Изобретение относится к способу и устройству для покрытия металлической полосы сначала еще жидким материалом покрытия, например цинком. Способ и устройство служат, в частности, для горячего цинкования металлической полосы.
Такие устройства для нанесения покрытия на металлическую полосу в принципе известны из уровня техники, например из DE 10 2009051932 А1. А именно, в этой публикации раскрыт резервуар для нанесения покрытия, который заполнен материалом покрытия. Для нанесения покрытия металлическая полоса направляется через резервуар с покрывным материалом. После выхода из резервуара покрытия металлическая полоса проходит через расположенное над резервуаром покрытия продувочное приспособление для сдувания излишних частиц еще жидкого покрывного материала с поверхности металлической полосы. Над продувочным приспособлением расположено опирающееся на продувочное приспособление электромагнитное стабилизирующее приспособление для стабилизации металлической полосы после выхода из резервуара покрытия и продувочного приспособления. Электромагнитное стабилизирующее приспособление приводит, в частности, к тому, что полоса удерживается посредине в средней плоскости всего устройства и что предотвращаются или по меньшей мере уменьшаются колебания металлической полосы во время прохождения через резервуар покрытия и продувочное приспособление.
Как продувочное приспособление, так и стабилизирующее электромагнитное приспособление имеют каждое щель, через которую проводится металлическая полоса. Для достижения равномерной толщины, соответственно распределения толщины, покрывного материала на верхней и нижней стороне металлической полосы, обязательно необходимо прохождение металлической полосы в заданном номинальном среднем положении через щель продувочного приспособления. Только в этом случае обеспечивается одинаковое воздействие продувочных сопел на верхнюю и нижнюю сторону металлической полосы, и получается желаемое равномерное распределение толщины покрывного материала на металлической полосе.
Номинальное среднее положение задается с помощью предпочтительно равномерного расстояния широких сторон и узких сторон металлической полосы до лежащих противоположно сопел продувочного приспособления и, в частности, за счет того, что металлическая полоса относительно продольного направления щели не наклонена, повернута или не имеет слишком сильную выпуклость.
Однако на практике может случаться, что металлическая полоса после выхода из резервуара покрытия имеет слишком сильную выпуклость. Такая выпуклость, как указывалось выше, является нежелательной для прохождения через продувочное приспособление. Поэтому выпуклости обычно оказывается противодействие посредством установки ролика коррекции с прилеганием к металлической полосе, прежде чем металлическая полоса входит в продувочное приспособление. Однако это имеет тот недостаток, что за счет этого фактическое положение, с которым металлическая полоса проходит через щель продувочного приспособления, может отклоняться от номинального среднего положения, что может приводить к указанным выше проблемам неравномерного распределения толщины покрытия.
В выложенной заявке Германии DE 10 2007042897 А1 раскрыт способ с устройством для покрытия металлической полосы покрывным материалом, например цинком. Для этого металлическая полоса направляется через резервуар покрытия, который заполнен жидким покрывным материалом, при этом покрывной материал удерживается на поверхности металлической полосы. После выхода из резервуара покрытия металлическая полоса проходит через щель продувочного приспособления, которое служит для сдувания избыточных частей еще жидкого покрывного материала с поверхности металлической полосы. Кроме того, предусмотрен датчик выпуклости для измерения фактической выпуклости металлической полосы после выхода из резервуара покрытия. Если измеряемая фактическая выпуклость превышает предусмотренное допустимое пороговое значение выпуклости, то к металлической полосе приставляется ролик коррекции для сглаживания ее. Раскрыто также, что продувочное приспособление выполнено с возможностью управления.
В публикации DE 4300868 С1 указано позиционирование продувочного приспособления с помощью приводов перестановки так, что расстояние между щелью сопла и поверхностью полосы остается постоянным. Соответствующее управление, соответственно, регулирование положения продувочного приспособления происходит в зависимости от фактического положения металлической полосы, которое непрерывно измеряется с помощью отдельного измерительного устройства.
В WO 94/02658 А1 указано, что предусмотрен по меньшей мере один датчик выпуклости для измерения выпуклости металлической полосы над продувочным приспособлением. Когда обнаруживается слишком сильная выпуклость, так что возможно существует опасность соприкосновения между полосой и продувочным приспособлением, то продувочное приспособление перемещается поперек плоскости металлической полосы, пока по всей ширине металлической полосы снова выдерживается минимальное расстояние между металлической полосы и продувочным приспособлением.
В JP 2003113460 А предусмотрен расположенный в электромагнитном стабилизирующем приспособлении так называемый датчик сдвига, который предназначен для измерения состояния кривизны, соответственно, величины отклонения от середины металлической полосы в щели электромагнитного стабилизирующего приспособления. В зависимости от величины отклонения от среднего положения металлической полосы подается ток в электромагниты электромагнитного стабилизирующего приспособления с целью генерирования воздействующих на металлическую полосу магнитных сил так, что происходит коррекция кривизны и положения пути прохождения металлической полосы. Валик стабилизации и валик коррекции управляются, соответственно позиционируются, в ванне металла с помощью блока управления процессом в зависимости от выходных значений. Также осуществляется управление и позиционирование очищающих сопел в соответствии с определяемым математически индексом отклонения от среднего положения, а именно, так, что индекс, соответственно отклонение от среднего положения, металлической полосы лежит внутри, соответственно ниже, заданного порогового значения. Очищающие сопла и электромагнитные блоки, соответственно электромагнитное стабилизирующее приспособление, перемещаются параллельно на одинаковую величину.
В основу изобретения положена задача усовершенствования известного способа и известного устройства указанного вначале вида так, что предотвращается неравномерное распределение толщины покрытия на металлической полосе на основании приставления ролика коррекции.
Эта задача решена относительно способа с помощью указанного в пункте 1 формулы изобретения способа.
За счет перемещения, согласно изобретению, продувочного приспособления так, что металлическая полоса в щели продувочного приспособления снова лежит в заданном номинальном среднем положении, предпочтительно достигается предотвращение неравномерного распределения толщины покрытия на металлической полосе на основании приставления ролика коррекции, соответственно, на основании измерения приставления ролика коррекции.
Согласно первому примеру выполнения, в качестве критерия, соответственно меры, для перемещения продувочного приспособления может служить дополнительно для приставления ролика коррекции также измеряемое перед этим отклонение фактического положения металлической полосы от ее номинального среднего положения. Этот критерий обеспечивает то преимущество, что он задает довольно точную отправную точку для необходимого перемещения продувочного приспособления.
Согласно другому примеру выполнения, предусмотрена стабилизация металлической полосы после выхода из резервуара покрытия и продувочного приспособления с помощью расположенного над продувочным приспособлением электромагнитного стабилизирующего приспособления, в частности, для стабилизации от нежелательных колебаний. Обычно стабилизирующее приспособление опирается механически на выступающее продувочное приспособление. Электромагнитное стабилизирующее приспособление называется заявителем также динамическим электромагнитным оптимизатором покрытия DEMCO.
Кроме того, задача решена относительно устройства с помощью устройства, согласно пункту 4 формулы изобретения. Преимущества этого решения соответствуют указанным относительно способа преимуществам. Предпочтительные варианты выполнения устройства являются предметом зависимых пунктов формулы изобретения.
Описание приводится со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - устройство, согласно изобретению, на виде сбоку;
фиг. 2 - щель продувочного приспособления, на виде сверху.
Ниже приводится описание изобретения на основании примеров выполнения со ссылками на указанные чертежи. На обеих чертежах одинаковые технические элементы обозначены одинаковыми позициями.
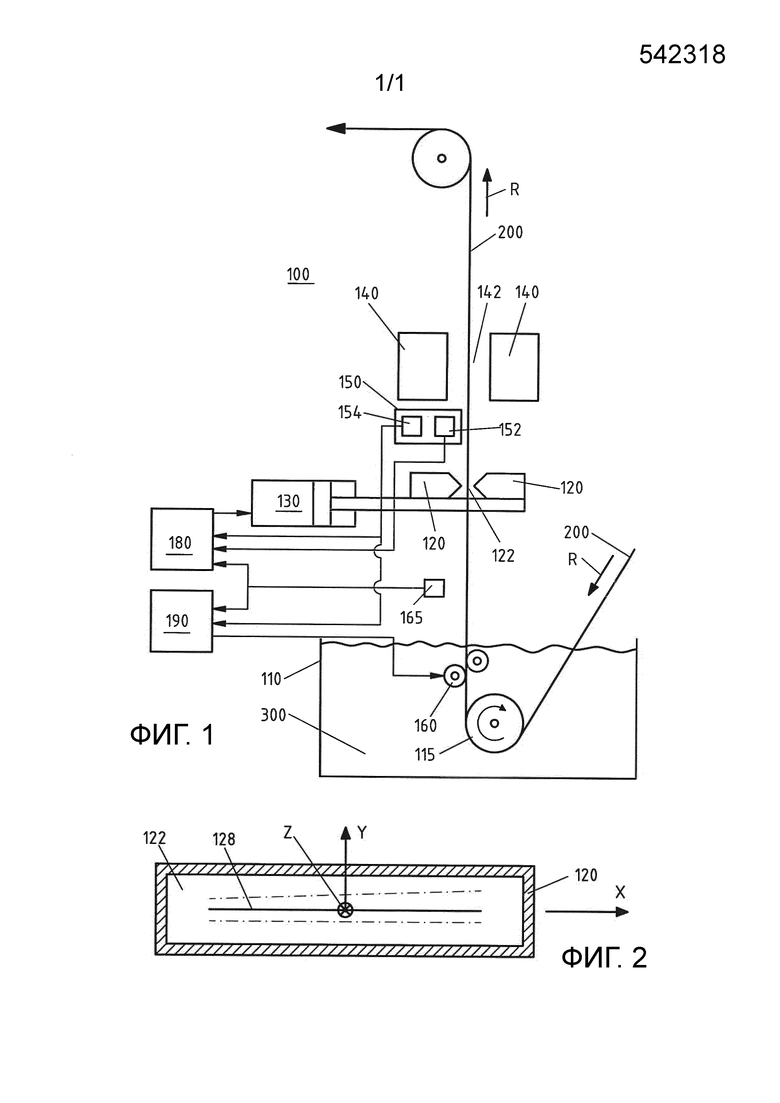
На фиг. 1 показано устройство 100, согласно изобретению, для покрытия металлической полосы 200 жидким покрывным материалом 300, например цинком. Для этого сначала еще не имеющую покрытия металлическую полосу 200 направляют в транспортировочном направлении R в резервуар 110 покрытия, который заполнен жидким покрывным материалом. Внутри резервуара 110 покрытия металлическая полоса 200 отклоняется с помощью отклоняющего ролика 115, так что она выходит вверх из резервуара покрытия. После прохождения через резервуар покрытия к металлической полосе 200 прилипает еще жидкий покрывной материал.
После отклоняющего ролика 115 в направлении R транспортировки металлической полосы 200 расположена пара роликов, между которыми направляется покрытая металлическая полоса. Пара роликов обычно расположена внутри резервуара 110 покрытия так, что она при выполнении процесса нанесения покрытия окружена покрывным материалом 300. Один из роликов выполнен в качестве ролика 160 коррекции с возможностью установки относительно другого ролика пары роликов, с целью сглаживания нежелательной выпуклости металлической полосы, если она присутствует. Для этого величина выпуклости металлической полосы 200 измеряется с помощью датчика 154 выпуклости и сравнивается с заданным номинальным пороговым значением выпуклости. Сравнение может осуществляться в управляющем блоке 190. Если размер выпуклости больше порогового значения выпуклости, то ролик коррекции под управлением управляющего блока 190 приставляется к металлической полосе.
После пары роликов в транспортировочном направлении R металлической полосы расположено продувочное приспособление 120, которое имеет щель 122, через которую направляется металлическая полоса 200.
Для выполнения равномерного обдува верхней и нижней стороны металлической полосы 200 важно прохождение металлической полосой 200 щели 122 продувочного приспособления 120 с заданным номинальным средним положением 128, изображенным на фиг. 2 в виде сплошной линии в направлении Х. Это номинальное среднее положение отличается, в частности, равномерными расстояниями, соответственно распределениями расстояний, до внутренних краев щели 122 продувочного приспособления 120. Наряду с желательным заданным номинальным средним положением на фиг. 2 показаны штриховыми линиями также возможные нежелательные фактические положения металлической полосы. Так, например, нежелательные фактические положения металлической полосы состоят в том, что она повернута относительно номинального среднего положения или сдвинута параллельно в направлении Y.
Кроме того, на фиг. 1 над продувочным приспособлением 120 показано электромагнитное стабилизирующее приспособление 140, которое в свою очередь имеет щель 142, через которую также направляется металлическая полоса 200. Также в этом случае металлическая полоса 200 предпочтительно проходит через щель 142 в заданном номинальном среднем положении 128, как показано на фиг. 2, для того чтобы создаваемые с помощью электромагнитного стабилизирующего приспособления 140 силы могли желаемым образом воздействовать равномерно на металлическую полосу 200 с целью стабилизации.
Для измерения отклонения фактического положения металлической полосы 200 от заданного номинального среднего положения, в щели 122 продувочного приспособления 120 предусмотрен датчик положения. Кроме того, предусмотрен регулировочный блок 180 для регулирования фактического положения металлической полосы 200 на заданное номинальное среднее положение в щели 122 продувочного приспособления, как пояснено выше со ссылкой на фиг. 2, посредством перемещения продувочного приспособления 120 с помощью перемещающего приспособления 130. Перемещение происходит в соответствии с измеренным датчиком 152 положением отклонения фактического положения от номинального среднего положения металлической полосы 200. Не обязательно, регулирование можно осуществлять также с дополнительным учетом измеряемого с помощью датчика 154 выпуклости размера выпуклости металлической полосы.
Датчик 152 положения и датчик 154 выпуклости являются оба частью блока 150 измерения металлической полосы. Функции датчика 152 положения и датчика 154 выпуклости могут быть реализованы, согласно одному примеру выполнения, с помощью обычно лазерного сенсорного блока, называемого также коротко лазером; в этом случае датчик 152 положения и датчик 154 выпуклости образуют конструктивный блок в виде сенсорного блока или блока измерения металлической полосы.
Согласно первой альтернативе, перемещение продувочного приспособления 120 может выполняться в зависимости от измеренного отклонения фактического положения металлической полосы от заданного номинального среднего положения в щели 122 продувочного приспособления. Другими словами, если устанавливается, что металлическая полоса 200 проходит через щель 122 не с номинальным средним положением 128, то продувочное приспособление 120 с помощью приспособления 130 перемещения перемещается так, что металлическая полоса проходит щель 122 продувочного приспособления снова с заданным номинальным средним положением 128 с целью обеспечения желаемого равномерного покрытия.
Согласно второй альтернативе или дополнительно, перемещение продувочного приспособления 120 может осуществляется также с учетом измеряемого с помощью блока 165 измерения ролика коррекции положения установки ролика 160 коррекции или его изменения. Для этого выход блока 165 измерения ролика коррекции соединен также с входом регулировочного блока 180. Таким образом, улучшается перемещение продувочного приспособления относительно желательной максимизации равномерности покрытия. Блок 165 измерения ролика коррекции может быть выполнен в виде двух кодеров, из которых один установлен на соответствующем приводе ролика 160 коррекции.
Блоки 150, 165 измерения металлической полосы и ролика коррекции предпочтительно выполнены с возможностью распознавания всех возможных отклонений фактического положения металлической полосы от заданного номинального среднего положения. К ним относятся, в частности, (параллельный) сдвиг металлической полосы в направлении Х или Y или поворот, как пояснялось выше применительно к фиг. 2. В соответствии с этим выполнено приспособление 130 перемещения, при подходящем управлении с помощью регулировочного блока 180, для перемещения любым образом, в частности для (параллельного) сдвига или поворота, продувочного приспособления 120 в плоскости поперек транспортировочного направления R с целью реализации прохождения металлической полосы в номинальном среднем положении. Изображение приспособления 130 перемещения в виде цилиндропоршневого блока приведено лишь в качестве примера и не имеет ограничительного характера.
Перечень позиций
100 - Устройство
110 - Резервуар покрытия
115 - Отклоняющий ролик
120 - Продувочное приспособление
122 - Щель продувочного приспособления
128 - Номинальное среднее положение металлической полосы в
продувочном приспособлении или в электромагнитном
стабилизирующем приспособлении
130 - Приспособление перемещения
140 - Электромагнитное стабилизирующее приспособление
142 - Щель электромагнитного стабилизирующего приспособления
150 - Блок измерения металлической полосы
152 - Датчик положения
160 - Ролик коррекции
165 - Блок измерения ролика коррекции
180 - Регулировочный блок
190 - Управляющий блок
200 - Металлическая полоса
300 - Материал покрытия
R - Направление транспортировки металлической полосы
X - Направление ширины металлической полосы в номинальном
среднем положении
Y - Направление поперек плоскости металлической полосы
Z - Направление перпендикулярно плоскости х-y
Изобретение относится к способу и устройству для покрытия металлической полосы жидким материалом покрытия, например цинком. В способе после пропускания металлической полосы (200) через резервуар (110) покрытия с жидким покрывным материалом (300) полосу (200) пропускают через щель (122) расположенного после упомянутого резервуара (110) продувочного приспособления (120), осуществляют измерение фактической выпуклости полосы (200) после выхода из резервуара (110) покрытия, при этом внутри резервуара (110) покрытия расположен ролик (160) коррекции, приставленный к металлической полосе (200) для ее сглаживания, когда размер фактической выпуклости превышает заданное допустимое пороговое значение выпуклости. При этом для усовершенствования способа осуществляют регулирование фактического положения металлической полосы (200) на заданное номинальное среднее положение в щели (122) продувочного приспособления (120) посредством перемещения продувочного приспособления в плоскости поперек направления транспортировки металлической полосы, измерение положения приставления ролика (160) коррекции или его изменения и перемещение продувочного приспособления (120) с учетом положения приставления ролика (160) коррекции. 2 н. и 4 з.п. ф-лы, 2 ил.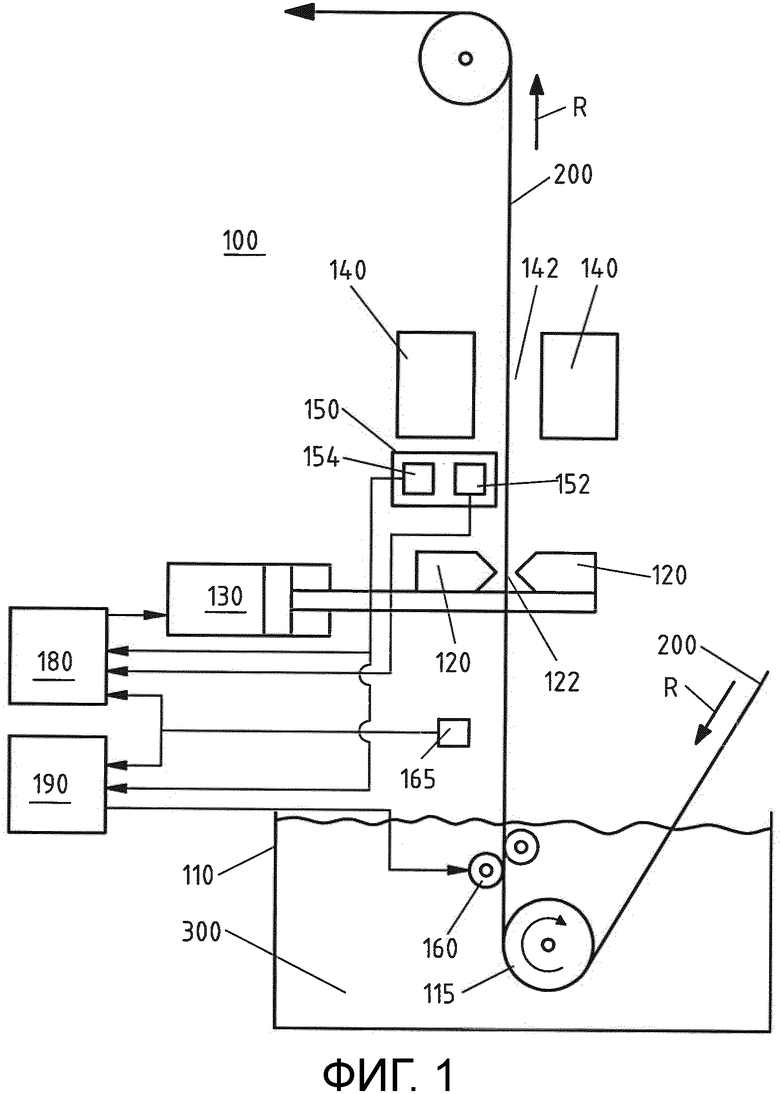
1. Способ покрытия металлической полосы (200) материалом (300) покрытия, включающий следующие стадии:
проведение подлежащей покрытию металлической полосы (200) через резервуар (110) покрытия, который заполнен жидким покрывным материалом (300), при этом покрывной материал прилипает к поверхности подлежащей покрытию металлической полосы; и
проведение покрытой металлической полосы (200) через щель (122) расположенного после резервуара (110) покрытия в направлении (R) транспортировки металлической полосы (200) продувочного приспособления (120) для сдувания избыточных частей еще жидкого покрывного материала (300) с поверхности металлической полосы;
измерение фактической выпуклости металлической полосы (200) после выхода из резервуара (110) покрытия; и
приставление расположенного внутри резервуара (110) покрытия ролика (160) коррекции к металлической полосе (200) для сглаживания металлической полосы, когда размер фактической выпуклости превышает заданное допустимое пороговое значение выпуклости, при этом на основании приставления ролика (160) коррекции изменяется фактическое положение металлической полосы (200) в щели продувочного приспособления (120);
отличающийся тем, что он дополнительно включает следующие стадии:
регулирование фактического положения металлической полосы (200) на заданное номинальное среднее положение в щели (122) продувочного приспособления (120) посредством перемещения продувочного приспособления в плоскости поперек направления транспортировки металлической полосы;
измерение положения приставления ролика (160) коррекции или его изменения; и
перемещение продувочного приспособления (120) с учетом положения приставления ролика (160) коррекции.
2. Способ по п. 1, отличающийся тем, что измеряют отклонение фактического положения металлической полосы (200) от номинального среднего положения в щели (122) продувочного приспособления (120), причем перемещение продувочного приспособления (120) осуществляют в зависимости от измеренного отклонения.
3. Способ по п. 1, отличающийся тем, что предусмотрена стабилизация металлической полосы (200) после выхода из резервуара (110) покрытия и продувочного приспособления (120) с помощью расположенного над продувочным приспособлением электромагнитного стабилизирующего приспособления (140).
4. Устройство (100) для покрытия металлической полосы (200) материалом (300) покрытия, содержащее:
резервуар (110) покрытия с роликом (160) коррекции, при этом резервуар (110) покрытия предназначен для заполнения жидким материалом покрытия, для пропускания металлической полосы (200), при этом материал покрытия прилипает к поверхности подлежащей покрытию металлической полосы (200); и
расположенное после резервуара (110) покрытия в направлении (R) транспортировки продувочное приспособление (120) с щелью (122) для пропускания металлической полосы (200) и для сдувания избыточных частей еще жидкого покрывного материала (300) с поверхности металлической полосы;
датчик (154) выпуклости для измерения фактической выпуклости металлической полосы (200) после выхода из резервуара (110) покрытия; и
управляющий блок (190) для приставления ролика (160) коррекции к металлической полосе (200), когда размер фактической выпуклости превышает заданное допустимое пороговое значение выпуклости;
отличающееся тем, что оно содержит
регулировочный блок (180) для регулирования фактического положения металлической полосы (200) на заданное номинальное среднее положение (128) в щели (122) продувочного приспособления (120) посредством перемещения продувочного приспособления (120) с помощью приспособления (130) перемещения в плоскости поперек направления транспортировки металлической полосы; и
блок (165) для измерения положения приставления ролика (160) коррекции или его изменения;
при этом продувочное приспособление (120) выполнено с возможностью перемещения с учетом положения приставления ролика (160) коррекции.
5. Устройство по п. 4, отличающееся тем, что оно содержит датчик (120) положения для измерения отклонения фактического положения металлической полосы (200) относительно номинального среднего положения (128) при прохождении через щель (122) продувочного приспособления (120) на основании приставления ролика коррекции к металлической полосе, а продувочное приспособление (120) выполнено с возможностью перемещения в зависимости от измеренного отклонения.
6. Устройство по п. 4 или 5, отличающееся тем, что оно содержит расположенное над продувочным приспособлением электромагнитное стабилизирующее приспособление (140) для стабилизации металлической полосы (200) после выхода из резервуара (110) покрытия и продувочного приспособления (120).
| JP 2003113460 A, 18.04.2003 | |||
| WO 9402658 A1, 03.02.1994 | |||
| JP 10298727 A, 10.11.1998 | |||
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ ПОЛОЖЕНИЯ ПОЛОСЫ | 2008 |
|
RU2436643C1 |

