Изобретение относится к текстильной промышленности и может быть использовано в электрометаллургии тяжелых цветных металлов и в частности для изготовления диафрагменных элементов анодных ячеек, используемых при получении электролитных никеля и кобальта из растворов хлорного выщелачивания никелевого порошка трубчатых печей по технологии электроэкстракции.
Электроэкстракция - это электрохимический процесс, протекающий в электролизной ванне, в которой находится очищенный от примесей электролит (католит), катоды (матрицы для осаждения никеля) и анодные ячейки. Анодная ячейка - это сборная конструкция, состоящая из диафрагменного элемента, в котором располагается нерастворимый анод.
Диафрагменный элемент обычно представляет собой изготовленный из диафрагменной ткани мешкообразный предмет, расположенный вокруг каркаса. В качестве диафрагм при процессе электролитического рафинирования никеля обычно используют лавсанохлопковые ткани или ткани, содержащие 100% химических волокон: полиэфирные (лавсановые), полипропиленовые, хлориновые, полиакрилонитриловые, поливинилспиртовые (куралоновые) и другие. Поверхностная плотность этих тканей находится в пределах от 320 до 900 г/м2 при толщине от 0,7 до 2,0 мм. Объемное заполнение этих тканей волокнистым материалом равно 50-65%, что обусловливает их пористость в пределах 45-50% и водопроницаемость от 100 до 280 л/м2⋅час [1-5].
До настоящего времени известные тканые диафрагмы соответствовали своему целевому назначению и широко используются в электрометаллургии. Однако в связи с переходом некоторых электрометаллургических предприятий на новый, прогрессивный для этой отрасли способ извлечения никеля из растворов хлорного выщелачивания методом электроэкстракции встала необходимость создания нового поколения диафрагменных тканей, обеспечивающих оптимальные технологические показатели проведения процессов электроэкстракции никеля, кобальта и других тяжелых цветных металлов. С этой целью исследователями - электрометаллургами экспериментально установлены количественные показатели эксплуатационных свойств диафрагменных тканей, наиболее полно соответствующих процессу электроэкстракции никеля. Согласно их рекомендациям диафрагменные ткани нового поколения должны удовлетворять следующим требованиям: содержать 100% химических волокон хемостойких в кислых средах, иметь поверхностную плотность равную 600±50 г/м2, пористость 25±10%, обуславливающую водопроницаемость ткани 100-280 л/м2⋅час [6-9].
При водопроницаемости диафрагменной ткани менее 100 л/м2⋅час диафрагменная перегородка будет обладать высоким электросопротивлением и как следствие приведет к повышению напряжения в электролизной ванне и увеличению затрат на электроэнергию производства никеля.
При использовании диафрагменной ткани, имеющей водопроницаемость более 280 л/м2⋅час произойдет дополнительное проникновение электролита через ткань в анодную ячейку и выделение хлора более допустимой нормы, в результате чего увеличится расход электролита, который выводится через штуцер из ячейки вместе с хлором и произойдет прогар диафрагменной ткани. Часть хлора выше допустимой нормы может попасть в рабочую зону персонала.
Экспериментально установлено, что оптимальной водопроницаемостью обладают диафрагменные ткани, содержащие 100% химических термопластичных нитей с заполнением по площади не менее 80%. Однако на современных ткацких станках практически можно изготовить суровые диафрагменные ткани с максимальным заполнением по площади до 75% [10]. Поэтому в настоящее время все диафрагменные ткани изготавливаются в два дискретных этапа: производят заполненную до 72-75% суровую диафрагменную ткань и подвергают ее термообработке, при которой происходит линейная усадка нитей, обусловливающая увеличение плотности по основе и утку, а следовательно, и увеличение заполнения ткани по площади.
Известен способ изготовления пористой диафрагмы из синтетической ткани, включающий выработку ткани на ткацком станке, обработку ее в жидкости и последующую термообработку. В качестве жидкости используется смесь ацетона с водой или метакрезол. Термообработку проводят начиная с температуры от 80°C и доводят ее до температуры плавления волокна [11].
Недостатком данного способа является предусмотренное регламентом обязательное нагревание ткани до температуры плавления волокон, что сокращает размеры межволоконных пор, необходимых для обеспечения заданной оптимальной проточности по электролиту, и может привести к деструкции нитей, образующих ткань. Кроме того, применяемые при данном способе пропиточные жидкости на основе ацетона или метакрезола высокотоксичны и требуют особых условий работы оборудования (отвод, улавливание и рекуперацию выделяемых паров) и обслуживающего персонала (применение защитной одежды, снаряжения, последующей профилактики и реабилитации).
Известен также способ изготовления пористой диафрагмы из хлориновой ткани, включающий в себя изготовление ткани на ткацком станке и последующее ее прессование и термообработку. При этом хлориновую ткань складывают вдвое и помещают в пресс, разогретый до 80-90°C, затем температуру равномерно повышают до 100-110°C и прессуют в этом интервале температур при давлении 4-12⋅105 Па в течение 5-10 минут, после чего пресс равномерно охлаждают до 80-90°C и извлекают из него готовую ткань для диафрагмы [12].
Недостатком этого способа является его высокая энерго- и трудозатратность, обусловленная необходимостью применения дополнительного процесса складывания вдвое (дублирование) диафрагменной ткани на специальной двоильной контрольно-мерильной машине и повышенной длительностью процесса термообработки, необходимой для дополнительного подогрева ткани от 80-90°C до 100-110°C и выдержки при этой температуре в течение 5-10 минут.
Наиболее близким по технической сущности и достигаемому результату является способ изготовления кордного полотна для покрышек пневматических шин, заключающийся в выработке ткани путем переплетения основных и уточных кордных нитей и последующей термообработке в валковом каландре в результате чего происходит линейная усадка нитей, обусловливающая увеличение плотности ткани по основе, т.е. ее заполнения [13, 14].
Данный способ повышения заполнения обрабатываемых тканей по площади применим только для кордных тканей, имеющих заполнение суровья по площади не более 15% и совсем не применим для дополнительного уплотнения суровых диафрагменных тканей, имеющих заполнение по площади свыше 72-75%.
Технической задачей настоящего изобретения является разработка рациональной структуры и способа изготовления диафрагменной ткани для электроэкстракции никеля из водных растворов, обладающей высокой степенью хемостойкости в кислых хлорсодержащих средах и степенью объемного заполнения волокнистым материалом, равном 70±2%, обеспечивающим заданную оптимальную водопроницаемость, количественно характеризующейся коррелирующим показателем водопроницаемости, равным 100-280 л/м2⋅ч.
Поставленная цель достигнута тем, что диафрагменная ткань для электроэкстракции никеля, выполненная полотняным переплетением из термопластичных химических, преимущественно полиэфирных, нитей основы и утка. При отношении линейных плотностей нитей основы и утка равном 2 поверхностное заполнение ткани равно 105±1%, ее объемное заполнение волокнистым материалом составляет 70±2%, а объемная пористость составляет 30±2%, что обуславливает водопроницаемость ткани в пределах 100-280 л/м2⋅час.
Способ изготовления такой диафрагменной ткани для электроэкстракции никеля заключается в подготовке текстильного сырья, выработке из него на ткацком станке ткани и последующем процессе контактной термообработки на валковом каландре. Обработка ткани происходит при нулевом зазоре между валами, отсутствием фрикции между валами и линейной скорости движения ткани, равной 14±2,5 м/мин. Перед поступлением в валковый каландр суровая диафрагменная ткань предварительно разогревается в термокамере с бесконтактными инфракрасными обогревателями, агрегированной непосредственно с валковым каландром. Подогрев и термообработка ткани производится при температуре, составляющей 68±2% от температуры размягчения химических нитей, содержащихся в ткани. При этом исходная суровая нетермообработанная ткань должна иметь поверхностное заполнение 102±1%, объемное заполнение 57±2% и объемную пористость равную 43±2%, обуславливающую водопроницаемость ткани в пределах 100-280 л/м2⋅час.
Указанные отличительные признаки, каждый в отдельности и все совместно, направлены на решение поставленной задачи и являются существенными. Так использование в предлагаемой диафрагменной ткани полиэфирных нитей позволило обеспечить ей высокую хемостойкость в кислых хлорсодержащих средах, каковыми являются растворы электролитов, используемых при электроэкстракции никеля. Аналогичную хемостойкость в кислых средах могут обеспечить химические нити из полипропиленовых, полиакрильных, хлориновых волокон. Принятое отношение линейных плотностей основы и утка, равное 2, позволило достичь высокой плотноемкости ткани по утку и оптимальное для данной ткани объемное заполнение волокнистым материалом, равное 70±2%. Двухстадиное дискретное изготовление ткани от нетермообработанной суровой ткани с максимальным для нее объемной массой равной 0,79±0,01 г/см3 до готовой термообработанной ткани с максимальным для нее объемной массой 0,97±0,01 г/см3, обеспечивает достаточное сопротивлением прохождению электрического тока, заданной оптимальной водопрницаемостью 100-280 л/м2⋅час.
Рекомендуемые температура нагрева и скорость движения обрабатываемой ткани взаимосвязаны. При температуре обработки ткани меньшей 66% от температуры размягчения нитей и скорости большей, чем 16,5 м/мин, не произойдет должной тепловой усадки ткани по площади и не будет достигнуто оптимального заполнения (не менее 70%) готовой ткани. При большей температуре обработки (свыше 70% от температуры размягчения нитей) может начаться деструкция («остекленение») элементарных волокон нитей.
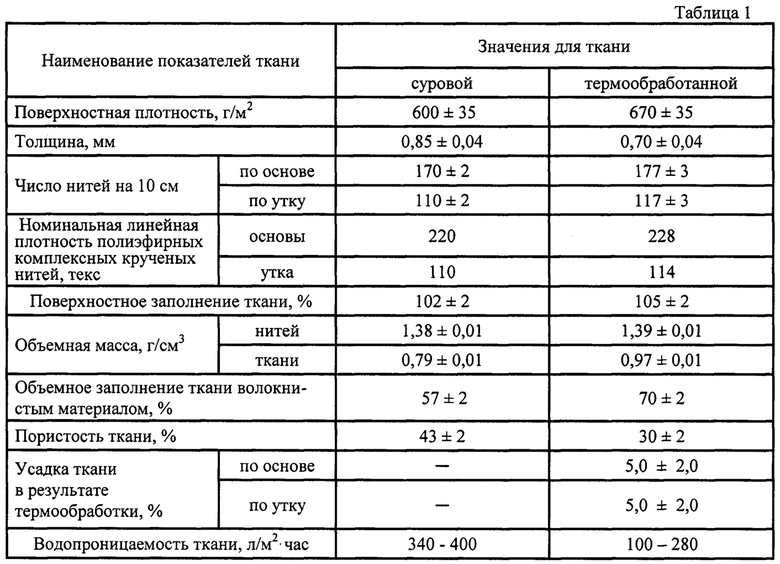
Для подтверждения технического результата изобретения был изготовлен экспериментальный образец диафрагменной ткани из полиэфирных нитей. Основные технические характеристики опытной диафрагменной ткани приведены в таблице 1.
Опытный образец диафрагменной ткани, изготовленный в соответствии с формулой изобретения, с положительным результатом испытан на АО «Кольская горно-металлургическая компания». По результатам испытаний диафрагменная ткань принята к промышленному применению. На предлагаемую диафрагменную ткань для электроэкстракции никеля составлены технические условия, а на процесс ее изготовления - технологический регламент.
Источники информации:
1. Баймаков Ю.В., Журин А.И. Электролиз в гидрометаллургии. М., 1963, с. 136-142, 316-326, 362-363.
2. Robinson D.J., Dau F. Cathode boxes and anode bags (electrode containers) in electrometallurgy (Катодные рамки и анодные мешки (электродные контейнеры в элетрометаллургии). FLTA 2000 Nickel/Cj, flt-6, Technical Proceeding, Technical Session 8, 15.05.2000.
3. Животницкий П.В. Пористые перегородки и мембраны. М., Химия, 1978, с. 41.
4. Патент РФ №2340706 по кл. С25В 13/08. Диафрагменный элемент ячейки для электролитического извлечения металлов из водных растворов.
5. Патент РФ №2152460 по кл. С25С 7/00, С25С 1/08. Катодная ячейка электролизера для электролитического рафинирования никеля.
6. Юрьев А.И., Грейвер М.Б., Литвиненко Э.С, Большаков Л.А. Определение физико-химических свойств диафрагменных материалов, используемых при получении электролитического никеля. // Ж. «Цветные металлы», 2004, №11, с. 48-50.
7. Грейвер М.Б., Юрьев А.И., Рябинин В.В., Большаков Л.А. «Структурные характеристики проницаемых мембран (диафрагменных материалов), применяемых в технологии катодного никеля». // Ж. «Цветные металлы», 2006, №12, с. 46-48.
8. Большаков Л.А., Юрьев А.И., Салимжанова Е.В. «Определение характеристик проницаемых мембран при их использовании в процессе электрорафинирования никеля». // Ж. «Цветные металлы», 2009, №11, с. 59-63.
9. Золотухина Л.В., Гончаренко Т.Е. Кизюн С.И., Юрьев А.И. Выбор материала диафрагмы для разделения катодного и анодного пространств в процессе электроэкстракции никеля. // Ж. «Цветные металлы», 2015, №6, с. 74-79.
10. Керимов С.Г., Попов Л.Н. Производство технических тканей (Оборудование и технология). - М., 1994, с. 199-201.
11. Патент РФ №2157428 по кл. С25В 13/08. Способ изготовления пористой диафрагмы из хлориновой ткани
12. Авторское свидетельство СССР №983152 по М. кл. С25В 13/08. Способ изготовления пористой диафрагмы из синтетической ткани и устройство для его осуществления.
13. Рагулин В.В. Технология шинного производства. М. 1975, с. 144-151.
14. Авторское свидетельство СССР №977528 по М. кл. D03D 13/00 9 (В29Н 9/02). Способ изготовления кордного полотна для покрышек пневматических шин.
| название | год | авторы | номер документа |
|---|---|---|---|
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ | 1997 |
|
RU2127780C1 |
| ТКАНАЯ ДИАФРАГМА | 2006 |
|
RU2340706C2 |
| ФИЛЬТРОВАЛЬНАЯ ТКАНЬ | 1995 |
|
RU2104344C1 |
| Текстильный материал для фильтрации горячих технологических газов и промышленного воздуха | 2021 |
|
RU2760532C1 |
| ПАРУСНАЯ ТКАНЬ | 1992 |
|
RU2041985C1 |
| Способ получения фильтрующего материала | 1981 |
|
SU1274733A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАЩИТНОЙ ТКАНИ, ОТРАЖАЮЩЕЙ УЛЬТРАФИОЛЕТОВОЕ ИЗЛУЧЕНИЕ | 2018 |
|
RU2689739C1 |
| ОГНЕТЕПЛОСТОЙКАЯ ДВУХСТОРОННЯЯ ТКАНЬ | 2001 |
|
RU2196194C1 |
| СПОСОБ ПОЛУЧЕНИЯ АРМИРОВАННОГО ПЛЕНОЧНОГО МАТЕРИАЛА | 1999 |
|
RU2165852C1 |
| МЕБЕЛЬНАЯ ТКАНЬ | 2019 |
|
RU2711712C1 |
Предложена диафрагменная ткань для электроэкстракции никеля и способ ее изготовления. Ткань выполнена полотняным переплетением из полиэфирных комплексных нитей основы и утка. Отношение линейных плотностей нитей основы и утка в ткани равно 2. Суровая нетермообработанная ткань имеет поверхностное заполнение 102±1%, объемное заполнение волокнистым материалом 57±2%, а отделанная термообработанная ткань имеет поверхностное заполнение 105±1%, межниточную пористость 30±1%.
Способ изготовления диафрагменной ткани для электроэкстракции никеля заключается в подготовке полиэфирного текстильного сырья, выработке из него на ткацком станке ткани и последующем процессе контактной термообработки на валковом каландре. Перед поступлением в валковый каландр суровая ткань предварительно разогревается в термокамере с бесконтактными инфракрасными обогревателями, агрегированной непосредственно с трехвалковым каландром. Подогрев и термообработка ткани производятся при температуре равной 68±2% от температуры размягчения волокна нити, при нулевом зазоре и отсутствии фрикции между валами каландра, при линейной скорости движения валов каландра, равной 14±2,5 м/мин.
В процессе термообработки пористость исходной суровой ткани от 42±2% снижается до 30±2%, а ее толщина уменьшается от 0,76±0,01 мм до 0,66±0,01 мм, при этом водопроницаемость ткани снижается с 380-400 л/м2⋅час до 100-280 л/м2⋅час.
Предложенная ткань может быть использована в металлургии тяжелых цветных металлов для изготовления элементов анодных ячеек при извлечении никеля и кобальта из растворов хлорного выщелачивания методом электроэкстракции. 2 н.п. ф-лы, 1 табл.
1. Диафрагменная ткань для электроэкстракции никеля, выполненная полотняным переплетением из термопластичных химических, преимущественно полиэфирных, нитей основы и утка, отличающаяся тем, что при поверхностном заполнении, равном 105±1%, ее объемное заполнение волокнистым материалом составляет 70±2%, а объемная пористость, равная 30±2%, обуславливает водопроницаемость ткани в пределах 100-280 л/м2⋅час.
2. Способ изготовления диафрагменной ткани для электроэкстракции никеля по п. 1, заключающийся в подготовке текстильного сырья, выработке из него на ткацком станке ткани и последующем процессе контактной термообработки на валковом каландре, сопровождающимся линейной усадкой нитей основы и утка, отличающийся тем, что перед поступлением в валковый каландр суровая диафрагменная ткань предварительно разогревается в термокамере с бесконтактными инфракрасными обогревателями, агрегированной непосредственно с валковым каландром, а подогрев и термообработка ткани производятся при температуре, составляющей 68±2% от температуры размягчения химических нитей, содержащихся в ткани, при этом исходная суровая нетермообработанная ткань должна иметь поверхностное заполнение 102±1%, объемное заполнение 57±2% и объемную пористость, равную 43±2%.
| RU 2013149893 A, 20.05.2015 | |||
| Ручной насос | 1928 |
|
SU18053A1 |
| US 20060042936 A1, 02.03.2006 | |||
| EP 1788654 B1, 16.11.2011. | |||

