Изобретение относится к области черной металлургии, в частности к сплавам для раскисления, легирования и модифицирования стали.
Внепечную обработку жидкого металла химически активными реагентами осуществляют преимущественно путем инжекции в жидкий металл порошковых проволок (Чураков С.В. Порошковая проволока: конструкция и технология производства // Заготовительные производства в машиностроении. 2003. №5. С. 41).
Недостатком порошковых проволок является низкое содержание активного реагента из-за низкой насыпной плотности порошков, а также наличие воздуха в порах порошка, что может приводить к резкому увеличению давления внутри проволоки при ее вводе в металлургический расплав и, как следствие, разрушению оболочки. Потери активных реагентов при разрушении оболочки, а также их низкая насыпная плотность требуют большого расхода проволоки и отрицательно сказываются на эффективности обработки.
Из уровня техники известна также проволока, состоящая из неограниченно протяженного прутка дистиллированного кальция, заключенного в стальную оболочку (патент RU 2527547, опубл. 10.09.2014).
Одним из недостатков проволоки по патенту R.U 2527547 для обработки металлургических расплавов является использование в качестве наполнителя металлического кальция, имеющего температуру кипения 1480°С. Из-за вскипания кальция при обработке стального расплава при температуре около 1600°С возможны случаи подрыва шлака, выплески металла, пироэффект и другие отклонения от нормального хода процесса. Такое проявление кальция в стальном расплаве особенно характерно при повышенном содержании примеси магния в кальции. Здесь следует отметить, что магний является природным спутником кальция (Монастырёв А.В. Производство извести. М.: Высшая школа, 1978). Имея еще более низкую по сравнению с кальцием температуру кипения 1090°С, магний повышает давление паров кальциевых сплавов.
При вводе проволоки в стальной расплав давление паров кальция может быть уравновешено ферростатическим давлением на определенной глубине расплава. Выше этой глубины кальций образует пузыри пара. Часть пузырей достигает зеркала расплава и сгорает на воздухе. Повышение эффективности обработки металлургических расплавов в данном случае может быть достигнуто использованием сплавов, второй компонент которых имеет более низкое давление паров.
Наиболее близкой к заявляемой проволоке является известная композитная проволока бесконечной длины для введения в качестве добавки в расплав стали, состав которой приведен в описании к патенту US 4,235,007 (опубл. 25.11.1980). Материал-добавка, заключенный в стальную оболочку, содержит по крайней мере один агент, выбранный из группы кальций, магний и алюминий.
При вводе проволоки в высокотемпературный расплав стали компоненты наполнителя взаимодействуют между собой с образованием сплавов. Благодаря образованным таким образом сплавам кальция и магния с алюминием, имеющим температуру кипения 2520°С, снижается давление паров. При этом значительно снижаются потери кальция и магния, повышается степень их усвоения. Высокая пластичность металлов из представленной группы позволяет проводить экструзию их порошковых смесей.
Недостатком известной проволоки является неоднородность по химическому составу из-за выполнения наполнителя в виде экструдированной смеси порошков и, как следствие, склонность к расслоению по плотности металлов, а также по размеру частиц. При этом получение разнородных по составу порошков с одним фракционным составом является технически сложной задачей. Для ее решения используют предварительный рассев порошков по фракциям с последующим объединением определенного количества фракций. Это не только приводит к повышению трудоемкости способа, но и возникновению потерь из-за неиспользованных фракций порошка.
На практике при использовании способа (патент RU 2208656, опубл. 20.07.2003) полученный из порошков кальций-алюминиевый псевдосплав при заданном массовом содержании алюминия 70% и кальция 30% имеет диапазон массовой концентрации алюминия от 61,1% в верхней части и 79,2% в нижней части цилиндра. Рассчитанное по закону Рауля значение давления паров кальция для указанного диапазона химического состава лигатуры при температуре обработки стали 1600°С изменяется от 213 до 425 мм рт.ст., то есть практически в два раза. Поэтому использование в качестве наполнителя композитного материала, экструдированного из механических смесей, не позволяет получить стабильное давление паров сплавов при обработке стали.
Предлагаемое изобретение решает задачу улучшения эксплуатационных характеристик проволоки для ковшевой обработки стали за счет обеспечения стабильно низкого давления паров кальцийсодержащих наполнителей.
Для получения такого технического результата предлагается проволока для ковшевой обработки стали, содержащая металлическую оболочку и наполнитель на основе кальция с примесным содержанием магния, в которой наполнитель выполнен в виде однородного сплава, дополнительно содержащего кремний и/или алюминий при массовом отношении компонентов Mg:(Al+Si) от 0,01 до 40,0.
Оптимально, чтобы массовое отношение компонентов Mg:(Al+Si) составляло от 0,03 до 0,05.
Возможно выполнение наполнителя в виде прутка неограниченной длины из однородного сплава.
В случае недостаточной пластичности сплава из-за образования хрупких интерметаллидов возможно выполнение наполнителя в виде гранул или порошка однородного сплава.
Использование наполнителя в виде сплава заявленных компонентов обеспечивает однородность его состава по длине и сечению проволоки, а, следовательно, и стабилизированное образование паров низкокипящего кальция с еще более низкокипящим примесным магнием в процессе ввода проволоки в обрабатываемый расплав. Тем самым повышается эффективность обработки металлургических расплавов.
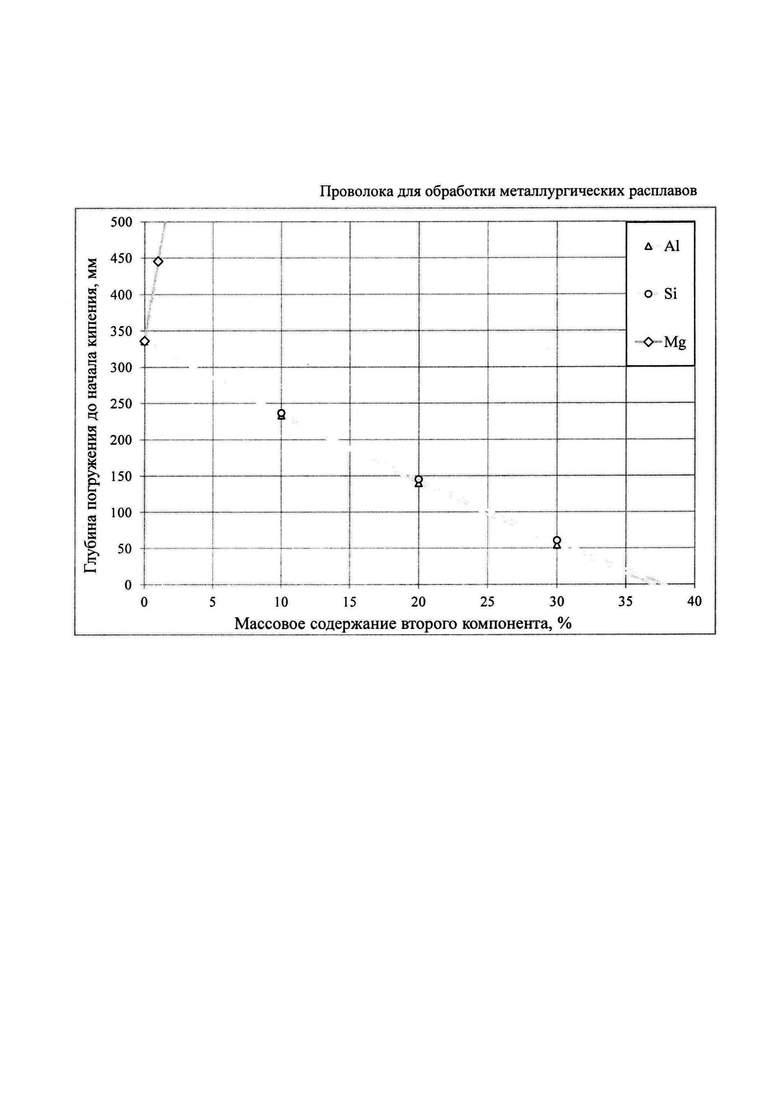
Приведенный график показывает зависимость глубины погружения в расплав стали сплава кальция до начала его кипения от массового содержания второго компонента сплава (алюминия, или кремния, или магния) при температуре обработки стали 1600°С.
На графике видно, что глубина погружения в расплав стали, при которой для сплава кальция достигается равновесие жидкость-пар, составляет около 340 мм. Для сплавов кальция с массовым содержанием алюминия или кремния примерно 37% не требуется уравновешивание ферростатическим давлением для подавления их кипения. При этом высокая однородность сплавов позволяет стабилизировать давление паров в отличие от аналогов. Эффективность снижения давления паров кальциевых сплавов за счет кремния и алюминия примерно одинакова. При этом повышение давления паров за счет магния полностью уравновешивается при массовом отношении Mg:(Al+Si) от 0,03 до 0,05. Следует отметить, что снижение потерь легкокипящих компонентов при обработке стали может достигаться также за счет снижения температуры расплава, увеличения скорости ввода проволоки в расплав и других параметров ковшевой обработки стали. Поэтому указанный диапазон может быть расширен до массового отношения Mg:(Al+Si) от 0,01 до 40,0.
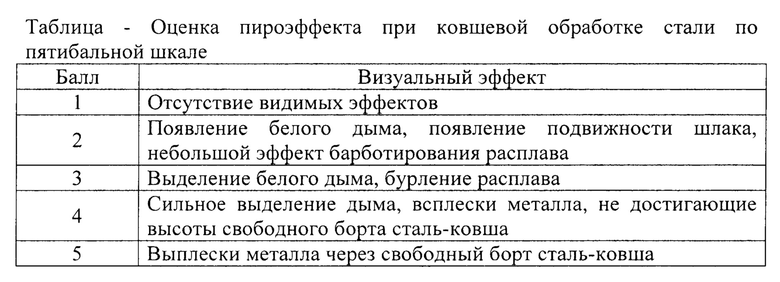
В таблице приведена оценка пироэффекта при ковшевой обработке стали по пятибальной шкале и показаны эффекты, возникающие при вводе в расплав стали кальциевых сплавов, имеющих разное давление паров. Первый балл соответствует небольшому давлению паров сплава, которые, проходя в виде небольших пузырьков через слой стали и шлака, сгорают с образованием преимущественно оксида кальция. Пятый балл свидетельствует об образовании в расплаве стали больших пузырей кальциевых паров, способных выплеснуть металл из ковша.
Пример 1
Используют проволоку с наполнителем из электролитического кальция в виде монолитного прутка с массовым содержанием магния, кремния и алюминия 0,01, 0,0030 и 0,004% соответственно. При этом массовое отношение Mg:(Al+Si) составляет 1,4.
При получении стали 20 во время ковшевой обработки ввод проволоки в расплав стали, имеющий температуру 1600°С, осуществляют с помощью трайб-аппарата со скоростью около 250 м/мин. При обработке расплава отмечено выделение белого дыма и появление подвижности шлака. Пироэффект при обработке расплава, определенный по пятибалльной шкале, представленной в таблице, оценен в 2 балла.
Здесь следует отметить, что изменение глубины погружения в расплав стали, при которой для кальциевых сплавов достигается равновесие жидкость-пар, из-за низкого содержания магния практически не значимо. Такое низкое содержание магния в электролитическом кальции обусловлено тем, что данная примесь удаляется на химическом переделе кальциевого производства (Доронин Н.А. Металлургия кальция. М.: Атомиздат, 1959).
Пример 2
При тех же условиях ковшевой обработки стали 20, указанных в примере 1, используют проволоку с наполнителем из алюминотермического кальция в виде монолитного прутка с массовым содержанием магния, алюминия и кремния 1,0, 0,020 и 0,005% соответственно. При этом массовое отношение Mg:(Al+Si) составляет 40,0.
При вводе проволоки отмечено выделение белого дыма и бурление расплава. Пироэффект при обработке расплава оценен в 3 балла.
Более высокое относительно электролитического кальция содержание магния в алюминотермическом кальции обусловлено тем, что практически весь магний, содержащийся в исходном природном известняке, остается в обожженной извести и далее переходит в кальций в процессе алюминотермического восстановления. Алюминий здесь является технологической примесью. Поэтому обеспечить контролируемое соотношение магния и алюминия в кальции в процессе его алюминотермического восстановления является сложной задачей.
Пример 3
При тех же условиях ковшевой обработки стали 20, указанных в примере 1, используют проволоку с наполнителем в виде гранулированного кальциевого сплава, полученного по способу (патент RU 2532735, опубл. 10.11.2014) путем сплавления электролитического кальция и алюминия марки А85. Массовое содержание магния, алюминия и кремния в сплаве составляют 0,1, 9,9 и 0,1% соответственно. При этом массовое отношение Mg:(Al+Si) составляет 0,01.
При вводе проволоки отмечено выделение белого дыма и небольшое барботирование расплава. Пироэффект при обработке расплава оценен в 1,5 балла.
В случае использования для обработки стали проволоки, изготовленной по патенту US 4,235,007 с наполнителем, содержащим алюминий (30 мас. %) и кальций (70 мас. %), пироэффект при обработке стали оценен в 4-5 баллов.
Приведенные примеры не ограничивают использование предлагаемого способа для получения проволоки с другими наполнителями, эквивалентными по обеспечению снижения давления паров кальция при обработке металлургических расплавов, например, гранулами кальций-кремниевого или кальций-никелевого сплавов.
Проволока для обработки металлургических расплавов
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ПРОВОЛОКА С НАПОЛНИТЕЛЕМ ЖЕЛЕЗО-КАЛЬЦИЙ-МАГНИЙ ДЛЯ ОБРАБОТКИ СТАЛИ | 2007 |
|
RU2345145C1 |
| Проволока для обработки металлургических расплавов | 2016 |
|
RU2677812C2 |
| Кальцийсодержащая проволока для ковшевой обработки стали | 2019 |
|
RU2725446C1 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2022 |
|
RU2779272C1 |
| ПОРОШКОВАЯ ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ РАСПЛАВОВ НА ОСНОВЕ ЖЕЛЕЗА (ВАРИАНТЫ) | 2008 |
|
RU2396359C2 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2014 |
|
RU2558746C1 |
| ПРОВОЛОКА С НАПОЛНИТЕЛЕМ НА ОСНОВЕ СИЛИКОКАЛЬЦИЯ ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ СТАЛИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2391412C2 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2003 |
|
RU2234541C1 |
| ПРОВОЛОКА ДЛЯ ВНЕПЕЧНОЙ ОБРАБОТКИ МЕТАЛЛУРГИЧЕСКИХ РАСПЛАВОВ | 2007 |
|
RU2375462C2 |
| Модификатор для железоуглеродистых расплавов и способ его изготовления | 2021 |
|
RU2776573C1 |
Изобретение относится к области металлургии и может быть использовано для ковшевой обработки стали. Проволока содержит металлическую оболочку и наполнитель на основе кальция с примесным содержанием магния. Наполнитель выполнен в виде однородного сплава, который дополнительно содержит по крайней мере один элемент А, выбранный из группы алюминий и кремний, при массовом отношении компонентов Mg:A от 0,01 до 40,0. Изобретение позволяет улучшить эксплуатационные характеристики проволоки за счет ввода в состав сплава труднолетучего компонента, который компенсирует повышение давления паров кальцийсодержащего наполнителя из-за легколетучей примеси магния. 4 з.п. ф-лы, 1 ил., 1 табл., 3 пр.
1. Проволока для ковшевой обработки стали, содержащая металлическую оболочку и наполнитель на основе кальция с примесным содержанием магния, отличающаяся тем, что наполнитель выполнен в виде однородного сплава, который дополнительно содержит по крайней мере один элемент А, выбранный из группы алюминий и кремний, при массовом отношении компонентов Mg:A от 0,01 до 40,0.
2. Проволока по п. 1, отличающаяся тем, что массовое отношение компонентов Mg:A составляет от 0,03 до 0,05.
3. Проволока по п. 1, отличающаяся тем, что наполнитель выполнен в виде прутка неограниченной длины из упомянутого однородного сплава.
4. Проволока по п. 1, отличающаяся тем, что наполнитель выполнен из литых гранул упомянутого однородного сплава.
5. Проволока по п. 1, отличающаяся тем, что наполнитель выполнен из порошка, полученного измельчением слитков упомянутого однородного сплава.
| US 4235007 A, 25.11.1980 | |||
| УСТОЙСТВО ПРОТИВОВЕСА ДЛЯ ЛИФТА | 2011 |
|
RU2610331C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КАЛЬЦИЕВОЙ ПРОВОЛОКИ | 1999 |
|
RU2152834C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАФИНИРУЮЩЕЙ ДОБАВКИ ИЗ КАЛЬЦИЯ В ФОРМЕ ПРОВОЛОКИ | 1993 |
|
RU2011685C1 |

