Область техники, к которой относится изобретение
Настоящее изобретение относится к упаковочному ламинированному материалу для упаковочного контейнера для чувствительного к кислороду жидкого или полужидкого пищевого продукта, где упаковочный ламинированный материал включает слой бумаги или картона, и слой, выполняющий функцию газо- или паронепроницаемого слоя, где слои связаны друг с другом посредством ламинирующего материала, включающего в себя первую адгезивную полимерную композицию в непосредственном соприкосновении с бумагой или картоном, где первая адгезивная полимерная композиция содержит полимерный материал, имеющий этиленовые мономерные звенья и некоторые мономерные звенья, имеющие функциональные группы карбоновой кислоты.
Изобретение также относится к упаковочному контейнеру для жидкого или полужидкого пищевого продукта, где упаковочный контейнер изготовлен путем формирования формы складыванием и сваривания упаковочного ламинированного материала.
Кроме того, изобретение относится к способу изготовления такого упаковочного ламинированного материала.
Уровень техники изобретения
Известный упаковочный ламинированный материал описанного выше типа, как правило, имеет слой бумаги или картона и внешние непроницаемые для жидкости покрытия из полиэтилена (PE), предпочтительно полиэтилена низкой плотности (LDPE). Для того, чтобы придать упаковочному ламинированному материалу барьерные свойства в отношении газов, в частности, кислорода, упаковочный ламинированный материал дополнительно имеет, по меньшей мере, один дополнительный слой материала, который обеспечивает такие барьерные свойства и, который связан с бумажным или картонным слоем посредством ламинирующего слоя, предпочтительно полиэтилена низкой плотности (LDPE). Примеры материалов для дополнительного слоя этого типа могут представлять собой слой или пленку, содержащий(-ую) полимер с собственными барьерными свойствами, например, сополимер этилена и винилового спирта (EVOH) или полиамид (PA), или предварительно изготовленную пленку, покрытую слоем, нанесенным в виде жидкой пленки или осажденным в вакууме или осажденным из паровой фазы, который имеет соответственные барьерные свойства, главным образом, в отношении газов, но также в отношении ароматизирующих агентов и водяного пара. Обычным примером покрытых слоем предварительно изготовленных пленок такого типа является пример ориентированных пленок из сложного полиэфира, например, полиэтилентерефталата (PET) или полипропилена (PP), с металлизированным слоем или слоем, нанесенным с применением плазменного осаждения из паровой фазы. Как правило, используют алюминиевую фольгу, которая, в дополнение к имеющимся превосходным барьерным свойствам в отношении газов, в частности, кислорода, также имеет преимущественное свойство, позволяющее подвергать упаковочный ламинированный материал термосвариванию посредством индукционной сварки, которая представляет собой быстрый, простой и эффективный метод термосваривания.
Известный упаковочный ламинированный материал обычно получают из полотна бумаги или картона, которое сматывается с подающей бобины, при одновременном сматывании полотна алюминия с соответствующей подающей бобины. Два размотанных полотна приводят в контакт друг с другом и оба проводят через зазор между двумя соседними вращающимися цилиндрами, при одновременном нанесении между полотнами ламинирующего материала, обычно полиэтилена низкой плотности (LDPE), с тем, чтобы получить прочное скрепление алюминиевого полотна и бумажного или картонного полотна. После этого с обеих сторон бумажного или картонного полотна обеспечиваются непроницаемые для жидкости покрытия из полиэтилена, обычно полиэтилена низкой плотности (LDPE), и затем осуществляется наматывание на бобины формирования готовой упаковки для дальнейших перевозки и технологической обработки.
Размерно-стабильные упаковочные контейнеры одноразового типа производят из упаковочного ламинированного материала с помощью высокопроизводительных упаковочных машин такого типа, который придает форму, заполняет и сваривает готовые упаковки из полотна или из предварительно изготовленных заготовок из упаковочного ламинированного материала.
Например, из полотна упаковочного ламинированного материала, упаковочные контейнеры получают способом, в котором в первую очередь полотну придают форму трубы посредством обоих продольных краев полотна, прочно соединяемых друг с другом по шву внахлестку в результате сплавления обращенных друг к другу (противолежащих) пластиковых слоев полотна. Эту трубу заполняют предложенным пищевым продуктом, например, молоком или соком, и делят на прилегающие друг к другу квадратно-выпуклые упаковочные места путем повторно выполняемого спрессовывания и термосваривания трубы в поперечном направлении по отношению к продольному направлению трубы, ниже уровня продукта в трубе. Квадратно-выпуклые упаковочные места отделяют друг от друга, посредством надрезов, выполняемых в поперечных зонах сваривания, и в конечном итоге придают желательную геометрическую форму, обычно форму, подобную брикету, с помощью использования, по меньшей мере, одной дополнительной операции формирования формы и термосваривания.
Упаковочный ламинированный материал известного типа позволяет производить размерно-стабильные упаковочные контейнеры, которые являются совместимыми с продуктом и ориентированными на потребителя и вмещают чувствительный к кислороду жидкий пищевой продукт, например, молоко, сок, вино и масло для приготовления пищи, но, тем не менее, имеют отношение к недостаткам с точки зрения, как окружающей среды, так и технологии переработки.
Например, полиэтилен низкой плотности (LDPE), используемый для связывания алюминиевой фольги с бумажным или картонным слоем, представляет собой неполярный полимер, который сам по себе не имеет естественных центров связывания для соединения с соответствующими центрами связывания на поверхности алюминиевой фольги. Следовательно, в известном способе, функциональные центры связывания необходимо создавать синтетическим путем. На практике, это делают способом, в котором полиэтилен низкой плотности (LDPE) наносят между бумажным или картонным полотном и алюминиевым полотном экструзией при более высокой температуре (в этом случае при приблизительно 330°C), чем температура (приблизительно 300°C), которую обычно используют для экструзионного нанесения слоя полиэтилена низкой плотности, при одновременном введении озона для инициирования реакции окисления и получения полярных групп, в том числе свободных групп карбоновой кислоты, с помощью которых полиэтилен низкой плотности (LDPE) может соединяться с активными центрами связывания на поверхности алюминиевой фольги. Экструзия при повышенной температуре (приблизительно 330°C) влечет за собой повышенное потребление энергии и, как следствие, повышенное испускание вредных для окружающей среды парниковых газов (ʺфактические выбросы, эквивалентные выбросам диоксида углеродаʺ).
Экструзия полиэтилена низкой плотности (LDPE) при повышенной температуре (приблизительно 330°C), как в известном способе, вызывает протекание реакций деструкции молекулы полиэтилена по типу реакций обрыва цепи и образования поперечных связей. После того, как они фактически начинают протекать, эти реакции деструкции могут протекать вплоть до такой степени, что утрачивается желательная способность полимера поддерживать долговечную прочность связывания между алюминиевой фольгой и бумажным или картонным слоем, и в связи с этим также утрачивается механическая прочность.
Озон, который, как правило, используют в качестве агента для способствования окислению и адгезии, сам по себе является газом, который вреден здоровью и окружающей среде, и он требует максимально осторожного обращения с ним с тем, чтобы предотвратить утечку газа. Кроме того, обработка поверхности полимерного материала также может приводить к протеканию реакций деструкции и давать в результате низкомолекулярные продукты деструкции, в силу чего является преимущественным, если такие методы обработки и химические соединения могут быть исключены из процессов ламинирования.
Раскрытие изобретения
Таким образом, существует потребность в том, чтобы сделать доступным для приобретения упаковочный ламинированный материал такого типа, который упомянут в начале, без проблем и недостатков такого рода, с которыми связан описываемый выше известный метод.
Кроме того, постоянно возрастающее применение открывающих приспособлений, которые выполняются с возможностью проникнуть, вскрыть, разрывая ламинированный упаковочный материал с тянущим или толкающим воздействием, определяет растущие потребности в упаковочных ламинированных материалах для упаковочных контейнеров для чувствительных к кислороду жидких пищевых продуктов.
Использование предварительно прорезанных отверстий в картоне, поверх которого в дальнейшем проводят ламинирование различными полимерными и барьерными слоями ламинированного материала, требует близкой к превосходной адгезии между слоями мембраны из ламинированного материала в зоне предварительно вырезанных отверстий, во избежание проблем возможных включений воздуха, разрывов, проблем утечек и проникновения молекул газа в продукт. Любое возникновение плохой адгезии между ламинированными слоями, таким образом, может неблагоприятно сказаться на стерильности и целостности упаковки, то есть, на способности противодействовать проникновению газов, микроорганизмов и других веществ, которые могут повредить упакованный пищевой продукт, с одной стороны, и на способности надежно хранить упакованный жидкий продукт, без утечки, с другой стороны.
Таким образом, задачей изобретения является обеспечение соответствия этим требованиям.
Задачей изобретения является обеспечение упаковочного ламинированного материала, имеющего улучшенные целостность/адгезию между ламинированными слоями, благодаря чему ламинированные слои хорошо скрепляются друг с другом по всем поверхностям слоев, также в пределах возможных зон предварительно вырезанных отверстий в картоне, где некартонные слои образуют мембрану из ламинированного материала, в частности, хорошее прочное связывание функциональных групп между барьерным слоем в отношении газа и бумажным или картонным слоем упаковочного ламинированного материала.
Другой задачей является предоставление упаковочного ламинированного материала для упаковочного контейнера для чувствительного к кислороду жидкого пищевого продукта, такого типа, который получают путем формирования формы складыванием и термосваривания упаковочного ламинированного материала, который обеспечивает хорошую целостность упаковочному контейнеру в соответствии с вышеизложенными требованиями, и предоставление таких упаковочных контейнеров.
Дополнительной задачей является обеспечение доступности способа получения упаковочного ламинированного материала, который позволит получить и поддерживать прочное связывание функциональных групп между барьерным слоем в отношении газа и бумажным или картонным слоем упаковочного ламинированного материала, где способ может быть осуществлен без неоправданно чрезмерного потребления энергии, и без использования веществ, которые являются вредными для здоровья и для окружающей среды.
Согласно одному аспекту, изобретение, таким образом, предоставляет упаковочный ламинированный материал для упаковочного контейнера для чувствительного к кислороду жидкого пищевого продукта, такого как молоко, сок, вино и масло для приготовления пищи, где упаковочный ламинированный материал включает слой бумаги или картона, и слой, который выполняет функцию барьера в отношении газов и является связанным c бумажным или картонным слоем посредством ламинирующего материала.
Упаковочный ламинированный материал, таким образом, включает в себя слой бумаги или картона, и слой, выполняющий функцию барьерного слоя в отношении газа или пара, где слои связаны друг с другом посредством ламинирующего материала, включащего в себя первую адгезивную полимерную композицию в непосредственном соприкосновении с бумагой или картоном, и, где первая адгезивная полимерная композиция содержит полимерный материал, имеющий этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют менее 1,5% моль всей первой адгезивной полимерной композиции.
Согласно некоторому варианту осуществления, количество мономерных звеньев, имеющих функциональные группы карбоновой кислоты в ламинирующем материале, составляет 0,15 - менее 1,5% мольных, предпочтительно от 0,15 до 1,3% мольных, как например, от 0,3 до 0,7% мольных, как например, от 0,15 до 0,4% мольных, относительно всей первой адгезивной полимерной композиции. Для получения высоконадежной адгезии к поверхности картона, требуются относительно высокие температуры плавления полимера для покрытия. При более высоком содержании групп карбоновой кислоты, повышается риск гелеобразования вследствие деструкции полимера в нагретом оборудовании для плавления и экструзии, а также образования сажевых частиц и продуктов деструкции в экструдированном полимерном слое. При слишком низком количестве групп карбоновой кислоты, естественно будет меньше свободных центров связывания для смежных поверхностей и, как следствие этого, слишком слабая адгезия.
Согласно некоторому варианту осуществления упаковочного ламинированного материала, первая адгезивная полимерная композиция дополнительно содержит полиэтилен низкой плотности (LDPE). Адгезивные сополимеры из этиленовых мономерных звеньев и мономерных звеньев (мет)акриловой кислоты, имеющие более высокое содержание карбоксильных групп, могут быть дополнительно разбавлены в смешанной композиции посредством LDPE, в результате чего может быть получено правильное количество карбоксильных групп для оптимального связывания и для технологических свойств расплава. Композиция содержит, по меньшей мере, 40 процентов массовых адгезивного полимера.
Согласно конкретному варианту осуществления упаковочного ламинированного материала, первая адгезивная полимерная композиция содержит адгезивный полимер, выбираемый из группы, состоящей из сополимера этилен-акриловая кислота (EAA) и сополимера этилен-метакриловая кислота (EMAA) и их смесей. Композиция содержит, по меньшей мере, 40 процентов массовых EAA и/или EMAA. Подходящие такие адгезивные сополимеры можно найти, например, с торговыми наименованиями Primacor, Nucrel или Escor.
Согласно некоторому варианту осуществления упаковочного ламинированного материала, первая адгезивная полимерная композиция содержит полиэтилен низкой плотности (LDPE) в количестве вплоть до 60% масс.
Согласно некоторому варианту осуществления упаковочного ламинированного материала, слой материала, выполняющий функцию барьерного слоя, представляет собой алюминий. В большинстве случаев, барьерным материалом является алюминиевая фольга, но также он может представлять собой металлизированную полимерную пленку, где металлизированный слой, по меньшей мере, отчасти придает упаковочному ламинированному материалу барьерные свойства в отношении газа и/или пара. Согласно дополнительным вариантам осуществления, материал барьерного слоя может представлять собой полимер, такой как полиамид или сополимер этилен-виниловый спирт (EVOH), или предварительно изготовленную полимерную пленку, имеющую тонкое покрытие в виде слоя барьерного материала, как например, покрытие из неорганического оксида, полученное осаждением из паровой фазы, или тонкий, нанесенный в виде жидкой пленки барьерный слой PVOH или полисахарида, обеспечивающие барьерные свойства.
Согласно некоторому варианту осуществления упаковочного ламинированного материала, слой материала, выполняющий функцию барьерного слоя, со своей противоположной стороны, которая должна образовывать внутреннюю поверхность упаковочного ламинированного материала в упаковочном контейнере, связан с термосвариваемым контактирующим с пищевым продуктом слоем полиэтилена посредством внутреннего адгезивного полимера, который находится в непосредственном соприкосновении с барьерным слоем, где внутренний адгезивный полимер состоит из полимера, имеющего этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,5% моль и более, предпочтительно от 1,5% моль до 3,5% моль, более предпочтительно от 1,5% моль до 3,3% моль, этого внутреннего адгезивного полимера. Согласно некоторому варианту осуществления, внутренний адгезивный полимер представляет собой сополимер этилена и акриловой кислоты (EAA). В случае упаковывания жидкого молока или сока, требуются более высокие уровни функциональных групп карбоновой кислоты в связывании адгезивного полимера с алюминиевой фольгой по внутренней поверхности, по сравнению со связыванием адгезивного полимера с бумажным или картонным слоем. Особенно в случае фруктовых и овощных соков, где существуют так называемые свободные жирные кислоты, которые могут мигрировать из упакованного продукта во внутренние термосвариваемые слои и через них к барьеру из алюминиевой фольги, где они накапливаются в высоких концентрациях и оказывают пагубное влияние на адгезию между алюминиевой фольгой и смежным внутренним полимерным слоем. Более высокий уровень функциональных групп карбоновой кислоты в этом смежном внутреннем слое адгезивного полимера замедляет дальнейшее ухудшение адгезии к алюминиевой фольге, тем самым продлевая срок службы заполненной соком упаковки. В случае упаковывания молока, внутренние термосвариваемые полиолефиновые слои необходимо экструдировать при более низкой температуре для того, чтобы исключить вырабатывание постороннего привкуса в налитом молочном продукте вследствие мигрирования низкомолекулярных продуктов деструкции в молоко. В результате применения соэкструзии вместе с функционализированным группами карбоновой кислоты адгезивом, который должен прилегать к алюминиевой фольге, можно получить достаточную адгезию внутренних слоев к алюминиевой фольге, а также к самому внутреннему термосвариваемому полиолефиновому слою, хотя при этом может потребоваться поддерживание температуры экструзии на довольно низком уровне.
Согласно дополнительному варианту осуществления упаковочного ламинированного материала, термосвариваемый контактирующий с пищевым продуктом слой включает в себя или состоит из полиэтилена, выбранного из группы, состоящей из LDPE, линейного полиэтилена низкой плотности (LLDPE) и линейного полиэтилена низкой плотности, полученного полимеризацией с участием катализатора с единым центром полимеризации на металле (m-LLDPE), и смесей двух или более типов полиэтилена.
Согласно некоторому варианту осуществления упаковочного ламинированного материала, ламинирующий материал включает в себя первый слой, содержащий первый адгезивный полимер, способный связываться с бумажным или картонным слоем, и, на своей другой поверхности, имеет второй полимерный слой, способный связываться со слоем, выполняющим функцию барьера в отношении газа или пара, где первый адгезивный слой находится в соприкосновении с бумажным или картонным слоем, второй слой находится в соприкосновении со слоем, выполняющим функцию барьера, и первый адгезивный полимер содержит этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют менее 1,5% моль всего первого адгезивного полимера.
Согласно некоторому варианту осуществления упаковочного ламинированного материала, второй полимерный слой представляет собой полиэтилен низкой плотности (LDPE).
Согласно некоторому варианту осуществления упаковочного ламинированного материала, второй полимерный слой представляет собой второй адгезивный полимер, включающий в себя полимер, имеющий этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,5% моль и более, предпочтительно от 1,5% моль до 3,5% моль, более предпочтительно от 1,5% моль до 3,3% моль, второго адгезивного полимера.
Согласно дополнительному варианту осуществления, ламинирующий материал содержит центральный полимерный слой, который, на одной поверхности, имеет первый слой первого адгезивного полимера, способного связываться с бумажным или картонным слоем, и, на его другой поверхности, имеет второй слой второго адгезивного полимера, способного связываться со слоем, выполняющим функцию барьера в отношении газа, где первый адгезивный слой на одной поверхности полимерного слоя находится в соприкосновении с бумажным или картонным слоем, и, где второй адгезивный слой на другой поверхности полимерного слоя находится в соприкосновении со слоем, выполняющим функцию барьера в отношении газа или пара, где первый адгезивный полимер, содержит этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют менее 1,5% моль всего первого адгезивного полимера.
Согласно некоторому варианту осуществления, количество мономерных звеньев, имеющих функциональные группы карбоновой кислоты, в первом адгезивном полимере составляет 0,15 - менее 1,5% моль, предпочтительно от 0,15 до 1,3% моль, более предпочтительно от 0,15 до 0,7% моль, наиболее предпочтительно от 0,15 до 0,4% моль, первого адгезивного полимера.
Согласно некоторому варианту осуществления, первый адгезивный полимер включает в себя адгезивный полимер, выбранный из группы, состоящей из сополимера этилен-акриловая кислота (EAA) и сополимера этилен-метакриловая кислота (EMAA) и их смесей.
Согласно дополнительному варианту осуществления, центральный полимерный слой (13a) включает в себя неполярный полимерный материал, такой как полиолефин.
Первый и второй адгезивные слои ламинирующего материала могут быть выполнены из адгезивных полимеров с взаимно отличающимися химическими композициями и с взаимно отличающимися толщинами слоев, но предпочтительно они изготавливаются из одного и того же адгезивного полимера с одной и той же толщиной слоя. В любом случае, первый адгезивный полимер первого адгезивного слоя представляет собой сополимер, имеющий этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты в количестве от 0,15 до 1,5% моль, как например, от 0,15 до 1,3% моль, как например, от 0,15 до 0,7% моль, относительно первого адгезивного полимера.
Второй слой второго адгезивного полимера может, таким образом, иметь такую же композицию, что и первый адгезивный полимер. Преимущество заключается не только в том, что может быть использовано более простое оборудование для экструзии, в виду проведения работы только с одним расплавом адгезивного полимера для подачи двух адгезивных слоев ламинированного материала, но и в том, что могут быть исключены проблемы гелеобразования в операции экструзии из расплава слоев ламинированного материала при одновременном достижении хорошей адгезии между всеми рассматриваемыми слоями.
В дополнительном варианте осуществления, он включает в себя полимер, имеющий этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, в количестве от 1,5% моль и более, как например, от 1,5% моль до 3,5% моль, как например, 1,5% моль - менее 3,0% моль, относительно второго адгезивного полимера. Согласно одному варианту осуществления изобретения, центральный полимерный слой в ламинирующем материале содержит полиэтилен. В пределах группы полиэтиленов, свойства центрального слоя могут быть изменены и оговорены специальным техническим заданием с тем, чтобы получать разнообразные конечные свойства в упаковочном ламинированном материале.
Примеры линейных полимеров, которые могут помочь в улучшении механических свойств готового упаковочного ламинированного материала, при их включении в ламинирующий слой, составляют так называемые линейные полимеры, например, полиолефины, такие как полиэтилены, например, полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE), полученные в присутствии обычно применяемых катализаторов или в присутствии так называемых катализаторов с единым центром полимеризации на металле, или катализаторов с напряженной геометрией, в том числе так называемых металлоценовых катализаторов для получения металлоценового LLDPE (m-LLDPE), и полипропилен (PP). Полиэтилен очень низкой плотности (VLDPE) и полиэтилен сверхнизкой плотности (ULDPE) являются примерами подкатегорий в пределах категории под названием линейные полиэтилены низкой плотности. Под линейными полимерами понимают полимеры, которые имеют более линейную молекулярную структуру, чем LDPE, то есть, которые имеют меньше ответвлений с длинной цепью. В зависимости от типа и количества сомономера, эти полимеры, как правило, обладают большей долговечностью в отдельных отношениях. В зависимости от того, что требуется для готового упаковочного ламинированного материала в отношении различных механических свойств, например, сопротивления раздиру, сопротивления проколу и долговечности, можно, согласно изобретению, комбинировать и варьировать ламинирующий материал и адгезивный полимер в рамках подходящих технологических свойств при экструзионном нанесении слоя покрытия и экструзионном ламинировании. Механические, упругие свойства такого рода получают с использованием полиэтиленов таких типов, как полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE) и металлоценовый линейный полиэтилен низкой плотности (m-LLDPE), тогда как полиэтилен высокой плотности (HDPE), как правило, дает, например, улучшенные барьерные свойства в отношении водяного пара, и вместе с тем несколько улучшенные барьерные свойства в отношении кислорода.
Вариации ламинирующего материала для желательного типа упаковочного ламинированного материала для напитков и жидкостей, следовательно, можно найти в группе полиэтиленов, то есть, полимеров, выбираемых из группы, которая включает в себя полиэтилен низкой плотности (LDPE), полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE), полученные в присутствии обычно применяемых катализаторов или в присутствии так называемых катализаторов с единым центром полимеризации на металле или катализаторов с напряженной геометрией, в том числе так называемых металлоценовых катализаторов для получения металлоценового LLDPE (m-LLDPE), и смеси двух или более этих полимеров. Эта группа, соответственно, также включает в себя сополимеры этилена и других альфа-олефиновых мономеров, которые непременно включают в себя, например, линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE), также сополимеры этилена и пропилена в различных пропорциях, например, так называемые пластомеры или эластомеры такого типа, которые продаются в Dow под наименованиями ʺEngageʺ и ʺAffinityʺ, и еще терполимеры этилена, пропилена и альфа-олефинового мономера, имеющие сходные с полиэтиленом свойства.
Согласно одному варианту осуществления изобретения, полимер в ламинирующем материале в упаковочном ламинированном материале согласно изобретению включает полиэтилен низкой плотности (LDPE), который может быть получен либо реакцией полимеризации в автоклавном реакторе либо реакцией полимеризации в трубчатом реакторе. Полиэтилен низкой плотности (LDPE), который получают полимеризацией в автоклаве, может быть подвергнут экструзии обычно применяемым способом без серьезных краевых эффектов в виде того, что называют шейкой, но он имеет ограниченные характеристики вытяжки, по сравнению с LDPE, полученным в трубчатом реакторе, то есть, по сравнению с другими вышеупомянутыми полиэтиленовыми материалами он имеет более высокую упругость расплава, при соответственном значении индекса текучести расплава (MFI), в аналогичных технологических условиях. Обычно он имеет широкое молекулярно-массовое распределение и ответвления с длинной цепью в своей молекулярной структуре.
Под шейкой понимают втягивание по краям полотна расплава экструдированного полимера, которое возникает между выходом из экструзионной головки и первой точкой соприкосновения полотна с движущимся полотном материала которое должно быть покрыто слоем полимера. Теплая экструдированная расплавленная пленка при этом усаживается, так что ее ширина сокращается на пути между экструзионной головкой и зазором между охлаждающими цилиндрами. Вместе с тем, краевые зоны расплавленного полотна утолщаются. Для преодоления этой проблемы, теплое полотно зачастую экструдируют шире, чем полотно, на которое должно быть нанесено покрытие, с тем, чтобы снизить затраты в отношении непокрытого материала субстрата, который часто является более дорогим, чем экструдированный полимер. Краевые отходы, которые образуются, соответственно, состоят только из экструдированного материала, который может быть срезан и отправлен на повторный цикл переработки. Ширина краевых зон составляет размер шейки в миллиметрах и обычно указывается как ширина, полученная суммированием соответствующих величин обоих краев без покрытия.
Термин вытяжка относится к способности экструдированного полотна расплава удерживаться без разрывов или щелей в полотне в ходе вытягивания расплава с большим ускорением на полотно в зазоре из выпускного отверстия экструзионной головки. Эти свойства полимерного расплава зависят от баланса в нем между вязкими и упругими свойствами и могут быть обобщены термином ʺупругость расплаваʺ. Такой баланс является результатом взаимодействия ряда полимерных характеристик, главным образом, молекулярно-массового распределения и образования ответвлений с длинной цепью.
В соответствии с некоторым вариантом осуществления, LDPE, полученный в автоклавном реакторе, со значением MFI 4-10 г/10 мин, измеренным согласно стандарту ISO1133 при 2,16 кг и 190°C, может быть преимущественно скомбинирован с адгезивными слоями адгезивного полимера со значением MFI 4-10 г/10 мин. В соответствии с одним вариантом осуществления изобретения, LDPE, полученный в автоклавном реакторе, со значением MFI 4-10 г/10 мин, измеренным согласно стандарту ISO1133 при 2,16 кг и 190°C, может быть преимущественно скомбинирован с адгезивными слоями адгезивного полимера со значением MFI 10-20 г/10 мин. В соответствии с одним вариантом осуществления, LDPE, полученный в автоклавном реакторе, со значением MFI 10-20 г/10 мин, измеренным согласно стандарту ISO1133 при 2,16 кг и 190°C, может быть преимущественно скомбинирован с адгезивными слоями адгезивного полимера со значением MFI 4-10 г/10 мин.
Полиэтилен низкой плотности (LDPE), полученный полимеризацией в трубчатом реакторе, как правило, имеет более низкую упругость расплава и является значительно более чувствительным к негативным краевым эффектам в форме шейки во время обычно применяемой экструзии, чем полиэтилен низкой плотности (LDPE), полученный полимеризацией в автоклавном реакторе, и поэтому он не может быть подвергнут экструзии без образования заметной шейки, что приводит к существенным краевым отходам полотна и, следовательно, к увеличенным затратам.
Полученный в трубчатом реакторе LDPE также имеет ответвления с длинными цепями, но он не имеет большую долю молекул высокой молекулярной массы, которую имеет полученный в автоклавном реакторе LDPE, и, которую можно увидеть в виде ʺхвостаʺ или ʺдополнительного пикаʺ на конце кривой молекулярно-массового распределения для полученного в автоклавном реакторе LDPE. Полученный в трубчатом реакторе LDPE, как правило, имеет более низкую упругость расплава, чем полученный в автоклавном реакторе LDPE.
С применением способа проведения соэкструзии слоев ламинирующего материала, LDPE, полученный в трубчатом реакторе, несмотря на это, может быть нанесен с относительно высокими скоростями экструзии, например, 400 м/мин и выше, отчасти в силу его более хороших характеристик вытяжки, даже при более низких температурах, например, от 280 до 310, например, от 290 до 300°C. Вместе с тем, слой в ламинирующем материале с LDPE, полученным в трубчатом реакторе, может быть экструдирован более тонко в способе согласно изобретению, чем в случае обычно применяемого ламинирования с использованием лишь LDPE в качестве ламинирующего материала, и может быть сокращено общее количество ламинирующего материала, может быть достигнута достаточная или более хорошая адгезия, и может быть снижено энергопотребление. Посредством способа согласно изобретению, LDPE, полученный полимеризацией в автоклавном реакторе также может быть экструдирован с относительно высокой скоростью и также при более низкой температуре, несмотря на его более слабые характеристики вытяжки, при одновременном экструдировании более тонких слоев, и снижении общего количества ламинирующего материала, возможном достижении более хорошей адгезии, и сокращении энергопотребления.
Посредством способа согласно изобретению, различия в поведении двух типов полимеров в ходе экструзии могут быть эффективно нейтрализованы и даже устранены соответствующим подбором внешних адгезивных слоев ламинирующего материала. Материал адгезивного полимера должен быть такого типа, который предназначен для экструзионного нанесения покрытия или для экструзионного ламинирования. При более низкой температуре экструзии, в способе согласно изобретению, таким образом, можно поддерживать необходимую адгезию и устранять негативные краевые эффекты, вместе с тем одновременно процесс экструзии является более энергоэкономичным и позволяет исключать использование веществ и способов, которые вредны для здоровья и для окружающей среды. В результате соэкструдирования центрального слоя ламинирующего материала с внешними адгезивными слоями с обеих сторон, получают более стабильное полотно расплава полимера, и различные свойства ламинирующих материалов в отношении образования шейки и вытяжки могут уравновешивать друг друга при более низких температурах экструзии, и ламинирование материала может происходить с относительно высокой скоростью, вместе с тем одновременно может быть достигнута хорошая или более хорошая адгезия, и могут быть нанесены тонкие слои соответственных полимерных слоев без дефектов, в результате чего сохраняются или даже снижаются общие затраты на исходный материал и на стадии ламинирования в ходе получения. Более низкие температуры экструзии означают температуры, которые более, чем на 15 градусов, ниже температуры, применяемой в обычном экструзионном ламинировании с использованием лишь LDPE в качестве ламинирующего материала, то есть, 325-330°C, например, 280-310°C, например, 290-310°C. Температуру экструзии измеряют с помощью ИК-прибора для измерения на полотне расплава сразу ниже выпускного отверстия из экструзионной головки. Относительно высокая скорость экструзии или ламинирования подразумевает под собой скорости полотна от приблизительно 400 м/мин и выше, тогда как более низкая скорость означает приблизительно 100-300 м/мин. Тонкие слои означают слои, которые тоньше, чем толщина 20 г/м2, или тоньше, которая обычно требуется в обычном экструзионном ламинировании с использованием лишь LDPE в качестве ламинирующего материала. Центральный слой ламинирующего материала согласно изобретению может иметь толщину от 10 до 14 г/м2, тогда как внешние адгезивные полимерные слои ламинирующего материала могут иметь, каждый из них, толщину от 2 до 5 г/м2, например, от 3 до 4 г/м2.
Способ согласно изобретению является особенно преимущественным в случае полимеров LDPE, которые получены полимеризацией в трубчатом реакторе, ввиду преодоления недостатков в виде склонности к образованию шейки, при одновременном получении других общих преимуществ в ходе получения упаковочного ламинированного материала, а именно превосходной адгезии, более низкого энергопотребления, и преимуществ с точки зрения сохранения здоровья и окружающей среды.
Упаковочный ламинированный материал согласно изобретению аналогичным образом является преимущественным в случае включения линейных полимеров в качестве ламинирующего материала, в особенности полиолефинов с линейной молекулярной структурой, по сравнению с LDPE, который получен полимеризацией в трубчатом реакторе, как правило, полиэтиленовых полимеров, поскольку они имеют более или менее одинаковые технологические свойства при экструзионном нанесении покрытия, и их общим признаком является то, что они все имеют низкую упругость расплава и, следовательно, высокую склонность к образованию шейки по краям полотна расплава, по сравнению с обычным полученным в автоклавном реакторе LDPE.
Согласно одному варианту осуществления изобретения, ламинирующий материал центрального слоя, таким образом, включает полиэтилены, выбранные из группы, состоящей из LDPE, полученного полимеризацией в трубчатом реакторе, полиэтилена высокой плотности (HDPE), полиэтилена средней плотности (MDPE), линейного полиэтилена низкой плотности (LLDPE), полиэтиленов очень низкой плотности (VLDPE), полиэтиленов сверхнизкой плотности (ULDPE), полученных в присутствии обычно применяемых катализаторов, или других катализаторов, или в присутствии так называемых катализаторов с единым центром полимеризации на металле или катализаторов с напряженной геометрией, в том числе так называемых металлоценовых катализаторов для получения металлоценового LLDPE (m-LLDPE), и смесей двух или более этих полимеров. Общим признаком всех этих полимерных типов является то, что они имеют более низкую упругость расплава при соответственном значении MFI, в ходе экструзионного нанесения покрытия, по сравнению с полученным в автоклавном реакторе LDPE, где причиной является то, что они имеют более узкое молекулярно-массовое распределение и/или более низкую долю ответвлений с длинными цепями.
Согласно одному варианту осуществления изобретения, ламинирующий материал включает в себя полиэтилены, выбранные из группы, состоящей из LDPE, полученного полимеризацией в трубчатом реакторе, полиэтилена средней плотности (MDPE), линейного полиэтилена низкой плотности (LLDPE), полиэтиленов очень низкой плотности (VLDPE), полиэтиленов сверхнизкой плотности (ULDPE), полученных в присутствии обычно применяемых катализаторов, или других катализаторов, или в присутствии так называемых катализаторов с единым центром полимеризации на металле или катализаторов с напряженной геометрией, в том числе так называемых металлоценовых катализаторов для получения металлоценового LLDPE (m-LLDPE), и смесей двух или более этих полимеров. Общим признаком всех этих полимерных типов является то, что они имеют более низкую упругость расплава при соответственном значении MFI, в ходе экструзионного нанесения покрытия, по сравнению с полученным в автоклавном реакторе LDPE, где причиной является то, что они имеют более узкое молекулярно-массовое распределение и/или более низкую долю ответвлений с длинными цепями. Линейные полимеры также обеспечивают ламинированный упаковочный материал согласно изобретению с более хорошими упругими свойствами, как например, улучшенные сопротивление раздиру и сопротивление проколу, и это дает в результате упаковочные контейнеры с улучшенной целостностью, то есть, с улучшенной долговечностью в условиях нагрузок при транспортировке.
Согласно одному варианту осуществления изобретения, ламинирующий материал, таким образом, включает в себя полиэтилены, выбранные из группы, состоящей из полиэтилена средней плотности (MDPE), линейного полиэтилена низкой плотности (LLDPE), полиэтиленов очень низкой плотности (VLDPE), полиэтиленов сверхнизкой плотности (ULDPE), полученных в присутствии обычно применяемых катализаторов, других катализаторов, или в присутствии так называемых катализаторов с единым центром полимеризации на металле или катализаторов с напряженной геометрией, в том числе так называемых металлоценовых катализаторов для получения металлоценового LLDPE (m-LLDPE), и смесей двух или более этих полимеров.
Примерами пригодных к использованию полимеров для непроницаемых для жидкости внешних слоев упаковочного ламинированного материала согласно изобретению являются полиолефины, такие как полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE), полиэтилен высокой плотности (HDPE) и полипропилен (PP). В тех случаях, когда барьерный слой изготавливают из алюминиевой фольги, внешний слой с внутренней стороны упаковочного ламинированного материала, то есть, со стороны, которая должна быть направлена к продукту, упакованному в упаковочном контейнере, преимущественно связывают с алюминиевой фольгой посредством слоя адгезивного полимера.
Это приводит к еще более хорошей адгезии между всеми слоями упаковочного ламинированного материала и к хорошей долговечности заполненных упаковочных контейнеров, например, во время их транспортировки и погрузки-разгрузки.
Как упомянуто выше, пригодный к использованию адгезив для упаковочного ламинированного материала согласно изобретению должен с самого начального этапа, и, следовательно, без необходимости в дополнительных мерах, иметь активные центры связывания в виде полярных функциональных групп, согласно одному варианту осуществления изобретения в виде свободных групп карбоновой кислоты, посредством которых ламинирующий материал может эффективно и прочно связываться с одной стороны с бумажным или картонным полотном и с другой стороны с материалом, выполняющим функцию газового барьера. Содержание полярных связывающих групп должно быть достаточно высоким для достижения адгезии с алюминиевой фольгой и картонным слоем, но не таким высоким, при котором адгезивный материал теряет совместимость с центральным слоем ламинирующего материала. Дополнительным требованием к надежному адгезивному полимеру является то, что он может быть подвергнут экструзии при температуре, которая является достаточно высокой для достижения адгезиии, но не вызывает инициирование неконтролируемых реакций деструкции, которые ухудшают качество. В случае Primacor 3540, используемого в Примерах, температура предпочтительнее не должна превышать 290°C и в любом случае не должна превышать 300°C.
Как правило, намного труднее получить хорошую адгезию между полимером и картонной поверхностью, чем между полимером и поверхностью алюминиевой фольги. При экструзионном нанесении слоя LDPE на картон, при выполнении операции ламинирования необходимо использовать различные методы обработки для активации поверхности, а также высокую температуру экструзии, составляющую 220-225°C.
Примерами адгезивов, которые соответствуют вышеупомянутым требованиям, являются сополимер этилен-акриловая кислота (EAA) включают свободные группы карбоновой кислоты, посредством которых они могут эффективно и прочно прикрепляться к соответствующему смежному слою в упаковочном ламинированном материале. Фактическим примером упомянутого первым типа адгезива (EAA) является доступный для приобретения под торговым наименованием Primacor от компании Dow Chemical, и соответствующий пример упомянутого последним типа адгезива (EMAA) может быть получен в DuPont под торговым наименованием Nucrel. Дополнительным примером пригодного для использования адгезива является адгезив, продаваемый в ExxonMobil Chemicals под торговым наименованием Escor. Согласно некоторому варианту осуществления, предпочтительно, ввиду технологии переработки, использовать тот же самый адгезивный полимер в адгезивном слое на одной поверхности центрального полимерного слоя, что и в адгезивном слое на другой поверхности центрального полимерного слоя, хотя количества адгезивного полимера в соответственных адгезивных слоях могут отличаться друг от друга. Однако, согласно некоторому варианту осуществления, можно использовать в двух слоях различные адгезивные полимеры, при желании, с тем, чтобы добиться получения конкретных свойств.
Согласно одному варианту осуществления изобретения, адгезивный полимер имеет эквивалентную вязкость, и, следовательно, индекс текучести расплава (MFI) на таком же уровне, что и LDPE, который используют в центральном слое ламинирующего материала, предназначенного для экструзионного нанесения покрытия. Согласно одному варианту осуществления изобретения, адгезивный полимер имеет более низкую вязкость, и, следовательно, более высокий индекс текучести расплава (MFI), чем, LDPE, который используют в центральном слое ламинирующего материала, предназначенного для экструзионного нанесения покрытия.
Адгезивный слой, содержащий свободные полярные группы в виде групп карбоновой кислоты, может быть охарактеризован способами, включающими в себя, например, инфракрасную спектроскопию (ИК-спектроскопию (IR), ИК-спектроскопию с Фурье преобразованием (FTIR)). Конкретный адгезивный полимер, имеющий конкретную мономерную композицию, будет обусловливать характеристические спектры поглощения с пиками, соответствующими различным молекулярным группам включенных в состав мономеров. Конкретные свободные карбоксильные группы будут обусловливать характеристический пик на спектре, полученном методом FTIR, который соответствует валентному колебанию кислотной группы в диапазоне 1710-1780 см-1. С помощью калибровочной кривой, можно определить количество или концентрацию таких групп.
Материалы, которые имеют барьерные свойства в отношении газа, в частности, в отношении кислорода, и, которые пригодны для использования в упаковочном ламинированном материале согласно изобретению, могут представлять собой как органические, так и неорганические материалы. Примером органических материалов является материал из сополимеров этилена и винилового спирта (EVOH) и полиамидов (PA) различных типов. Органические барьерные материалы могут представлять собой нанесенные экструзионным способом полимерные слои, но также они могут представлять собой предварительно изготовленные полимерные пленки. В настоящем случае, предварительно изготовленная пленка может быть снабжена барьерными слоями из осажденных из паровой фазы органических или неорганических соединений или нанесенными в виде жидкой пленки слоями полимеров с различными барьерными свойствами. Примеры неорганических материалов могут представлять собой алюминиевую фольгу или полимерную пленку, которая, с одной стороны, имеет покрытие из металла, например, осажденный из паровой фазы алюминий, или осажденное из паровой фазы покрытие из оксида, например, оксида алюминия или оксида кремния (SiOx). Алюминиевую фольгу предпочтительно выбирают такую, которая, в дополнение к имеющимся превосходным барьерным свойствам в отношении газов, в частности, в отношении кислорода, также позволяет сваривать упаковочный ламинированный материал с применением индукционной сварки, которая представляет собой быстрый, простой и эффективный метод термосваривания. Альтернативно, сваривание может быть который также представляет собой быстрый, простой и эффективный метод термосваривания.
В другом аспекте изобретения, упаковочный контейнер предоставляют для чувствительного к кислороду жидкого пищевого продукта, например, для молока, сока, вина и масла для приготовления пищи. Упаковочный контейнер отличается тем, что его изготавливают из упаковочного ламинированного материала согласно изобретению путем формирования формы складыванием и термосваривания.
Например, упаковочный контейнер может быть изготовлен из полотна упаковочного ламинированного материала согласно изобретению, способом, в котором полотну сначала придают форму трубы посредством обоих продольных краев полотна, совмещаемых друг с другом по шву внахлест, путем сплавления взаимообращенных друг к другу пластиковых слоев, после чего трубу заполняют предложенным пищевым продуктом, например, молоком, соком, вином или маслом для приготовления пищи, и делят на прилегающие друг к другу квадратно-выпуклые упаковочные места путем повторно выполняемого спрессовывания и термосваривания трубы в поперечном направлении по отношению к продольному направлению трубы, ниже уровня продукта в трубе, где упаковочные места отделяют друг от друга, и в конечном итоге придают желательную геометрическую форму, обычно форму, подобную брикету, в результате проведения, по меньшей мере, одной дополнительной операции формирования формы и термосваривания.
В альтернативном варианте осуществления, упаковочный контейнер может быть изготовлен из трубчатой заготовки из упаковочного ламинированного материала согласно изобретению, которая является плоско сложенной, в первую очередь путем формирования заготовки c получением открытой трубчатой капсулы контейнера, один конец которой закрыт в результате складывания и термосваривания подготовленных монолитных концевых панелей, где капсулу контейнера заполняют предложенным пищевым продуктом, например, молоком, соком, вином или маслом для приготовления пищи, через ее открытый конец, который по завершении этого герметизируют путем, по меньшей мере, одного дополнительного складывания и термосваривания соответственных заготовленных монолитных концевых панелей.
В еще одном аспекте изобретения, предоставляют способ изготовления упаковочного ламинированного материала по изобретению, где слой бумаги или картона скрепляют со слоем, выполняющим функцию барьерного слоя по отношению к газу или пару, посредством экструзионного ламинирования из расплава, таким образом, что полотно материала с барьерными свойствами сближают с полотном бумаги или картона, и полотна, сведенные вместе, направляют через прижимной захват между двумя смежными вращающимися цилиндрами, вместе с тем одновременно в месте захвата между полотнами наносят ламинирующий материал расплавленного полимера с тем, чтобы прочно скрепить их друг с другом при затвердевании расплавленного полимерного слоя. В том случае, когда ламинирующий материал содержит несколько полимерных материалов, их подвергают раздельной экструзии, но сводят вместе в экструзионной головке с получением полотна расплава соэкструдированного полимера, то есть, бумажный или картонный слой и барьерный слой ламинируют друг к другу путем соэкструзионного ламинирования из расплава посредством ламинирующего материала.
Согласно одному варианту осуществления способа по изобретению, два непроницаемых для жидкости и термосвариваемых внешних слоя наносят путем экструзионного нанесения слоя покрытия на обе стороны полотна с помощью обычно применяемого и уже установленного экструзионного оборудования. В другом варианте осуществления, по меньшей мере, один из двух непроницаемых для жидкости и термосвариваемых внешних слоев полимера, в упаковочном ламинированном материале, наносят путем ламинирования пленки, где предварительно изготовленную пленку полимера ламинируют на одну поверхность полотна с помощью подходящего адгезива, который наносят между полотном и пленкой.
Краткое описание фигур
Изобретение будет описано более подробно со ссылкой на прилагаемые чертежи, на которых:
Фиг.1a, 1b и 1c представляют собой схематические изображения поперечного сечения упаковочных ламинированных материалов согласно изобретению;
Фиг.2 схематически иллюстрирует получение упаковочных ламинированных материалов из Фиг.1a, 1b, 1c с применением способа согласно изобретению;
Фиг.2A показывает увеличенное изображение обведенного кружком участка A на Фиг.2 для того случая, когда получают упаковочный ламинированный материал, представленный на Фиг.1c;
Фиг.3 схематически отображает способ получения, заполнения и сваривания упаковочных контейнеров из полотна на бобине упаковочного материала;
Фиг.4 показывает схематическое изображение в перспективе упаковочного контейнера типа Tetra Brik Aseptic, изготовленного из упаковочного ламинированного материала согласно изобретению;
Фиг.5 показывает схематическое изображение в перспективе упаковочного контейнера типа Tetra Fino Aseptic, изготовленного из упаковочного ламинированного материала согласно изобретению; и
Фиг.6 показывает схематическое изображение в перспективе упаковочного контейнера типа пюр-пак (с крышеобразным верхом), так называемой упаковки Tetra Rex, изготовленной из упаковочного ламинированного материала согласно изобретению.
Подробное описание фигур
Фиг.1a показывает схематически поперечное сечение для упаковочного ламинированного материала общего вида согласно варианту осуществления изобретения. Упаковочный ламинированный материал, обозначенный общей ссылочной позицией 10, имеет слой 11 из бумаги или картона, и слой 12, который выполняет функцию барьера в отношении газа и прикрепляется к бумажному или картонному слою 11 посредством слоя ламинирующего материала 13. В приведенном варианте осуществления, упаковочный ламинированный материал 10a также имеет внешнее непроницаемое для жидкости, термосвариваемое покрытие 14, 15 с обеих сторон бумажного или картонного слоя 11, где термосвариваемый слой 15 с внутренней стороны упаковочного ламинированного материала предназначен вступать в непосредственное соприкосновение с загружаемым пищевым продуктом с внутренней стороны упаковочного контейнера. Термосвариваемый контактирующий с пищевым продуктом слой 15 необязательно связывают с барьерным слоем 12 посредством внутреннего адгезивного полимера 16, где внутренний адгезивный полимер предпочтительно представляет собой полимер, имеющий этиленовые мономерные звенья и некоторые мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,4 до 3,0% моль внутреннего адгезивного полимера.
Ламинирующий слой 13 может связываться с бумажным или картонным слоем 11, а также со слоем 12, выполняющим функцию барьера в отношении газа, чаще всего с алюминиевой фольгой. Ламинирующий слой может состоять из адгезивного полимера, который представляет собой сополимер, включающий в себя этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты в количестве от 0,15 до 1,3% моль относительно всего адгезивного полимера. Альтернативно, ламинирующий слой может включать в себя смесь полиэтилена низкой плотности и адгезивного полимера, где адгезивный полимер представляет собой сополимер, включающий этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, и материал смеси содержит мономерные звенья с функциональными группами карбоновой кислоты в количестве от 0,15 до 1,3% моль, более предпочтительно от 0,15 до 0,7% моль относительно всей полимерной смеси.
Фиг.1b показывает схематически поперечное сечение для альтернативного упаковочного ламинированного материала общего вида согласно некоторому варианту осуществления изобретения. Упаковочный ламинированный материал, обозначенный общей ссылочной позицией 10b, имеет слой 11 из бумаги или картона, и слой 12, который выполняет функцию барьера в отношении газа и прикрепляется к бумажному или картонному слою 11 посредством слоя ламинирующего материала 13. В приведенном варианте осуществления, упаковочный ламинированный материал 10b также имеет внешнее непроницаемое для жидкости, термосвариваемое покрытие 14, 15 с обеих сторон бумажного или картонного слоя 11, где термосвариваемый слой 15 с внутренней стороны упаковочного ламинированного материала предназначен вступать в непосредственное соприкосновение с загружаемым пищевым продуктом с внутренней стороны упаковочного контейнера. Термосвариваемый контактирующий с пищевым продуктом слой 15 необязательно связывают с барьерным слоем 12 посредством внутреннего адгезивного полимера 16, где внутренний адгезивный полимер предпочтительно представляет собой полимер, имеющий этиленовые мономерные звенья и некоторые мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,4 до 3,0% моль внутреннего адгезивного полимера.
Ламинирующий материал 13 включает в себя первый слой 13b из первого адгезивного полимера, который может прикрепляться к бумажному или картонному слою 11, и второй полимерный слой 13c, который может прикрепляться к слою 12, выполняющему функцию барьера в отношении газа или пара, где адгезивный слой 13b находится в соприкосновении с бумажным или картонным слоем 11, а второй полимерный слой 13c находится в соприкосновении со слоем 12, выполняющим функцию барьера.
Первый слой 13b состоит из адгезивного полимера, который представляет собой сополимер, включающий в себя этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты в количестве от 0,15 до 1,3% моль относительно адгезивного полимера. Второй полимерный слой 13c может представлять собой слой из полиэтилена низкой плотности (LDPE) или из второго адгезивного полимера, который представляет собой сополимер, имеющий этиленовые мономерные звенья и некоторые мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,4 до 3,0% моль второго адгезивного полимера. Два полимерных слоя 13b и 13c могут быть подвергнуты соэкструзии в ходе операции экструзионного ламинирования, при ламинировании бумажного или картонного слоя 11 к барьерному слою 12.
Фиг.1c показывает схематически поперечное сечение для дополнительного варианта осуществления упаковочного ламинированного материала общего вида согласно некоторому варианту осуществления изобретения. Упаковочный ламинированный материал, обозначенный общей ссылочной позицией 10с, имеет слой 11 из бумаги или картона, и слой 12, который выполняет функцию барьера в отношении газа или пара и прикрепляется к бумажному или картонному слою 11 посредством слоя ламинирующего материала 13. В приведенном варианте осуществления, упаковочный ламинированный материал 10 также имеет внешнее непроницаемое для жидкости покрытие 14, 15 с обеих сторон бумажного или картонного слоя 11, где термосвариваемый слой 15 с внутренней стороны упаковочного ламинированного материала предназначен вступать в непосредственное соприкосновение с загружаемым пищевым продуктом с внутренней стороны упаковочного контейнера. Термосвариваемый контактирующий с пищевым продуктом слой 15 необязательно связывают с барьерным слоем 12 посредством внутреннего адгезивного полимера 16, где внутренний адгезивный полимер предпочтительно представляет собой полимер, имеющий этиленовые мономерные звенья и некоторые мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,4 до 3,0% моль внутреннего адгезивного полимера.
Слой ламинирующего материала 13 включает в себя центральный слой 13а, одна поверхность которого имеет слой 13b из адгезива, который может прикрепляться к бумажному или картонному слою 11, а другая поверхность которого имеет слой 13c из адгезива, который может прикрепляться к слою 12, выполняющему функцию барьера в отношении газа. Как показано на Фиг.1с, адгезивный слой 13b с одной стороны центрального слоя 13а находится в соприкосновении с бумажным или картонным слоем 11, тогда как адгезивный слой 13c с другой стороны центрального слоя 13а находится в соприкосновении со слоем 12, выполняющим функцию барьера.
В одном иллюстративном варианте осуществления согласно изобретению, центральный слой 13a может представлять собой полимерный слой из полиэтилена низкой плотности (LDPE), который может быть получен реакцией полимеризации либо в автоклавном реакторе, либо в трубчатом реакторе. Как уже было упомянуто, полимерный слой из полиэтилена низкой плотности (LDPE) предпочтительно представляет собой полиэтилен низкой плотности (LDPE), который получают в реакторе последнего типа, то есть, в трубчатом реакторе, поскольку полиэтилен низкой плотности (LDPE) этого типа позволяет проводить экструзию при более низкой температуре экструзии и при более высокой скорости полотна (вытяжки), чем полиэтилен низкой плотности (LDPE), который получают в автоклавном реакторе.
В другом иллюстративном варианте осуществления, центральный слой 13a может представлять собой полимерный слой, изготовленный из линейного полимера, который помогает придать готовому упаковочному ламинированному материалу 10c улучшенные механические свойства, если они желательны. Примеры линейных полимеров, которые могут быть использованы, включают полиэтилен высокой плотности (HDPE), или линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE), полученные в присутствии обычно применяемых катализаторов или в присутствии так называемых катализаторов с единым центром полимеризации на металле.
Как уже было упомянуто, надежный адгезивный полимер для адгезивных слоев 13b и 13c имеет активные центры связывания (свободные группы карбоновой кислоты), которые позволяют обеспечивать эффективное и прочное связывание с бумажным или картонным слоем 11 и со слоем 12, выполняющим функцию барьера в отношении газа. Дополнительным требованием к надежному адгезивному полимеру в упаковочном ламинированном материале 10c согласно изобретению является то, что он может быть нанесен при достаточно низкой температуре во избежание потери качества из-за реакций деструкции после соприкосновения с более теплым полимером в центральном слое 13a ламинированного материала на слой 13. Примерами практического осуществления адгезивных полимеров с активными центрами связывания (кислотными группами) являются сополимер этилен-акриловая кислота (EAA) и сополимер этилен-метакриловая кислота (EMAA) и их смеси.
Адгезивные слои 13b и 13c ламинирующего слоя 13 могут быть изготовлены из адгезивных полимеров с взаимно отличающимися химическими композициями и с взаимно отличающимися толщинами слоев, но предпочтительно они изготавливаются из одного и того же адгезивного полимера с одной и той же толщиной слоя. В любом случае, согласно изобретению, первый адгезивный полимер первого адгезивного слоя 13b представляет собой сополимер, имеющий этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты в количестве от 0,15 до 1,3% моль, более предпочтительно от 0,15 до 0,7% моль, относительно первого адгезивного полимера.
Согласно изобретению, материал в слое 12, выполняющий функцию барьера в отношении газа, может иметь как органическую, так и неорганическую природу. Примеры органических материалов включают различные типы полиамидов (PA), и один пример неорганического материала представляет собой алюминиевую фольгу. Предпочтительно, слой 12, выполняющий функцию барьера в отношении газа, представляет собой алюминиевую фольгу, которая, в дополнение к ее превосходным барьерным свойствам в отношении газов, в частности, в отношении кислорода, также делает упаковочный ламинированный материал 10 термосвариваемым посредством индукционной сварки, которая является быстрым и притом эффективным методом сваривания.
Внешние непроницаемые для жидкости покрытия 14 и 15 в упаковочном ламинированном материале 10 могут представлять собой слои покрытия из полиолефина, такого как полиэтилен (PE) и полипропилен (PP). Примерами пригодного для использования полиэтилена (PE) являются полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полученный в присутствии обычно применяемых катализаторов или в присутствии так называемых катализаторов с единым центром полимеризации на металле, и полиэтилен высокой плотности (HDPE). В настоящем случае, внешнее непроницаемое для жидкости покрытие, которое, как подразумевается, должно быть направлено к пищевому продукту, упакованному в упаковочном контейнере, может быть прикреплено к барьерному слою посредством слоя из адгезивного полимера такого же типа, что и адгезивные слои, включенные в ламинирующий материал 13, или отличающегося от них типа. Для наилучших рабочих характеристик упаковочного ламинированного материала, внутренний адгезивный полимер, как установлено выше, представляет собой полимер, имеющий этиленовые мономерные звенья и некоторые мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,4 до 3,0% моль внутреннего адгезивного полимера.
Согласно изобретению, упаковочные ламинированные материалы 10a, 10b, 10c на Фиг.1a, 1b и 1c, соответственно, могут быть получены способом, показанным схематически на Фиг.2. Полотно 201 из бумаги или картона разматывают с подающей бобины 200, и соответствующее полотно 203 из материала с барьерными свойствами в отношении газов, в частности, в отношении кислорода, разматывают с подающей бобины 202. Два полотна 201 и 203 подводят ближе друг к другу и направляют вместе через захват между двумя смежными вращающимися цилиндрами 204 и 205, вместе с тем одновременно ламинирующий материал 206 наносят между полотнами с тем, чтобы ламинировать их друг к другу и посредством этого получить долговечное ламинированное полотно 208.
В приведенном примере, ламинирующий материал 13, 206 наносят с применением экструзии или соэкструзии с помощью экструдера 207, расположенного выше захвата, и будет описан более подробно в дальнейшем в данном документе.
Ламинированное полотно 208 затем подают с помощью направляющих роликов 209 и 210 к захвату между двумя дополнительными смежными вращающимися цилиндрами 211 и 212 и через него, вместе с тем одновременно одну поверхность полотна 208 снабжают внешним непроницаемым для жидкости покрытием 213 из полимера, наносимого экструзией. В последующем захвате между другими двумя смежными вращающимися цилиндрами 217 и 218, другую поверхность полотна 208 снабжают внешним непроницаемым для жидкости покрытием 214 из экструдированного полимера. Эти две стадии экструзионного нанесения покрытия могут быть проведены в обратном порядке и также, полностью или частично, до стадии ламинирования в захвате между цилиндрами 204 и 205.
В приведенном примере, внешнее непроницаемое для жидкости покрытие 213 наносят на одну поверхность полотна с применением экструзии с помощью экструдера 215, и внешнее непроницаемое для жидкости покрытие 214 наносят на другую поверхность полотна 208 с применением экструзии с помощью соответствующего экструдера 216, расположенного рядом с полотном 208.
После дополнительных механических или других машинных операций с полотном, на которое нанесено покрытие таким образом, последнее в конечном итоге сматывают для дальнейшей перевозки и дополнительной обработки, в ходе которой ему придают форму размерно-стабильных упаковочных контейнеров для чувствительного к кислороду жидкого пищевого продукта, например, молока, сока, вина и масла для приготовления пищи, как будет описано в дальнейшем в данном документе.
Согласно изобретению, ламинирующий материал 206, с помощью которого ламинируют полотно 203 из материала с барьерными свойствами в отношении газов, в частности, в отношении кислорода, к бумажному или картонному полотну 201, может иметь трехслойную структуру как на Фиг.1c (или двухслойную структуру как на Фиг.1b), что показано в увеличенном масштабе на Фиг.2A. Такая трехслойная структура имеет центральный слой 206a из полимера, который, с одной поверхности, имеет первый внешний слой 206b адгезивного полимера, способного прикрепляться к бумаге или картону, и, со своей другой поверхности, имеет второй внешний слой 206c из адгезивного полимера, способного прикрепляться к упомянутому материалу с барьерными свойствами в отношении газов, в частности, в отношении кислорода. Согласно изобретению, трехслойную структуру, выполняющую функцию ламинирующего материала, предпочтительно экструдируют с применением соэкструзии, таким образом, что внешний адгезивный слой 206b приводится в непосредственное соприкосновение с бумажным или картонным полотном 201, вместе с тем одновременно внешний адгезивный слой 206c приводится в непосредственное соприкосновение с полотном 203 из материала с барьерными свойствами в отношении газов, в частности, в отношении кислорода. Здесь отсутствует необходимость в обработке поверхности, такой как обработка озоном или коронным разрядом, или в любом дополнительном введении химических соединений в операцию ламинирования.
Согласно изобретению, и, как уже было упомянуто, полимер для центрального слоя 206a ламинирующего материала 206 может быть выбран более или менее свободно и, в силу этого, не ограничивается каким-либо конкретным типом полимера. Примером пригодного к использованию полимера для центрального слоя 206a ламинирующего материала 206 является полиэтилен низкой плотности (LDPE) такого типа, который получают реакцией полимеризации в автоклавном реакторе, или полиэтилен низкой плотности (LDPE) такого типа, который получают реакцией полимеризации в трубчатом реакторе. Благодаря способу согласно изобретению, полиэтилен низкой плотности (LDPE), полученный в автоклавном реакторе, может быть, несмотря на его более слабые характеристики вытяжки, также подвергнут экструзии с относительно высокой скоростью и даже при более низких температурах, вместе с тем одновременно могут быть экструдированы более тонкие слои, может быть сокращено общее количество ламинирующего материала, может быть достигнута более хорошая адгезия, и может быть снижено энергопотребление.
Полиэтилен низкой плотности (LDPE), полученный в трубчатом реакторе позволяет проводить соэкструзионное нанесение покрытия с относительно высокой скоростью получения, например, приблизительно 400 м/мин и более, благодаря его хорошим характеристикам вытяжки, в сравнении с LDPE, полученным в автоклавном реакторе. Он также имеет дополнительное преимущество, заключающееся в том, что он может быть подвергнут соэкструзии и нанесен в виде покрытия при более низкой температуре экструзии, например, 280-310°C, например, 290-300°C, чем LDPE, полученный в автоклавном реакторе, и, следовательно, требует меньше электроэнергии, чем последний. В свою очередь, экструзия полиэтилена низкой плотности (LDPE) при более низкой температуре, такой как эта, снижает риск ухудшения качества под действием реакций деструкции, как уже было упомянуто. Кроме того, не требуется обработка поверхности, такая как обработка озоном.
Другие примеры пригодных к использованию полимеров для центрального слоя 206a ламинирующего материала 206 представляют собой линейные полимеры, которые обладают преимуществом в том, что способствуют улучшению механических свойств готового упаковочного ламинированного материала. Примеры линейных полимеров, которые могут быть использованы в способе согласно изобретению, включают полиэтилен высокой плотности (HDPE), полиэтилен средней плотности (MDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилены очень низкой плотности (VLDPE), полиэтилены сверхнизкой плотности (ULDPE), полученные в присутствии обычно применяемых катализаторов или в присутствии так называемых катализаторов с единым центром полимеризации на металле, или катализаторов с напряженной геометрией, в том числе так называемых металлоценовых катализаторов.
Требованием, которому должны соответствовать используемые адгезивные полимеры для обоих внешних слоев 206b и 206c ламинирующего материала 206, непременно является то, что они должны позволять осуществлять эффективное и прочное связывание с соответствующими полотнами 201 и 203. Дополнительным требованием является то, что также должна быть возможность подвергать их экструзии при достаточно низкой температуре с тем, чтобы устранить риск самопроизвольного повышения температуры полимерного слоя 20 в ламинирующем материале 206, в ходе которого она превысит критическую температуру, при которой могут быть инициированы неконтролируемые реакции деструкции, что ухудшит качество. Примеры адгезивов, которые отвечают обоим этим требованиям, включают адгезивы, которые, в своем естественном состоянии, имеют активные кислотные группы на своей поверхности, например, сополимер этилен-акриловая кислота (EAA) и сополимер этилен-метакриловая кислота (EMAA). Такой адгезив доступен для приобретения под торговым наименованием Primacor в компании Dow Chemical Company, и другой такой адгезив может быть получен в DuPont под торговым наименованием Nucrel. Дополнительным примером является адгезив, получаемый в ExxonMobil Chemicals под торговым наименованием Escor.
Другие примеры адгезивных полимеров, имеющих свободные активные группы карбоновой кислоты, подходящих для некоторых аспектов настоящего изобретения, могут включать функционализированные малеиновым ангидридом полиолефины, в частности, функционализированные малеиновым ангидридом полиэтилены, которые также обеспечивают полимеры на основе полиолефинов, имеющие свободные функциональные группы карбоновой кислоты.
Несмотря на то, что во внешних слоях 206b и 206c в ламинирующем материале 206 могут быть использованы адгезивы, которые отличаются друг от друга, преимущественно, ввиду технологии переработки, использовать адгезив с одинаковой композицией и в том же самом количестве в каждом из внешних слоев 206b и 206c.
Материалы, которые имеют барьерные свойства в отношении газов и, которые пригодны к использованию в способе согласно изобретению, могут иметь как органическую, так и неорганическую природу. Примеры органических материалов включают сополимеры этилена и винилового спирта (EVOH) и полиамиды (PA) различных типов. Примеры неорганических материалов могут представлять собой алюминиевую фольгу или полимерную пленку, которая, с одной из сторон или с обеих ее сторон, имеет покрытие из металла, например, осажденного из паровой фазы или напыленного в вакууме алюминия, или осажденное из паровой фазы покрытие из оксида, например, оксида алюминия, или оксида кремния (SiOx). Предпочтительно используют алюминиевую фольгу, которая, в дополнение к имеющимся превосходным барьерным свойствам в отношении газов, также позволяет сваривать упаковочный ламинированный материал с применением так называемой индукционной сварки, которая представляет собой быстрый, простой и эффективный метод термосваривания.
Примеры пригодных к использованию полимеров для непроницаемых для жидкости, термосвариваемых внешних слоев 213 и 214, наносимых на полотно 208 в способе согласно изобретению, включают полиолефины, такие как полиэтилен низкой плотности (LDPE), линейный полиэтилен низкой плотности (LLDPE), полиэтилен высокой плотности (HDPE) и полипропилен (PP).
Из полотна упаковочных ламинированных материалов 10, показанных на Фиг.1a, 1b, 1c, например, можно получать, как уже было упомянуто, размерно-стабильные упаковочные контейнеры одноразового типа для чувствительных к кислороду жидких пищевых продуктов, таких как молоко, сок, вино и масло для приготовления пищи, путем формирования формы складыванием и затем термосваривания способом, который известен сам по себе. Такие упаковочные контейнеры в настоящее время получают с помощью современных упаковочных (пакетоформировочных) установок такого типа, где готовые упаковки формируют, заполняют и герметизируют свариванием.
Один способ, которым могут быть сформированы, заполнены и герметизированы упаковочные контейнеры, изготавливаемые из упаковочного ламинированного материала 10, показанного на Фиг.1, проиллюстрирован на Фиг.3. Так называемые упаковки одноразового использования получают из полотна, в результате придания ему формы трубы 31, в которой продольные края 32, 32ʹ полотна совмещают друг с другом по шву внахлест 33, путем сплавления взаимообращенных друг к другу поверхностей пластиковых слоев 14 и 15. Трубу заполняют 34 предложенным пищевым продуктом, и делят на прилегающие друг к другу квадратно-выпуклые упаковочные места 36 путем повторно выполняемого спрессовывания и термосваривания трубы в поперечном направлении по отношению к продольному направлению 35 трубы, ниже уровня продукта в трубе, и упаковочные места отделяют друг от друга, и в конечном итоге придают желательную геометрическую форму, обычно параллелепипедальную форму, подобную брикету, в результате проведения, по меньшей мере, одной дополнительной стадии формирования формы складыванием и термосваривания.
Хорошо известным примером упаковки одноразового использования такого типа является серийно выпускаемая упаковка, которая продается под наименованием асептическая упаковка Tetra Brik, которая показана на Фиг.4. В дополнение к характерной брикетоподобной внешней форме, уникальным признаком упаковки такого серийно выпускаемого типа является то, что ее получают более или менее полностью в результате формирования формы складыванием и термосваривания 41, 42 имеющего форму полотна упаковочного ламинированного материала, без использования дополнительных частей упаковки, таких как отдельно взятые верхние части и/или донные части. Такие упаковочные контейнеры 40 также могут быть снабжены подходящим открывающим приспособлением 43, например, навинчивающейся крышкой, которая, при открывании, пронзает и удаляет упаковочный материал и позволяет наливать упакованный продукт. Для этой цели, ламинированный упаковочный материал может иметь перфорации в картонном слое, который ламинирован между полимерными и барьерными слоями ламинированного материала. Альтернативно, в ламинированном упаковочном материале проделывают отверстие непосредственно перед процессом заполнения, после чего это отверстие снабжают лентой или крышкой с отрывным язычком, с обеих сторон упаковочного материала. После наполнения и герметизации свариванием упаковочного контейнера, поверх закрытого отверстия может быть приделано открывающее приспособление в форме петли или винтовой пробки. Альтернативно, приделывают открывающее приспособление, которое наносят методом полива на проделанное отверстие непосредственно в ходе процесса наполнения контейнера. Необязательно снабжать упаковочный контейнер открывающим устройством, он также может быть открыт путем выполнения надрыва посредством перфорации, выполненной для его облегчения, или путем выполнения надреза.
Альтернативно, упаковочные контейнеры могут быть получены так, как изложено выше, но при этом иметь, в качестве своей конечной формы, квадратно-выпуклую форму, которая получается непосредственно после отделения упаковочных мест друг от друга, и которая, следовательно, не требует дополнительного придания формы складыванием. Такую упаковку, как правило, получают с использованием более тонкого картонного материала, что, так или иначе, влечет за собой повышение требований к адгезии и целостности упаковочного материала в отношении ламинирующих слоев и также к характеристикам механической прочности, в частности, к характеристикам упругости, полимерных слоев. Пример одной такой упаковки представлен на Фиг.5.
Упаковочные контейнеры для чувствительных к кислороду жидких пищевых продуктов, например, для сока, также могут быть получены из листовых заготовок или из предварительно изготовленных заготовок из упаковочного ламинированного материала 10, представленного на Фиг.1. Из трубчатой заготовки из упаковочного ламинированного материала 10, которая является плоско сложенной, упаковки получают в первую очередь путем формирования заготовки c получением открытой трубчатой капсулы контейнера, один открытый конец которой закрывают в результате складывания и термосваривания монолитных концевых панелей. Закрытую таким образом капсулу контейнера заполняют предложенным пищевым продуктом, например, соком, через ее открытый конец, который по завершении этого герметизируют путем дополнительного складывания и термосваривания соответственных монолитных концевых панелей. Пример упаковочного контейнера, полученного из листовых и трубчатых заготовок, показан на Фиг.6, и он представляет собой так называемую упаковку пюр-пак (с крышеобразным верхом) 60. Также существуют упаковки такого типа, которые имеют литую верхнюю часть и/или навинчивающуюся крышку, изготовленную из пластика.
Сравнительный Пример 1
Упаковочный ламинированный материал 10 был получен с композицией, указанной в следующей таблице:
(Primacor 3540 Dow; с содержанием групп карбоновой кислоты приблизительно 3,2% моль)
(Novex 19N730)
(LDPE, полученный в автоклавном реакторе)
(Novex 19N730)
(Primacor 3540 Dow)
Упаковочный ламинированный материал 10 получают с применением соэкструзии слоев материала 13a-13c в виде трехслойной структуры, где слои материала включены в такой последовательности 13b/13a/13c. Такую соэкструзию, как правило, можно проводить со скоростью экструзии 200 м/мин и при температуре экструзии ниже 310°C и без использования озона или других дополнительных химических соединений для получения и поддержания прочного связывания алюминиевой фольги 12, выполняющей функцию барьера в отношении газов, с бумажным или картонным слоем 11 упаковочного ламинированного материала. Картонный материал, используемый для получения всех упаковочных ламинированных материалов, представляет собой материал CLC/C с жесткостью при изгибе 260 мН. Три слоя могут быть подвергнуты соэкструзии при температурах 290-310-290°C и при скорости движения полотна 650 м/мин, с превосходной (не поддающейся измерению, выше предела детектирования) адгезией к картонному слою или барьерному слою.
Известный упаковочный ламинированный материал известного уровня техники, составляющий дополнительный контрольный пример 1, получают подобным способом с применением экструзии только слоя материала 13a, только из LDPE, но в этом случае требуется температура экструзии вплоть до 325°C, наряду с введением озона, для получения приемлемого связывания между алюминиевой фольгой 12 и бумажным или картонным слоем 11. Упаковочный ламинированный материал, полученный способом согласно Сравнительному Примеру 1, соответственно имеет значительные преимущества, связанные с окружающей средой и здоровьем, по сравнению с соответствующим упаковочным ламинированным материалом, полученным известным способом, то есть, отсутствие использования адгезивных химических соединений в ходе непосредственного соприкосновения с бумажным или картонным слоем и со слоем, выполняющим функцию барьера в отношении газов, в этом случае с алюминиевой фольгой. Получаемая адгезия, в образце согласно Сравнительному Примеру 1, между ламинирующим материалом и алюминиевой фольгой улучшается в такой степени, что слои более не могут быть разделены по границе раздела поверхностей между этими двумя материалами, то есть, сцепление является сильнее, чем предел детектирования в испытании на отслаивание, который составляет приблизительно 200 Н/м. Для сравнения, удовлетворительную адгезию между ламинирующим материалом и алюминиевой фольгой также получают в образце контрольного примера, посредством более высокой температуры экструзии и также посредством обработки поверхности озоном, но адгезия оказывается не настолько сильной, чтобы слои могли не отделяться друг от друга (среднее значение 105 Н/м). При применении упаковочных ламинированных материалов как из Примера 1, так и из контрольного примера, после придания формы упаковочным контейнерам, получают удовлетворительную целостность упаковки, то есть, долговечность и непроницаемость как для жидкости, так и для кислорода.
В испытании на отслаивание, отрезают полоски упаковочного ламинированного материала, имеющие размер 15 мм в ширину, и отделяют/деламинируют два слоя, между которыми должно быть измерено сцепление. Два клапана из деламинированных полосок зажимают в машине для испытания на растяжение, где полоски деламинируют далее в контролируемых условиях под углом деламинирования, составляющим 90°. Усилие, прикладываемое во время деламинирования, измеряют с помощью тензометрического датчика нагрузки, и значение, получаемое в ходе испытания на отслаивание, указывают посредством единицы измерения Н/м. Способ представляет собой вариацию стандарта ASTM D903-98 (2010) ʺStandard Test Method for Peel or Stripping Strength of Adhesive Bondsʺ, с тем отличием, что ширина образца для испытаний составляет 15 мм вместо 25 мм, и угол деламинирования составляет 90° вместо 180°.
Кроме того, с целью испытания способности упаковочного ламинированного материала выдерживать удар или столкновение, как в том случае, когда упаковочный контейнер падает вниз на пол с некоторой высоты, проводят исследования способом проверки состояния тары изнутри и ее содержимого, которые неожиданно показывают значительное улучшение, более, чем на 30%, долговечности упаковочного ламинированного материала Сравнительного Примера 1 в сравнении с упаковочным ламинированным материалом контрольного примера 1.
Сравнительный Пример 2
Сравнительный Пример 1 выполняют повторно с тем отличием, что в обоих внешних слоях 13b и 13c ламинирующего материала в качестве адгезивного полимера используют PrimacorTM 3460 (имеющий приблизительно 3,6-4,0% моль групп карбоновой кислоты). В качестве центрального слоя используют обычный полученный в автоклавном реакторе полиэтилен низкой плотности (LDPE) Novex 19N 730. Три слоя подвергают соэкструзии при установке температуры на уровне 290-290-290°C, и они могут быть нанесены в виде покрытия при скорости движения полотна 500 м/мин.
В обоих Сравнительных Примерах 1 и 2, имеет место гелеобразование, возникающее в сложных условиях в нагретом оборудовании для плавления и экструзии, вследствие деструкции, вызванной группами карбоновой кислоты адгезивных полимеров. Посредством оптимизации условий экструзионного ламинирования, это можно устранить в достаточной степени путем тщательного контроля процесса экструзии. Однако, технологический диапазон, в пределах которого может быть получен хороший результат по ламинированию, является узким, и требует тщательного внимания операторов и систем контроля. Дальнейшее снижение температуры экструзии с целью исключения гелеобразования, как было обнаружено, не подходит в качестве возможного варианта способа. При 280°C адгезия адгезивного полимерного слоя к картону отсутствует, или возникает недостаточная адгезия между ними (отсутствует отрыв волокон).
Пример 3
Сравнительный Пример 1 выполняют повторно с тем отличием, что в обоих внешних слоях 13b и 13c ламинирующего материала в качестве адгезивного полимера используют Novex M21N (имеющий содержание групп карбоновой кислоты (метакриловой кислоты) приблизительно 0,4% моль). В качестве центрального слоя используют обычный полученный в автоклавном реакторе полиэтилен низкой плотности (LDPE) Novex 19N 730. Так, три слоя подвергаются соэкструзии при установке температуры на уровне 290-310-290°C и равномерно наносятся в виде покрытия при скорости движения полотна 500 м/мин, без использования обработки озоном, и, как обнаружено, имеют более низкую адгезию к смежному картонному слою, а также к алюминиевой фольге. Возникает расстояние между картонным слоем и адгезивным полимерным слоем, и очень небольшой отрыв в пределах волокнистого картонного слоя, так называемый ʺотрыв волокнаʺ. Адгезию оценивают как ʺпросто удовлетворительнуюʺ при приблизительно 150 Н/м между ламинирующим материалом и алюминиевой фольгой, то есть, как более хорошую, чем в контрольном Примере, но не настолько хорошую, как в случае с адгезивным полимером с более высоким кислотным содержанием Сравнительного Примера 1. Отсутствует гелеобразование, вне зависимости от (вызывающих его) сложных условий в оборудовании для плавления и экструзии, как например, более длительных, чем обычно, периодов задержки для расплавленного полимера, вследствие остановок операции ламинирования или вследствие единичного подскока температуры в оборудовании при нагревании.
Пример 4
Сравнительный Пример 1 выполняют повторно с тем отличием, что в обоих внешних слоях 13b и 13c ламинирующего материала в качестве адгезивного полимера используют Novex M21N (имеющий содержание групп карбоновой кислоты (метакриловой кислоты) приблизительно 0,4% моль). В качестве центрального слоя используют обычный полученный в автоклавном реакторе полиэтилен низкой плотности (LDPE) Novex 19N 730. Так, три слоя подвергают соэкструзии при установке температуры на уровне 310-310-310°C и равномерно наносят в виде покрытия при скорости движения полотна 500 м/мин, без использования обработки озоном.
Результаты, полученные в Примере 4, являются весьма положительными, в отношении адгезии к картону, а также к алюминиевой фольге, и в отношении гелеобразования. Отмечается улучшенная адгезия к алюминиевой фольге (выше 200 Н/м, то есть, неотделимые слои, как в Сравнительном Примере 1), и, в особенности, улучшен результат по адгезии к картону. Не возникает расстояние между картонным слоем и адгезивным полимерным слоем, кроме отрыва в пределах волокнистого картонного слоя, так называемого ʺотрыва волокнаʺ. Не обнаруживаются следы гелеобразования, ни в адгезивных слоях, ни в оборудовании для экструзии в тех же самых условиях, что и в Примере 3.
Таким образом, при снижении величины содержания мономерных звеньев на основе карбоновых кислот в адгезивном полимере, неожиданно обнаружено, что получены улучшенные и более надежные результаты в отношении адгезии, и, в частности, что может быть расширен технологический диапазон таким образом, что в адгезивных полимерных слоях могут быть использованы более высокие температуры экструзии, без риска возникновения гелеобразования и частиц в адгезивном полимерном слое или в оборудовании для экструзии. Опять же, высокие температуры экструзии, которые необходимы при проведении экструзии LDPE как такового (Пример 2), для получения хорошей адгезии не требуются.
В соответствии с вышеизложенным, использование адгезивного сополимера этилена, имеющего более низкое содержание карбоновой кислоты, позволяет изготавливать улучшенные упаковочные ламинированные материалы, без частиц геля в наносимом адгезивном полимере, и тем не менее с превосходной адгезией между ламинирующим материалом и поверхностью картона, и в отсутствии необходимости в обработках поверхности, таких как обработка озоном. Подобные упаковочные ламинированные материалы, имеющие более высокое кислотное содержание в ламинирующем материале, будут иметь либо слишком низкую адгезию к картону, либо высокий риск присутствия в слоях адгезива частиц, образующихся в результате деструкции геля. Для непрерывного и промышленного получения упаковочных ламинированных материалов, это является очевидным и заметным улучшением.
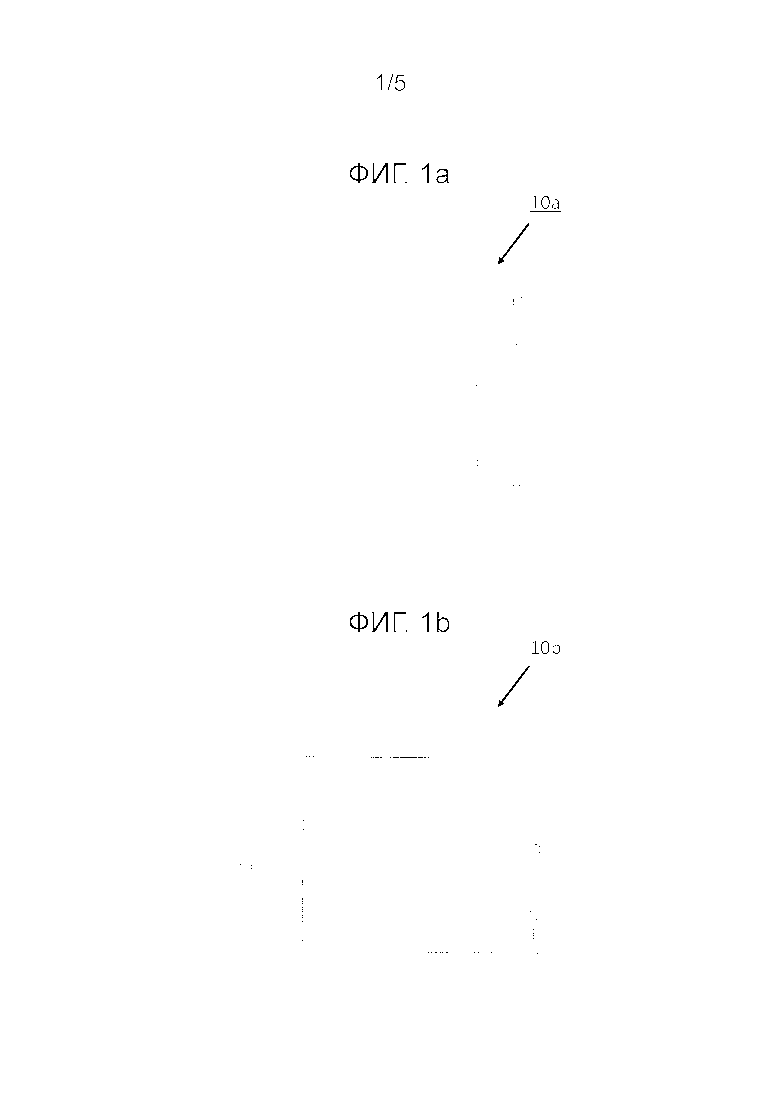
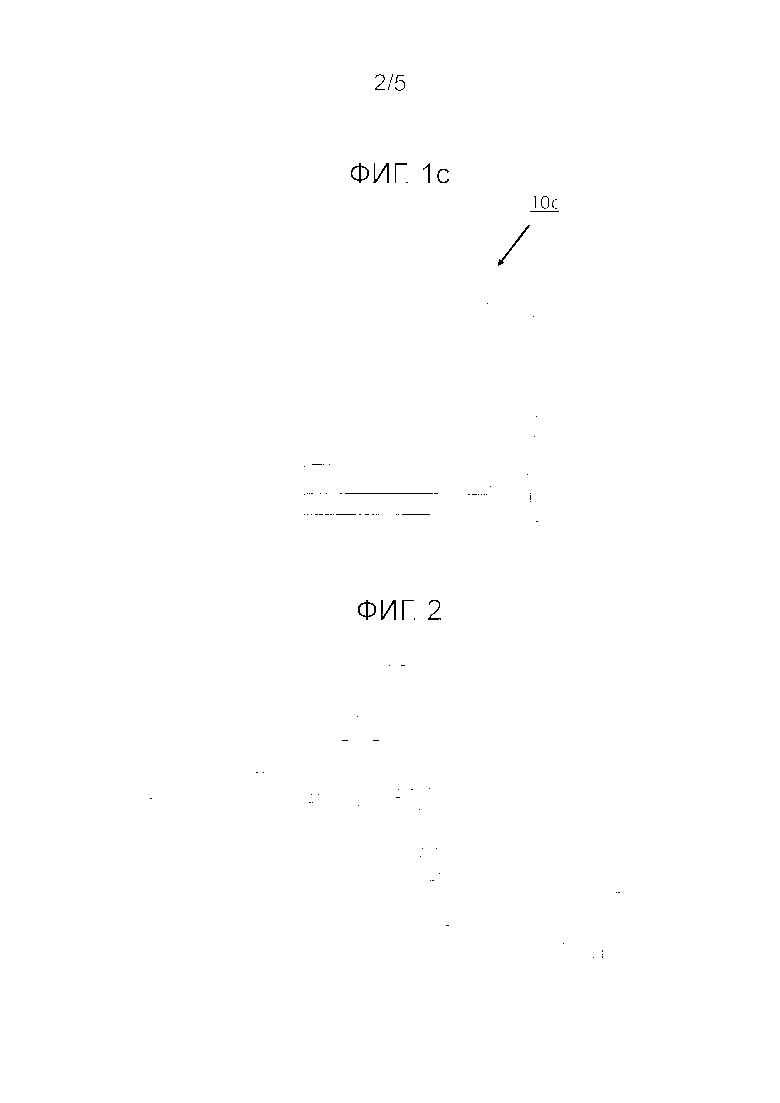
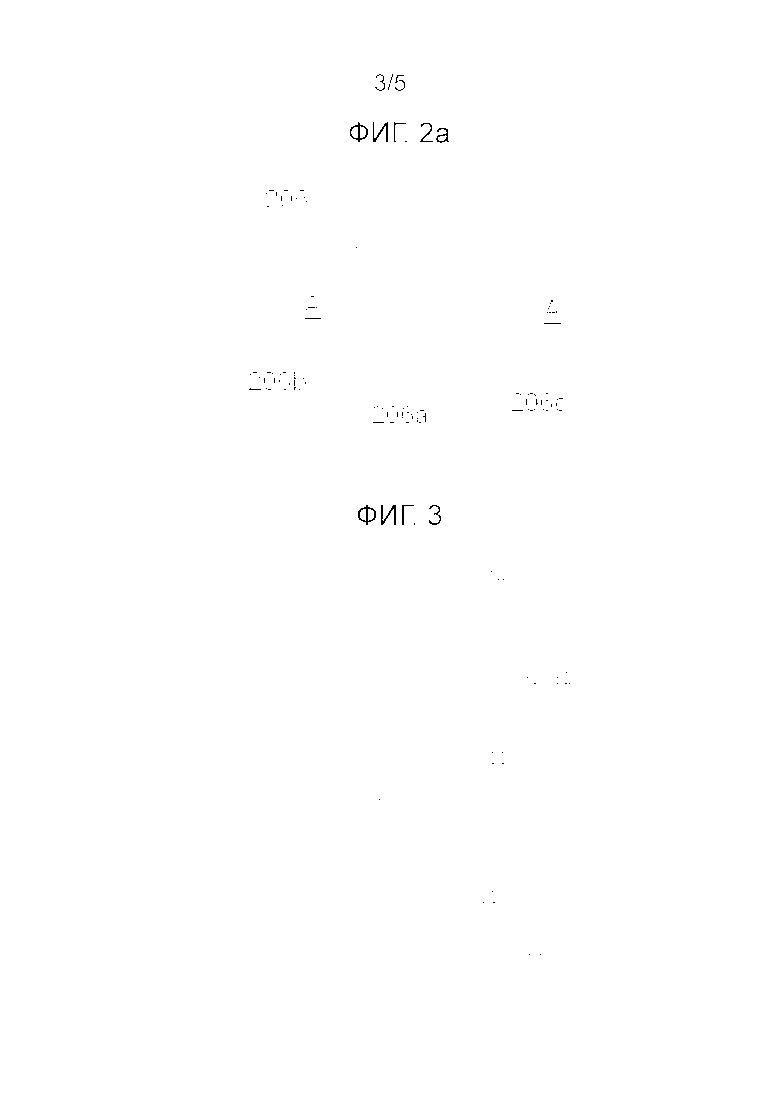
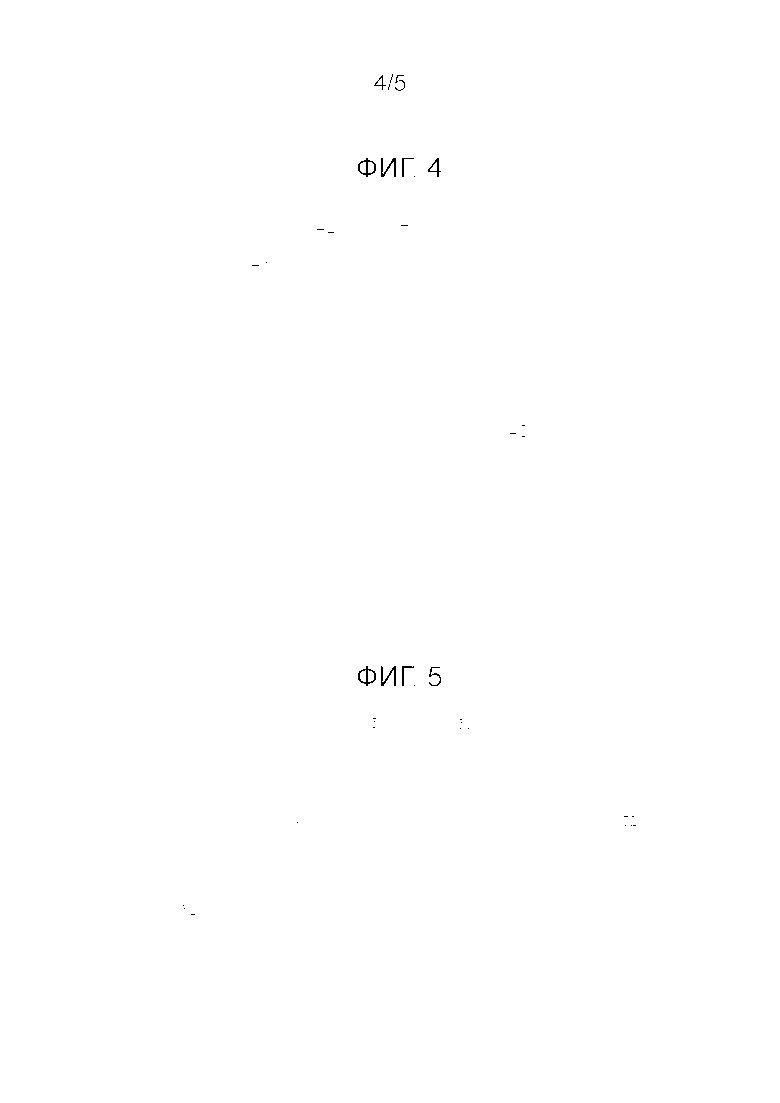
Изобретение относится к области упаковки чувствительных к кислороду жидких пищевых продуктов и касается упаковочного ламинированного материала, способа его получения и упаковочного контейнера. Ламинированный материал имеет слой бумаги или картона и слой, выполняющий функцию барьера в отношении газа, и состоит из материала с барьерными свойствами в отношении газов, в частности кислорода. Слой барьера связан с бумажным или картонным слоем посредством ламинирующего слоя, который включает в себя, по меньшей мере, один слой адгезивного полимера или полимерной композиции, который(-ая) содержит мономерные звенья с функциональными группами карбоновой кислоты. Упаковочный ламинированный материал также имеет внешние непроницаемые для жидкости покрытия с обеих сторон бумажного или картонного слоя. Изобретение обеспечивает создание упаковочного ламинированного материала, имеющего улучшенные целостность/адгезию между ламинированными слоями, а также обеспечивает хорошую целостность выполненному из него упаковочному контейнеру и способ, который позволяет получить и поддерживать прочное связывание функциональных групп между барьерным слоем в отношении газа и бумажным или картонным слоем упаковочного ламинированного материала и который может быть осуществлен без чрезмерного потребления энергии и без использования веществ, которые являются вредными для здоровья и для окружающей среды. 3 н. и 11 з.п. ф-лы, 6 ил., 1 табл., 4 пр.
1. Упаковочный ламинированный материал для упаковочного контейнера для чувствительных к кислороду жидких пищевых продуктов, при этом упаковочный ламинированный материал (10) включает в себя бумажный или картонный слой (11) и слой (12) материала, представляющий собой алюминий и выполняющий функцию барьерного слоя в отношении газа или пара, причем упомянутые слои (11 и 12) связаны друг с другом посредством ламинирующего материала (13), содержащего центральный полимерный слой (13а), который на одной поверхности имеет первый адгезивный слой (13b) первой адгезивной полимерной композиции, которая может связываться с бумажным или картонным слоем (11), и на своей другой поверхности имеет второй адгезивный слой (13c) второй адгезивной полимерной композиции, который может связываться с упомянутым слоем (12) материала, представляющим собой алюминий и выполняющим функцию барьера в отношении газа и пара, где первый адгезивный слой (13b) на одной поверхности центрального полимерного слоя (13а) находится в соприкосновении с бумажным или картонным слоем (11) и где второй адгезивный слой (13c) на другой поверхности центрального полимерного слоя (13а) находится в соприкосновении с упомянутым слоем (12) материала, представляющим собой алюминий и выполняющим функцию барьера в отношении газа или пара, причем первая адгезивная полимерная композиция содержит этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 0,15 до менее 1,5 мол.% всей первой адгезивной полимерной композиции, и при этом второй адгезивный слой (13с) имеет такую же адгезивную полимерную композицию, как и первый адгезивный полимерный слой (13b).
2. Упаковочный ламинированный материал по п.1, в котором первая адгезивная полимерная композиция содержит этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 0,15 до менее 1,3 мол. %, предпочтительно от 0,15 до 0,7 мол.%, наиболее предпочтительно от 0,15 до 0,4 мол.%, всей первой адгезивной полимерной композиции.
3. Упаковочный ламинированный материал по любому из пп.1, 2, в котором первая адгезивная полимерная композиция содержит полиэтилен низкой плотности (LDPE) в количестве вплоть до 60 мас.%.
4. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором первая полимерная композиция включает в себя адгезивный полимер, выбранный из группы, состоящей из сополимера этилен-акриловая кислота (EAA) и сополимера этилен-метакриловая кислота (EMAA) и их смесей.
5. Упаковочный ламинированный материал по любому из предшествующих пунктов, дополнительно включающий в себя термосвариваемый контактирующий с пищевым продуктом слой (15), включающий в себя полиэтилен, выбранный из группы, состоящей из LDPE, линейного полиэтилена низкой плотности (LLDPE) и линейного полиэтилена низкой плотности, полученного полимеризацией в присутствии катализатора с единым центром полимеризации на металле (m-LLDPE), и смесей двух или более типов полиэтилена.
6. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором центральный полимерный слой (13a) имеет толщину от 10 до 14 г/м2 и внешние первый и второй адгезивные полимерные слои (13b, 13c) ламинирующего материала имеют каждый толщину от 2 до 5 г/м2, например от 3 до 4 г/м2.
7. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором слой (12) материала, представляющий собой алюминий и выполняющий функцию барьерного слоя в отношении газа или пара, со своей противоположной стороны, которая должна образовывать внутреннюю сторону упаковочного ламинированного материала в упаковочном контейнере, связан с термосвариваемым контактирующим с пищевым продуктом слоем (15) посредством внутреннего адгезивного полимерного слоя (16), который находится в непосредственном соприкосновении с упомянутым слоем (12) материала, представляющим собой алюминий и выполняющим функцию барьерного слоя в отношении газа или пара, где внутренний адгезивный полимерный слой состоит из полимера, имеющего этиленовые мономерные звенья и мономерные звенья с функциональными группами карбоновой кислоты, которые составляют от 1,5 мол.% и более, предпочтительно от 1,5 мол.% до 3,5 мол.%, более предпочтительно от 1,5 мол.% до 3,3 мол.%, этого внутреннего адгезивного полимера.
8. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором центральный полимерный слой (13a) включает в себя полиолефин, такой как полиэтилен.
9. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором центральный полимерный слой (13a) включает в себя полиэтилен, выбранный из группы, состоящей из полиэтилена низкой плотности (LDPE), линейного полиэтилена низкой плотности (LLDPE), полиэтиленов очень низкой плотности (VLDPE), полиэтиленов сверхнизкой плотности (ULDPE), линейного полиэтилена низкой плотности, который получен в присутствии так называемого катализатора с единым центром полимеризации на металле, металлоценового катализатора или катализатора с так называемой напряженной геометрией (m-LLDPE), полиэтилена средней плотности (MDPE) и полиэтилена высокой плотности (HDPE).
10. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором адгезия между первой адгезивной композицией и бумажным или картонным слоем (11) является настолько сильной, что она обуславливает отрыв волокон в пределах упомянутого бумажного или картонного слоя в ходе проведения испытания на адгезию согласно стандарту ASTM D903-98(2010).
11. Упаковочный ламинированный материал по любому из предшествующих пунктов, в котором адгезия между слоем (12) материала, представляющим собой алюминий и выполняющим функцию барьерного слоя в отношении газа или пара, и ламинирующим материалом (13) имеет величину, составляющую более 105 Н/м, например более 200 Н/м.
12. Упаковочный контейнер для чувствительных к кислороду жидких пищевых продуктов, например молока, сока, вина, масла для приготовления пищи и т. д., полученный из упаковочного ламинированного материала (10) по любому из пп.1-11.
13. Способ получения упаковочного ламинированного материала по любому из пп.1-11, в котором бумажный или картонный слой (11) ламинируют к слою (12) материала, представляющему собой алюминий и выполняющему функцию барьерного слоя в отношении газа или пара, путем соэкструзионного ламинирования из расплава посредством ламинирующего материала (13b, 13a, 13c).
14. Способ по п.13, в котором соэкструзионное ламинирование из расплава проводят без какой-либо обработки поверхности, например обработки озоном.
| Способ защиты переносных электрических установок от опасностей, связанных с заземлением одной из фаз | 1924 |
|
SU2014A1 |
| JP 2010137880 A, 24.06.2010 | |||
| US 6919135 B2, 19.07.2005 | |||
| WO 2011040993 A1, 07.04.2011. | |||

