Изобретение относится к машиностроению и может быть использовано в авиационном двигателестроении и энергетическом турбостроении для защиты пера рабочих лопаток моноколеса компрессора ГТД из титановых сплавов от эрозионного разрушения.
Известен способ вакуумного ионно-плазменного нанесения покрытий на подложку в среде инертного газа, включающий создание разности электрических потенциалов между подложкой и катодом и очистку поверхности подложки потоком ионов, снижение разности потенциалов и нанесение покрытия, проведение отжига покрытия путем повышения разности потенциалов, причем ионный поток и поток испаряемого материала, идущий от катода к подложке, экранируют, очистку проводят ионами инертного газа, после очистки экраны отводят и покрытие наносят в несколько этапов до получения требуемой толщины (Патент РФ 2192501, С23С 14/34, опубл. 10.11.2002).
Известен способ нанесения ионно-плазменных покрытий на лопатки турбин, включающий последовательное осаждение в вакууме первого слоя из титана толщиной от 0,5 до 5,0 мкм, затем нанесение второго слоя нитрида титана толщиной 6 мкм (Патент РФ 2165475, МПК С23С 14/16, 30/00, С22С 19/05, 21/04, опубл. 20.04.2001).
Основным недостатком этого способа является обеспечение недостаточно высокой эрозионной стойкости поверхности лопатки. Кроме того, при увеличении толщины покрытия (или каждого из слоев покрытия) происходит снижение адгезионной и усталостной прочности деталей с покрытиями, что ухудшает их ресурс и надежность.
Рабочие лопатки компрессора ГТД и ГТУ, в процессе эксплуатации, подвергаются воздействиям значительных динамических и статических нагрузок, а также коррозионному и эрозионному разрушению. Исходя из предъявляемых к эксплуатационным свойствам требований, для изготовления лопаток компрессора газовых турбин применяются титановые сплавы, которые по сравнению с техническим титаном имеют более высокую прочность, в том числе и при высоких температурах, сохраняя при этом достаточно высокую пластичность и коррозионную стойкость (например, титановые сплавы марок ВТ6, ВТ8, ВТ18У, ВТ3-1, ВТ22 и др.)
Однако лопатки турбин из указанных сплавов обладают повышенной чувствительностью к концентраторам напряжения. Поэтому дефекты, образующиеся в процессе изготовления этих деталей, недопустимы, поскольку вызывают возникновение интенсивных процессов разрушения. Это вызывает проблемы при механической обработке поверхностей деталей турбомашин. В этой связи развитие способов получения высококачественных поверхностей деталей турбомашин является весьма актуальной задачей.
Наиболее близким по технической сущности и достигаемому результату к заявляемому является способ нанесения эрозионностойких покрытий на лопатки блиска газотурбинного двигателя из титановых сплавов, включающий упрочняющую обработку пера лопатки с последующим нанесением ионно-плазменного многослойного покрытия в виде заданного количества пар слоев в виде слоя титана с металлом и слоя соединений титана с металлом и азотом (Патент РФ 2226227, МПК С23С 14/48, опубл. 27.03.2004).
Основным недостатком аналога является недостаточная надежность защиты от эрозионного разрушения. При этом повышение указанных свойств особенно важно для таких деталей из титановых сплавов, как компрессорные лопатки газотурбинных двигателей (ГТД). Кроме того, все вышеперечисленные способы не могут использоваться для нанесения равномерного покрытия на поверхность лопаток блиска.
Задачей настоящего изобретения является создание такого многослойного покрытия, которое было бы способно эффективно защищать блиски ГТД из титановых сплавов от эрозионного износа в условиях воздействия газовых потоков, содержащих абразивные частицы.
Техническим результатом заявляемого способа является повышение стойкости лопаток блиска компрессора ГТД к эрозионному разрушению за счет заданного распределения толщины покрытия обеспечивающего защиту наиболее уязвимых поверхностей лопатки в процессе ее эксплуатации в составе ГТД.
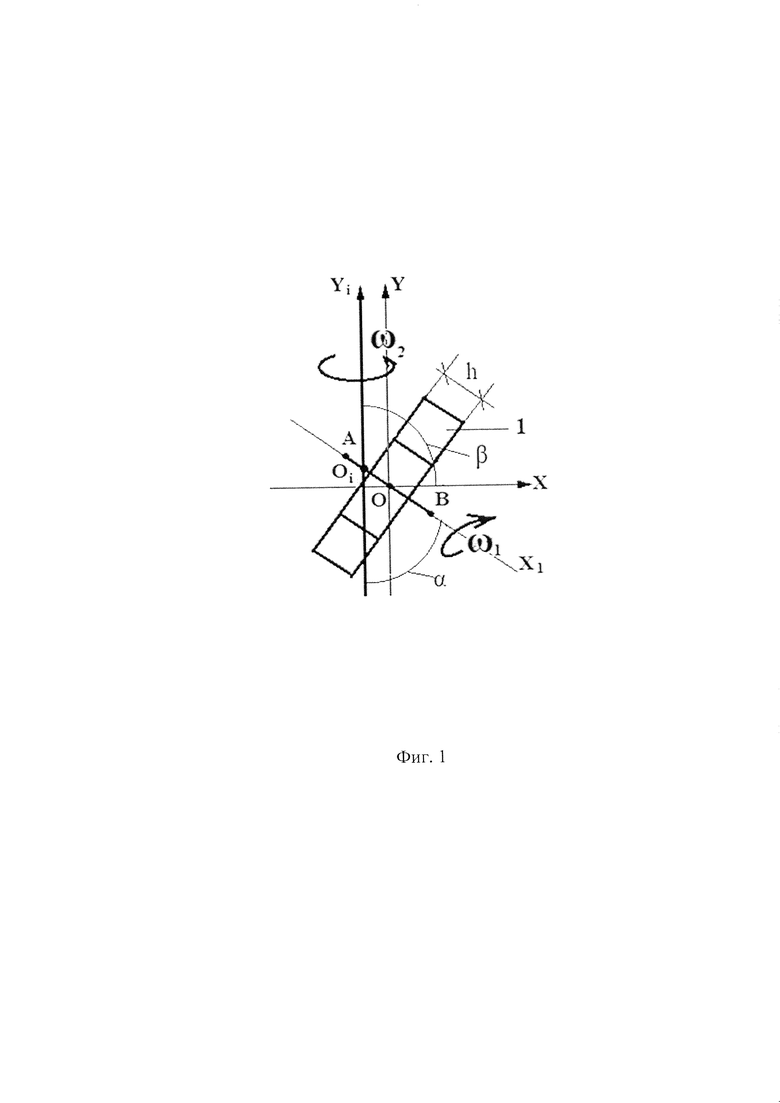
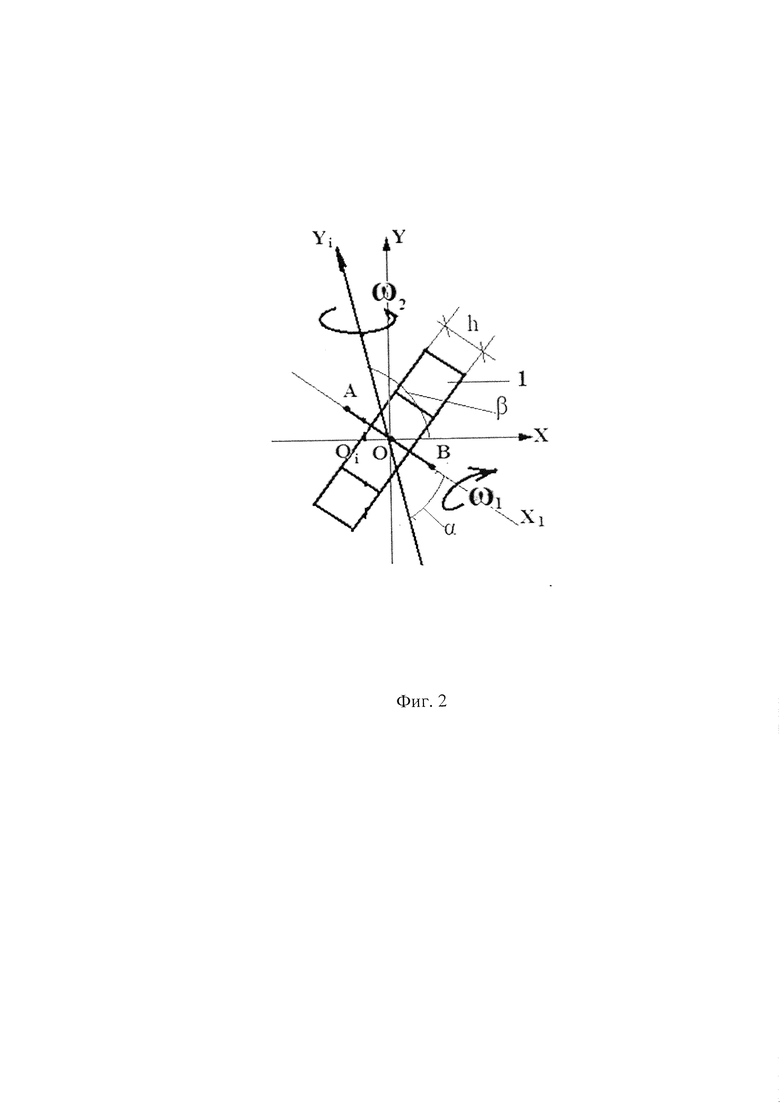
Технический результат достигается тем, что в способе нанесения защитного покрытия на лопатки блиска газотурбинного двигателя из титановых сплавов, включающем упрочняющую обработку материала поверхностного слоя лопаток блиска с последующим нанесением ионно-плазменного многослойного покрытия с заданным количеством пар слоев в виде слоя титана с металлом и слоя соединений титана с металлом и азотом, в отличие от прототипа, при нанесении покрытия на блиск его вращают относительно его продольной оси OX1 и, одновременно вращают относительно оси OiYi, пересекающей его продольную ось OX1 на участке АВ, равном двум ширинам блиска h, измеренном в его продольном направлении OX1 и симметрично расположенном по обе стороны от блиска на его продольной оси OX1:
АВ=АО+ОВ=2h,
где: h - толщина блиска в его продольном направлении;
О - центр тяжести блиска;
АО=ОВ,
при условии, что угол α наклона оси ОХ1 к оси OiYi выбирают из диапазона от 45 до 85 градусов, нанесение покрытия на лопатки блиска производят при фиксированном положении угла α, а угол наклона β оси OiYi к направлению движения потока наносимого материала ОХ составляет от 85 до 95 градусов, причем углы α и β выбирают из условия обеспечения максимального осаждения наносимого материала покрытия на кромках лопаток блиска при обеспечении осаждения наносимого материала покрытия на всю рабочую поверхность лопаток блиска, а в качестве металла в слоях титана с металлом и в слоях соединений титана с металлом и азотом используют ванадий, причем нанесение титана и ванадия производят одновременно с двух электродуговых испарителей для титана и двух электродуговых испарителей для ванадия, попарно расположенных по разные стороны от блиска и обеспечивающие направления потоков наносимого материала покрытия под углом равным углу β относительно продольной оси блиска.
Кроме того возможно использование следующих дополнительных приемов: упрочняющую обработку материала поверхностного слоя лопаток блиска проводят виброабразивным шлифованием, а при нанесении покрытия используют соотношение титана к ванадию, вес. %: V от 30 до 45, остальное - Ti, причем слой титана с ванадием наносят толщиной от 0,2 мкм до 0,3 мкм, а слой соединений титана с ванадием и азотом наносят толщиной от 1,1 мкм до 2,2 мкм при общей толщине многослойного покрытия от 5,0 мкм до 9,0 мкм; нанесение слоев соединений титана с ванадием осуществляют в режиме ассистирования ионами аргона, а слоев соединений титана с ванадием и азотом осуществляют в режиме ассистирования ионами азота; для нанесения слоев соединений титана с ванадием используют по крайней мере два дополнительных электродуговых испарителя с титановым и ваннадиевым катодами, оси которых расположены под углом γ к оси ОХ, а угол γ выбирают из диапазона от 30 до 85 градусов.
Для оценки эрозионной стойкости лопаток блиска были проведены следующие испытания. На образцы из титановых сплавов марок ВТ6, ВТ8, ВТ8м, ВТ41, ВТ18у, ВТ31, ВТ9, ВТ22, ВТ25у были нанесены покрытия как по способу-прототипу (патент РФ 2226227, МПК С23С 14/48, опубл. 27.03.2004), согласно приведенным в способе-прототипе условиям и режимам нанесения, так и покрытия по предлагаемому способу. В качестве упрочняющей обработки лопаток блиска применялась виброабразивное шлифование.
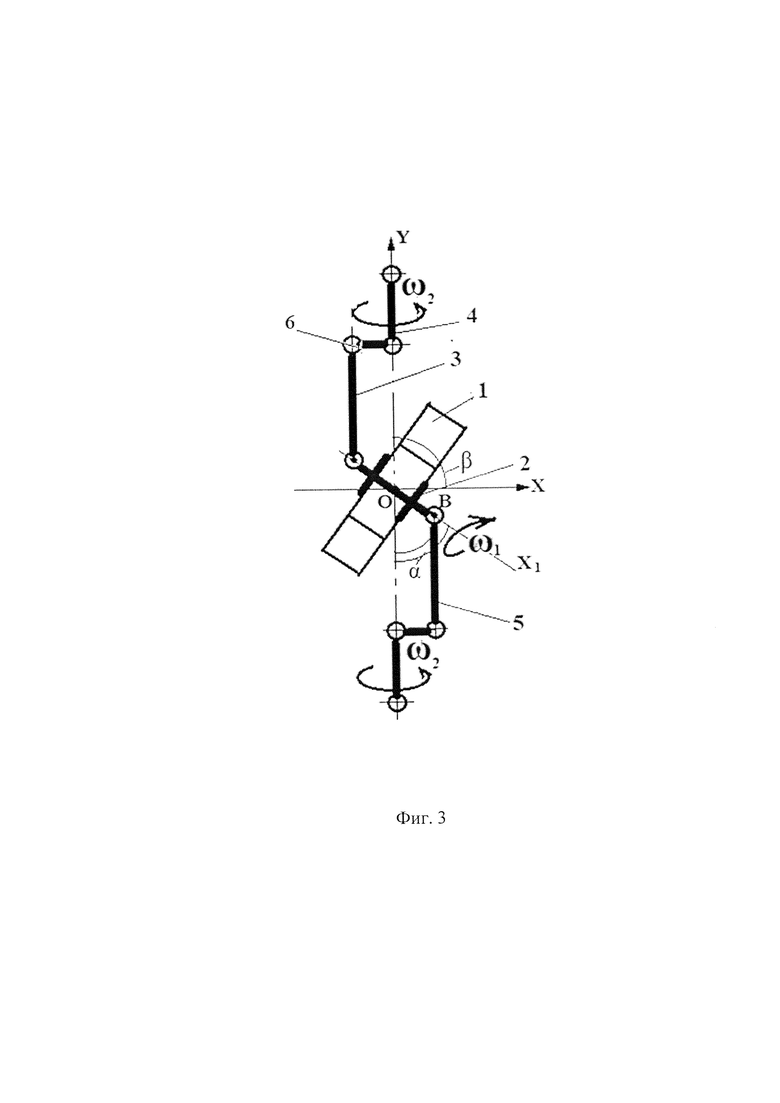
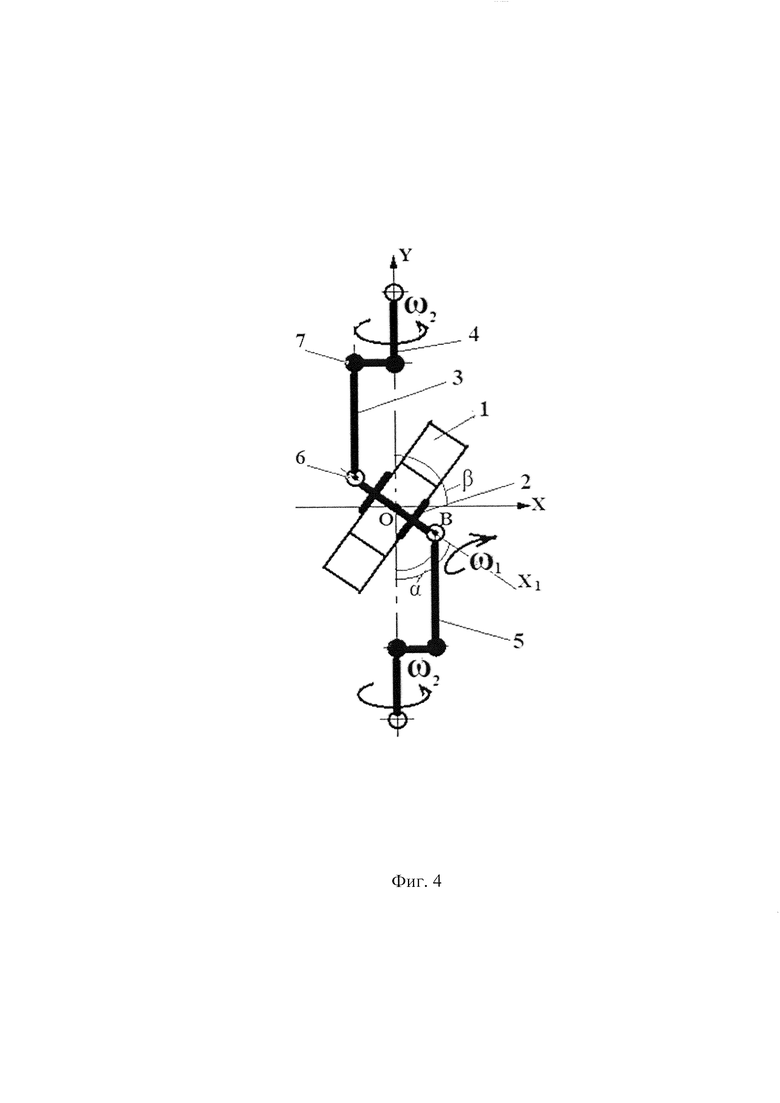
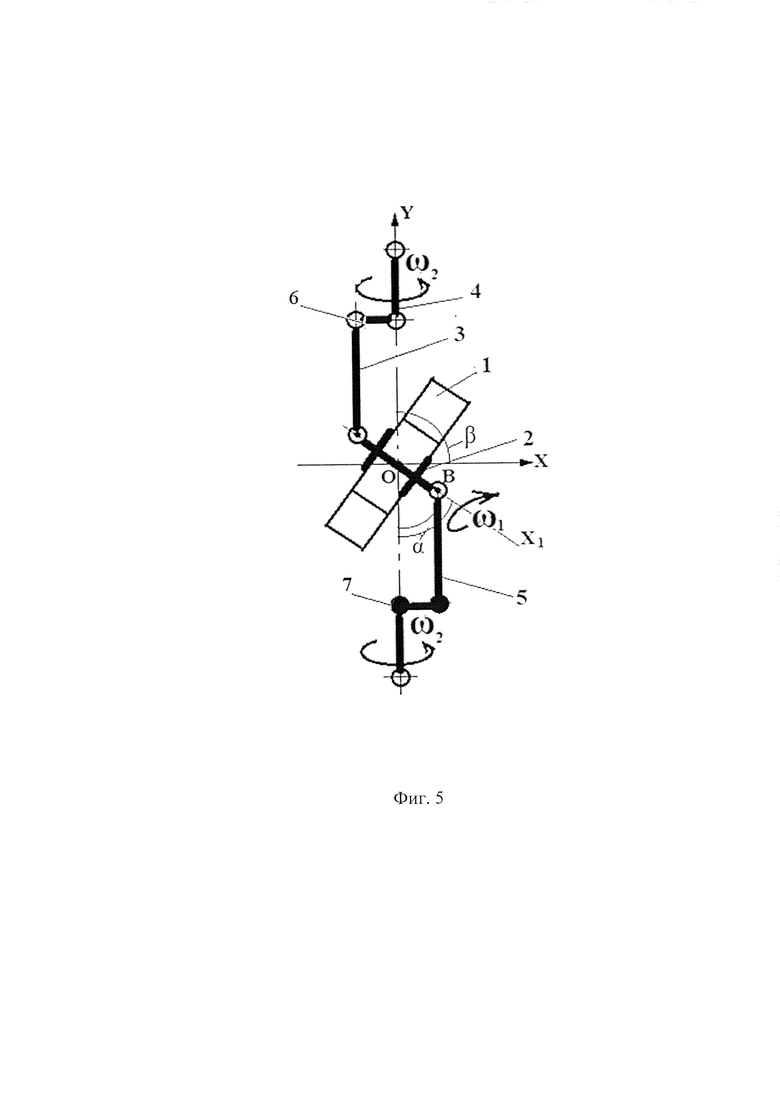
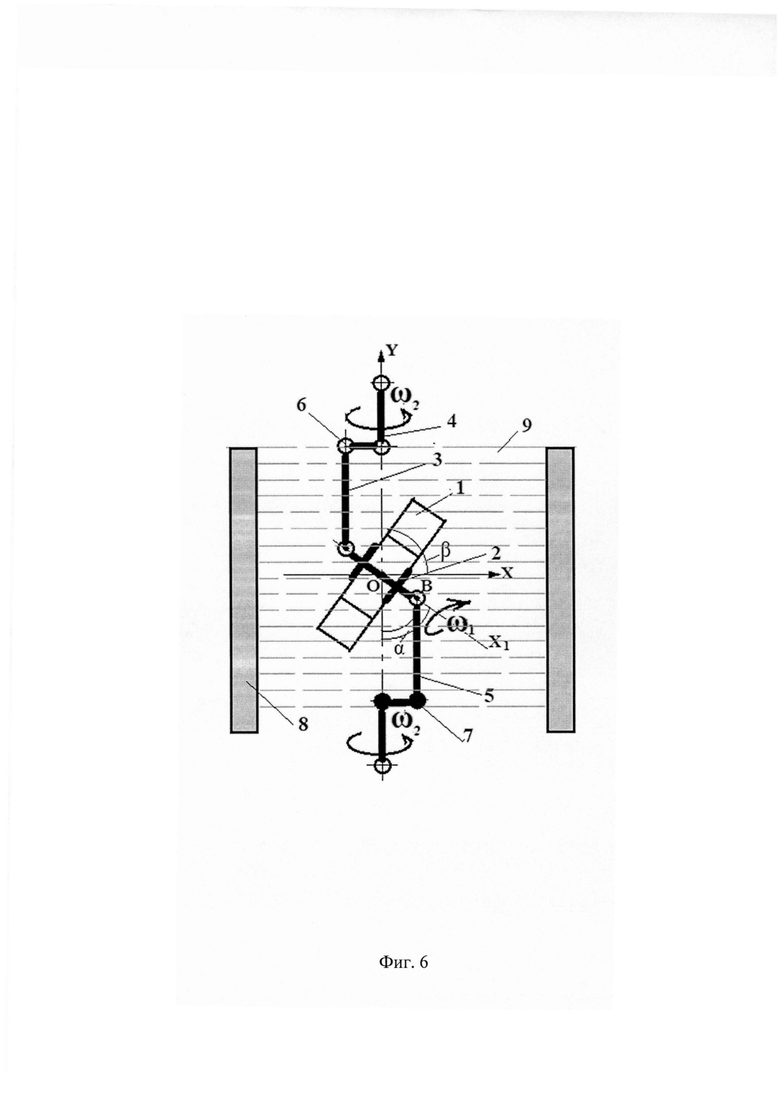
Сущность изобретения поясняется схемами вращения блиска. Фиг. 1-6 содержат: фиг. 1 и фиг. 2 - схемы наклона и вращения блиска; фиг. 3 - схема закрепления блиска на держателе изделия с подвижными звеньями; фиг. 4 - схема закрепления блиска на держателе изделия с неподвижными звеньями; фиг. 5 - схема закрепления блиска на держателе изделия с комбинированными подвижными и неподвижными звеньями; фиг. 6 - схема нанесения покрытия на лопатки блиска. Фигуры 1-6 содержат: 1 - блиск; 2 - держатель изделия; 3 - верхний вал держателя изделия; 4 - вал привода вращателя держателя изделия; 5 - нижний вал держателя изделия; 6 - регулируемое сочленение звеньев держателя изделия; 7 - неподвижное соединение звеньев держателя изделия; 8 - электродуговые испарители с катодами; 9 - поток наносимого материала; OX1 - продольная ось блиска; ОХ - направление движения потока наносимого материала; OY - вертикальная ось, направленная по нормали к оси ОХ; OiYi - ось вращения держателя изделия совместно с блиском, вращающимся относительно оси OX1; α - угол наклона оси OX1 к оси OiYi; β - угол наклона оси OiYi к направлению движения потока наносимого материала ОХ; Oi - точка пересечения оси OiYi с осью OX1 на участке АВ, равном двум ширинам блиска h; h - ширина блиска, измеренная в направлении продольной оси OX1; ω1 - угловая скорость вращения блиска относительно собственной оси ОХ1; ω2 - угловая скорость вращения блиска совместно с держателем изделия относительно оси OiYi; стрелками обозначены направления вращения блиска и блиска совметно с держателем изделия.
Способ осуществляется следующим образом. Блиск 1 (фиг. 3-6) закрепляют на держателе изделия 2 и размещают в вакуумной камере ионно-плазменной установки, прикладывают к блиску 1 потенциал электрического смещения, производят ионную очистку ее поверхности и производят нанесение на них покрытия электродуговым испарением материала катодов 8. Для нанесения покрытия используют протяженные лектродуговые испарители (ЭДИ) с катодами 8, работающие в режиме возвратно-поступательного движения области катодного пятна (зоны испарения) под воздействием электромагнитного поля, возникающего в результате протекания тока по катоду 8. Возвратно-поступательное движение области катодного пятна обеспечивается переключением контактов на концах ЭДИ. Испарение материала катода происходит за счет дуги, возбужденной между расположенными по периферии чередующимися, расположенными попарно ЭДИ с титановыми катодами 8 и ЭДИ с ванадиевыми катодами 8. Далее, в процессе нанесения покрытия на лопатки блиска 1, блиск 1 вращается вокруг оси ОХ1 с угловой скоростью ω1 и одновременно вращается вокруг оси OiYi совметно с держателем изделия 2 (фиг. 3-фиг. 6). Благодаря сложному вращению относительно двух осей (осей OiYi и оси OX1), а также заданному наклону к потоку наносимого материала 9, регулируемому углами α и β (фиг. 6), покрытие формируется на заданных участках лопаток блиска 1 (в основном на входной и выходной кромках лопаток. После нанесения покрытия заданной толщины, блиск 1 снимают с держателя изделия 2 и вынимают из вакуумной камеры ионно-плазменной установки. В зависимости от заданных условий нанесения покрытия на лопатки блиска 1 могут использоваться различные схемы держателей изделия: закрепление блиска 1 на держателе изделия 2 с подвижными звеньями (фиг. 3); закрепление блиска 1 на держателе изделия 2 с неподвижными звеньями (фиг. 4); фиг. 5 - закрепление блиска 1 на держателе изделия 2 с комбинированными подвижными и неподвижными звеньями.
Режимы нанесения покрытия по предлагаемому способу.
Нанесение слоев соединений титана с ванадием осуществляли: с четырех, одновременно работающих, (раздельных протяженных электродуговых испарителей. Расположение испарителей - периферийное, с обеих сторон блиска, с чередованием электродугового испарителя из ванадия с испарителем из титана. Электродуговые испарители располагались в периферийной части цилиндрической рабочей камеры ионно-плазменной установки. Тип электродуговых испарителей - протяженный, с рабочей зоной и охватывающей всю рабочую зону нанесения покрытия на лопатки блиска. Блиск, вращался одновременно вокруг собственной продольной оси ОХ1 и оси OiYi, пересекающей его продольную ось на участке АВ. Углы α и β выбирали из условия обеспечения максимального осаждения наносимого материала покрытия на кромках лопаток блиска. Угол α наклона оси OX1 к оси OiYi выбирался из диапазона от 45 до 85 градусов. Угол наклона β оси OiYi к направлению движения потока наносимого материала ОХ выбирался из диапазона от 85 до 95 градусов. Выход за пределы указанных значений углов α и β приводили к отрицательным результатам по формированию покрытия на лопатках блиска. Ось OiYi совпадала по ориентации с вертикальной осью цилиндрической рабочей камеры ионно-плазменной установки. Скорость вращения блиска относительно собственной оси составляла от 8 до 10 об/мин, относительно оси OiYi от 3 до 5 об/мин. Нанесение слоев соединений титана с ванадием осуществляли в режиме ассистирования ионами аргона, а слоев соединений титана с ванадием и азотом осуществляют в режиме ассистирования ионами азота.
Толщина слоя титана с ванадием: 0,1 мкм - неудовлеворительный результат (Н.Р.); 0,2 мкм - удовлетворительный результат (У.Р.); 0,3 мкм (У.Р.); 0,5 мкм (Н.Р.). Толщина слоя соединений титана с ванадия и азотом: 0,9 мкм (Н.Р.); 1,1 мкм (У.Р.); 1,5 мкм (У.Р.); 2,2 мкм (У.Р.); 2,5 мкм (Н.Р.). Общая толщина покрытия: 4,0 мкм (Н.Р.); 5,0 мкм (У.Р.); 7,0 мкм (У.Р.); 9,0 мкм (У.Р.); 11,0 мкм (Н.Р.).
Толщина покрытия, нанесенного по предлагаемому способу составляла от 5 мкм до 9 мкм, покрытия-прототипа от 0 мкм (в затененных зонах) до 9 мкм.
Эрозионная стойкость поверхности образцов исследовалась по методике ЦИАМ (Технический отчет ЦИАМ Экспериментальное исследование износостойкости вакуумных ионно-плазменных покрытий в запыленном потоке воздуха 10790, 1987. - 37 с.) на пескоструйной установке 12Г-53 струйно-эжекторного типа. Для обдува использовался молотый кварцевый песок с плотностью р=2650 кг/м3, твердость HV=12000 МПа. Обдув производился при скорости воздушно-абразивного потока 195-210 м/с, температура потока 265-311 К, давление в приемной камере 0,115-0,122 МПа, время воздействия - 120 с, концентрация абразива в потоке до 2-3 г/м3. Результаты испытания показали, что эрозионная стойкость покрытий, полученных по предлагаемому способу, увеличилась по сравнению с покрытием-прототипом приблизительно в 5…6 раз.
Таким образом, проведенные исследования показали, что применение предлагаемого способа нанесения защитного покрытия на лопатки блиска газотурбинного двигателя из титанового сплава позволяет повысить, по сравнению с прототипом стойкость лопаток блиска компрессора ГТД к эрозионному разрушению за счет заданного распределения толщины покрытия обеспечивающего защиту наиболее уязвимых поверхностей лопатки в процессе ее эксплуатации в составе ГТД.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКИ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВОГО СПЛАВА ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2677041C1 |
| СПОСОБ НАНЕСЕНИЯ ЭРОЗИОННОСТОЙКИХ ПОКРЫТИЙ НА ЛОПАТКИ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2018 |
|
RU2693227C1 |
| СПОСОБ ЗАЩИТЫ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2018 |
|
RU2693414C1 |
| СПОСОБ ЗАЩИТЫ БЛИСКА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2017 |
|
RU2655563C1 |
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО МНОГОСЛОЙНОГО ПОКРЫТИЯ НА ЛОПАТКИ МОНОКОЛЕСА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2685896C1 |
| СПОСОБ УПРОЧНЕНИЯ ЛОПАТОК МОНОКОЛЕСА ИЗ ТИТАНОВОГО СПЛАВА | 2018 |
|
RU2682265C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ С УЛЬТРАМЕЛКОЗЕРНИСТОЙ СТРУКТУРОЙ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2021 |
|
RU2769799C1 |
| СПОСОБ ПОВЫШЕНИЯ ЭРОЗИОННОЙ СТОЙКОСТИ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2013 |
|
RU2552201C2 |
| СПОСОБ ЗАЩИТЫ ПЕРА ЛОПАТКИ КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ГАЗОАБРАЗИВНОГО ИЗНОСА | 2023 |
|
RU2806569C1 |
| СПОСОБ ЗАЩИТЫ ЛОПАТОК КОМПРЕССОРА ГАЗОТУРБИННОГО ДВИГАТЕЛЯ ИЗ ТИТАНОВЫХ СПЛАВОВ ОТ ПЫЛЕАБРАЗИВНОЙ ЭРОЗИИ | 2013 |
|
RU2552202C2 |
Изобретение относится к способу нанесения защитного покрытия на лопатки блиска газотурбинного двигателя из титанового сплава и может быть использовано в авиационном двигателестроении и энергетическом турбостроении для защиты пера рабочих лопаток от эрозионного разрушения. Способ включает упрочняющую обработку материала поверхностного слоя лопаток блиска с последующим нанесением ионно-плазменного многослойного покрытия. При нанесении покрытия блиск вращают относительно его продольной оси OX1 и одновременно вращают относительно оси OiYi, пересекающей продольную ось OX1 на участке АВ, равном двум ширинам блиска h, измеренном в продольном направлении OX1 и симметрично расположенном по обе стороны от блиска на продольной оси ОХ1. Угол α наклона оси OX1 к оси OiYi выбирают от 45 до 85 градусов и нанесение покрытия на лопатки блиска производят при фиксированном положении угла α, а угол наклона β оси OiYi к направлению движения потока наносимого материала ОХ составляет от 85 до 95 градусов, причем углы α и β выбирают из условия обеспечения максимального осаждения наносимого материала покрытия на кромках лопаток блиска. 4 з.п. ф-лы, 6 ил.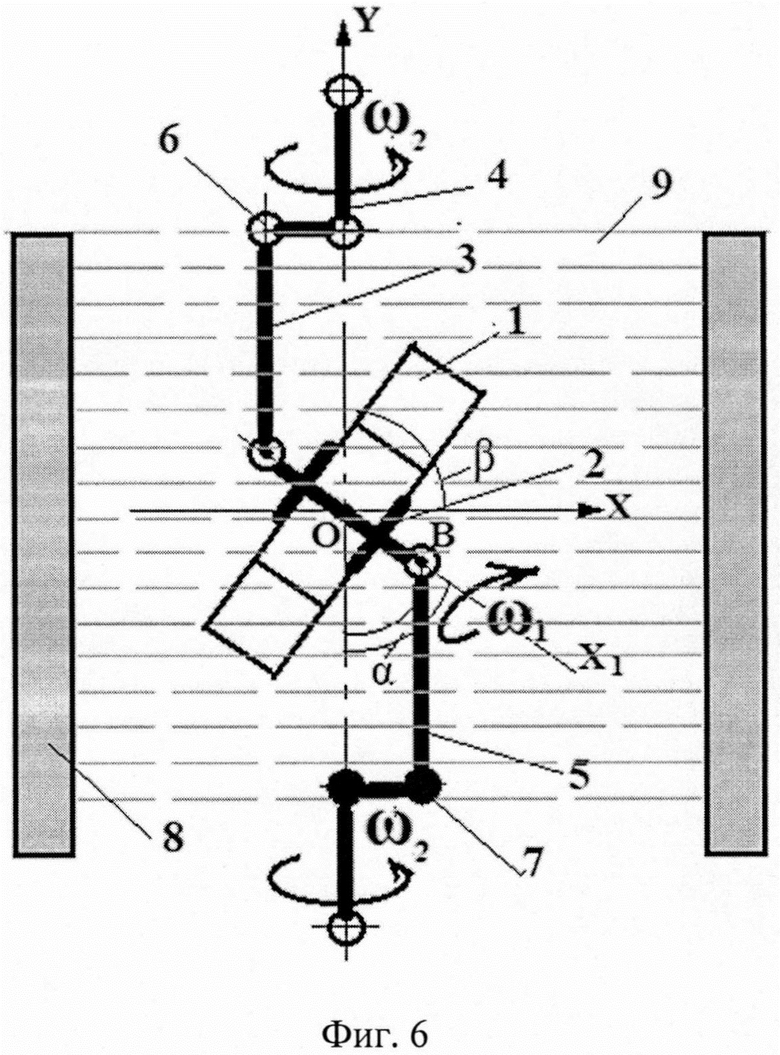
1. Способ нанесения защитного покрытия на лопатки блиска газотурбинного двигателя из титанового сплава, включающий упрочняющую обработку материала поверхностного слоя лопаток блиска с последующим нанесением ионно-плазменного многослойного покрытия с заданным количеством пар слоев из слоя титана с металлом и слоя соединений титана с металлом и азотом, отличающийся тем, что в процессе нанесения покрытия блиск вращают относительно его продольной оси ОХ1 и одновременно вращают относительно оси OiYi, пересекающей его продольную ось OX1 на участке АВ, равном двум ширинам блиска h, измеренном в продольном направлении OX1 и симметрично расположенном по обе стороны от блиска на продольной оси OX1, при этом
АВ=АО+ОВ=2h,
где: h - ширина блиска в его продольном направлении;
О - центр тяжести блиска;
АО=ОВ,
при этом нанесение покрытия на лопатки блиска производят при фиксированном положении угла α наклона оси ОХ1 к оси OiYi,который выбирают от 45 до 85 градусов, и угле наклона β оси OiYi к направлению движения потока наносимого материала ОХ от 85 до 95 градусов, причем углы α и β выбирают из условия обеспечения максимального осаждения наносимого материала покрытия на кромках лопаток блиска при обеспечении осаждения наносимого материала покрытия на всю рабочую поверхность лопаток блиска, при этом в качестве металла в слоях титана с металлом и в слоях соединений титана с металлом и азотом используют ванадий, причем нанесение титана и ванадия осуществляют одновременно с двух электродуговых испарителей для титана и двух электродуговых испарителей для ванадия, которые попарно располагают по разные стороны от блиска, с обеспечением направления потоков наносимого материала покрытия под углом равным углу β относительно продольной оси блиска.
2. Способ по п. 1, отличающийся тем, что упрочняющую обработку материала поверхностного слоя лопаток блиска выполняют виброабразивным шлифованием, при этом наносят покрытие с соотношением титана к ванадию, вес. %: V от 30 до 45, остальное - Ti, причем слой титана с ванадием наносят толщиной от 0,2 мкм до 0,3 мкм, а слой соединений титана с ванадием и азотом наносят толщиной от 1,1 мкм до 2,2 мкм при общей толщине многослойного покрытия от 5,0 мкм до 9,0 мкм.
3. Способ по п. 1, отличающийся тем, что нанесение слоев соединений титана с ванадием осуществляют в режиме ассистирования ионами аргона, а слоев соединений титана с ванадием и азотом осуществляют в режиме ассистирования ионами азота.
4. Способ по п. 2, отличающийся тем, что нанесение слоев соединений титана с ванадием осуществляют в режиме ассистирования ионами аргона, а слоев соединений титана с ванадием и азотом осуществляют в режиме ассистирования ионами азота.
5. Способ по любому из пп. 1-4, отличающийся тем, что для нанесения слоев соединений титана с ванадием используют по крайней мере два дополнительных электродуговых испарителя с титановым и ваннадиевым катодами, оси которых располагают под углом γ к оси ОХ, который выбирают от 30 до 85 градусов.
| СПОСОБ ЗАЩИТЫ СТАЛЬНЫХ ДЕТАЛЕЙ МАШИН ОТ СОЛЕВОЙ КОРРОЗИИ, ПЫЛЕВОЙ И КАПЕЛЬНО-УДАРНОЙ ЭРОЗИИ | 2002 |
|
RU2226227C1 |
| СПОСОБ ИОННО-ИМПЛАНТАЦИОННОЙ ОБРАБОТКИ ДЕТАЛЕЙ ИЗ ТИТАНОВЫХ СПЛАВОВ | 2011 |
|
RU2479667C2 |
| Способ нанесения защитных покрытий и устройство для его осуществления | 2016 |
|
RU2625698C1 |
| СПОСОБ НАНЕСЕНИЯ ИОННО-ПЛАЗМЕННОГО ПОКРЫТИЯ | 2008 |
|
RU2375493C1 |
| US 20170030204 A1, 02.02.2017 | |||
| RU 0063255357A, 21.10.1988. | |||

