Изобретение относится к способу изготовления многослойного стекла с отражающим инфракрасное излучение покрытием на пленочной подложке.
Оконные стекла в автомобильной отрасли, которые оснащены отражающим инфракрасное излучение электропроводным покрытием, достаточно известны специалисту. Подобные покрытия благодаря их свойствам отражать инфракрасное излучение уменьшают нежелательное разогревание внутреннего пространства солнечным излучением. Применяемые покрытия, как правило, имеют хорошую электрическую проводимость, которая обеспечивает возможность нагревания покрытия, так что оконное стекло может поддерживаться свободным ото льда и водного конденсата. При этом покрытия содержат электропроводящие слои, в частности, на основе серебра. Покрытия обычно имеют электрический контакт с двумя токосборными шинами (также называемыми токосборными проводниками или электрическими шинами), между которыми ток протекает через нагреваемое покрытие. Нагревание этого типа описано, например, в патентных документах WO 03/024155 A2, US 2007/0082219 A1 и US 2007/0020465 A1, которые представляют системы слоев из многочисленных серебряных слоев, которые дополнительно снижают удельное поверхностное сопротивление проводящего покрытия. Подобные покрытия не только могут нагреваться электрическим током, но также имеют способность отражать инфракрасное излучение, благодаря чему сокращается разогревание внутреннего салона автомобиля, в особенности при длительных остановках транспортного средства. Эти системы слоев тем самым имеют особенное значение не только в плане относящегося к безопасности аспекта, такого как неограниченная видимость, но также по экологическим соображениям, например, сокращения выбросов вредных веществ и улучшения комфортности транспортного средства.
Специалисту достаточно известны такие способы, как, например, стимулируемое магнитным полем катодное распыление для осаждения подобных слоистых систем. Осаждение прозрачного отражающего инфракрасное излучение электропроводного покрытия может быть по выбору выполнено на обращенных внутрь сторонах наружной пластины или внутренней пластины стекла, или также на пленочной подложке, которая размещается между пластинами. Нанесение покрытия непосредственно на поверхности пластин стекла является предпочтительным по экономическим соображениям, прежде всего при производстве больших количеств изделий, тогда как применение пленочной подложки с отражающим инфракрасное излучение покрытием обеспечивает особенно высокую гибкость в отношении изготовления.
Патентный документ EP 0 371 949 A1 раскрывает многослойное стекло с солнцезащитным покрытием, которое включает две ламинирующих пленки и размещенную между ними пленочную подложку с металлическим и диэлектрическим слоем. Способ изготовления подобного стекла в первой стадии предусматривает изготовление трехслойной структуры из ламинирующих пленок и покрытой пленочной подложки, причем пленочная подложка размещается между ламинирующими пленками. Это имеет то преимущество, что ламинирующие пленки защищают чувствительную к царапанию поверхность покрытия.
Чтобы предотвратить коррозию отражающего инфракрасное излучение покрытия, обусловленную влагой и влияниями окружающей среды, краевая область покрытия является электроизолированной, или, в случае покрытой пленочной подложки, предусматривается срезание пленочной подложки в краевой области. Однако при применении трехслойной структуры из ламинирующих пленок и пленочной подложки согласно патентному документу EP 0 371 949 A1 выполнение селективного срезания пленочной подложки оказывается затруднительным, поскольку она с обеих сторон прикрыта ламинирующими пленками. Использование отдельной пленочной подложки с отражающим инфракрасное излучение покрытием также неблагоприятно, так как покрытие является чувствительным к коррозии и легко процарапывается.
Патентный документ US 2002/0094407 A1 показывает способ, в котором пленочная подложка со структурой из одного или многих тонких слоев с термическими свойствами размещается между двумя ламинирующими пленками, и на нее наслаиваются две стеклянных пластины. Помимо всего прочего, описано изготовление промежуточного слоя, который состоит только из пленочной подложки со структурой или из пленочной подложки со структурой и ламинирующей пленки. В указанном последним случае последовательность PVB/PET/функциональный(-ные) слой(слои) задается как безусловная, причем функциональный(-ные) слой(слои) открыты к внешнему окружению. Несмотря на конкретную последовательность, слои промежуточного слоя не связаны друг с другом, скорее соединен между собой композит из двух стеклянных пластин, двух ламинирующих пленок и промежуточного слоя.
В основу настоящего изобретения положена задача создания способа изготовления многослойного стекла с отражающим инфракрасное излучение покрытием на пленочной подложке, в котором предотвращается повреждение отражающего инфракрасное излучение покрытия, и возможно выполнение срезания пленочной подложки в краевой области простыми средствами.
Задача настоящего изобретения решается согласно изобретению посредством способа изготовления многослойного стекла соответственно пункту 1 формулы изобретения. Предпочтительные варианты исполнения следуют из зависимых пунктов формулы изобретения.
Изобретение относится к способу изготовления многослойного стекла, включающему стадии
а) изготовления пленочной подложки с отражающим инфракрасное излучение покрытием,
b) наложения первой ламинирующей пленки на отражающее инфракрасное излучение покрытие пленочной подложки,
с) соединения пленочной подложки и первой ламинирующей пленки с образованием двухслойной структуры,
d) наложения двухслойной структуры на наружную пластину или внутреннюю пластину, причем первая ламинирующая пленка прилегает по поверхности к наружной пластине или внутренней пластине, и наложения второй ламинирующей пленки на двухслойную структуру, причем вторая ламинирующая пленка прилегает по поверхности к двухслойной структуре,
е) наложения наружной пластины или внутренней пластины на вторую ламинирующую пленку,
f) автоклавирования пакета слоев, включающего, в этой последовательности,
- наружную пластину,
- двухслойную структуру из первой ламинирующей пленки (с первой ламинирующей пленкой в контакте с наружной пластиной) и пленочной подложки с отражающим инфракрасное излучение покрытием (с отражающим инфракрасное излучение покрытием, размещенным внутри между пленочной подложкой и первой ламинирующей пленкой),
- вторую ламинирующую пленку, и
- внутреннюю пластину,
с образованием многослойного стекла.
В этом соответствующем изобретению способе сначала в стадиях b) и с) формируется двухслойная структура из первой ламинирующей пленки и пленочной подложки, причем отражающее инфракрасное излучение покрытие оказывается размещенным между пленочной подложкой и первой ламинирующей пленкой. Благодаря этому отражающее инфракрасное излучение покрытие защищается от царапин и коррозии, и тем самым может подвергаться дальнейшей обработке без соответствующих мер предосторожности.
Напротив, в известных согласно прототипу способах применяются конфигурации пленки, в которых отражающее инфракрасное излучение покрытие размещено открытым, то есть, не защищено от воздействия внешней окружающей среды. При этом во время процесса изготовления либо подвергается обработке отдельная пленочная подложка с отражающим инфракрасное излучение покрытием, либо применяется двухслойная структура из первой ламинирующей пленки и пленочной подложки, покрытие на которой не укрыто ламинирующей пленкой. Такое размещенное открытым покрытие должно быть защищено от шероховатых поверхностей и влаги. Для этого в процессе изготовления предпринимаются дорогостоящие меры, например, такие как переноска в перчатках и медицинская маска для производственного персонала. Влаги, нанесенной одним отпечатком пальца или каплей слюны, уже достаточно, чтобы при нагревании в процессе автоклавирования создавалось место коррозии, которое будет четко видно в готовом изделии. Подобные дефекты изделия могут быть полностью устранены соответствующим изобретению способом.
В стадии с) двухслойная структура предпочтительно накладывается на наружную пластину, и в стадии е) пакет слоев накрывается внутренней пластиной. Вследствие трехмерного изгибания оконного стекла это является благоприятным потому, что тем самым двухслойная структура прилегает к внутренней стороне наружной пластины, которая обычно имеет вогнутую форму изгиба, благодаря чему упрощается позиционирование пакета слоев.
После обработки пакета слоев в автоклаве согласно стадии f) соответствующего изобретению способа наружная пластина и внутренняя пластина соединяются друг с другом посредством промежуточного слоя из ламинирующих пленок и пленочной подложки, причем отражающее инфракрасное излучение покрытие размещается по поверхности между наружной пластиной и внутренней пластиной.
Изготовленное соответствующим изобретению способом многослойное стекло включает внутреннюю пластину и наружную пластину. При этом под внутренней пластиной подразумевается та пластина, которая в смонтированном состоянии обращена к внутреннему пространству транспортного средства. Под наружной пластиной подразумевается та пластина, которая в смонтированном состоянии обращена к внешней окружающей транспортное средство среде.
Если первый слой всей площадью размещается поверх второго слоя, то в смысле изобретения это значит, что первый слой находится более отдаленно от ближайшей подложки, чем второй слой. Если первый слой размещается под вторым слоем, то в смысле изобретения это означает, что второй слой находится более отдаленно от ближайшей подложки, чем первый слой.
Слой в смысле изобретения может состоять из одного материала. Но слой может также включать два или более отдельных слоев из различных материалов.
Если первый слой размещен над или под вторым слоем, то в смысле изобретения это не обязательно значит, что первый и второй слой находятся в непосредственном контакте друг с другом. Между первым и вторым слоями могут быть размещены один или многие дополнительные слои, если это явным образом не исключается. Если первый и второй слои являются непосредственно смежными, то между первым и вторым слоями не находятся дополнительные слои, и они по поверхности непосредственно контактируют друг с другом.
В одном предпочтительном варианте исполнения соответствующего изобретению способа пленочная подложка и первая ламинирующая пленка в стадии с) соединяются под действием давления и при температуре от 40°С до 80°С с образованием двухслойной структуры. В этом температурном диапазоне пленки проявляют хорошее сцепление друг с другом. Тем самым отражающее инфракрасное излучение покрытие между пленочной подложкой и первой ламинирующей пленкой хорошо защищено, так как в двухслойную структуру не могут попадать никакие посторонние частицы. При более низких температурах во время последующей дополнительной обработки двухслойной структуры может происходить исчезновение адгезии между первой ламинирующей пленкой и пленочной подложкой. Слишком высокие температуры приводят к тому, что пленки больше не могут быть отслоены друг от друга без остатков и повреждений. Как оказалось, особенно хорошо пригодным является температурный диапазон от 45°С до 65°С, чтобы образовать двухслойную структуру с достаточным сцеплением, но не со слишком высокой адгезией. В частности, первая ламинирующая пленка и пленочная подложка соединяются при температуре 55°С.
Пленочная подложка и первая ламинирующая пленка предпочтительно соответственно разматываются с рулона, соединяются в двухслойную структуру, и двухслойная структура наматывается на рулон. Для изготовления двухслойной структуры находящиеся в намотанной форме пленочная подложка и первая ламинирующая пленка разматываются, нагреваются, например, пропусканием через печь, и затем спрессовываются друг с другом с помощью пресса или пары валиков. В одном предпочтительном варианте исполнения пленочная подложка и первая ламинирующая пленка разматываются в непрерывном процессе, накладываются друг на друга и соединяются друг с другом посредством пары нагретых валиков. Приложение давления валиками и теплоперенос на пленки при пропускании через валики являются достаточными для достижения достаточного сцепления пленок. Сама двухслойная структура может быть после этого приведена в рулонную форму, благодаря чему упрощается хранение и транспортирование двухслойной структуры.
Объединенные в стадии d) технологические этапы (наложение двухслойной структуры на стеклянную пластину и наложение второй ламинирующей пленки на двухслойную структуру) могут быть выполнены в любой последовательности. Так, двухслойная структура может быть сначала уложена на наружную пластину, и затем покрыта второй ламинирующей пленкой, или, альтернативно, на первом этапе вторая ламинирующая пленка укладывается на двухслойную структуру, и затем пакет слоев накладывается на наружную пластину.
Необязательно, перед наложением второй ламинирующей пленки в стадии d) по меньшей мере в краевой области многослойного стекла удаляется пленочная подложка с отражающим инфракрасное излучение покрытием. При этом краевая область определяется как часть пленочной подложки, находящаяся внутри на расстоянии х до окружной кромки пластин (наружной пластины, внутренней пластины). Обычно расстояние х составляет величины между 3 мм и 350 мм так, что выполняется срезание пленочной подложки как раз до этого значения. Значение х при этом не только зависит от варианта применения и формования оконного стекла (например, бокового стекла, заднего стекла или ветрового стекла), но также варьирует в пределах одного многослойного стекла. Особенно в случае ветрового стекла, на обращенной к двигателю кромке выполняется сравнительно большое срезание (например, с х между 200 мм и 350 мм), тогда как на обращенной к крыше (например, х=20 мм) и к боковым передним стойкам кромкам (например, х=10 мм) делается существенно меньшее срезание. В этом смысле, согласно порядку монтажа автомобильного кузова, обращенной к двигателю кромкой называется обращенный к моторному отсеку край многослойного стекла, тогда как противолежащая обращенная к крыше кромка граничит с потолком крыши транспортного средства. А-балками называются передние стойки кузова, которые находятся между ветровым стеклом и боковым стеклом. Боковой срез является переменным также в пределах кромки стекла. Так, значение х на обращенной к двигателю кромке, как правило, увеличивается от передних стоек по направлению к середине обращенной к двигателю кромки. На обращенная к крыше кромке, в зависимости от варианта исполнения, имеет место подобный порядок. Соответственно этому, размер покрытой пленочной подложки выбирается несколько меньшим, чем размер обеих ламинирующих пленок. Область без пленочной подложки вследствие ее меньшей ширины без проблем может быть покрыта непрозрачной трафаретной печатью, как это является обычным в прототипе. Тем самым переход между каемкой без пленочной подложки и остальным стеклом перекрывается трафаретной печатью и не выглядит как мешающий видимости край. В краевой области многослойного стекла обе ламинирующих пленки непосредственно накладываются друг на друга. Пленочная подложка с отражающим инфракрасное излучение покрытием при этом полностью охватывается ламинирующими пленками так, что предотвращается коррозия отражающего инфракрасное излучение покрытия от воздействия окружающей среды, например, такого как влага.
Кроме того, в стадии d) может быть необходимым удаление пленочной подложки в других областях, например, при применении датчиков позади многослойного стекла. При использовании датчиков, которые принимают или посылают излучение в инфракрасной области спектра, отражающее инфракрасное излучение покрытие должно быть удалено в рабочей зоне датчика. Для этого перед укладкой второй ламинирующей пленки пленочная подложка с отражающим инфракрасное излучение покрытием удаляется в области по меньшей мере одного окошка для датчика. Тем самым после удаления пленочной подложки в области окошка для датчика обе ламинирующих пленки непосредственно прилегают друг к другу. В одном возможном варианте исполнения окошко для датчика непосредственно примыкает к выполненному по периметру боковому срезу. В этом случае срезание пленочной подложки в области окошка для датчика выполняется одновременно с ним.
Отражающее инфракрасное излучение покрытие предпочтительно содержит серебро и/или электропроводящий оксид, в особенности предпочтительно серебро, диоксид титана, нитрид алюминия и/или оксид цинка, причем наиболее предпочтительно используется серебро.
Отражающее инфракрасное излучение покрытие предпочтительно является прозрачным. Под этим в смысле изобретения подразумевается покрытие, которое в спектральной области от 500 нм до 700 нм имеет коэффициент светопропускания свыше 70%. Таким образом, речь идет о покрытии, которое предусматривается и пригодно для того, чтобы быть нанесенным на оконное стекло по существу по поверхности, причем остается неизменной сквозная видимость.
Некоторые из известных в автомобильной отрасли отражающих инфракрасное излучение покрытий одновременно обладают очень хорошей электрической проводимостью, которая позволяет нагревать оконное стекло приложением электрического напряжения к покрытию. Соответствующее изобретению отражающее инфракрасное излучение покрытие в одном предпочтительном варианте исполнения представляет собой электропроводящее покрытие. Отражающее инфракрасное излучение электропроводящее покрытие имеет по меньшей мере один электропроводящий слой. Покрытие может дополнительно иметь диэлектрические слои, которые служат, например, для регулирования удельного сопротивления слоя, для защиты от коррозии или для уменьшения отражения. Проводящий слой предпочтительно содержит серебро или электропроводящий оксид (прозрачный проводящий оксид, TCO), такой как оксид индия-олова (оксид индия-олова, ITO). Проводящий слой предпочтительно имеет толщину от 10 нм до 200 нм. Для улучшения проводимости при одновременно высокой прозрачности покрытие может иметь многочисленные электропроводящие слои, которые отделены друг от друга по меньшей мере одним диэлектрическим слоем. Проводящее покрытие может содержать, например, два, три или четыре электропроводящих слоя. Как правило, диэлектрические слои содержат оксиды или нитриды, например, нитрид кремния, оксид кремния, нитрид алюминия, оксид алюминия, оксид цинка или оксид титана. Применение подобных отражающих инфракрасное излучение электропроводящих покрытий не ограничивается вариантами исполнения нагреваемых многослойных стекол. Указанные отражающие инфракрасное излучение электропроводящие покрытия используются также в стеклах без функции нагревания, причем в этом случае покрытие решает только задачу защиты от солнца.
В одном особенно предпочтительном варианте исполнения отражающее инфракрасное излучение электропроводящее покрытие имеет по меньшей мере один электропроводящий слой, который содержит серебро, предпочтительно по меньшей мере 99% серебра. Толщина электропроводящего слоя предпочтительно составляет от 5 нм до 50 нм, в особенности предпочтительно от 10 нм до 30 нм. Покрытие предпочтительно имеет два или три таких проводящих слоя, которые отделены друг от друга по меньшей мере одним диэлектрическим слоем. Такие покрытия являются особенно полезными в отношении, во-первых, прозрачности стекла, и, во-вторых, своей проводимости.
Удельное электрическое сопротивление слоя в отражающем инфракрасное излучение электропроводящем покрытии предпочтительно составляет от 0,5 Ом/квадрат до 7,5 Ом/квадрат. Тем самым при обычно применяемых в автомобильной области напряжениях достигаются благоприятные мощности нагревания, причем незначительное удельное электрическое сопротивление слоя при одинаковом приложенном напряжении приводит к повышенным мощностям нагревания.
Примеры конфигураций слоев, которые одновременно имеют высокую электрическую проводимость и отражающее инфракрасное излучение действие, известны специалисту из патентных документов WO 2013/104439 и WO 2013/104438.
В одном возможном варианте исполнения соответствующего изобретению способа между стадиями с) и d) в двухслойную структуру вводятся по меньшей мере два токосборных проводника так, что токосборные проводники образуют электропроводящие контакты с отражающим инфракрасное излучение покрытием. В качестве отражающего инфракрасное излучение покрытия при этом применяется электропроводящее покрытие. Токосборные проводники предусматриваются для того, чтобы создавать соединение с внешним источником питания так, что ток протекает между токосборными проводниками через проводящее покрытие. Покрытие действует так, как нагревательный слой, и нагревает многослойное стекло вследствие своего электрического сопротивления, например, чтобы удалить со стекла лед или устранить водный конденсат.
Для введения токосборных проводников предпочтительно удаляется первая ламинирующая пленка в областях, в которых должны наноситься токосборные проводники. В результате этого срезания первой ламинирующей пленки становится доступным отражающее инфракрасное излучение электропроводящее покрытие, и может образовывать электрический контакт через токосборные проводники. Поскольку двухслойная структура составляет только разъемный предкомпозит из ламинирующей пленки и пленочной подложки с покрытием, область В ламинирующей пленки может быть отделена разрезом по периметру и снята с ламинирующей пленки, без того, что это приведет к повреждению одного из слоев. После нанесения токосборных проводников срезанная область В первой ламинирующей пленки укладывается точно на то же место, с которого была удалена, и тем самым покрывает токосборные проводники. После этого двухслойная структура с токосборными проводниками, как уже описано, в стадиях d)-f) соответствующего изобретению способа ламинируется с образованием многослойного стекла. По время процесса ламинирования в стадии f) ламинирующие пленки подплавляются так, что вырезанная область первой ламинирующей пленки уже не может быть выявлена как таковая.
Нанесение токосборных проводников может быть выполнено, в частности, наложением, напечатанием, припаиванием или приклеиванием.
В одном предпочтительном варианте исполнения токосборные проводники выполнены в виде полосок электррпроводящей фольги. Тогда токосборные шины содержат, например, по меньшей мере алюминий, медь, луженую медь, золото, серебро, цинк, вольфрам и/или олово, или их сплавы. Полоски предпочтительно имеют толщину от 10 мкм до 500 мкм, в особенности предпочтительно от 30 мкм до 300 мкм. Полоски из электропроводящей фольги с такими толщинами технически просты в исполнении и имеют благоприятную предельно допустимую силу тока. Полоски могут быть электропроводно соединены с электропроводящим покрытием, например, через припой, посредством электропроводящего клея или электропроводящей липкой ленты, или непосредственным наложением. Для улучшения проводящего соединения между проводящим покрытием и токосборными проводниками может быть размещена, например, содержащая серебро паста.
В альтернативном варианте, токосборные проводники могут быть выполнены как напечатанная и подвергнутая вжиганию структура. Напечатанные токосборные проводники содержат по меньшей мере металл, предпочтительно серебро. Электрическая проводимость обеспечивается главным образом содержащимися в токосборных проводниках металлическими частицами, в особенности предпочтительно частицами серебра. Металлические частицы могут находиться в органической и/или неорганической матрице, такой как пасты или чернила, предпочтительно в виде кальцинированной пасты для трафаретной печати со стеклянной фриттой. Толщина слоя напечатанных токосборных шин предпочтительно составляет от 5 мкм до 40 мкм, в особенности предпочтительно от 8 мкм до 20 мкм, и наиболее предпочтительно от 10 мкм до 15 мкм. Напечатанные токосборные проводники с такими толщинами технически просты в исполнении и имеют благоприятную предельно допустимую силу тока.
Отражающее инфракрасное излучение покрытие перед стадией а) наносится на пленочную подложку физическим осаждением из газовой фазы (PVD), в особенности предпочтительно с помощью стимулируемого магнитным полем катодного распыления (магнетронного распыления). Подходящие способы достаточно известны специалисту.
Изготовление многослойного стекла ламинированием выполняется обычными, общеизвестными для специалиста способами, например, способом автоклавирования, способом с использованием вакуумного мешка, способом с использованием вакуумного кольца, способом каландрования, с помощью вакуумным ламинаторов, или их комбинаций. При этом соединение наружной пластины и внутренней пластины обычно производится под действием нагревания, вакуума и/или давления.
Кроме того, изобретение включает многослойное стекло, которое изготавливается соответствующим изобретению способом. Многослойное стекло включает размещенные по поверхности друг на друге:
- наружную пластину с наружной стороной и внутренней стороной,
- первую ламинирующую пленку на внутренней стороне наружной пластины,
- пленочную подложку с отражающим инфракрасное излучение покрытием, причем электропроводящее покрытие прилегает к первой ламинирующей пленке,
- вторую ламинирующую пленку, и
- внутреннюю пластину с внутренней стороной и наружной стороной, внутренняя сторона которой прилегает ко второй ламинирующей пленке.
При этом первая ламинирующая пленка, отражающее инфракрасное излучение покрытие и пленочная подложка присутствуют как предкомпозит в форме двухслойной структуры. При этом двухслойная структура состоит из первой ламинирующей пленки, отражающего инфракрасное излучение покрытия и пленочной подложки именно в этой последовательности. Поскольку покрытие размещается между первой ламинирующей пленкой и пленочной подложкой, оно защищено от повреждений при обработке предварительно соединенной двухслойной структуры во время последующего процесса изготовления многослойного стекла. Благодаря этому обеспечивается возможность высокого качества изделия. Обследованием ламинированного многослойного стекла специалист может выяснить, были ли введены первая ламинирующая пленка и пленочная подложка с отражающим инфракрасное излучение покрытием в виде предварительно соединенной двухслойной структуры. Это возможно, например, по выявлению следов давления или нажима, которые возникают при механическом спрессовывании нагретых пленок с образованием предварительно соединенной двухслойной структуры.
Отражающее инфракрасное излучение покрытие содержит по меньшей мере серебро и/или электропроводящий оксид. Примерные составы уже были описаны в изложении соответствующего изобретению способа.
Ламинирующие пленки содержат по меньшей мере термопластичный полимер, предпочтительно этиленвинилацетат (EVA), поливинилбутираль (PVB) или полиуретан (PU), или их смеси, или сополимеры, или производные, в особенности предпочтительно поливинилбутираль. Толщина ламинирующих пленок предпочтительно составляет от 0,2 мм до 2 мм, в особенности предпочтительно от 0,3 мм до 1 мм, например, 0,38 мм или 0,76 мм.
Пленочная подложка предпочтительно содержит по меньшей мере полиэтилентерефталат (PET), полиэтилен (PE), или их смеси, или сополимеры, или производные. Это является особенно благоприятным для условий обращения, стабильности и оптических характеристик пленочной подложки. Пленочная подложка предпочтительно имеет толщину от 5 мкм до 500 мкм, в особенности предпочтительно от 10 мкм до 200 мкм, и наиболее предпочтительно от 12 мкм до 75 мкм. Пленочные подложки с такими толщинами могут быть благоприятным образом изготовлены в форме гибких и в то же время стабильных пленок, хорошо поддающихся обработке.
Наружная пластина и/или внутренняя пластина предпочтительно содержит стекло, в особенности предпочтительно листовое стекло, флоат-стекло, кварцевое стекло, боросиликатное стекло, известково-натриевое стекло, или синтетические материалы, предпочтительно жесткие синтетические материалы, в частности, полиэтилен, полипропилен, поликарбонат, полиметилметакрилат, полистирол, полиамид, сложный полиэфир, поливинилхлорид, и/или смеси или сополимеры их.
Толщина пластин может варьировать в широких пределах и тем самым в точности согласовываться с требованиями конкретной ситуации. Толщины наружной пластины и внутренней пластины предпочтительно составляют от 0,5 мм до 10 мм, и предпочтительно от 1 мм до 5 мм, наиболее предпочтительно от 1,4 мм до 3 мм.
Наружная пластина, внутренняя пластина или промежуточный слой могут быть прозрачными и бесцветными, но также тонированными, замутненными или окрашенными. Наружная пластина и внутренняя пластина могут состоять из предварительно ненапряженного, частично предварительно напряженного или предварительно напряженного стекла.
Кроме того, изобретение включает применение изготовленного соответствующим изобретению способом многослойного стекла в качестве стекла транспортного средства, стекла судовых иллюминаторов, или стекла в самолетах, в качестве остекления строений или архитектурного остекления, предпочтительно в качестве стекла транспортного средства, в особенности предпочтительно в качестве бокового стекла, ветрового стекла или заднего стекла.
Далее изобретение более подробно разъясняется с помощью чертежей и примеров осуществления. Чертежи представляют собой сугубо схематические изображения, и выполнены не в масштабе. Чертежи никоим образом не ограничивают изобретение.
Как показано:
Фигуры 1а и 1b представляют в разрезе соответствующее изобретению многослойное стекло без функции нагревания,
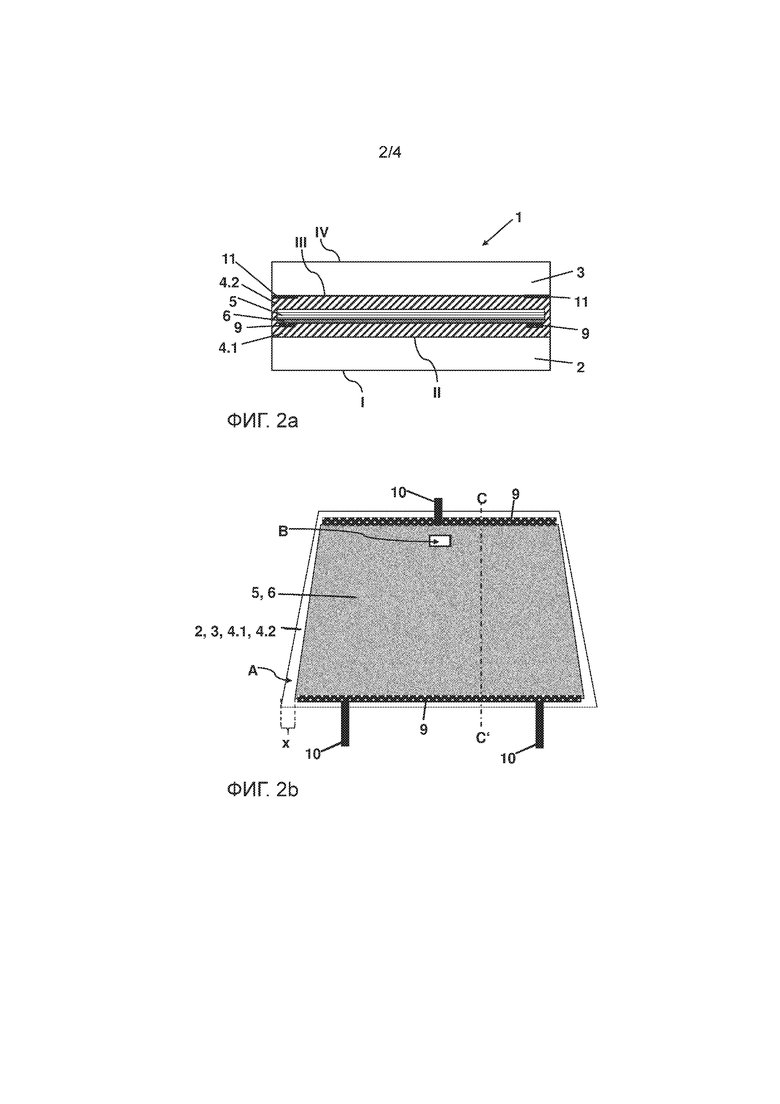
Фигура 2а представляет в разрезе соответствующее изобретению многослойное стекло с функцией нагревания,
Фигура 2b представляет вид сверху соответствующего изобретению многослойного стекла согласно Фигуре 2а,
Фигура 3 представляет технологическую блок-схему соответствующего изобретению способа
Фигура 4 представляет технологическую блок-схему не соответствующего изобретению способа в качестве сравнительного примера
Фигуры 1а и 1b показывают в разрезе соответствующее изобретению многослойное стекло 1, здесь в варианте исполнения без функции нагревания. Многослойное стекло 1 было изготовлено описываемым в Фигуре 3 соответствующим изобретению способом. Многослойное стекло состоит из наружной пластины 2 из известково-натриевого стекла с толщиной 2,1 мм, промежуточного слоя 8 и внутренней пластины 3 из известково-натриевого стекла с толщиной 1,6 мм. Промежуточный слой 8 опять же состоит из двухслойной структуры 7 и второй ламинирующей пленки 4.2. К внутренней стороне II наружной пластины 2 прилегает двухслойная структура 7. Двухслойная структура 7 состоит из первой ламинирующей пленки 4.1 и пленочной подложки 5 с отражающим инфракрасное излучение покрытием 6, причем отражающее инфракрасное излучение покрытие 6 размещается между первой ламинирующей пленкой 4.1 и пленочной подложкой 5. Двухслойная структура 7 прилегает к наружной пластине 2 так, что первая ламинирующая пленка 4.1 по поверхности размещается на внутренней стороне II. К пленочной подложке 5 двухслойной структуры 7 по поверхности прилегает вторая ламинирующая пленка 4.2. Пакет слоев завершается внутренней пластиной 3, внутренняя сторона III которой по поверхности прилегает ко второй ламинирующей пленке 4.2. Наружная сторона IV внутренней пластины 3 после монтажа многослойного стекла 1 на транспортном средстве обращена к внутреннему пространству транспортного средства, тогда как наружная сторона I наружной пластины 2 обращена к внешней окружающей среде. Ламинирующие пленки 4.1, 4.2 соответственно сформированы из PVB-пленки с толщиной 0,38 мм. Пленочная подложка 5 состоит из PET-пленки с толщиной 50 мкм, на которую нанесено содержащее серебро покрытие в качестве отражающего инфракрасное излучение покрытия 6. Отражающее инфракрасное излучение покрытие 6 могло бы также использоваться в качестве нагревательного слоя, так как оно имеет достаточно высокую проводимость. Однако в этом варианте исполнения оно используется только для экранирования нежелательного теплового излучения. В краевой области А многослойного стекла пленочная подложка 5 с отражающим инфракрасное излучение покрытием 6 срезана на величину х, которая определяет расстояние до окружной кромки многослойного стекла 1, причем х варьирует между по меньшей мере 10 мм на стороне передних стоек и максимально 300 мм на обращенной к двигателю кромке. В этой области А пленочная подложка 5 и отражающее инфракрасное излучение покрытие 6 полностью удалены. В еще одной области В пленочная подложка 5 с отражающим инфракрасное излучение покрытием 6 удалена, так как эта область предусмотрена для монтажа датчика позади многослойного стекла 1 во внутреннем пространстве транспортного средства. На траектории излучения датчика отражающее инфракрасное излучение покрытие 6 должно быть удалено, чтобы обеспечивать беспрепятственное пропускание излучения и возможность неограниченного функционирования датчика. В этой области также вырезается пленочная подложка 5. Фигура 1а показывает порядок ламинирования, причем хорошо различимы области А, В, в которых удалена пленочная подложка 5. В этих областях А, В ламинирующие пленки 4.1, 4.2 непосредственно примыкают друг к другу. Фигура 1b показывает конфигурацию согласно Фигуре 1а после ламинирования пакета слоев с образованием многослойного стекла 1. В краевой области В и в области В окошка для датчика ламинирующие пленки 4.1, 4.2 непосредственно сплавлены между собой. Ламинирующие пленки 4.1, 4.2 полностью окружают пленочную подложку 5 с покрытием 6 по периметру, так что может быть исключена коррозия отражающего инфракрасное излучение покрытия 6 от действия окружающей среды, например, такого как влага.
Фигура 2а показывает в разрезе многослойное стекло 1 согласно Фигуре 1b, которое, дополнительно к описываемым там признакам, оснащено средством для нагревания многослойного стекла 1. Фигура 2b показывает вид сверху многослойного стекла 1 согласно Фигуре 2а, причем обозначена линия C-C' сечения, вдоль которой проведен разрез согласно Фигуре 2а. Между первой ламинирующей пленкой 4.1 и отражающим инфракрасное излучение покрытием 6 на двух противолежащих продольных кромках многослойного стекла 1 в слоистом композите проложены токосборные проводники 9 в форме полосок фольги, которые находятся в электропроводном контакте с отражающим инфракрасное излучение покрытием 6. Через присоединительные элементы 10 к токосборным проводникам 9 может быть подведено электрическое напряжение, в результате чего ток протекает через отражающее инфракрасное излучение покрытие 6 и нагревает многослойное стекло 1.
Фигура 3 показывает технологическую блок-схему предпочтительного варианта исполнения соответствующего изобретению способа изготовления многослойного стекла 1. Описанные в Фигурах 1а и 1b многослойные стекла были изготовлены способом согласно Фигуре 3. Показанные в Фигуре 3 технологические стадии подразумевают следующее:
I изготовление пленочной подложки 5 с отражающим инфракрасное излучение покрытием 6
II наложение первой ламинирующей пленки 4.1 на отражающее инфракрасное излучение покрытие 6 пленочной подложки 5
III объединение пленочной подложки 5 и первой ламинирующей пленки 4.1 с образованием двухслойной структуры 7, причем пленочная подложка 5 и первая ламинирующая пленка 4.1 пропускаются через пару нагретых валиков с температурой 55°С и спрессовываются друг с другом с образованием двухслойной структуры 7
IV обрезка двухслойной структуры 7 соответственно размеру наружной пластины 2, причем контур обрезаемой двухслойной структуры 7 соответствует контуру наружной пластины 2
V необязательно: срезание пленочной подложки 5 с отражающим инфракрасное излучение покрытием 6 в краевой области А на величину х и, при необходимости, в области В по меньшей мере одного окошка для датчика
VI размещение двухслойной структуры 7 на наружной пластине 2, причем первая ламинирующая пленка 4.1 по поверхности прилегает к внутренней стороне II наружной пластины 2 и полностью ее покрывает
VII приготовление второй ламинирующей пленки 4.2 соответственно размеру наружной пластины 2, причем контур обрезаемой второй ламинирующей пленки 4.2 соответствует контуру наружной пластины 2
VIII размещение второй ламинирующей пленки 4.2 на двухслойной структуре 7, причем вторая ламинирующая пленка 4.2 по поверхности прилегает к пленочной подложке 5 и полностью покрывает ее
IX наложение внутренней пластины 3 на вторую ламинирующую пленку 4.2, причем внутренняя сторона III внутренней пластины 3 по поверхности прилегает ко второй ламинирующей пленке 4.2 и полностью покрывает ее
X ламинирование пакета слоев в автоклаве с образованием многослойного стекла 1
С помощью описанного в Фигуре 3 соответствующего изобретению способа были изготовлены 70 ветровых стекол с описываемой в Фигуре 1b конструкцией. Затем было проведено визуальное обследование на предмет дефектов отражающего инфракрасное излучение покрытия 6. Число стекол с дефектами составило 0 (0%). Тем самым соответствующий изобретению способ особенно пригоден в отношении экономически выгодного и бездефектного изготовления с незначительным браком. Поскольку отражающее инфракрасное излучение покрытие 6 на очень ранней стадии процесса изготовления (уже в стадии II) покрывается первой ламинирующей пленкой 4.1, оно в последующем технологическом процессе защищено от повреждений и влияния окружающей среды, и могут быть предотвращены дефекты покрытия.
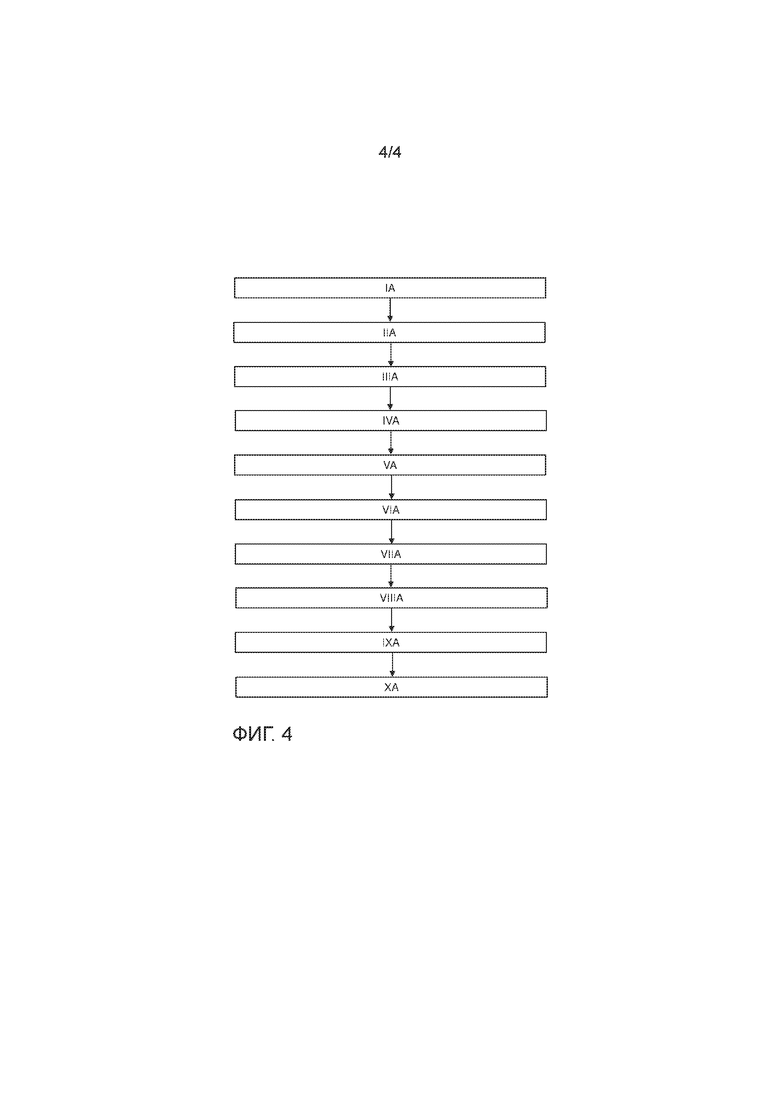
Фигура 4 показывает технологическую блок-схему не соответствующего изобретению способа в качестве сравнительного примера. Стадии не соответствующего изобретению способа согласно Фигуре 4 подразумевают:
IA изготовление пленочной подложки 5 с отражающим инфракрасное излучение покрытием 6
IIA наложение второй ламинирующей пленки 4.2 на непокрытую поверхность пленочной подложки 5, причем образуется пакет слоев из (в этой последовательности) из второй ламинирующей пленки 4.2, пленочной подложки 5 и отражающего инфракрасное излучение покрытия 6
IIIA соединение пленочной подложки 5 и второй ламинирующей пленки 4.2 с образованием двухслойной структуры 7А, причем пленочная подложка 5 и первая ламинирующая пленка 4.1 пропускаются через пару нагретых валиков с температурой 55°С и спрессовываются друг с другом с образованием двухслойной структуры 7А
IVA обрезка двухслойной структуры 7А соответственно размеру наружной пластины 2, причем контур обрезаемой двухслойной структуры 7А соответствует контуру наружной пластины 2
VA необязательно: срезание пленочной подложки 5 с отражающим инфракрасное излучение покрытием 6 в краевой области А на величину х и, при необходимости, в области В по меньшей мере одного окошка для датчика
VIA приготовление первой ламинирующей пленки 4.1 соответственно размеру наружной пластины 2, причем контур обрезаемой первой ламинирующей пленки 4.1 соответствует контуру наружной пластины 2
VIIA размещение первой ламинирующей пленки 4.1 на наружной пластине 2, причем первая ламинирующая пленка 4.1 по поверхности прилегает к внутренней стороне II наружной пластины 2 и полностью покрывает ее
VIIIA размещение двухслойной структуры 7А на первой ламинирующей пленке 4.1, причем отражающее инфракрасное излучение покрытие 6 пленочной подложки 5 по поверхности прилегает к первой ламинирующей пленке 4.1
IXA наложение внутренней пластины 3 на двухслойную структуру 7А, причем внутренняя сторона III внутренней пластины 3 по поверхности прилегает ко второй ламинирующей пленке 4.2 и полностью покрывает ее
XA ламинирование пакета слоев в автоклаве с образованием многослойного стекла 1
Таким образом, отражающее инфракрасное излучение покрытие 6 после стадии IIA остается открытым, и лишь в стадии VIIIA покрывается наложением первой ламинирующей пленки 4.2 на отражающее инфракрасное излучение покрытие пленочной подложки 5. Описанным в Фигуре 4 способом были изготовлены 70 ветровых стекол. При этом принципиальная конструкция соответствует показанной в Фигуре 1b конфигурации, причем конфигурация двухслойной структуры отличается от описанной в Фигуре 4. Затем было проведено визуальное обследование дефектов отражающего инфракрасное излучение покрытия 6. Число стекол с дефектами составляло 24 (около 34%), причем 9 стекол (около 13%) имели настолько выраженные дефекты, что должны быть забракованы.
Список условных обозначений:
1 многослойное стекло
2 наружная пластина
3 внутренняя пластина
4 ламинирующая пленка
4.1 первая ламинирующая пленка
4.2 вторая ламинирующая пленка
5 пленочная подложка
6 отражающее инфракрасное излучение покрытие
7 двухслойная структура
8 промежуточный слой
9 токосборный проводник
10 электрический присоединительный элемент
11 трафаретная печать
А краевая область с боковым срезанием пленочной подложки 5
В область без пленочной подложки 5 для окошка датчика
х боковой срез пленочной подложки 5 на расстоянии х до окружной кромки многослойного стекла 1
C-C' линия разреза
I наружная сторона наружной пластины
II внутренняя сторона наружной пластины
III внутренняя сторона внутренней пластины
IV наружная сторона внутренней пластины
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПОДЛОЖЕК С ЭЛЕКТРОПРОВОДНЫМ ПОКРЫТИЕМ И РИСУНКОМ ЛАЗЕРНОЙ РЕЗКИ | 2016 |
|
RU2701385C1 |
| СИСТЕМА ОТОБРАЖЕНИЯ НА ЛОБОВОМ СТЕКЛЕ | 2017 |
|
RU2704333C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО С ЭЛЕКТРИЧЕСКИ ПЕРЕКЛЮЧАЕМЫМ ФУНКЦИОНАЛЬНЫМ ЭЛЕМЕНТОМ В ТЕРМОПЛАСТИЧНОМ ПРОМЕЖУТОЧНОМ СЛОЕ | 2019 |
|
RU2761244C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО ДЛЯ ПРОЕКЦИОННОГО ДИСПЛЕЯ НА СТЕКЛЕ | 2017 |
|
RU2715871C1 |
| МНОГОСЛОЙНОЕ СТЕКЛО ТРАНСПОРТНОГО СРЕДСТВА С AMOLED-ДИСПЛЕЕМ | 2016 |
|
RU2722551C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА | 2018 |
|
RU2745956C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО СТЕКЛА С ПОЛЯРИЗАЦИОННО-СЕЛЕКТИВНЫМ ПОКРЫТИЕМ | 2019 |
|
RU2759685C1 |
| ФУНКЦИОНАЛЬНЫЙ ЭЛЕМЕНТ С ЭЛЕКТРИЧЕСКИ УПРАВЛЯЕМЫМИ ОПТИЧЕСКИМИ СВОЙСТВАМИ | 2018 |
|
RU2752154C1 |
| ПРОЗРАЧНОЕ ОКОННОЕ СТЕКЛО | 2017 |
|
RU2715504C1 |
| СВЕТЯЩЕЕСЯ МНОГОСЛОЙНОЕ СТЕКЛО В КРЫШЕ ТРАНСПОРТНОГО СРЕДСТВА, ТРАНСПОРТНОЕ СРЕДСТВО, СОДЕРЖАЩЕЕ ЕГО, И СПОСОБ ПОЛУЧЕНИЯ | 2017 |
|
RU2730781C2 |


Изобретение касается способа изготовления многослойного автомобильного стекла с отражающим инфракрасное излучение покрытием. Способ включает стадии: а) изготовление пленочной подложки с отражающим инфракрасное излучение покрытием; b) наложение первой ламинирующей пленки на электропроводящее покрытие пленочной подложки; с) соединение пленочной подложки и первой ламинирующей пленки с образованием двухслойной структуры; d) размещение двухслойной структуры на наружной пластине или внутренней пластине е) наложение наружной пластины или внутренней пластины на вторую ламинирующую пленку; f) автоклавирование пакета слоев, включающий - наружную пластину, двухслойную структуру из первой ламинирующей пленки и пленочной подложки с отражающим инфракрасное излучение покрытием, - вторую ламинирующую пленку, и - внутреннюю пластину, с образованием многослойного стекла. Изобретение обеспечивает создание многослойного стекла с отражающим инфракрасное излучение покрытием на пленочной подложке, в котором предотвращается повреждение отражающего инфракрасное излучение покрытия, и возможно выполнение срезания пленочной подложки в краевой области простыми средствами. 2 н. и 11 з.п. ф-лы, 4 ил.
1. Способ изготовления многослойного автомобильного стекла (1) с отражающим инфракрасное излучение покрытием, который включает следующие стадии:
а) изготовление пленочной подложки (5) с отражающим инфракрасное излучение покрытием (6),
b) наложение первой ламинирующей пленки (4.1) на отражающее инфракрасное излучение покрытие (6) пленочной подложки (5),
с) соединение пленочной подложки (5) и первой ламинирующей пленки (4.1) с образованием двухслойной структуры (7),
d) размещение двухслойной структуры (7) на наружной пластине (2) или внутренней пластине (3) так, что первая ламинирующая пленка (4.1) прилегает по поверхности к наружной пластине (2) или внутренней пластине (3), и размещение второй ламинирующей пленки (4.2) на двухслойной структуре (7) так, что вторая ламинирующая пленка (4.2) прилегает по поверхности к двухслойной структуре (7),
е) наложение наружной пластины (2) или внутренней пластины (3) на вторую ламинирующую пленку (4.2),
f) автоклавирование пакета слоев, включающего
- наружную пластину (2),
- двухслойную структуру (7) из первой ламинирующей пленки (4.1) и пленочной подложки (5) с отражающим инфракрасное излучение покрытием (6),
- вторую ламинирующую пленку (4.2), и
- внутреннюю пластину (3),
с образованием многослойного стекла (1).
2. Способ по п. 1, причем пленочная подложка (5) и первая ламинирующая пленка (4.1) соединяются в стадии с) под действием давления и при температуре от 40°С до 80°С с образованием двухслойной структуры (7).
3. Способ по п. 1 или 2, причем в стадии с) пленочную подложку (5) и первую ламинирующую пленку (4.1) соответственно разматывают с рулона, соединяют в двухслойную структуру (7), и двухслойную структуру (7) наматывают на рулон.
4. Способ по одному из пп. 1-3, причем в стадии d) перед наложением второй ламинирующей пленки (4.2) пленочную подложку (5) с отражающим инфракрасное излучение покрытием (6) удаляют по меньшей мере в одной краевой области (А) многослойного стекла (1).
5. Способ по одному из пп. 1-4, причем в стадии d) перед наложением второй ламинирующей пленки (4.2) пленочную подложку (5) с отражающим инфракрасное излучение покрытием (6) удаляют в области (В) по меньшей мере одного окошка для датчика многослойного стекла (1).
6. Способ по одному из пп. 1-5, причем между стадией с) и стадией d) в двухслойную структуру (7) помещают по меньшей мере два токосборных проводника (9), причем токосборные проводники (9) образуют электропроводящие контакты с отражающим инфракрасное излучение покрытием (6), и в качестве отражающего инфракрасное излучение покрытия (6) используют электропроводящее покрытие.
7. Способ по одному из пп. 1-6, причем отражающее инфракрасное излучение покрытие (6) перед стадией а) наносят на пленочную подложку (5) физическим осаждением из газовой фазы.
8. Способ по одному из пп. 1-7, причем отражающее инфракрасное излучение покрытие (6) содержит по меньшей мере серебро и/или электропроводящий оксид.
9. Способ по одному из пп. 1-8, причем первая ламинирующая пленка (4.1) и вторая ламинирующая пленка (4.2) содержат поливинилбутираль (PVB), этиленвинилацетат (EVA), полиуретан (PU), и/или их смеси, и/или сополимеры, и/или производные.
10. Способ по одному из пп. 1-9, причем первая ламинирующая пленка (2.1) и вторая ламинирующая пленка (3) имеют толщину от 0,2 мм до 2,0 мм, предпочтительно от 0,3 мм до 1,0 мм.
11. Способ по одному из пп. 1-10, причем пленочная подложка (5) содержит полиэтилентерефталат (PET), полиэтилен (PE), и/или их смеси, и/или сополимеры, и/или производные.
12. Способ по одному из пп. 1-11, причем пленочная подложка (5) имеет толщину от 5 мкм до 500 мкм, предпочтительно от 10 мкм до 200 мкм.
13. Многослойное автомобильное стекло (1) с отражающим инфракрасное излучение покрытием, изготовленное согласно способу по одному из пп. 1-12.
| US 2002094407 A1, 18.07.2002 | |||
| СПОСОБ МЕСТНОГО ЛЕЧЕНИЯ ГИПЕРЕСТЕЗИИ ЗУБОВ ПРИ ПАРОДОНТИТЕ И ПАРОДОНТОЗЕ | 2002 |
|
RU2216304C2 |
| US 6356236 B1, 12.03.2002 | |||
| СПОСОБ ПРОИЗВОДСТВА ПРОДУКТОВ ДЛИТЕЛЬНОГО ХРАНЕНИЯ ИЗ РАСТИТЕЛЬНОГО СЫРЬЯ | 2003 |
|
RU2261030C2 |

