обычно возможное отклонение фактического положения металлической полосы от указанного заданного среднего положения контролируется оператором или, как это описано в JP 2003-113460, сенсором. При необходимости указанное обдувочное устройство перемещается в плоскости, перпендикулярной направлению движения металлической полосы, таким образом, что эта металлическая полоса снова направляется в указанное заданное среднее положение в прорези обдувочного устройства. Такого рода перестановка обдувочного устройства имеет, однако, тот недостаток, что вследствие этого соответственно с ним переставляется и электромагнитное стабилизирующее устройство, поскольку это электромагнитное стабилизирующее устройство обычно, например, как описано в заявке DE 10 2008 039 244 A1, не считая степени свободы в вертикальном направлении, жестко соединено с указанным обдувочным устройством и опирается на него. В публикации JP 2003-113460 электромагнитное стабилизирующее устройство и обдувочное устройство тоже перемещаются в равной степени синхронно. Упомянутая помеха направлению металлической полосы через прорезь обдувочного устройства, однако, не обязательно сказывается на направлении металлической полосы через прорезь электромагнитного стабилизирующего устройства. Поэтому описанная в DE 10 2008 039 244 A1 и в JP 2003-113460 одновременная перестановка электромагнитного стабилизирующего устройства вместе с обдувочным устройством в принципе нежелательна, так как она ведет к несимметричному и, тем самым, нежелательному изменению воздействия силы указанного электромагнитного стабилизирующего устройства на металлическую полосу.
Исходя из этого уровня техники задача данного изобретения заключается в том, чтобы дополнительно усовершенствовать известный способ и известное устройство для нанесения покрытия на металлическую полосу таким образом, чтобы предотвращать нежелательную перестановку электромагнитного стабилизирующего устройства в случае перестановки обдувочного устройства.
Эта задача технологически решается способом, охарактеризованным в независимом пункте 1 формулы изобретения.
Указанное электромагнитное стабилизирующее устройство также называется заявителем как Dynamic Electro Magnetic Coating Optimizer DEMCO (динамический электромагнитный блок оптимизации нанесения покрытия).
С помощью предлагаемого изобретением относительного движения между электромагнитным стабилизирующим устройством и обдувочным устройством в противоположных направлениях становится возможным и гарантируется, что перестановка обдувочного устройства не приведет неизбежно к нежелательной перестановке указанного электромагнитного стабилизирующего устройства. Конкретно, в частности, указанная металлическая полоса может удерживаться в прорези электромагнитного стабилизирующего устройства предпочтительно в заданном среднем положении, даже если обдувочное устройство перемещается в плоскости, поперек направления движения металлической полосы. С этой целью указанное электромагнитное стабилизирующее устройство движется относительно этого обдувочного устройства точно в противоположном направлении чем то, в котором движется обдувочное устройство (компенсация). Посредством этого этапа способа благоприятным образом гарантируется надлежащее функционирование указанного электромагнитного стабилизирующего устройства, даже если обдувочное устройство должно быть переставлено для восстановления проведения металлической полосы в заданном среднем положении через прорезь этого обдувочного устройства.
Согласно изобретению определяют отклонение фактического положения металлической полосы от заранее заданного среднего положения в прорези обдувочного устройства и устанавливают это фактическое положение металлической полосы на указанное заранее заданное среднее положение путем подходящей перестановки обдувочного устройства в плоскости, поперек направления движения металлической полосы.
Согласно изобретению осуществляют регистрацию указанной перестановки обдувочного устройства относительно опорного положения контрольных линий. При этом опорное положение контрольных линий определено конструктивной серединой системы, как она, в частности, задана жесткой позицией первого направляющего ролика для металлической полосы внутри емкости с материалом покрытия и жесткой позицией второго направляющего ролика над стабилизирующим устройством.
Под выявлением отклонения фактического положения металлической полосы от ее заданного среднего положения в прорези электромагнитного стабилизирующего устройства или обдувочного устройства может пониматься либо поступательное перемещение параллельно продольному направлению, определенному заданным средним положением, либо поворачивание относительно этого заранее заданного среднего положения. Оба этих вида отклонения фактического положения от заданного среднего положения металлической полосы или, соответственно, перемещение или поворачивание электромагнитного стабилизирующего устройства заявителем обозначаются также как Skew-Funktion (функция перекоса).
В порядке альтернативы под выявленным отклонением фактического положения металлической полосы понимается поступательное перемещение в направление x по ширине (относительно) заранее заданного среднего положения металлической полосы в прорези электромагнитного стабилизирующего устройства или обдувочного устройства. Такого рода отклонение фактического положения от заданного среднего положения металлической полосы или, соответственно, соответствующее перемещение электромагнитного стабилизирующего устройства заявителем называется также как Scan-Funktion (функция сканирования).
Вышеуказанная задача в конструктивном отношении решается предметом независимого пункта 4 формулы изобретения. Преимущества такого решения соответствуют преимуществам, указанным выше в связи с предлагаемым изобретением способом.
Предпочтительные варианты реализации способа и устройства являются предметами зависимых пунктов формулы изобретения. В особенно предпочтительном варианте выполнения указанное устройство имеет интерфейс человек-машина (HMI) для оператора устройства для визуализации, например, выявленного отклонения фактического положения металлической полосы от заданного среднего положения в прорези обдувочного устройства или в прорези электромагнитного стабилизирующего устройства, или для визуализации выявленного отклонения обдувочного устройства от опорного положения контрольных линий, или для визуализации изменения во времени указанных отклонений. Благодаря такого рода визуализации этих отклонений или, соответственно, их изменения во времени осуществление способа существенно упрощается.
Данное изобретение проиллюстрировано на трех чертежах, на которых показано следующее:
Фиг. 1 - предлагаемое изобретением устройство; и
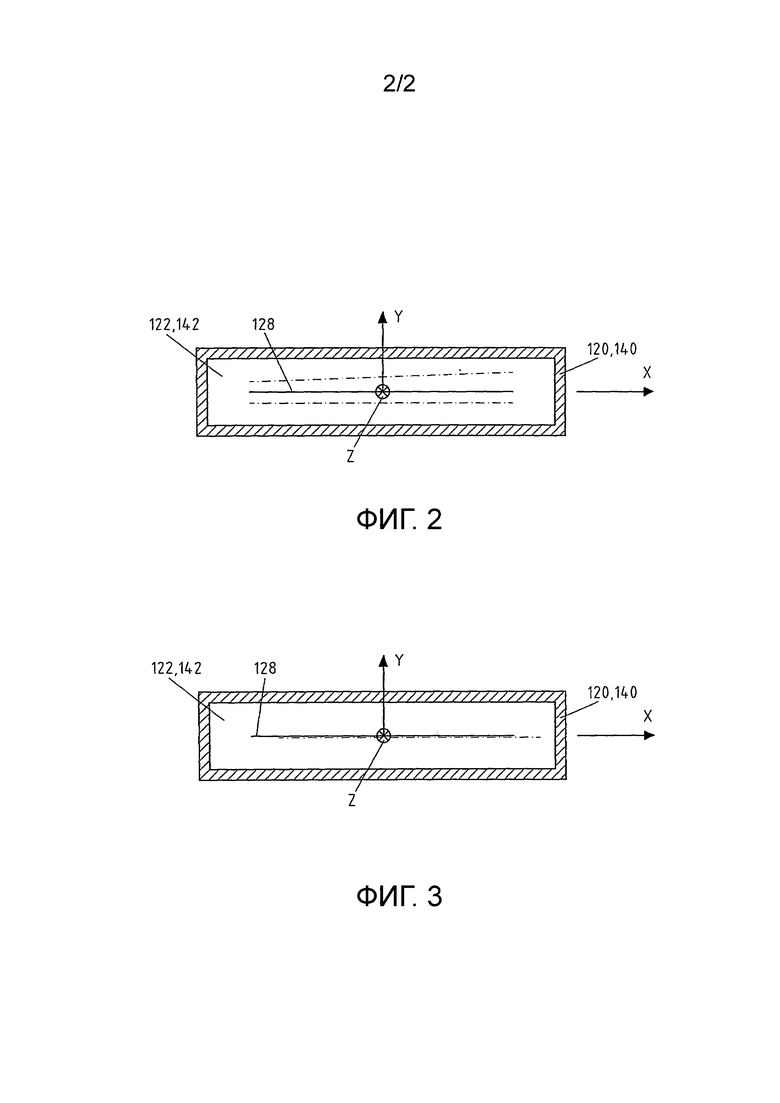
Фиг. 2 и Фиг. 3 - виды сверху прорезей в предлагаемом изобретением обдувочном устройстве или в предлагаемом изобретением электромагнитном стабилизирующем устройстве, причем на каждом виде отмечено заданное среднее положение и различные нежелательные фактические положения металлической полосы.
Данное изобретение в дальнейшем в форме примеров выполнения подробно описано со ссылкой на упомянутые чертежи. На всех фигурах одинаковые технические элементы снабжены одинаковыми ссылочными обозначениями.
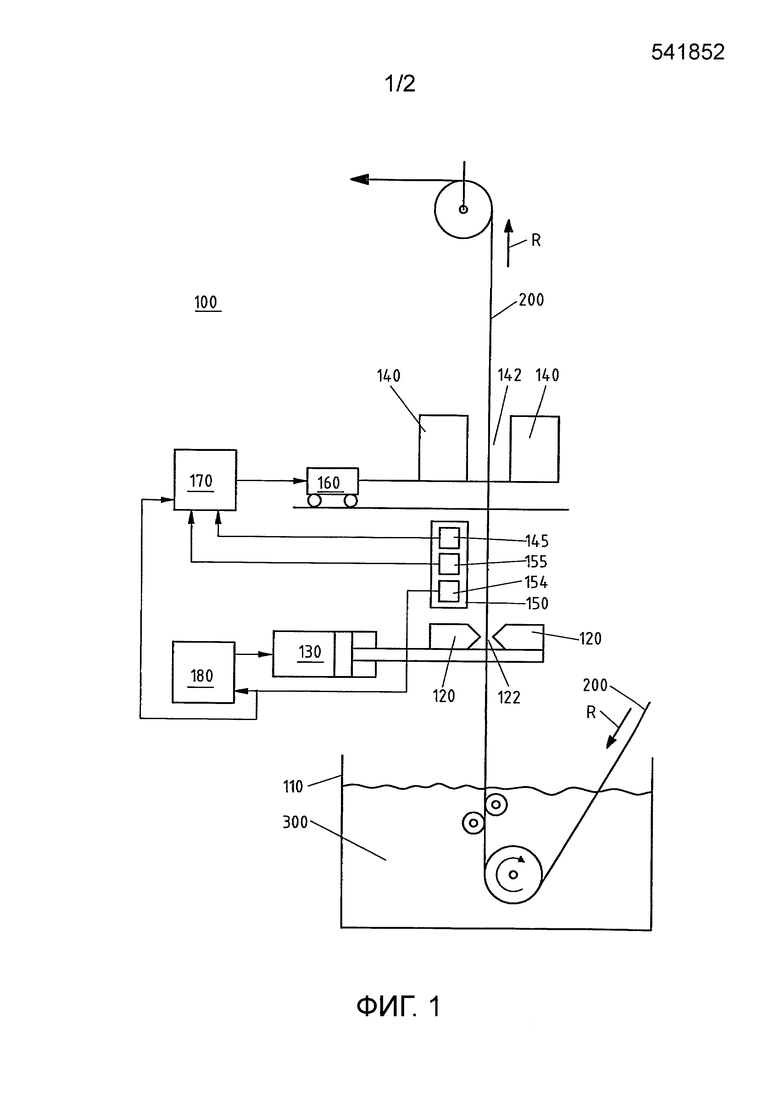
На Фиг. 1 показано предлагаемое изобретением устройство 100 для нанесения покрытия на металлическую полосу 200, содержащее жидкий материал 300 покрытия, например, цинк. С этой целью указанную, сначала еще не снабженную покрытием металлическую полосу 200 ведут в направлении R движения в емкость 110 с материалом покрытия, которая заполнена жидким материалом покрытия. Внутри емкости 110 с материалом покрытия указанная металлическая полоса 200 с помощью направляющего ролика поворачивается так, что она выходит из емкости с материалом покрытия вверх. После прохождения емкости с материалом покрытия этот еще жидкий материал покрытия прилипает к металлической полосе 200.
Над емкостью 110 с материалом покрытия расположено обдувочное устройство 120, в котором имеется прорезь 122, через которую направляется указанная металлическая полоса 200. С помощью обдувочного устройства избыточный материал покрытия сдувается с поверхности металлической полосы 200.
Для того, чтобы это сдувание на верхней и нижней сторонах металлической полосы 200 происходило равномерно, важно, чтобы металлическая полоса 200 проходила через прорезь 122 обдувочного устройства 120 в заранее заданном среднем положении 128, как это схематически показано на Фиг. 2 в виде линии, проведенной в направлении X. Это заданное среднее положение характеризуется, в частности, равномерными расстояниями или, соответственно, равномерным распределением расстояний до внутренних краев прорези 122 обдувочного устройства 120. Помимо желаемого, заранее заданного среднего положения на Фиг. 2 штрихпунктирными линиями показаны также возможные нежелательные фактические положения металлической полосы. Так, нежелательные фактические положения для указанной металлической полосы состоят, например, в том, что она повернута (скручена) относительно этого заданного среднего положения или сдвинута параллельно в направлении Y.
На Фиг. 3 показано третье возможное нежелательное фактическое положение, в котором металлическая полоса 200 сдвинута относительно заданного среднего положения в направлении X, т.е. в направлении по ширине.
Возвращаясь к Фиг. 1, можно видеть, что над обдувочным устройством 120 расположено электромагнитное стабилизирующее устройство 140, которое в свою очередь имеет прорезь 142, через которую тоже проводится указанная металлическая полоса 200.
И в этом случае металлическая полоса 200 проходит через прорезь 142 предпочтительно в заранее заданном среднем положении 128, как это показано на Фиг. 2 и 3, чтобы прикладываемые электромагнитным стабилизирующим устройством 140 силы желаемым образом равномерно воздействовали на металлическую полосу 200, стабилизируя ее. Для указанной прорези 142 и для заданного среднего положения в ней, к которому стремятся, справедливо указанное выше с отсылкой на Фиг. 2 и 3 для прорези 122 обдувочного устройства 120.
Указанное электромагнитное стабилизирующее устройство 140 механически опирается на обдувочное устройства 120. Однако, это опирание согласно изобретению происходит не жестко, а посредством первого перестановочного устройства 160, которое предусмотрено между обдувочным устройством 120 и электромагнитным стабилизирующим устройством 140. Конкретно это первое перестановочное устройство 160 делает возможной перестановку электромагнитного стабилизирующего устройства 140 относительно обдувочного устройства в плоскости, поперек направления R движения металлической полосы. Это первое перестановочное устройство 160 управляется с помощью управляющего устройства 170.
Между стабилизирующим устройством 140 и обдувочным устройством 120 расположено, далее, первое сенсорное устройство 154 для выявления отклонения фактического положения металлической полосы 200 от заранее заданного среднего положения в прорези 122 обдувочного устройства 120. В порядке альтернативы это первое сенсорное устройство 154 может быть также предназначено лишь для определения этого фактического положения металлической полосы. Кроме того, предусмотрено регулировочное устройство 180 для установки этого фактического положения металлической полосы 200 на заранее заданное среднее положение в прорези 122 обдувочного устройства, как это было разъяснено выше с отсылкой к Фиг. 2 и 3, путем перестановки обдувочного устройства 120 с помощью второго перестановочного устройства 130. Такое регулирование происходит как реакция на выявленное отклонение. Если обнаружение указанного отклонения фактического положения от заданного среднего положения происходит не в первом воспринимающем устройстве 154, то оно может происходить, например, также и внутри регулировочного устройства 180. Перестановка происходит в плоскости, поперек направления R движения металлической полосы, в соответствии с выявленным отклонением фактического положения металлической полосы от заранее заданного среднего положения в прорези 122 обдувочного устройства. Иначе говоря, если установлено, что металлическая полоса 200 проходит через прорезь 122 не в заданном среднем положении 128, то обдувочное устройство 120 с помощью второго перестановочного устройства 130 переставляется таким образом, что эта металлическая полоса снова будет проходить через прорезь 122 обдувочного устройства в заранее заданном среднем положении 128. Указанное первое сенсорное устройство 154 для этой цели выполнено таким образом, что оно предпочтительно может определить все три описанных выше со ссылкой на Фиг. 2 и 3 фактических положения металлической полосы 200, отклоняющихся от заданного среднего положения 128.
Упомянутая перестановка обдувочного устройства 120 не должна оказывать воздействие на электромагнитное стабилизирующее устройство 140, опирающееся на это обдувочное устройство 120. Для этой цели указанное управляющее устройство 170 выполнено с возможностью управления первым перестановочным устройством 160 таким образом, что указанное электромагнитное стабилизирующее устройство 140 в случае перестановки обдувочного устройства 120 относительно опорного положения контрольных линий не будет перемещаться вместе с ним, а сможет оставаться на своем первоначальном месте. Это управляющее устройство 170 воздействует на это первое перестановочное устройство 160 таким образом, что в случае перестановки обдувочного устройства 120 указанное электрическое стабилизирующее устройство 140 предпочтительно совершает точно противоположное движение тому, которое совершает обдувочное устройство 120, то есть, в результате предпочтительно остается на своем первоначальном месте.
Для того, чтобы реализовать этот особый вид управления для указанного первого перестановочного устройства 160, управляющее устройство 170 может оценивать различные ситуации. С одной стороны, это управляющее устройство 170 может быть выполнено с возможностью осуществления перестановки электромагнитного стабилизирующего устройства 140 в соответствии с выявленным с помощью первого воспринимающего устройства 154 отклонением фактического положения металлической полосы от заранее заданного среднего положения металлической полосы в прорези 122 обдувочного устройства 120.
В порядке альтернативы или дополнительно это управляющее устройство 170 может быть выполнено с возможностью проведения перестановки указанного электромагнитного стабилизирующего устройства в соответствии с выявленной вторым сенсорным устройством 155 перестановкой обдувочного устройства 120, причем в противоположном ей направлении.
И, наконец, согласно еще одной альтернативе или в дополнение, указанное управляющее устройство 170 может быть выполнено с возможностью вызывать перестановку электромагнитного стабилизирующего устройства 140 в соответствии с выявленным отклонением фактического положения металлической полосы от заранее заданного среднего положения в прорези 142 этого электромагнитного стабилизирующего устройства. Предпосылкой этому является то, что имеется третье сенсорное устройство 145 для выявления упомянутого отклонения фактического положения металлической полосы от заранее заданного среднего положения в прорези 142 электромагнитного стабилизирующего устройства 140.
Указанные первое, второе и третье сенсорные устройства 154, 155, 145 выполнены предпочтительно с возможностью распознавать все возможные отклонения фактического положения металлической полосы от желаемого заданного среднего положения. Сюда относятся, в частности, (параллельное) перемещение металлической полосы в направлениях x или y, или поворачивание (скручивание), как это пояснялось выше со ссылкой на Фиг. 2 и 3. Соответственно, указанные первое и второе перестановочные устройства 130, 160 - при соответствующем управлении посредством регулировочного устройства 180 или управляющего устройства 170 - выполнены с возможностью любым образом передвигать, в частности параллельно, или поворачивать обдувочное устройство 120 и электромагнитное стабилизирующее устройство 140 в плоскости, поперек направления R движения металлической полосы, чтобы обеспечить прохождение металлической полосы в заданном среднем положении. Представление первого и второго перестановочных устройств 160, 130 в виде тележки или блока поршень-цилиндр дается лишь в качестве примера и не является ограничивающим объем защиты.
Указанные первое и третье сенсорные устройства 154, 145, а также при необходимости дополнительно и второе сенсорное устройство 155 могут быть реализованы в форме одного единственного сенсорного устройства 150, например, выполненного конфокальным или на основе лазера. Такое сенсорное устройство, кратко называемое также «лазером», образует конструктивный блок для упомянутых воспринимающих устройств. Сенсорное устройство 150 в общем смысле можно также назвать устройством, определяющим расстояние.
Перечень ссылочных обозначений
100 - устройство
110 - емкость с материалом покрытия
120 - обдувочное устройство
122 - прорезь обдувочного устройства
128 - заданное среднее положение металлической полосы в прорези обдувочного устройства или электромагнитного стабилизирующего устройства
130 - второе перестановочное устройство
140 - электромагнитное стабилизирующее устройство
142- прорезь электромагнитного стабилизирующего устройства
145 - третье сенсорное устройство
150 - сенсорное устройство
154 - первое сенсорное устройство
155 - второе сенсорное устройство
160 - первое перестановочное устройство
170 - управляющее устройство
180 - регулировочное устройство
200 - металлическая полоса
300 - материал покрытия
R - направление движения металлической полосы
X - направление по ширине металлической полосы в заданном среднем положении
Y - направление поперек плоскости металлической полосы
Изобретение относится к нанесению покрытия на металлическую полосу (200) при пропускании ее через емкость с материалом покрытия (300), находящимся в жидком состоянии, после которого полосу пропускают через обдувочное устройство (120) и опирающееся на него электромагнитное стабилизирующее устройство (140). Когда полоса внутри прорези (122) обдувочного устройства (120) не проходит в заранее заданном среднем положении, осуществляют перестановку упомянутого стабилизирующего устройства (140) по отношению к обдувочному устройству (120) в плоскости, поперек направления движения полосы (200), и регулируют фактическое положение полосы на упомянутое среднее положение путем подходящей перестановки обдувочного устройства (120) в плоскости, поперек направления движения полосы. Для усовершенствования определяют отклонение фактического положения полосы (200) от среднего положения в прорези (122), определяют перестановку обдувочного устройства (120) относительно опорного положения контрольных линий, а перестановку стабилизирующего устройства (140) осуществляют в соответствии с зафиксированной перестановкой обдувочного устройства (120), но в противоположном ей направлении. 2 н. и 4 з.п. ф-лы, 3 ил.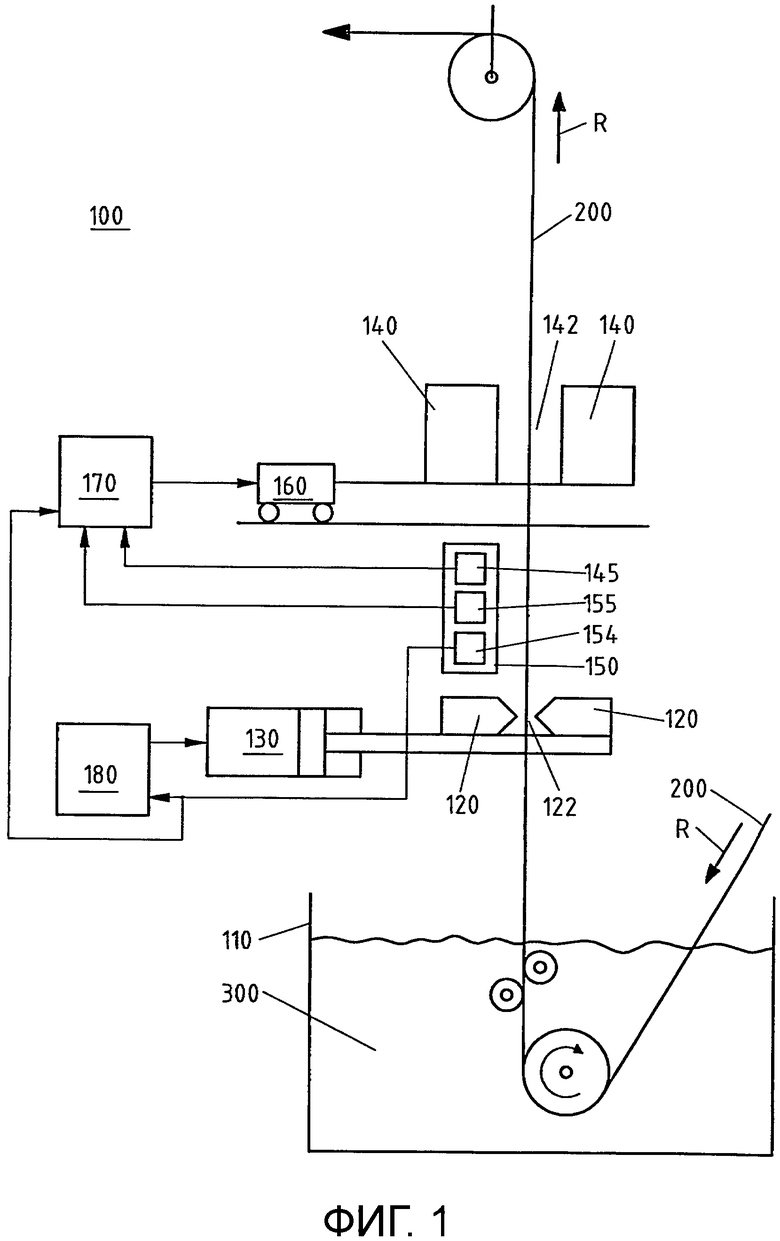
1. Способ нанесения на металлическую полосу (200) покрытия, материал которого находится в жидком состоянии (300), включающий следующие этапы:
проведение покрываемой металлической полосы (200) через емкость (110) с материалом покрытия, которая заполнена жидким материалом (300) покрытия;
сдувание избыточных количеств упомянутого жидкого материала (300) покрытия с поверхности металлической полосы (200) после прохождения емкости с материалом покрытия с помощью обдувочного устройства (120);
стабилизацию металлической полосы после выхода из обдувочного устройства (120) с помощью расположенного в направлении движения металлической полосы за обдувочным устройством электромагнитного стабилизирующего устройства (140), которое опирается на обдувочное устройство;
перестановку электромагнитного стабилизирующего устройства (140) по отношению к обдувочному устройству (120) в плоскости, поперек направления движения металлической полосы (200) таким образом, что фактическое положение металлической полосы (200) по меньшей мере приближенно совпадает с заранее заданным средним положением в прорези (142) электромагнитного стабилизирующего устройства (140); и
регулировку фактического положения металлической полосы на заранее заданное среднее положение путем подходящей перестановки обдувочного устройства (120) в плоскости поперек направления движения металлической полосы,
отличающийся тем, что
определяют отклонение фактического положения металлической полосы (200) от заранее заданного среднего положения в прорези обдувочного устройства (120);
прямо или косвенно определяют перестановку обдувочного устройства (120) относительно опорного положения контрольных линий; и
перестановку электромагнитного стабилизирующего устройства (140) осуществляют в соответствии с зафиксированной перестановкой обдувочного устройства (120) в противоположном ей направлении таким образом, что в результате электромагнитное стабилизирующее устройство (140) остается на своем первоначальном месте.
2. Способ по п. 1, отличающийся тем, что под выявленным отклонением фактического положения металлической полосы (200) в прорези (122, 142) электромагнитного стабилизирующего устройства (140) или обдувочного устройства (120) понимают поступательное перемещение параллельно определяемому заданным средним положением продольному направлению и/или поворот относительно заранее заданного среднего положения металлической полосы в прорези (122, 142) электромагнитного стабилизирующего устройства (140) или обдувочного устройства (120).
3. Способ по п. 1 или 2, отличающийся тем, что под выявленным отклонением фактического положения металлической полосы (200) понимают поступательное перемещение в направлении (x) ширины относительно заранее заданного среднего положения металлической полосы в прорези (122, 142) электромагнитного стабилизирующего устройства (140) или обдувочного устройства (120).
4. Устройство (100) для нанесения на металлическую полосу (200) покрытия, материал которого находится в жидком состоянии (300), содержащее:
емкость (110) с материалом покрытия, которая заполнена жидким материалом (300) покрытия, для проведения через нее покрываемой металлической полосы (200);
расположенное над емкостью с материалом покрытия обдувочное устройство (120) для сдувания избыточных количеств упомянутого жидкого материала (300) покрытия с поверхности металлической полосы (200) после проведения металлической полосы через емкость с материалом покрытия;
расположенное над обдувочным устройством (120) и опирающееся на это обдувочное устройство электромагнитное стабилизирующее устройство (140) для стабилизации металлической полосы (200) после ее выхода из емкости (110) с материалом покрытия и из обдувочного устройства (120);
первое перестановочное устройство (160) для перестановки электромагнитного стабилизирующего устройства (140) относительно обдувочного устройства (120) в плоскости поперек направления (R) движения металлической полосы;
управляющее устройство (170) для управления первым перестановочным устройством (160);
второе перестановочное устройство (130) для перестановки обдувочного устройства (120) и
регулировочное устройство (180) для установки фактического положения металлической полосы (200) на заранее заданное среднее положение металлической полосы (200) в прорези (122) обдувочного устройства (120) путем перестановки обдувочного устройства (120) с помощью второго перестановочного устройства (130) в плоскости поперек направления (R) движения металлической полосы,
отличающееся тем, что
оно содержит первое сенсорное устройство (150) для выявления отклонения фактического положения металлической полосы (200) от заранее заданного среднего положения в прорези (122) обдувочного устройства (120);
второе перестановочное устройство (130) выполнено с возможностью перестановки обдувочного устройства в соответствии с выявленным отклонением фактического положения металлической полосы (200) от заранее заданного среднего положения в прорези (122) обдувочного устройства (120), причем
оно содержит второе сенсорное устройство (155) для определения перестановки обдувочного устройства (120) относительно опорного положения контрольных линий, а
управляющее устройство (170) выполнено с возможностью перестановки электромагнитного стабилизирующего устройства (140) в соответствии с определенной с помощью второго сенсорного устройства (155) перестановкой обдувочного устройства (120) в противоположном ей направлении таким образом, что электромагнитное стабилизирующее устройство в результате остается на своем первоначальном месте.
5. Устройство (100) по п. 4, отличающееся тем, что первое перестановочное устройство (160) для перестановки электромагнитного стабилизирующего устройства (140) установлено между обдувочным устройством (120) и электромагнитным стабилизирующим устройством (140).
6. Устройство (100) по п. 4 или 5, отличающееся тем, что оно имеет интерфейс человек-машина (HMI) для оператора устройства для визуализации, например выявленного отклонения фактического положения металлической полосы (200) от заданного среднего положения в прорези (122, 142) обдувочного устройства (120) или электромагнитного стабилизирующего устройства (140), или выявленного отклонения обдувочного устройства (120) от опорного положения контрольных линий, или для визуализации изменения во времени указанных отклонений.
| JP 2003113460 A, 18.04.2003 | |||
| WO 2006006911 A1, 19.01.2006 | |||
| СПОСОБ И УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ЗАЩИТНОГО ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ ДЛЯ СТАБИЛИЗАЦИИ ПОЛОСЫ С НАНЕСЕННЫМ ПОКРЫТИЕМ, ПРОПУСКАЕМОЙ МЕЖДУ СДУВАЮЩИМИ СОПЛАМИ УСТАНОВКИ ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЯ ПОГРУЖЕНИЕМ В РАСПЛАВ | 2008 |
|
RU2436861C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ПОЛОЖЕНИЯ ВЕРТИКАЛЬНО ДВИЖУЩЕЙСЯ СТАЛЬНОЙ ПОЛОСЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2296179C2 |

