ОБЛАСТЬ ИЗОБРЕТЕНИЯ
Настоящее изобретение относится к не содержащему фольги, высокобарьерному, упаковочному ламинированному материалу на основе бумаги для упаковки жидких пищевых продуктов или напитков, в особенности подходящему для сока, причем упаковочный ламинированный материал дополнительно содержит барьерные слои и самый внешний и самый внутренний термосвариваемые слои из термопластичных полимеров. Изобретение относится также к способу изготовления упаковочного ламинированного материала и к упаковочному контейнеру, полученному из упаковочного ламинированного материала.
УРОВЕНЬ ТЕХНИКИ
Упаковочные контейнеры одноразового использования для жидких пищевых продуктов часто изготавливают из упаковочного ламинированного материала на основе бумажного картона или картона. Один такой широко распространенный упаковочный контейнер известен по товарному знаку Tetra Brik Aseptic и используется главным образом для асептического упаковывания жидких пищевых продуктов, таких как молоко, фруктовые соки и так далее, продаваемые для длительного хранения при температуре окружающей среды. Упаковочный материал в этом известном упаковочном контейнере обычно представляет собой ламинированный материал, содержащий объемный основной бумажный слой или бумажного картона и внешние, непроницаемые для жидкости слои из термопластиков. Для целей получения упаковочного контейнера, непроницаемого для газа, в частности, непроницаемого для кислорода, например, для целей асептической упаковки и упаковки молока и фруктового сока, ламинированный материал в этих упаковочных контейнерах обычно содержит, по меньшей мере, один дополнительный слой, чаще всего алюминиевую фольгу.
С внутренней стороны ламинированного материала, то есть со стороны, предназначенной быть обращенной к наливаемому пищевому содержимому контейнера, произведенного из ламинированного материала, имеется самый внутренний слой, нанесенный на алюминиевую фольгу, причем самый внутренний, внутренний слой может состоять из одно- или многосоставных слоев, включающих термосвариваемые адгезивные полимеры и/или полиолефины. Также с внешней стороны основного слоя, имеется самый внешний термосвариваемый полимерный слой.
Упаковочные контейнеры, как правило, изготавливают посредством современных, высокоскоростных упаковочных машин такого типа, которые формуют, заполняют и склеивают упаковки из полотна или из предварительно сделанных заготовок контейнеров из упаковочного материала. Упаковочные контейнеры, таким образом, могут быть произведены преобразованием полотна из ламинированного упаковочного материала в трубу с использованием обоих продольных краев полотна, являющихся соединенными друг с другом швом внахлест, путем сварки самых внутренних и самых внешних термосвариваемых термопластичных полимерных слоев вместе. Трубу заполняют предполагаемым жидким пищевым продуктом и после этого делят на отдельно взятые упаковки посредством повторно выполняемых поперечных швов на трубе на заданном расстоянии друг от друга ниже уровня содержимого в трубе. Упаковки отделяют от трубы посредством разрезаний вдоль швов и придают желательную геометрическую конфигурацию, обычно форму параллелепипеда, путем формирования сгибов вдоль заготовленных линий перегиба в упаковочном материале.
Основным преимуществом этой концепции способа упаковывания на основе непрерывного формования трубы, заполнения и склеивания является то, что полотно может быть простерилизовано непрерывным способом прямо непосредственно перед формованием трубы, с обеспечением таким образом возможности способа асептической упаковки, то есть, способа, в котором содержимое в виде жидкости, которая должна быть налита, а также упаковочный материал сам по себе, освобождают от бактерий, и заполненный упаковочный контейнер производят в чистых условиях, так что заполненная упаковка может храниться в течение длительного периода времени даже при температуре окружающей среды, без риска роста микроорганизмов в налитом продукте. Другим важным преимуществом способа упаковки Tetra Brik®-типа является, как установлено выше, возможность непрерывного высокоскоростного упаковывания, что имеет значительное влияние на эффективность затрат.
Слой алюминиевой фольги в упаковочном ламинированном материале обеспечивает газобарьерные свойства, вполне превосходящие газобарьерные свойства большинства полимерных газобарьерных материалов. Традиционно применяемый упаковочный ламинированный материал на основе алюминиевой фольги для асептической упаковки жидких пищевых продуктов представляет собой наиболее рентабельный упаковочный материал, по уровню его эксплуатационных характеристик, доступный на рынке на сегодняшний день. Любой другой разрабатываемый материал должен быть более рентабельным касательно исходных материалов, должен иметь сравнимые характеристики сохранения пищевых продуктов и должен иметь сравнительно низкую сложность в превращении в готовый упаковочный ламинированный материал.
До сих пор едва ли можно найти какие-либо асептические упаковки на основе бумаги или бумажного картона, рассчитанные для длительного хранения при температуре окружающей среды вышеописанного типа, доступного на рынке, из рентабельного, не содержащего фольги упаковочного ламинированного материала, в сравнении со ламинированными материалами на основе алюминиевой фольги, которые имеют желаемый уровень барьерных свойств и характеристик сохранения пищевых продуктов в течение более чем 3 месяцев. Существуют некоторые полимерные материалы, которые обеспечивают хорошие барьерные свойства, но они либо имеют плохие механические свойства в ламинированном материале, либо трудно перерабатываются в расплаве на высоких скоростях при превращении в тонкие слои в ламинированных материалах, например, требуют дорогостоящих получаемых совместной экструзией соединительных слоев, или они, кроме того, могут быть значительно более дорогими при практически осуществимой толщине, чем алюминий, и, следовательно, являются нерентабельными для упаковывания, например, молока или сока.
В исследованиях по разработке более рентабельных упаковочных материалов и по минимизированию количества исходного материала, необходимого для изготовления упаковочных материалов, существует общая цель разработать предварительно изготовляемые пленки, имеющие много барьерных функциональных характеристик, которые могут заменить алюминиевую фольгу. Ранее известными такими примерами являются пленки, объединяющие много слоев, причем каждый слой привносит дополняющие барьерные свойства конечной пленке, так, как, например, пленки, имеющие осажденный из паровой фазы барьерный слой и дополнительный барьерный слой на основе полимера, нанесенный в виде покрытия на ту же самую пленочную подложку. Такие пленки, на которые было нанесено покрытие два раза посредством различных способов нанесения, однако, имеют тенденцию становиться весьма дорогостоящими как по исходному материалу, так и по издержкам на изготовление, так как в большинстве случаев будет необходим дополнительный склеивающий слой, будут очень высокие требования к качеству пленки-подложки, например, в отношении термомеханической стабильности и устойчивости в условиях обработки.
Существует один тип полимерных газобарьерных слоев, которые могут быть очень рентабельными, а именно, барьерные полимеры, которые наносят в форме дисперсии или раствора в жидкости или растворителе, на подложку, и потом сушат до получения тонких барьерных покрытий. Однако, очень важным является то, что дисперсия или раствор является однородной(ым) и стабильной(ым), что приводит к равномерному нанесению покрытия с равными барьерными свойствами. Примерами подходящих полимеров для водных композиций являются поливиниловые спирты (PVOH), диспергируемые в воде этилен-виниловые спирты (EVOH) или диспергируемые или растворимые в воде полимеры на основе полисахаридов. Такие слои, полученные нанесением покрытия в форме дисперсии, или так называемые слои, полученные нанесением покрытия в форме жидкой пленки (LFC), могут быть сделаны очень тонкими, вплоть до десятков грамм на м2, и могут обеспечивать высокое качество, однородные слои, при условии, что дисперсия или раствор является гомогенной(ым) и стабильной(ым), то есть, хорошо приготовлены и смешаны. В течение многих лет полагали, что, например, поливиниловый спирт (PVOH) имеет превосходные барьерные свойства к кислороду в сухих условиях. PVOH также обеспечивает очень хорошие барьерные свойства в отношении запаха и аромата, то есть, обеспечивает возможность предотвращать проникновение душистых веществ в упаковочный контейнер из окружающей среды, например, в холодильнике или в кладовой, и возможность предотвращать мигрирование ароматизирующих веществ в налитом пищевом продукте во внутреннюю часть упаковочного материала, в котором эти возможности становятся важными при длительном хранении упаковок. Кроме того, такие нанесенные в виде жидкой пленки полимерные слои из диспергируемых или растворимых в воде полимеров часто обеспечивают хорошую внутреннюю адгезию к смежным слоям, что вносит вклад в хорошую целостность конечного упаковочного контейнера. Под целостностью упаковки, как правило, подразумевают прочность упаковки, то есть, сопротивление образованию утечки в упаковочном контейнере. Такие диспергируемые в воде барьерные полимеры имеют, однако, основной недостаток в том, что они, как правило, чувствительны к влаге, и, что барьерные свойства в отношении кислорода быстро ухудшаются при высоком содержании относительной влажности в упаковочном ламинированном материале. Следовательно, тонкий нанесенный из дисперсии слой поливинилового спирта (PVOH) или этилен-винилового спирта (EVOH) или подобного полимера, может подходить для упаковывания сухих продуктов в сухой окружающей среде, но намного меньше может подходить для упаковывания жидкостей и влажных продуктов или для хранения в мокрых или влажных условиях.
Кроме того, можно увидеть, что довольно хорошие барьерные свойства к кислороду плоского упаковочного ламинированного материала, имеющего слой нанесенного из дисперсии барьерного полимера (в сравнении с алюминиевой фольгой), были сильно снижены во время превращения и трансформирования в упаковочные контейнеры.
В связи с вышеизложенным, прежде всего были предприняты попытки обеспечить чувствительный к влаге полимерный слой с лучшими исходными барьерными свойствами к кислороду, наряду с превращением его в более влагостойкий слой, путем модифицирования полимера или включения других веществ в полимерную композицию, ко всему прочему, путем сшивания полимера. Такие модификации и введение веществ, однако, часто делают процесс нанесения слоя в виде жидкой пленки более трудным для контролирования и, что важно, более дорогостоящим. Такие вещества также могут требовать тщательного подбора с учетом существующих законов по пищевой безопасности для упаковывания пищевых продуктов. Альтернативно, были предприняты попытки термоотверждения слоя PVOH, нанесенного из дисперсии, в сочетании с его высушиванием, путем нагревания вплоть до температуры, превышающей 100ºС. Однако такой нагрев может разрушить подложку из бумажного картона с нанесенным покрытием и отрицательно повлиять на качество покрытия, например, в результате вызывания дефектов, таких как вздутия и трещины, в барьерном покрытии к кислороду. В соответствии с этим, по-прежнему существует потребность в рентабельном и надежном, то есть, желательном также при умеренных изменениях условий изготовления и обработки/эксплуатации, не содержащем алюминия (фольги) упаковочном материале для асептического, упаковывания жидких пищевых продуктов, например, сока или другого фруктового напитка, причем материал обеспечивает достаточные барьерные свойства упаковочным контейнерам, рассчитанным для длительного асептического хранения, в условиях окружающей среды. Термин «длительное хранение» в связи с настоящим изобретением, означает то, что упаковочный контейнер должен быть способен сохранять качества упакованного пищевого продукта, то есть, пищевую ценность, гигиеническую безопасность и вкус, в условиях окружающей среды в течение, по меньшей мере, 6 месяцев, предпочтительно в течение более длительного срока. Продукты, которые должны быть упакованы в упаковки, изготовленные из упаковочного ламинированного материала настоящего по изобретению, представляют собой прежде всего фруктовые соки и нектары, которые являются очень чувствительными к потере витамина С, и к потере или к изменениям веществ, придающих продукту его характерные аромат и вкус.
СУЩЕСТВО ИЗОБРЕТЕНИЯ
Таким образом, задачей настоящего изобретения является преодоление или уменьшение вышеописанных проблем при изготовлении не содержащего фольги упаковочного ламинированного материала на основе бумаги или бумажного картона для длительного, асептического упаковывания жидких или влажных пищевых продуктов.
Общей задачей изобретения является обеспечение не содержащего фольги, упаковочного ламинированного материала на основе бумаги или бумажного картона, имеющего хорошие газобарьерные свойства, подходящие для длительного, асептического упаковывания, и хорошую внутреннюю адгезию между слоями, обеспечивающую хорошую целостность упаковочного контейнера, изготовленного из ламинированного материала.
В частности, задачей изобретения является обеспечение рентабельного, не содержащего фольги, упаковочного ламинированного материала на основе бумаги или бумажного картона, обеспечивающего хорошие газобарьерные свойства упаковочного контейнера, хорошую целостность упаковки и хорошую внутреннюю адгезию между слоями ламинированного материала.
Еще одной задачей изобретения является обеспечение, относительно фольгированного алюмининием, рентабельного, не содержащего фольги упаковочного ламинированного материала на основе бумаги или бумажного картона, имеющего хорошие газобарьерные свойства, хорошие паро-влагобарьерные свойства и хорошие характеристики внутренней адгезии, с целью изготовления асептических, газонепроницаемых и непроницаемых для паров воды упаковочных контейнеров, имеющих хорошую целостность упаковки.
Еще одной задачей изобретения является обеспечение рентабельного и надежного в эксплуатации, не содержащего фольги, основанного на бумаге или бумажном картоне и термосвариваемого упаковочного ламинированного материала, имеющего хорошие газобарьерные свойства, хорошие паро-влагобарьерные свойства и хорошие характеристики внутренней адгезии, для цели изготовления асептических упаковочных контейнеров, рассчитанных для длительного хранения жидких пищевых продуктов при сохраняемом питательном качестве в условиях окружающей среды.
Более конкретной задачей, в соответствии с, по меньшей мере, некоторыми вариантами выполнения по изобретению, является обеспечение недорогостоящего (рентабельного), не содержащего фольги, основанного на бумаге или на бумажном картоне упаковочного контейнера для жидкостей, имеющего хорошие газо- и паро-влагобарьерные свойства, хорошие барьерные свойства в отношении запаха и аромата, и хорошую целостность в случае асептического упаковывания фруктового сока, при длительном хранении в условиях окружающей среды.
Эти задачи, соответственно, решаются настоящим изобретением посредством ламинированного упаковочного материала, упаковочного контейнера и способа изготовления упаковочного материала, что определено в прилагаемых пунктах формулы.
В соответствии с первым аспектом по изобретению, задачи изобретения решаются посредством не содержащего фольги упаковочного ламинированного материала для упаковывания жидкого пищевого продукта или напитка, причем упаковочный ламинированный материал содержит первый бумажный слой, причем первый бумажный слой расположен ближе к внутренней стороне ламинированного упаковочного материала, и второй бумажный слой, расположенный ближе к внешней стороне ламинированного упаковочного материала, причем указанный первый и второй бумажные слои ламинированы друг к другу посредством промежуточного связующего слоя в виде сэндвичевой структуры, причем упаковочный ламинированный материал дополнительно содержит газобарьерный покрывающий слой, нанесенный на внутреннюю сторону первого бумажного слоя путем жидкопленочного нанесения жидкой газобарьерной композиции на указанный первый бумажный слой и путем последующего высушивания, причем жидкая композиция содержит полимерное связующее, диспергированное или растворенное в водной среде или в среде растворителя, и дополнительный паро-влагобарьерный слой, ламинированный и соединенный с внутренней стороной первого бумажного слоя с барьерным покрытием посредством второго промежуточного полимерного связующего слоя, причем упаковочный ламинированный материал дополнительно содержит самый внутренний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала, нанесенный на внутреннюю сторону дополнительного барьерного слоя, и самый внешний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала на противоположной стороне упаковочного ламинированного материала, нанесенный на внешнюю сторону второго, основного бумажного слоя.
Таким образом, предполагали, что чтобы достигнуть требуемого уровня барьерных свойств в отношении кислорода в конечном упаковочном контейнере для асептического, длительного хранения, наносимое в виде жидкой пленки газобарьерное полимерное связующее, например, PVOH, должно было бы быть улучшено с помощью нового средства или с помощью некоторых из известных способов модификации, то есть, посредством добавления сшивающего вещества или термоотверждения. По-прежнему, было неясно, могло ли быть улучшение кислородного барьера достаточно сильным для асептического упаковывания и длительного хранения при температуре окружающей среды.
Упаковочный ламинированный материал для применения в упаковочных контейнерах для асептического, длительного хранения, также требует улучшенных паро-влагобарьерных свойств.
Под паро-влагобарьерными свойствами понимают барьер для медленно мигрирующих паров воды через материал, то есть, барьерные свойства не в отношении непосредственно и мгновенно поступающей жидкости. В качестве примера, термосвариваемые полиолефины, такие как предпочтительные полиэтилены низкой плотности (LDPE's или LLDPE's), представляют собой барьеры для жидкости и подходят в качестве самых внешних слоев для защиты бумажного картона внутри ламинированного материала от налитого жидкого продукта или от влажных условий снаружи упаковки, например при высокой влажности или при хранении в охлажденном состоянии. Полиэтилен низкой плотности, однако, имеет сравнительно низкие паро-влагобарьерные свойства, то есть, фактически не имеет такой способности при соразмерной толщине, чтобы выдерживать длительную, медленную миграцию паров воды через ламинированный материал во время транспортировки и хранения. Паро-влагобарьерные свойства являются важными во время длительного хранения, также потому, что они предотвращают выход влаги от упакованного жидкого пищевого продукта из упаковочного контейнера, что могло бы приводить к более низкому содержанию жидкого пищевого продукта, чем ожидаемое содержание в каждом упаковочном контейнере, в конечном итоге при вскрытии упаковки потребителем. Также возможно, композиция и вкус продукта в том случае, когда он становится более концентрированным, могли бы измениться. Кроме того, посредством предотвращения миграции и выхода паров воды из упаковочного контейнера в бумажный или в картонный слой, упаковочный ламинированный материал будет способен сохранять свои жесткостные свойства в течение более длительного периода времени. Таким образом, чтобы быть пригодным для длительного асептического упаковывания жидких продуктов, важно, чтобы упаковочный материал также имел достаточные паро-влагобарьерные свойства.
Тонкие металлизированные алюминием слои, то есть осажденные из паровой фазы слои металла алюминия, известны в обеспечении барьеров для парообразной влаги. Однако, при изготовлении рентабельных, основанных на бумаге упаковочных ламинированных материалов, содержащих такие барьерные слои как таковые, обнаружили, что их барьерные свойства к кислороду являются недостаточными.
Обычная алюминиевая фольга, используемая в наши дни в промышленно выпускаемых упаковочных контейнерах для стерильного, жидкого пищевого продукта, имеет как паро-влагобарьерные свойства, так и барьерные свойства к кислороду. Едва ли существуют сколь-нибудь подходящие, рентабельные альтернативы материала, обеспечивающего как желательный кислородный барьер, так и паро-влагобарьер, сравнимые с алюминиевой фольгой.
Весьма неожиданно, однако, при изготовлении упаковочных контейнеров с использованием ламинирования двух таких отдельно взятых и различных барьерных материалов друг к другу, то есть, одного, имеющего нанесенный в виде жидкой пленки барьерный слой из PVOH, и другого, имеющего осажденный из паровой фазы барьерный слой, было обнаружено, что были достигнуты не только достаточные паро-влагобарьерные свойства, но также и то, что барьерные свойства к кислороду готового упаковочного ламинированного материала и, в частности, конечной упаковки были неожиданно улучшены и непредвиденно заметно лучше достаточных показателей. Вклад слоя на основе осажденного из паровой фазы соединения в барьерные свойства к кислороду готового упаковочного ламинированного материала должен быть недостаточным, но был намного большим, чем ожидаемый и вычисленный, исходя из значений кислородопроницаемости, измеренной на каждом из барьерных слоев по отдельности.
Кроме того, после превращения и формования упаковочного контейнера, были получены синергетические, дополнительно неожиданно улучшенные барьерные свойства. Хотя вклад от включения, например, металлизированного слоя, в итоговый кислородный барьер готового упаковочного ламинированного материала был неожиданным, барьерные свойства к кислороду в конечной упаковке были даже дополнительно улучшены, в сравнении с упаковочным контейнером из соответственного ламинированного материала без осажденной из паровой фазы пленки.
Позднее также было обнаружено, что дефекты в нанесенном из дисперсии слое, приводящие к ухудшенным барьерным свойствам к кислороду плоских образцов упаковочного ламинированного материала с нанесенным из дисперсии слоем, «устраняются» или «затягиваются» посредством тонкого слоя осажденного из паровой фазы соединения неожиданным образом.
Такой устраняющий дефекты или затягивающий эффект, например, виден, при нанесении покрытия на бумагу различного качества в случае упаковочных ламинированных материалов, подобных материалам по изобретению. Некоторые сорта бумажного картона, оказывается, менее подходят для нанесения в виде жидкой пленки барьерного слоя к кислороду, поскольку кислородный барьер, измеренный на плоском ламинированном материале может сильно варьироваться для различных сортов. Однако различия убирают посредством дополнительного тонкого осажденного из паровой фазы барьерного слоя с внутренней стороны нанесенного в виде жидкой пленки слоя. По-видимому, дефекты, такие как микроотверстия или микротрещины, вероятно, образуются в тонком нанесенном в виде жидкой пленки слое, при нанесении покрытия на бумагу или бумажный картон низкого качества, а при ламинировании к тонкому осажденному из паровой фазы слою, имеющему некоторые барьерные свойства, эти дефекты затягиваются и не сильно влияют на свойства конечной упаковки.
В соответствии со вторым хорошо функционирующим вариантом выполнения, паро-влагобарьерный слой представляет собой слой, содержащий основанный на полиолефине матричный полимер с частицами неорганического наполнителя, распределенными внутри матричного полимера.
Медленная миграция молекул пара воды через слой может быть значительно снижена путем примешивания минеральных наполнителей в перерабатываемые из расплава термопластичные полимерные слои, например, обычно из водостойких полимеров на основе полиолефина. Однако обычно применяемые минеральные наполнители, такие как, например, тальк или карбонат кальция, не обеспечивают такому слою сколь-нибудь значительных барьерных свойств к кислороду.
При осуществлении попытки защитить тонкий, нанесенный в виде жидкой пленки барьерный слой, например, из PVOH, ламинированием со слоем экструдированного из расплава полиолефина, имеющего неорганические частицы, равномерно распределенные в нем, увидели, что достаточные уровни барьера к кислороду не могли бы сохраняться в условиях длительного хранения при обоснованно необходимых толщинах слоев, хотя слой PVOH первоначально обеспечивает ламинированному материалу вполне хорошие барьерные свойства к кислороду. В соответствии с этим, пришли к выводу, что ни барьерные свойства к кислороду, ни паро-влагобарьерные свойства не были достаточными и, что в структуре ламинированного материала были бы необходимы дополнительные слои и материалы, которые, в свою очередь, могли бы в результате дать более дорогой ламинированный материал, чем мог бы быть целесообразен, чтобы конкурировать с соответствующими упаковочными ламинированными материалами на основе алюминиевой фольги.
Весьма неожиданно, однако, при изготовлении упаковочных контейнеров посредством ламинирования слоя, полученного из нанесенной в виде жидкой пленки барьерной композиции на основе PVOH, также содержащей неорганические частицы, с дополнительным паро-влагобарьерным слоем, было обнаружено, что не только достаточно высокие барьерные свойства к кислороду были получены, но также и то, что паро-влагобарьерные свойства готового упаковочного ламинированного материала и, даже, конечной упаковки были неожиданно улучшены, причем со значительным превышением достаточных показателей. Собственно, синергетически и неожиданно улучшенные паро-влагобарьерные свойства получают путем включения наполнителей также в барьерный слой к кислороду. Хотя и был получен некоторый вклад от включения слоя полиолефина с наполнителем как такового в итоговый паро-влагобарьер готового упаковочного ламинированного материала, достаточные и желательные паро-влагобарьерные свойства не были получены, пока также, неожиданно, слой PVOH не включал в себя неорганические частицы. Затем, довольно непредвиденно, паро-влагобарьер был дополнительно улучшен на 40% в сравнении с тем, что было получено от наполненного полиолефинового слоя как такового. Результаты аналогичного типа получают, рассматривая тонкий осажденный из паровой фазы паро-влагобарьерный слой.
С другой стороны, вклад полиолефинового слоя с наполнителем в итоговые барьерные свойства к кислороду готового упаковочного ламинированного материала должен быть нулевым, но итоговая длительная кислородопроницаемость ламинированного материала была также непредвиденно улучшена по сравнению с полностью неудовлетворительными значениями кислородопроницаемости, полученной и измеренной на соответственном материале в том случае, когда в нанесенном в виде жидкой пленки, барьерном слое к кислороду не содержатся неорганические частицы.
Такой неожиданный, синергетический эффект необходим чтобы иметь возможность полагаться на такие упаковочные ламинированные материалы также и в экстремальных условиях, например, в очень сухом климате, так как миграция влаги через стенку упаковочного контейнера из упакованного продукта со 100%-влажной внутренней стороны в направлении к внешней стороне стенки упаковочного контейнера, будет больше в том случае, когда с внешней стороны упаковки существует сухой климат. Благодаря большему различию относительной влажности (RH), значения движущей силы для переноса влаги через материал стенки упаковочного контейнера будут намного выше, отчего синергетический паро-влагобарьерный эффект будет фактически усиливаться, и итоговый паро-влагобарьер будет становиться намного больше, благодаря тому факту, что барьерный слой к кислороду может поддерживаться более сухим посредством сухого климата с внешней стороны упаковки. Барьерный вклад в отношении паров воды от барьерного слоя к кислороду будет, таким образом, увеличен.
Подходящим образом, полимерное связующее для жидкой газобарьерной композиции выбирают из группы, состоящей из полимеров на основе виниловых спиртов, таких как PVOH или диспергируемый в воде EVOH, полимеров на основе акриловой кислоты или метакриловой кислоты, таких как поли(мет)акриловая кислота (PAA, PMAA), полисахаридов, таких как, например, крахмал или производные крахмала, хитозана или других производных целлюлозы, диспергируемого в воде поливинилиденхлорида (PVDC) или диспергируемых в воде сложных полиэфиров, диспергируемого в воде полиамида и их комбинаций из двух или более полимеров.
В тех случаях, когда диспергируемое или растворимое полимерное связующее, используемое для настоящего по изобретению, представляет собой полимер, имеющий газобарьерные свойства сам по себе, естественно достижение лучших итоговых газобарьерных свойств в упаковочном ламинированном материале будет возможным. В соответствии с этим, газобарьерный покрывающий слой предпочтительно образуют из композиции, главным образом содержащей полимер, выбранный из группы, состоящей из (PVOH), диспергируемого в воде (EVOH), (PVDC), диспергируемого в воде полиамида (PA), крахмала, производных крахмала, и их комбинаций из двух или более полимеров.
Там, где желательно использовать полимер, который имеет более рентабельный и положительный в экологическом смысле профиль, газобарьерный покрывающий слой образуют из композиции, в основном содержащей PVOH, диспергируемый в воде EVOH или крахмал. Диспергируемый в воде EVOH имеет более высокое содержание звеньев винилового спирта в сравнении с перерабатываемым из расплава EVOH, и является более похожим по своей природе на PVOH, чем на EVOH. Чистые PVOH и полимеры на основе крахмала могут быть более или менее биологически разлагаемыми, отчего такие полимеры могут быть более желательными для некоторых упаковочных применений.
В сравнении с алюминиевой фольгой, PVOH в качестве барьерного полимера для нанесения покрытия в виде жидкой пленки обладает многими желательными свойствами, в результате чего он является наиболее предпочтительным барьерным материалом во многих контекстах. Среди них, могут быть указанны хорошие свойства, касающиеся пленкообразования, совместимость с пищевыми продуктами и экономическая ценность, наряду с его высокими газобарьерными свойствами к кислороду. В частности, PVOH обеспечивает упаковочный ламинированный материал с сильными барьерными свойствами к запаху и аромату, что является особенно важным для упаковывания, соответственно, молока и сока, но также и других продуктов, которые должны храниться в упаковке в течение длительного периода времени.
Подобно многим другим потенциальным барьерным полимерам, таким как, например, крахмал или производные крахмала, поливиниловый спирт подходящим образом наносят посредством процесса нанесения покрытия в виде жидкой пленки, то есть, в форме водной(ого) дисперсии или раствора или дисперсии или раствора на основе растворителя, которую(ый), при нанесении, размазывают в тонкий, равномерный слой на подложке и после этого сушат. Мы обнаружили, что одним недостатком в этом процессе является, однако, то, что жидкая полимерная дисперсия или жидкий полимерный раствор, которую(ый) наносят на бумажный слой или бумажного картона может проникать в поглощающие жидкость волокна основного слоя. Существует риск образования микроотверстий, в зависимости от характеристик бумажного картона, если нанесенный слой является слишком тонким, по удалении воды или растворителя в ходе высушивания нанесенного барьерного слоя.
Водные системы, как правило, имеют некоторые экологические преимущества. Предпочтительно, жидкая газобарьерная композиция имеет водную основу, так как такая композиция обычно также имеет лучшую рабочую экологичность, чем системы на основе растворителей.
Как кратко указанно выше, является известным включение полимера или соединения с функциональными группами карбоновых кислот, для улучшения паро-влагобарьерных свойств и к кислороду покрытия из PVOH. Подходящим образом, полимер с функциональными группами карбоновых кислот выбирают из сополимера этилена и акриловой кислоты (EAA) и сополимеров этилена и метакриловой кислоты (EMAA) или их смесей. Одна известная такая особенно предпочтительная смесь для барьерного слоя состоит из PVOH, EAA и неорганического соединения с ламинарной структурой. Затем в барьерный слой включают сополимер ЕАА в количестве приблизительно 1-20 вес.% по сухому веществу покрытия.
Полагают, что улучшенные барьерные свойства к кислороду и к воде получаются в результате реакции этерификации между PVOH и ЕАА при повышенной температуре высушивания, посредством чего PVOH сшивается гидрофобными цепями полимера ЕАА, которые тем самым встраиваются в структуру PVOH. Такая смесь, однако, является значительно более дорогой из-за стоимости добавок. Кроме того, высушивание и отверждение при повышенных температурах не являются предпочтительными ввиду риска образования трещин и вздутий в барьерном покрытии на подложке из бумажного картона. Сшивание также может быть инициировано присутствием многовалентных соединений, например, соединений металлов, таких как оксиды металлов. Однако такие улучшенные нанесенные в виде жидкой пленки газобарьерные слои по-прежнему не способны сами по себе обеспечить рентабельный и правильно сформованный упаковочный контейнер с достаточными барьерными свойствами к кислороду для желательного, длительного асептического хранения упаковки при температуре окружающей среды.
За последнее время были разработаны особые разновидности диспергируемого в воде сополимера этилена и винилового спирта (EVOH) и могут быть потенциально использованы в жидкой композиции для нанесения барьерного покрытия к кислороду, в соответствии с изобретением. Обычно применяемые полимеры EVOH, однако, обычно предназначены для экструзии и не обладают способностью диспергироваться/растворяться в водной среде, с тем чтобы произвести тонкую нанесенную в виде жидкой пленки барьерную пленку, составляющую 5 г/м2 или ниже, предпочтительно 3,5 г/м2 или ниже. Полагают, что EVOH должен включать довольно большое количество мономерных звеньев винилового спирта, которые должны быть диспергируемыми или растворимыми в воде, и, что свойства должны быть настолько ближе к свойствам марок PVOH для нанесения покрытия в виде жидкой пленки, насколько это возможно. Экструдированный слой EVOH не является альтернативой нанесенному в виде жидкой пленки EVOH, так как он по своей природе имеет менее схожие свойства с PVOH, чем марки EVOH для нанесения покрытия методом экструзии, и, так как он не может быть нанесен в рентабельном количестве менее 5 г/м2 в виде одного слоя посредством нанесения покрытия методом экструзии или ламинирования способом экструзии, то есть, он требует получаемых совместной экструзией соединительных слоев, которые, как правило, являются очень дорогостоящими полимерами. Кроме того, очень тонкие экструдированные слои охлаждаются слишком быстро и не содержат достаточно тепловой энергии, чтобы способствовать достаточному связыванию смежных слоев при ламинировании.
Другие примеры полимерных связующих, обеспечивающих барьерные свойства к кислороду, подходящие для нанесения покрытия в виде жидкой пленки, представляют собой полисахариды, в частности, крахмал или производные крахмала, такие как предпочтительно оксидированный крахмал, катионный крахмал и гидроксипропилированный крахмал. Примерами таких модифицированных крахмалов являются оксидированный гипохлоритом картофельный крахмал (Raisamyl 306 от компании Raisio), гидроксипропилированный кукурузный крахмал (Cerestar 05773) и так далее. Однако также известны в обеспечении газобарьерных свойств на некотором уровне и другие формы и производные крахмала.
Дополнительные примеры полимерных связующих представляют собой газобарьерные покрытия, включающие смеси полимеров, содержащих карбоновые кислоты, таких как полимеры акриловых кислот или метакриловых кислот, и полимеров-полиспиртов, таких как PVOH или крахмал, которые описаны, например, в EP-A-608808, EP-A-1086981 и WO 2005/037535. Реакции сшивания этих полимерных связующих являются предпочтительными, как указанно выше, в отношении создания стойкости к высокой влажности.
Также смеси только со следовой долей в смеси одного из компонентов и даже композиции, включающие единственный из этих компонентов, действительно обеспечивают барьерные свойства к кислороду водной композиции для нанесения покрытия.
Наиболее предпочтительно, однако, газобарьерный полимер представляет собой PVOH, так как он имеет все хорошие свойства, указанные выше, то есть свойства пленкообразования, газобарьерные свойства, рентабельность, совместимость с пищевыми продуктами, барьерные свойства к запаху и аромату.
Газобарьерная композиция на основе PVOH работает наилучшим образом в том случае, когда PVOH имеет степень омыления, по меньшей мере, 98%, предпочтительно, по меньшей мере, 99%, хотя PVOH с меньшими степенями омыления также будет обеспечивать барьерные свойства к кислороду.
В соответствии с предпочтительным вариантом выполнения, жидкая композиция дополнительно содержит неорганические частицы, чтобы дополнительно улучшить газобарьерные свойства к кислороду.
Полимерное связующее может быть, например, предпочтительно смешано с неорганическим соединением, которое является ламинарным по структуре, или чешуйчатым по форме. В результате послойного расположения чешуйчатых неорганических частиц молекуле газа кислорода приходится проходить более длинный путь, по запутанной траектории, через барьерный слой к кислороду, по сравнению с обычным прямым путем через барьерный слой.
При применении неорганических частиц с ламинарной структурой, возможно альтернативно использовать полимерное связующее, имеющее очень низкие или незначительные барьерные свойства к кислороду. Примерами таких других небарьерных связующих являются другие полимеры, обеспечивающие сильную водородную связь, имеющие высокое количество групп, обеспечивающих водородную связь, подобных гидроксильным группам, аминогруппам, карбоксильным группам, группам сульфокислоты, карбоксилатным группам, сульфонатным ионным группам, аммониевым группам и тому подобному. Конкретные примеры таких небарьерных полимерных связующих представляют собой, ко всему прочему, производные целлюлозы, такие как гидроксиметил- (или этил-) целлюлоза, амилопектин, и другие полисахаридные производные, полиэтиленимин, полиаллиламин и так далее.
Предпочтительно, неорганическое соединение с ламинарной структурой представляет собой так называемое соединение в виде наночастиц, диспергированное до расслоенного состояния, то есть, тонкие слои неорганического соединения со ламинированной структурой разделены друг от друга посредством жидкой среды. Так, соединение со ламинированной структурой предпочтительно может набухнуть или расщепиться под действием полимерной дисперсии или полимерного раствора, которая(ый) при диспергировании проникла в слоистую структуру неорганического вещества. Также оно может набухнуть под действием растворителя, заранее добавленного в полимерный раствор или в полимерную дисперсию. Таким образом, неорганическое соединение с ламинарной структурой диспергируют до деламинированного состояния в жидкой газобарьерной композиции и в высушенном барьерном слое. Термин глинистые минералы включает минералы каолинитового, антигоритового, смектитового, вермикулитового, бентонитового или слюдяного типа, соответственно. В качестве глинистых минералов, в особенности могут быть указанны лапонит, каолинит, дикит, накрит, галлуазит, антигорит, хризотил, пирофиллит, монтмориллонит, гекторит, сапонит, сауконит, Na-тетракремниевая слюда, таниолит натрия, обыкновенная слюда, маргарит, вермикулит, флогопит, ксантофиллит и тому подобное. Особенно предпочтительными наночастицами являются наночастицы монтмориллонита, наиболее предпочтительными являются наночастицы очищенного монтмориллонита или подвергнутого натриевому обмену монтмориллонита (Na-MMT). Неорганическое соединение с ламинарной структурой наноразмера или глинистый минерал предпочтительно имеет аспектное отношение 50-5000 и размер частиц вплоть до приблизительно 5 мкм в расслоенном состоянии.
Предпочтительно, неорганические частицы в основном состоят из таких бентонитовых частиц с ламинарной структурой, имеющих аспектное отношение от 50 до 5000.
Предпочтительно, газобарьерный слой включает от приблизительно 10 до приблизительно 40 вес.%, более предпочтительно от приблизительно 20 до приблизительно 40 вес.% и наиболее предпочтительно от приблизительно 25 до приблизительно 35 вес.%, таких неорганических соединений с ламинарной структурой, исходя из массы сухого покрытия. Если количество является слишком низким, синергетические барьерные эффекты не будут получены. Если количество является слишком высоким, то станет более трудно наносить жидкую композицию в качестве покрытия и более трудно перевозить в резервуарах для хранения и загружать по трубопроводам системы нанесения. Предпочтительно, барьерный слой включает от приблизительно 99 до приблизительно 60 вес.%, более предпочтительно от приблизительно 99 до приблизительно 70 вес.% и наиболее предпочтительно от приблизительно 95 до приблизительно 80 вес.% полимера, исходя из массы сухого покрытия. В газобарьерную композицию может быть включена добавка, такая как стабилизатор дисперсной системы или тому подобное, предпочтительно в количестве не более, чем приблизительно 1 вес.%, исходя из сухого покрытия.
Согласно другому варианту выполнения, неорганические частицы в основном состоят из частиц талька с ламинарной структурой, имеющих аспектное отношение от 10 до 500. Такая газобарьерная композиция содержит количество от 10 до 60 вес.%, более предпочтительно от 20 до 50 вес.%, наиболее предпочтительно от 30-50 вес.% частиц талька, по сухому веществу. Ниже 20 вес.% едва ли имеется какое-либо заметное увеличение газобарьерных свойств, тогда как выше 50 вес.% покрываемый слой может быть менее гибким и менее сцепленным. Затем, полимерное связующее вещество, кажется, имеется в слишком небольшом количестве, чтобы окружать и диспергировать частицы и ламинировать их друг к другу внутри слоя.
Также известно из международной публикации WO03/031720, включенной таким образом путем ссылки, что неожиданно хорошие барьерные свойства к кислороду могут быть достигнуты в том случае, когда выполняется использование коллоидных частиц диоксида кремния, демонстрирующих размер частиц 3-150 нм, предпочтительно 4-100 нм и даже более предпочтительно 5-70 нм, причем частицы предпочтительно являются аморфными и сферическими. Кроме того, использование коллоидных частиц диоксида кремния имеет преимущество в том, что жидкая барьерная композиция может быть нанесена в количестве 15-40 вес.%, предпочтительно 20-35 вес.% и даже более предпочтительно 24-31 вес.%, по сухому веществу, в результате чего потребность в принудительном высушивании снижается.
Альтернативами неорганических частиц в соответствии с изобретением являются частицы каолина, слюды, карбоната кальция и так далее.
Предпочтительное полимерное связующее, также и в том случае, когда для обеспечения барьерных свойств к кислороду применяют неорганические частицы, представляет собой PVOH, частично благодаря его преимущественным свойствам, указанным выше. В дополнение к тому, PVOH является преимущественным с точки зрения смешения, то есть, как правило, легко диспергировать или расслаивать неорганические частицы в водном растворе PVOH с образованием стабильной смеси PVOH и частиц, с обеспечением тем самым хорошей нанесенной покрытием пленки с однородной композицией и морфологией.
В одном варианте выполнения по изобретению, в том случае, когда паро-влагобарьерный слой представляет собой тонкий осажденный из паровой фазы слой, предпочтительно металлизированный слой, газобарьерный слой к кислороду наносят на внутреннюю сторону первого бумажного слоя, в итоговом количестве от 2 до 5 г/м2, предпочтительно от 2 до 4 г/м2, более предпочтительно от 2,5 до 3,5 г/м2, по сухому веществу. Ниже 2 г/м2, будут достигнуты слишком низкие газобарьерные свойства, тогда как выше 5 г/м2, нанесенный покрытием слой будет менее рентабельным, из-за высокой стоимости барьерных полимеров вообще и вследствие высоких затрат энергии на выпаривание жидкости. Распознаваемый уровень барьера к кислороду фактически достигается с использованием PVOH, взятом в количестве 0,5 г/м2 и выше, но хороший баланс между барьерными свойствами и затратами достигается при использовании PVOH в количестве между 2 и 5 г/м2.
Для оптимизированных барьерных свойств, что касается рентабельности, газобарьерный слой к кислороду наносят в два последовательных этапа с промежуточным высушиванием, в виде состоящих из двух частей слоев. При нанесении слоев в виде двусоставных слоев, каждый слой подходящим образом наносится в количествах от 1 до 2,5 г/м2, предпочтительно от 1 до 2 г/м2, и позволяет получить более высокое качество итогового слоя из меньшего количества жидкой газобарьерной композиции. Более предпочтительно, двусоставные слои наносят в количестве от 1,5 до 2 г/см2 каждый.
Кроме того, нанесенный покрытием слой может стать слишком хрупким при толщинах, больших чем 6 г/м2.
Для рентабельности операции нанесения покрытия в виде жидкой пленки, и эффективности затрат на исходные вещества, первый, внутренний бумажный слой имеет удельный вес от 20 до 100 г/м2, предпочтительно от 20 до 70 г/м2, более предпочтительно от 20 до 50 г/м2.
Чтобы обеспечить стабильный по размерам упаковочный контейнер, первый бумажный слой ламинируют ко второму бумажному слою, причем второй бумажный слой представляет собой основной слой, обеспечивающий размерную стабильность сложенной конечной упаковки благодаря его значительно большей толщине и жесткости по сравнению с первым бумажным слоем. Типичным примером упаковки является упаковочная емкость для жидкости в форме кирпича.
Основной слой из бумажного картона для применения в этом изобретении в качестве второго бумажного слоя, обычно имеет толщину от приблизительно 100 мкм вплоть до приблизительно 600 мкм, и удельный вес приблизительно 100-500 г/м2, предпочтительно приблизительно 200-300 г/м2, и может представлять собой обычно применяемую бумагу или обычно применяемый бумажный картон подходящего для упаковки качества.
Для недорогостоящей асептической, рассчитанной на длительное хранение упаковки жидкого пищевого продукта, может быть использован более тонкий упаковочный ламинированный материал, имеющий более тонкие бумажные слои. Упаковочные контейнеры, изготовленные из таких упаковочных ламинированных материалов, не сформованы сгибанием, а более похожи на гибкие пакеты квадратно-выпуклой формы. Подходящий второй бумажный слой для таких упаковок-пакетов обычно имеет удельный вес от приблизительно 20 до приблизительно 140 г/м2, предпочтительно от приблизительно 20 до приблизительно 120 г/м2, более предпочтительно от приблизительно 20 до приблизительно 70 г/м2, более предпочтительно от приблизительно 20 до приблизительно 50 г/м2.
Два бумажных слоя предпочтительно связывают друг с другом посредством ламинированного экструзией термопластичного полимерного слоя, чтобы обеспечить сэндвичевую структуру на основе бумаги, имеющую увеличенную жесткость, благодаря внутренне присущим жесткостным свойствам бумажных слоев, находящихся во взаимодействии с промежуточным полимерным разделительным слоем или с образующим расстояние между ними слоем. Хорошо функционирующими примерами такого термопластичного полимера являются LDPE (полиэтилен низкой плотности) и другие марки на основе полиэтиленов низкой плотности. LDPE является предпочтительным за наилучшую возможную рентабельность, получаемую в связи с эффектом повышения жесткости сэндвичевой структуры.
Предпочтительным в соответствии с изобретением является то, что газобарьерный слой к кислороду наносят непосредственно на второй бумажный слой или бумажного картона, и предпочтительно рядом, в контакте со, вторым слоем бумаги или бумажного картона. Бумажный слой гарантированно обеспечивает то, что влага, которая мигрирует наружу через ламинированный упаковочный материал, не улавливается в чувствительном к влаге нанесенном в виде жидкой пленки газобарьерном слое к кислороду, но дополнительно переносится через бумажный слой в направлении наружу из упаковочного контейнера. Бумажный слой «выдыхает» влагу из смежного барьерного слоя и поддерживает содержание влаги внутри барьерного слоя на почти постоянном низком уровне в течение более длительного периода времени.
Чтобы выполнить требования по улучшенным газобарьерным свойствам, на внешнюю сторону первого бумажного слоя можно нанести дополнительный газобарьерный покрывающий слой.
Альтернативно, или в дополнение к тому, газобарьерный покрывающий слой может быть нанесен также на внутреннюю сторону второго бумажного слоя.
Подходящие термопласты для самого внешнего и самого внутреннего термосвариваемых не проницаемых для жидкости слоев представляют собой полиолефины, предпочтительно полиэтилены и наиболее предпочтительно полиэтилены низкой плотности, такие как, например, LDPE, линейный LDPE (LLDPE) или полиэтилены, полученные с помощью металлоценового катализатора с единым центром полимеризации на металле (m-LLDPE), или их сополимеры или смеси. Толщина самого внутреннего термосвариваемого полиолефинового слоя составляет подходящим образом от 10 до 30 мкм, предпочтительно от 10 до 20 мкм, более предпочтительно от 12 до 15 мкм.
Самый внутренний термосвариваемый полиолефиновый слой может быть прикреплен к бумаге с барьерным покрытием посредством промежуточного соединительного слоя или связующего слоя полимерного адгезива, такого как модифицированный полиолефин, предпочтительно модифицированный полиэтилен. Такой соединительный слой или адгезивный полимерный слой может быть очень тонким, от 3-6 г/м2, и может способствовать поддержанию хорошей адгезии между паро-влагобарьерным слоем на основе полиолефина с наполнителем и самым внутренним слоем, или, в частности, между полученным осаждением из паровой фазы барьерным слоем и самыми внутренними термосвариваемыми слоями.
Примеры таких модифицированных адгезивных полиолефинов, подходящих для соединительного слоя, основаны на сополимерах LDPE или LLDPE или, предпочтительно, на графт-сополимерах с мономерными звеньями, содержащими функциональные группы, такие как карбоксильные или глицидильные функциональные группы, например, с мономерами из (мет)акриловой кислоты или с мономерами из малеинового ангидрида (MAH), (то есть на сополимере этилена и акриловой кислоты (ЕАА) или сополимере этилена и метакриловой кислоты (ЕМАА)), на сополимере этилен-глицидил(мет)акрилата (EG(M)A) или на полиэтилене с привитым малеиновым ангидридом (MAH-g-PE). Другим примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры или иономерные полимеры. Предпочтительно, модифицированный полиолефин представляет собой сополимер этилена и акриловой кислоты (ЕАА) или сополимер этилена и метакриловой кислоты (EMAA).
Подходящие паро-влагобарьерные слои, которые должны быть ламинированы и прикреплены к внутренней стороне первого бумажного слоя с газобарьерным покрытием, таким образом, представляют собой, например, полученные осаждением из паровой фазы покрытия и слои на основе полиолефина с наполнителем.
Осажденный из паровой фазы барьерный слой наносят посредством физического осаждения из паровой фазы (PVD) или посредством химического осаждения из паровой фазы (CVD) на полимерную пленочную подложку.
Тонкие осажденные из паровой фазы слои в соответствии с изобретением имеют нанометровую толщину, то есть, они имеют толщину, которую наиболее удобно считать нанометрами, например, от 5 до 500 нм (50-5000 Å), предпочтительно от 5 до 200 нм, более предпочтительно от 5 до 100 нм и наиболее предпочтительно от 5 до 50 нм.
Как правило, ниже 5 нм барьерные свойства могут быть слишком низкими, чтобы быть полезными, а выше 200 нм покрытие является менее гибким и, соответственно, более склонным к растрескиванию при нанесении на гибкую подложку.
Обычно такое получаемое методом осаждения из паровой фазы покрытие, имеющее барьерные свойства, изготавливают из соединения металла или из неорганического соединения металла. Также существуют и органические осажденные из паровой фазы барьерные покрытия, такие как углеродные полученные методом осаждения из паровой фазы покрытия, например, аморфные углеродные слои или так называемые алмазоподобные углеродные покрытия, которые могут быть преимущественными для упаковочных ламинированных материалов и упаковочных контейнеров в соответствии с изобретением.
Предпочтительно, тонкий осажденный из паровой фазы слой в основном состоит из металлического алюминия. Такой металлический тонкий осажденный из паровой фазы слой предпочтительно имеет толщину от 5 до 50 нм, более предпочтительно от 5-30 нм, что соответствует менее чем 1% материала на основе металлического алюминия, присутствующего в алюминиевой фольге с обычно применяемой толщиной, то есть 6,3 мкм.
В некоторых случаях, может быть осуществлена стадия поверхностной обработки пленки-подложки перед нанесением покрытия методом осаждения из паровой фазы, в особенности перед металлизированием, пленки-подложки, чтобы получить достаточную адгезию покрытия с пленкой подложкой.
Предпочтительно, металлизированный слой имеет оптическую плотность (OD) от 1,8 до 3,0, предпочтительно от 2,0 до 2,7. При оптической плотности менее чем 1,8, барьерные свойства металлизированной пленки могут быть слишком низкими. При оптической плотности выше 3,0, с другой стороны, металлизированный слой становится хрупким, и термостабильность в ходе процесса металлизации будет слишком низкой из-за более высокой тепловой нагрузки при металлизировании пленки-подложки в течение более длительного периода времени. Качество и адгезия покрытия затем будут несомненно изменяться в худшую сторону. Оптимальное значение, таким образом, было найдено между этими значениями, предпочтительно между 2,0 и 2,7.
Дополнительное предпочтительное покрытие представляет собой покрытие из оксида алюминия, имеющего формулу AlOx, где х варьируется от 1,0 до 1,5, предпочтительно Al2O3. Предпочтительно, толщина такого покрытия составляет от 5 до 300 нм, более предпочтительно от 5 до 100 нм и наиболее предпочтительно от 5 до 50 нм.
Обычно собственно металлизированный алюминием слой имеет тонкую поверхностную часть, состоящую из оксида алюминия вследствие особенностей используемого процесса нанесения покрытия металлизацией.
Тонкий покрывающий слой, полученный методом металлизации, или слой неорганического соединения металла, предпочтительно наносят посредством осаждения из паровой фазы в вакууме, но менее предпочтительно могут быть нанесены также и другими, как правило, известными в данной области способами, имеющими меньшую производительность, такими как нанесение покрытия методом электролитического осаждения или нанесение металлического покрытия напылением/распылением. Наиболее предпочтительным металлом в соответствии с настоящим изобретением является алюминий, хотя любой другой металл, способный к осаждению в вакууме, к электролитическому осаждению или к нанесению напылением/распылением, может быть использован в соответствии с этим изобретением. Так, менее предпочтительные и реже применяемые металлы, такие как Au, Ag, Cr, Zn, Ti или Cu, также являются возможными. Как правило, тонкие покрытия из металла или из смеси металла и оксида металла обеспечивают паро-влагобарьерные свойства и используются в том случае, когда желательной функцией является предотвращение миграции паров воды внутрь многослойной пленки или упаковочного ламинированного материала и через многослойную пленку или упаковочный ламинированный материал. Наиболее предпочтительно, металл в покрытии, полученном металлизацией или нанесением неорганического соединения металла, представляет собой алюминий (Al). Дополнительные примеры неорганических соединений алюминия представляют собой оксид алюминия, нитрид алюминия и карбид алюминия, или смеси этих соединений алюминия.
Хотя слои из металлического алюминия или из оксида алюминия или их смеси являются предпочтительными в соответствии с изобретением, для выполнения этого по изобретению могут быть подходящими также слои, полученные методом осаждения из паровой фазы других неорганических соединений металлов. Также похожие соединения из полуметаллов, таких как кремний, могут быть подходящими для по изобретению и являются включенными посредством термина неорганические соединения металлов, если они являются рентабельными и имеют, по меньшей мере, некоторый небольшой уровень барьерных свойств к кислороду.
Некоторые из этих неорганических покрытий могут быть нанесены посредством метода усиленного плазмой химического осаждения из паровой фазы (PECVD), где пары металла или соединения металла осаждаются на подложку в более или менее окислительных условиях. Например, покрытия из оксида кремния могут быть нанесены с помощью процесса усиленного плазмой химического осаждения из паровой фазы (PECVD).
В соответствии с другим предпочтительным вариантом выполнения, согласно изобретению, покрытие, полученное методом осаждения из паровой фазы, может представлять собой тонкий углеродный барьерный слой. Такие углеродные слои могут быть нанесены посредством процесса нанесения покрытия в плазме, дающего в результате покрытие из углеводородного полимера, называемое как аморфное углеродное или алмазоподобное углеродное (DLC) покрытие.
Полимерная пленка подложки может содержать любую полимерную пленку из любого полимера, подходящего для нанесения покрытия методом осаждения из паровой фазы, и любой толщины, если она будет обеспечивать упаковочный контейнер, имеющий хорошие барьерные свойства и характеристики целостности при погрузке-разгрузке и транспортировке. Выбор пленки для подложки, однако, в большой степени влияет на стоимость получающегося в результате упаковочного материала и упаковочных контейнеров, в связи с чем пленки для подложки на основе полиэтилена являются предпочтительными. Однако, в зависимости от получающейся цены, также пригодными в рамках объема по изобретению являются пленки, включающие, например, полиэтилентерефталат (PET), полиамид (PA) или другие термопластичные полимеры. Такие коммерчески доступные пленки часто являются биаксиальноориентированными. Такие пленки составляют более дорогостоящую альтернативу, также вследствие того факта, что они не являются термосвариваемыми сами по себе, и требуют дополнительного термосклеивающегося слоя, наносимого с одной стороны, обычно наносимого посредством метода нанесения покрытия экструзией при ламинировании с получением упаковочного ламинированного материала. Пленка для подложки может быть ориентированной или неориентированной, в зависимости от выбора полимера, и может быть получена посредством способов изготовления пленки экструзией с последующим раздувом рукава или посредством способов изготовления пленки экструзией с поливом на барабан.
В соответствии с предпочтительным вариантом выполнения по изобретению, полученный методом осаждения из паровой фазы барьерный слой наносят на полимерную пленку подложки, включающую указанный самый внутренний термосвариваемый полимерный слой.
Предпочтительно, полимерная пленка подложки основана на полиолефине. Предпочтительно, самый внутренний термосвариваемый полимерный слой в основном состоит из полиэтилена низкой плотности, предпочтительно из линейного полиэтилена низкой плотности (LLDPE).
В соответствии с одним вариантом выполнения, полимерная пленка для подложки является моноориентированной пленкой, содержащей указанный самый внутренний термосвариваемый полимер. Посредством моноориентации пленки, в пленке получают увеличенный модуль Юнга, а также сниженное относительное удлинение при разрыве. Это позволит наносить методом осаждения из паровой фазы даже очень тонкую пленку и перемещать ее в процесс ламинирования. Кроме того, такая пленка также может вносить вклад в жесткость конечного ламинированного материала, несмотря на то что она очень тонкая.
Даже более предпочтительно, моноориентированная пленка содержит в большинстве случаев полиэтилен низкой плотности, предпочтительно линейный полиэтилен низкой плотности различных типов (LLDPE).
Предпочтительно, пленка имеет толщину 20 мкм или ниже, более предпочтительно 15 мкм или ниже.
Стадию моноаксиального ориентирования полимерной пленки для подложки осуществляют посредством объединенного способа ориентации и релаксации, включающего, по меньшей мере, 10 зажимов валков для ориентации, из которых первый и последний зажимы включают приводные валки, а валки между ними являются неприводными, холостыми валками. С помощью этого способа, вытягивание и релаксация происходят во время процесса, когда натяжения в пленке допускают это и находятся в зависимости от этого, без разрыва полотна, с помощью работающих в режиме холостого хода натяжных валков. Посредством этого способа, скорость процесса ориентирования также может быть увеличена для дополнительного повышения рентабельности подложки на основе моноориентированной пленки.
Предпочтительно, полимерная пленка для подложки может быть подвергнута ориентации в соотношении 2-7, предпочтительно от 2-4, более предпочтительно от 2-3, и, предпочтительно, полимерная пленка для подложки тогда достигает относительного удлинения при разрыве менее чем 400%, предпочтительно менее, чем 300%, более предпочтительно менее, чем 200%.
Так, Модуль Юнга может варьироваться от приблизительно 250-300 МПа при соотношении ориентации, составляющем 2, до вплоть до 700-800 МПа для соотношения ориентации, равного приблизительно 6-7.
Как правило, модуль Юнга увеличивается вместе с соотношением ориентации, тогда как относительное удлинение при разрыве снижается с соотношением ориентации. Хорошая пленка была разработана при соотношении ориентации, равном приблизительно 3, что дало в результате пленку, которая обеспечивает хорошую эластичность, прочность и целостность упаковочного контейнера, изготовленного из упаковочного ламинированного материала, содержащего пленку с его самой внутренней стороны стороны. С использованием полиэтиленов низкой плотности других типов и марок, более высокие соотношения ориентации альтернативно могут быть предпочтительными.
В соответствии с дополнительным вариантом выполнения, пленка содержит скин-слой для 'приема' металла на основе модифицированного полиолефина, или так называемого адгезивного полимера, причем на скин-слой наносят осаждением из паровой фазы барьерный слой из соединения металла, неорганического соединения металла или углеродного соединения.
Примеры таких модифицированных полиолефинов основаны на сополимерах LDPE или LLDPE или, предпочтительно, на графт-сополимерах с мономерными звеньями, содержащими функциональные группы, такие как карбоксильные или глицидильные функциональные группы, например, с мономерами из (мет)акриловой кислоты или с мономерами из малеинового ангидрида (MAH), (то есть, на сополимере этилена и акриловой кислоты (ЕАА) или сополимере этилена и метакриловой кислоты (ЕМАА)), на сополимере этилен-глицидил(мет)акрилата (EG(M)A) или на полиэтилене с привитым малеиновым ангидридом (MAH-g-PE). Другим примером таких модифицированных полимеров или адгезивных полимеров являются так называемые иономеры или иономерные полимеры. Предпочтительно, модифицированный полиолефин представляет собой сополимер этилена и акриловой кислоты (ЕАА) или сополимер этилена и метакриловой кислоты (EMAA).
Однако также и другие скин-слои являются пригодными для 'приема' покрытия методом нанесения осаждением из паровой фазы и обеспечивают хорошую адгезию между покрытием и пленкой.
Подходящие основанные на полиолефинах матричные полимеры для паро-влагобарьерного слоя в соответствии с изобретением представляют собой матричные полимеры, основанные на полиэтилене высокой плотности (HDPE), включающие в себя HDPE или предпочтительно состоящие из HDPE. Оптимальные паро-влагобарьерные свойства в сочетании с другими необходимыми свойствами упаковки получают при использовании матричной композиции, состоящей из HDPE и неорганических частиц наполнителя, диспергированных равномерно внутри матричного полимера. Однако также и другие полиолефины, такие как полиэтилен (LDPE, MDPE) и полипропилен (РР), и их сополимеры и смеси, являются пригодными матричными полимерами в рамках объема по изобретению. Однако в соответствии с изобретением является предпочтительным то, что матричный полимер в основном включает HDPE или основан на HDPE. Наиболее предпочтительно, матричный полимер состоит из HDPE.
Неорганический наполнитель, используемый в соответствии с изобретением, предпочтительно является ламинарным по форме и структуре, для обеспечения наилучших возможных паро-влагобарьерных свойств. Примерами таких частиц наполнителя с ламинарной структурой являются тальк, слюда и глинистые частицы наноразмера, например, монтмориллонит, смектит, бентонит, и так далее. Наиболее предпочтительными являются частицы талька с ламинарной структурой. Однако также частицы и других неорганических наполнителей, такие как каолин, карбонат кальция, доломит и другие, могут работать достаточно хорошо в том случае, когда их используют в больших количествах (предпочтительно в количестве более чем 50 вес.%).
Паро-влагобарьерный слой преимущественно имеет толщину от 15 до 50 мкм, предпочтительно от 15 до 30 мкм, наиболее предпочтительно от 15 до 25 мкм.
В соответствии с альтернативным вариантом выполнения по изобретению, паро-влагобарьерный слой, содержащий матричный полимер на основе полиолефина и частиц неорганического наполнителя, подвергают совместной экструзии посредством технологии совместной экструзии нескольких микрослоев, с более жестким или лучше ударопоглощающим полимером, по сравнению с полиолефином с наполнителем, так что паро-влагобарьерный слой состоит из нескольких тонких чередующихся слоев полиолефина с наполнителем и жесткого или ударопоглощающего полимера. Таким образом, паро-влагобарьерные свойства слоев полиолефина с наполнителем сохраняются, наряду с тем, что ударопоглощающие чередующиеся слои также обеспечивают некоторую жесткость пленке, полученной совместной экструзией. Хрупкость, свойственная слоям из полиолефина с наполнителем, таким образом, компенсируется ударопоглощающими свойствами, обеспечиваемыми чередующимися слоями ударопоглощающих полимеров. Такие более жесткие полимеры, которые могут быть обнаружены из числа полимеров марки LLDPE и ударопоглощающих полимеров, выбирают из группы, состоящей из m-LLDPE- (Линейный полиэтилен с Низкой плотностью, полученный полимеризацией с участием металлоценового катализатора), VLDPE- (Полиэтилен с очень низкой плотностью), ULDPE- (Полиэтилен со сверхнизкой плотностью) и получаемых экструзией из расплава марок эластомеров, пластомеров и TPE (Термопластичных эластомеров).
В технологии совместной экструзии большого количества микрослоев, используется так называемый множительный подающий блок, который делит потоки двух различных полимеров на много тонких, а именно микрометровых, чередующихся слоев, тем самым образуя пленку с тонкими чередующимися полимерными слоями. С реализацией такого этапа, может быть изготовлена пленка с особыми свойствами, содержащая два различных полимера, которая может быть оптимизирована в отношении толщин слоев и желательных свойств. Подходящим образом, пленка с паро-влагобарьерными свойствами, полученная совместной экструзией большого количества микрослоев, имеет толщину от 10 до 23 мкм.
Чтобы увеличить барьер к свету такого упаковочного ламинированного материала, при необходимости, в один из полимеров можно примешать черные, светопоглощающие пигменты, тогда как в другие полимеры слоев, полученных совместной экструзией большого количества микрослоев, примешивают светоотражающие пигменты. Предварительно изготовленная пленка, состоящая из большого количества микрослоев, получает, таким образом, сероватый внешний вид.
Предпочтительно, паро-влагобарьерный слой прикрепляют к первому, внутреннему бумажному слою посредством второго промежуточного полимерного слоя, предпочтительно слоя из термопластичного полимера и более предпочтительно выбранного из полиолефинов и сополимеров на основе полиолефинов, часто называемых как адгезивные полимеры, в особенности из LDPE или полимеров или сополимеров на основе полиэтилена, или адгезивных полимеров. Толщина промежуточного термопластичного связывающего слоя может составлять, например, от 10 до 20 мкм, более предпочтительно от 12 до 15 мкм.
Для дополнительного улучшения барьера к свету упаковочного ламинированного материала в соответствии с изобретением, светопоглощающие частицы или пигменты могут быть примешаны во второй и/или в первый промежуточный термопластичный связующий слой. Одним примером таких светопоглощающих частиц является углеродная сажа. Черный цвет промежуточного связующего слоя затем преимущественно является закрытым с наружной стороны посредством бумажного(ых) слоя(ев), и с внутренней стороны ламинированного материала, посредством паро-влагобарьерного слоя, например, металлизированного алюминием слоя. Альтернативно, или дополнительно, промежуточный термопластичный связующий слой содержит светоотражающие белые пигменты для улучшения барьерных свойств к свету ламинированного материала.
Для более тонких упаковочных ламинированных материалов из недорогостоящего сегмента, которые имеют более тонкий(ие) бумажный(ые) слой(и), промежуточный термопластичный связующий слой может дополнительно содержать неорганические частицы в виде светоотражающих, белых пигментов для улучшения барьерных свойств к свету упаковочного ламинированного материала. Кроме того, или альтернативно, полимерная пленка подложки для осаждения из паровой фазы дополнительно содержит неорганические частицы в виде светопоглощающих черных пигментов для улучшения барьерных свойств к свету упаковочного ламинированного материала, предпочтительно углеродную сажу. Черный цвет самой внутренней стороны светопоглощающей пленки, затем преимущественно является закрытым с наружной стороны посредством металлизированного слоя и/или промежуточного связующего слоя с введенными частицами белого пигмента.
Для улучшения эксплуатационных характеристик упаковочных ламинированных материалов, например, при требовании более длительного асептического срока хранения на складе для более чувствительных продуктов, разумеется, можно ввести дополнительные барьерные слои. Один путь дополнительного усиления барьерных свойств к кислороду упаковочного ламинированного материала может представлять собой использование термопластичного связующего слоя, включающего слой из получаемого экструзией из расплава слоя, для прикрепления друг к другу внутренней пленки с покрытием, нанесенным методом осаждения из паровой фазы, и бумажного картона с барьерным покрытием в виде жидкой пленки. Таким образом, единственная вещь, которую можно изменить чтобы получить упаковочный ламинированный материал с улучшенными эксплуатационными характеристиками, могла бы представлять собой включение дополнительного(ых) полимерного(ых) слоя(ев), получаемых экструзией из расплава, в процессе переработки на стадии ламинирования (например, дополнительного барьерного слоя и, возможно, одного или двух соединительных слоев, получаемых совместной экструзией из расплава). Альтернативно, такой газобарьерный полимер также может подойти для нанесения покрытия методом (совместной) экструзии или для ламинирования к слоям с внутренней стороны паро-влагобарьерного слоя.
В соответствии с предпочтительным вариантом выполнения, улучшенных газобарьерных свойств можно добиться посредством нанесения дополнительного газобарьерного покрывающего слоя в виде жидкой пленки также на внешнюю сторону первого бумажного слоя. Кроме того, с помощью такого покрытия с оборотной стороны может быть предотвращен обратный перенос бумажной пыли при последующем манипулировании бумажными полотнами с нанесенным покрытием на барабанах.
Альтернативно, или в дополнение к тому, газобарьерный покрывающий слой также может быть нанесен на внутреннюю сторону второго бумажного слоя.
В соответствии с дополнительным аспектом по изобретению, предлагают упаковочный контейнер, изготовленный из упаковочного ламинированного материала по изобретению, имеющий высокие барьерные свойства к кислороду и парам воды, хорошие целостность упаковки и внутреннюю адгезию между слоями ламинированного материала, характеристики которого находятся на одном уровне с характеристиками обычно применяемых упаковочных контейнеров на основе алюминиевой фольги, коммерчески доступных в настоящее время для упаковки жидких пищевых продуктов.
В соответствии с еще одним дополнительным аспектом по изобретению, предлагают способ изготовления упаковочного ламинированного материала, который определен в независимом пункте формулы 13.
Таким образом, способ включает стадии обеспечения первого, внутреннего слоя бумаги, обеспечения жидкой газобарьерной композиции, содержащей полимерное связующее, диспергированное или растворенное в водной жидкой среде или в жидкой среде на основе растворителя, образования тонкого кислородобарьерного слоя, содержащего указанное полимерное связующее, путем нанесения жидкой композиции на первую, внутреннюю сторону указанного слоя бумаги и последующего высушивания с выпариванием жидкости, обеспечения полимерной пленки подложки, осаждения из паровой фазы барьерного слоя на полимерную пленку подложки, ламинирования осажденной из паровой фазы пленки к внутренней стороне кислородобарьерного слоя посредством второго, промежуточного полимерного связующего слоя, обеспечения второго, внешнего слоя бумаги, ламинирования первого и второго бумажных слоев друг к другу посредством первого промежуточного связующего слоя термопластичного полимера, обеспечения самого внутреннего слоя термосвариваемого полимера с внутренней стороны осажденного из паровой фазы слоя, и на любой стадии способа, обеспечения самого внешнего слоя термосвариваемого термопластичного полимерного материала с наружной стороны второго бумажного слоя на самой внешней, противоположной стороне, упаковочного ламинированного материала.
Альтернативно, способ содержит стадии обеспечения первого, внутреннего слоя бумаги, обеспечения жидкой газобарьерной композиции, содержащей полимерное связующее, диспергированное или растворенное в водной жидкой среде или в жидкой среде на основе растворителя, образования тонкого кислородобарьерного слоя, содержащего указанное полимерное связующее, путем нанесения жидкой композиции на первую, внутреннюю сторону указанного слоя бумаги и последующего высушивания с выпариванием жидкости, обеспечения перерабатываемой из расплава полимерной композиции, содержащей матричный полимер на основе полиолефина и частицы неорганического наполнителя, распределенные в нем, обеспечения паро-влагобарьерного слоя из перерабатываемой в расплаве полимерной композиции посредством способа экструзии из расплава, ламинирования экструдированного паро-влагобарьерного слоя к внутренней стороне кислородобарьерного слоя, ламинирования паро-влагобарьерного слоя к внутренней стороне кислородобарьерного слоя посредством второго, промежуточного полимерного связующего слоя, обеспечения второго, внешнего слоя бумаги, ламинирования первого и второго бумажных слоев друг к другу посредством первого промежуточного связующего слоя термопластичного полимера, обеспечения самого внутреннего слоя термосвариваемого полимера с внутренней стороны паро-влагобарьерного слоя, и на любой стадии способа, обеспечения самого внешнего слоя термосвариваемого термопластичного полимерного материала с наружной стороны второго бумажного слоя на самой внешней, противоположной стороне, упаковочного ламинированного материала.
В случае упаковки с высокобарьерными характеристиками второй бумажный слой представляет собой основной слой, обеспечивающий размерную стабильность сложенной конечной упаковки благодаря его значительно большей толщине и жесткости по сравнению с первым бумажным слоем, так как барьерные слои могут быть лучше сохранены в стабильном по размерам упаковочном контейнере, чем в изгибающемся материале, например, в пакето-подобной упаковке.
В соответствии с предпочтительным вариантом выполнения, газобарьерный полимер к кислороду, содержащийся в жидкой композиции, выбирают из группы, состоящей из PVOH, диспергируемого в воде EVOH, полимеров акриловой или метакриловой кислоты, полисахаридов, производных полисахаридов и их комбинаций двух или более полимеров, и паро-влагобарьерный слой представляет собой слой, полученный методом осаждения металла из паровой фазы.
В предпочтительном способе по изобретению, жидкую газобарьерную композицию наносят непосредственно на внутреннюю сторону слоя бумаги или бумажного картона. Поскольку упаковываемый пищевой продукт представляет собой, или содержит, жидкость, то существует постоянный перенос паров воды через ламинированный материал изнутри наружу, в связи с чем лучше сделать возможным уход паров воды наружу через нанесенный в виде жидкой пленки слой и сохранение довольно быстрого переноса наружу через бумажный слой. Если бумажный слой покрыт слоем полимера, пары воды удерживаются и улавливаются в течение более длительного периода времени на внутренней стороне бумажного слоя и повышают тем самым относительную влажность в нанесенном в виде жидкой пленки барьерном слое. Таким образом, предпочтительно, чтобы нанесенный в виде жидкой пленки слой непосредственно примыкал к бумажному слою и граничил с ним.
Предпочтительно, газобарьерный слой к кислороду наносят в виде двусоставных слоев в две последовательные стадии с промежуточным высушиванием. При нанесении в виде двусоставных слоев, каждый слой наносят в количествах от 1 до 2,5 г/м2, предпочтительно от 1 до 2 г/м2.
Как правило, полимерная пленка подложки для нанесения покрытия осаждением из паровой фазы представляет собой термопластичную полимерную пленку, предпочтительно пленку на основе полиолефина.
В соответствии с предпочтительным вариантом выполнения способ по изобретению, полимерная пленка подложки для нанесения покрытия осаждением из паровой фазы представляет собой пленку, которая включает самый внутренний термосвариваемый слой, и более предпочтительно, пленка в основном состоит из термосвариваемых слоев. Пленку в соответствии с изобретением предпочтительно изготавливают экструзией с раздувом пленки, по причине надежности и рентабельности того процесса. Однако пленки, изготовленные методом полива на барабан, также попадают в объем по изобретению.
В соответствии с дополнительным вариантом выполнения способ по изобретению, способ дополнительно включает стадию моноориентации полимерной пленки подложки для нанесения покрытия из соединения металла методом осаждения из паровой фазы, причем полимерная пленка подложки содержит большей частью полиэтилены низкой плотности.
Предпочтительно, полимерная пленка подложки, содержащая большей частью полиэтилены низкой плотности, имеет толщину 20 мкм или менее, более предпочтительно 15 мкм или менее.
В соответствии с одним вариантом выполнения, полимерная пленка подложки содержит скин-слой модифицированного карбоксильными группами полиолефина, такого как сополимер или графт-сополимер этилена, с мономерными звеньями акриловой кислоты или метакриловой кислоты, на скин-слой которой осаждают из паровой фазы металл или неорганическое соединение металла. Предпочтительно, модифицированный полиолефин представляет собой сополимер этилена и акриловой кислоты (EAA), и скин-слой может быть очень тонким, то есть от 0,5 до 5 мкм, более предпочтительно от 1 до 3 мкм. Также и другие полимеры могут быть пригодны для скин-слоя.
Предпочтительно, слой осажденного из паровой фазы соединения имеет толщину от 5 до 500 нм (от 50 до 5000 Å).
В соответствии с одним вариантом выполнения, способ по изобретению дополнительно включает стадию ламинирования полимерной пленки подложки с осажденным из паровой фазы слоем к внутренней стороне кислородобарьерного слоя, посредством промежуточного полимерного связующего слоя, предпочтительно термопластичного полимерного связующего слоя. Барьерная рабочая характеристика к кислороду нанесенного в виде жидкой пленки барьерного слоя к кислороду значительно улучшается в том случае, когда его наносят или ламинируют к смежному слою из, предпочтительно термопластичного, полимера, и такой слой также вносит вклад в повышение общей устойчивости упаковочного ламинированного материала к воздействию нагрузок. В случае длительных сроков хранения и транспортировки асептической упаковки, очень важным является то, что упаковочный контейнер имеет прочность и устойчивость к воздействию нагрузок, достаточные для условий транспортировки и погрузки-разгрузки. Предпочтительно, такие промежуточные термопластичные связующие слои выбирают из числа полиолефинов и полимеров на основе полиолефинов. В случае ламинирования способом экструзии подложки с нанесенным покрытием из металлического алюминия или оксида алюминия, промежуточный связующий слой преимущественно представляет собой обычно применяемый LDPE. Промежуточный связующий слой также обеспечивает важный вклад в термоформуемый внутри объем термосвариваемых полимерных материалов, который в свою очередь вносит свой вклад в хорошее качество герметизирующих склеиваемых швов в упаковочном контейнере. Было обнаружено, что предпочтительное количество промежуточного полимерного связующего слоя составляет от 7 до 20, предпочтительно от 10 до 18 мкм.
В соответствии с альтернативным вариантом выполнения, способ, в качестве альтернативы, включает дополнительные стадии нанесения промежуточного, предпочтительно термопластичного, полимерного связующего слоя в виде жидкой пленки на нанесенный газобарьерный слой к кислороду, стадию высушивания и последующие стадии термического ламинирования под давлением полимерной пленки подложки, покрытой осажденным из паровой фазы соединением металла, к промежуточному полимерному связующему слою. Для такого термического ламинирования под давлением, нанесенный в виде жидкой пленки промежуточный связующий слой преимущественно представляет собой адгезивный полимер, такой как сополимеры или графт-сополимеры на основе полиолефинов с мономерными звеньями метакриловой кислоты или малеинового ангидрида. Последний вариант выполнения преимущественно может быть использован в случаях, когда толщина промежуточного полимерного связующего слоя может быть ниже, и когда требования по устойчивости к воздействию нагрузок являются не столь высокими, например, от 0,5 до 5 мкм, предпочтительно от 0,5 до 3 мкм.
В одном варианте выполнения, когда паро-влагобарьерный слой представляет собой слой из полиолефина с наполнителем, может быть обеспечен паро-влагобарьерный слой из перерабатываемой в расплаве полимерной композиции и ламинирован к внутренней стороне кислородобарьерного слоя посредством нанесения покрытия экструзией или нанесения покрытия совместной экструзией на первый бумажный слой с покрытием.
Альтернативно, паро-влагобарьерный слой из перерабатываемой в расплаве полимерной композиции может быть обеспечен экструзией или совместной экструзией с поливом на барабан или с раздувом пленки, которую впоследствии ламинируют к внутренней стороне первого бумажного слоя, посредством ламинирования способом экструзии с промежуточным термопластичным связующим слоем.
ПРИМЕРЫ И ПОДРОБНОЕ ОПИСАНИЕ
В следующих, предпочтительных вариантах выполнения по изобретению будут описаны со ссылкой на чертежи, из которых:
Фиг.1а-1f схематически показывают, в поперечном сечении, различные варианты выполнения упаковочного ламинированного материала, произведенного в соответствии с изобретением,
Фиг.2а показывает в виде схемы способ нанесения покрытия в виде жидкой пленки из полимерной композиции на бумажный слой подложки,
Фиг.2b, 2с и 2d схематически показывают на примерах способы изготовления упаковочных ламинированных материалов, описанных на Фиг.1а-1f,
Фиг.3 показывает схематическое изображение установки для совместной экструзии с раздувом и для последующей моноориентации предпочтительной полимерной пленки подложки в соответствии с изобретением,
Фиг.4 показывает схематическое изображение установки для осаждения из паровой фазы предпочтительного металла или неорганического соединения металла на полимерную пленку подложки, полученную так, как показано на Фиг.3,
Фиг.5а и 5b показывают примеры упаковочных контейнеров, изготовленных из упаковочного ламинированного материала в соответствии с изобретением,
Фиг.6 показывает принцип изготовления таких упаковочных контейнеров из упаковочного ламинированного материала в форме непрерывной ленты, процесс заполнения и формирования герметичного сварного шва, и
Фиг.7 показывает то, как кислородопроницаемость упаковочного ламинированного материала в соответствии с изобретением, имеющего внутри металлизированную пленку, варьируется для различных марок бумажного картона, относительно упаковочного ламинированного материала без металлизированной методом осаждения из паровой фазы пленки, расположенной внутри.
ПРИМЕР 1
Упаковочный ламинированный материал получают нанесением покрытия в виде жидкой пленки, составляющего 2×1 г/м2, из водной газобарьерной композиции растворенного и диспергированного PVOH и 30 вес.% бентонитовой глины, вычисленных по сухому веществу, двумя последовательными стадиями с высушиванием между ними, на тонкую бумагу, имеющую удельный вес приблизительно 50 г/м2.
Получение водной газобарьерной композиции. Водную дисперсию, включающую приблизительно 1-5 вес.% расслоенных монтморил-лонитовых частиц с ламинарной структурой (Kunipia F от компании Kunimine Kogyo Co.), имеющих аспектное отношение приблизительно 50-5000, смешивают с водным раствором, содержащим приблизительно 10 вес.% PVOH (Mowiol 15-99, имеющий степень омыления выше 99%), при 60-90ºС в течение 1-8 часов. Дисперсия расслоенных минеральных частиц с ламинарной структурой может быть стабилизирована посредством стабилизирующей добавки. Альтернативно, минеральные частицы с ламинарной структурой подвергаются расслаиванию непосредственно в растворе PVOH при 60-90ºС в течение 1-8 часов.
Половину материала на основе первого бумажного слоя с нанесенным в виде жидкой пленки газобарьерным слоем покрывают полиэтиленом низкой плотности, изнутри состоящим из слоя LDPE с удельным весом 25 г/м2 и самого внутреннего слоя m-LLDPE с удельным весом 15 г/м2. Другую половину материала ламинируют с металлизированной алюминием моноориентированной пленкой LDPE, посредством полученного экструзией из расплава способствующего ламинированию слоя LDPE. Моноориентированная пленка имеет толщину 18 мкм. Способствующий ламинированию слой LDPE имеет толщину приблизительно 15 мкм. Кислородопроницаемость металлизированной моноориентированной пленки измеряют и получают значения до приблизительно 400 см3/м2/день/атм при 23ºС, при относительной влажности 80%, что соответствует приблизительно 100 см3/м2/день/атм при 23ºС, при относительной влажности 50%. Впоследствии, этот полученный таким образом предварительный ламинированный материал ламинируют к бумажному картону и к самому внешнему и к самому внутреннему термосвариваемым слоям.
Кислородопроницаемость измеряют на плоском ламинированном упаковочном материале и на готовом упаковочном контейнере типа Tetra Brik® (1 литр).
Выводы являются таковыми, что улучшение для двух упаковочных ламинированных материалов является выше, чем ожидаемое. Довольно низкий барьерный уровень к кислороду металлизированного слоя неожиданно вносит вклад не меньший, чем вклад намного лучшего барьерного слоя к кислороду из PVOH. Так, уже на плоском упаковочном ламинированном материале барьерные результаты к кислороду являются неожиданно хорошими. Настоящий сюрприз, однако, дают результаты по готовым упаковкам. Несмотря на то что готовый упаковочный контейнер из ламинированного материала с PE внутри конструкции теряет в значительной мере барьерные свойства к кислороду, другие упаковки с металлизированной PE-пленкой внутри конструкции только увеличивают кислородопроницаемость до контролируемого уровня. По-видимому, металлизированная пленка, расположенная внутри, устранила и сильно снизила влияние нарушений в барьерном слое к кислороду в упаковочном контейнере.
Таким образом, был обнаружен эффект синергии барьерных свойств к кислороду при стандартных условиях проведения испытания при 23ºС и при относительной влажности (RH) 50%.
Пример 2
В эксперименте, где подобную жидкую газобарьерную композицию наносят на бумажный картон различных марок, кроме того обнаруживают, что получаются сильно расходящиеся результаты по кислородопроницаемости. Не в полной мере понятно, почему бумажный картон различных марок обуславливает различные результаты по барьеру к кислороду. На бумажный картон различных марок наносят покрытие так же, как и выше, составляющее 2×1 г/м2, из PVOH с монтмориллонитом и затем дополнительно ламинируют PE-пленкой изнутри или металлизированной PE-пленкой, соответственно, так, как описано выше. Кислородопроницаемость на плоском упаковочном ламинированном материале измеряют при 23ºС и при относительной влажности 50%. На бумажный картон следующих марок наносят покрытие (пронумерованы от 1 до 8):
1. Frovi 260 mN
2. Frovi 320 mN
3. Korsnas 260 mN
4. Korsnas 150 mN
5. Korsnas 80 mN
6. Stora Enso 260 mN
7. International Paper 260 mN
8. Klabin 260 mN
Как можно увидеть на графике Фиг.7, различия значений кислородопроницаемости (см3/м2, день, атмосфера-100% кислород, 23ºС, относительная влажность 50%) сравниваются при добавлении металлизированной пленки к упаковочному ламинированному материалу (Мет-PE-внутри относительно LDPE-внутри). Поэтому, по-видимому, пленка с осажденным из паровой фазы соединением металла, выравнивает и устраняет некоторый вид дефектов в барьере к кислороду, обусловленных некоторыми различающимися свойствами бумажного картона.
На Фиг.1а-1d, показаны, в разрезе, различные варианты выполнения упаковочного ламинированного материала 10а для асептического упаковывания и длительного хранения в условиях окружающей среды, полученного из первого бумажного слоя с покрытием в соответствии с Примером 1 по изобретению.
На Фиг.1а, ламинированный материал содержит первый бумажный слой 11, имеющий удельный вес приблизительно 50 г/м2, который ламинируют ко второму картонному слою 12, имеющему сгибающее усилие 260 милли-ньютонов, посредством первого промежуточного связующего слоя 13. Ламинированный материал дополнительно содержит тонкий газобарьерный слой к кислороду 14, образованный путем нанесения жидкой газобарьерной композиции в виде жидкой пленки, с последующим высушиванием, на внутреннюю сторону бумажного слоя 11. Газобарьерная композиция к кислороду содержит водный раствор PVOH и дисперсию неорганических частиц с ламинарной структурой, в частности, расслоенных частиц бентонитовой глины в концентрации 30 вес.%, по сухому веществу, и после высушивания, слой с покрытием, таким образом, содержит PVOH с частицами чешуйчатой формы или ламинарной структуры, распределенными наслоенным образом внутри матрицы PVOH или непрерывной фазы. Упаковочный ламинированный материал дополнительно содержит полимерную пленку подложки 17, покрытую тонким осажденным из паровой фазы слоем металлического алюминия 15 с толщиной от 10 до 30 нм. Полимерную пленку с покрытием, полученным осаждением из паровой фазы, 15-17 ламинируют к первому бумажному слою с покрытием в виде жидкой пленки 11-14, посредством второго промежуточного связующего слоя 16 из полимера на основе полиолефина, предпочтительно из полиэтилена низкой плотности (LDPE). Промежуточный связующий слой 16 предпочтительно получают посредством ламинирования способом экструзии бумажного слоя с барьерным покрытием к кислороду и пленки подложки с покрытием, полученным осаждением из паровой фазы, друг к другу. Толщина промежуточного связующего слоя 16 тогда составляет предпочтительно от 7 до 20 мкм, более предпочтительно от 12 до 18 мкм. Однако также и другие способы ламинирования являются возможными в соответствии с изобретением. Внешний непроницаемый для жидкости и термосвариваемый слой 18 из полиолефина наносят на внешнюю сторону второго основного картонного слоя 12, на сторону, которая должна быть обращена в направлении наружу из упаковочного контейнера, изготовленного из упаковочного ламинированного материала. Полиолефин внешнего слоя 18 представляет собой обычно применяемый полиэтилен низкой плотности (LDPE), обладающий качеством термосклеивания.
Альтернативно, самый внутренний непроницаемый для жидкости и термосвариваемый слой 17 располагают с внутренней стороны осажденного из паровой фазы слоя 15, которая должна быть обращена в направлении вовнутрь упаковочного контейнера, изготовленного из упаковочного ламинированного материала, в соответствии с чем слой 17 будет находиться в контакте с упакованным продуктом. Самый внутренний термосвариваемый слой содержит полиэтилен (LDPE), предпочтительно также включающий LLDPE, полученный полимеризацией этиленового мономера с С4-С8-, более предпочтительно с С6-С8-, альфа-олефин-алкиленовым мономером в присутствии металлоценового катализатора, то есть, так называемый металлоценовый LLDPE (m-LLDPE).
Самый внутренний термосвариваемый слой 17 может состоять из дву- или многосоставных слоев одинаковых или различных типов полиэтилена низкой плотности и может образовывать полимерную пленку подложки 17. Полимерная пленка подложки 17 может быть подвергнута моноориентации с достижением толщины 20 мкм или ниже, предпочтительно от 15 мкм до 20 мкм, и может иметь тонкий металл-принимающий скин-слой из сополимера этилена и акриловой кислоты (ЕАА). Толщина металл-принимающего слоя составляет от 1 до 3 мкм. В особых случаях, когда необходим более толстый термосвариваемый слой, разумеется, является возможным, хотя и не предпочтительным с точки зрения затрат, нанесение дополнительного термосвариваемого полиэтиленового слоя на внутреннюю сторону самого внутреннего слоя 17.
На Фиг.1b показан упаковочный ламинированный материал, аналогичный упаковочному ламинированному материалу, описанному на Фиг.1а, с тем отличием, что первый бумажный слой покрывают газобарьерным слоем 14а еще и с его другой, внешней стороны.
На Фиг.1с показан упаковочный ламинированный материал, аналогичный упаковочному ламинированному материалу, описанному на Фиг.1а, с тем отличием, что второй бумажный слой покрывают дополнительным газобарьерным слоем 14b еще и с его внутренней стороны.
На Фиг.1d показан упаковочный ламинированный материал, аналогичный упаковочному ламинированному материалу, описанному на Фиг.1а, с тем отличием, что первый бумажный слой покрывают газобарьерным слоем 14а также и с его другой, внешней стороны, и второй бумажный слой покрывают еще дополнительным газобарьерным слоем 14b также с его внутренней стороны.
Варианты выполнения, представленные на Фиг.1b, 1c и 1d, все нацелены на дополнительное увеличение газобарьерных свойств к кислороду, с обеспечением тем самым высокобарьерного ламинированного материала простым и рентабельным способом.
ПРИМЕР 3
С помощью этого примера показывают синергетический паро-влагобарьерный эффект от комбинации газобарьерного слоя, содержащего неорганические частицы, при нанесении на единственный бумажный картон в ламинированном материале, с внутренним паро-влагобарьерным слоем на основе полиолефина с частицами неорганического наполнителя, в виде отдельно взятых слоев в упаковочном ламинированном материале.
В соответствии с настоящим изобретением, газобарьерную композицию наносят на первый бумажный слой. Ламинированную предварительно изготовленную внутреннюю часть с паро-влагобарьерными и внутренними слоями ламинируют ко второму картонному слою на конечной стадии. Барьерные эффекты ламинированного материала по изобретению будут, по меньшей мере, не хуже, или, вероятно, даже лучше, согласно следующему примеру.
Упаковочный ламинированный материал получают путем жидкопленочного нанесения покрытия, составляющего 2×1 г/м2 водной газобарьерной композиции растворенного и диспергированного PVOH и 30 вес.% бентонитовой глины, вычисленных по сухому веществу, в две последовательные стадии с высушиванием между ними, на бумажный картон CLC/C 320 мН от компании Frovi.
Получение водной газобарьерной композиции: Водную дисперсию, включающую от приблизительно 5-15 вес.% расслоенных монтмориллонитовых частиц с ламинарной структурой (Kunipia F от компании Kunimine Kogyo Co.), имеющих аспектное отношение приблизительно 50-5000, смешивают с водным раствором, содержащим приблизительно 30 вес.% PVOH (Mowiol 15-99, имеющий степень омыления выше 99%), при 60-90ºС в течение 1-8 часов. Дисперсия расслоенных минеральных частиц с ламинарной структурой может быть стабилизирована посредством стабилизирующей добавки. Альтернативно, минеральные частицы с ламинарной структурой подвергаются расслаиванию непосредственно в растворе PVOH при 60-90ºС в течение 1-8 часов.
С внутренней стороны таким образом нанесенного газобарьерного слоя ламинируют слой HDPE, содержащий частицы талька, имеющие такое распределение по размеру частиц, при котором 95% частиц имеют размер менее чем 5,5 мкм, тогда как 50% частиц имеют размер менее чем 2,2 мкм, в количестве 30 вес.%, причем толщина слоя HDPE составляет приблизительно 20 г/м2. Слой HDPE с наполнителем ламинируют к бумажному картону с барьерным покрытием к кислороду посредством совместной экструзии с промежуточным способствующим ламинированию слоем, состоящим из обычно применяемого LDPE, с толщиной 15 г/м2.
Для сравнения, получают соответствующий ламинированный материал, не имеющий слоя из HDPE с наполнителем, то есть имеющий только два слоя из обычно применяемого LDPE с толщиной 15 г/м2, каждый.
Для дополнительного сравнения, получают соответствующие ламинированные материалы, имеющие аналогичные внутренние слои из LDPE и из HDPE с наполнителем, соответственно, но не нанесенный в виде жидкой пленки барьерный слой к кислороду из PVOH.
Паро-влагобарьерные свойства каждого соответственного ламинированного материала, определяют измерением потери массы на приборе Gravitest 6300 (от компании GINTRONIC, Швейцария), посредством автоматизированной системы взвешивания. Измерения проводят при 23ºС и при относительной влажности 50% (RH), в соответствии с нормами стандартов DIN 53122 и ASTM E96/80, в течение 6 недель. Полученные значения выражены в г/м2·день.
Причиной того, чтобы не использовать обычно применяемые способы для измерения паропроницаемости, является то, что такие способы не являются достаточно точными, и также, ламинированные материалы, имеющие картонные слои, не подходят для проведения измерения с помощью обычно применяемых оборудования и способов для измерения паропроницаемости (WVTR), например, Permatran. Миграция паров воды через ламинированный материал происходит в противоположном направлении через ламинированный материал, и, следовательно, такой способ измерения не отражает хорошо реальные процессы, протекающие в ламинированном материале, используемом в упаковочном контейнере.
В соответствии с вышеизложенным, данные измерений, полученные способом с использованием прибора Gravitest 6300, являются более реалистичными и дают значения с точностью +/-0,1 мг.
При вычислении барьерных свойств ламинированной структуры, барьерный вклад каждого слоя (Barr 1, Barr 2 … Barr i) и общую барьерную величину (Barr Ʃ 1-i) итогового ламинированного материала связывают в соответствии со следующей формулой:
1/Barr Ʃ 1-i=1/Barr 1+1/Barr 2+……+1/Barr i
В соответствии с этим, при подставлении общей величины паро-влагобарьера для ламинированного материала, имеющего структуру, включающую полученный нанесением покрытия в виде жидкой пленки (LFC) слой PVOH и неорганических частиц бентонита и обычно применяемый слой LDPE, обращенный вовнутрь, и значения для структуры, имеющей внутренний слой LDPE как таковой, остальная часть ламинированного материала (то есть, слой PVOH) имеет вычисленное значение паро-влагобарьера (WV) 0,66.
1/Общая потеря воды (WL)=1/PVOH+бент.WL +1/2×LDPE WL и
1/0,49=1/PVOHLDPE +1/1,88
→ PVOHLDPE=0,66
Альтернативно, при подставлении общей величины паро-влагобарьера для ламинированного материала, имеющего структуру, включающую полученный нанесением покрытия в виде жидкой пленки (LFC) слой PVOH и неорганических частиц бентонита и слой НDPE с наполнителем, обращенный вовнутрь, и значения для структуры, имеющей внутренний слой НDPE с наполнителем как таковой, остальная часть ламинированного материала (то есть, слой PVOH) имеет вычисленное значение паро-влагобарьера (WV) 0,39.
1/Общая WL=1/PVOH+бент.WL +1/(LDPE+HDPE с наполн.) WL
1/0,23=1/PVOHНDPE+наполн.+1/0,55
→ PVOHНDPE+наполн.=0,39
Такое значение паро-влагобарьера значительно ниже, чем ожидаемое, и фактически улучшено на 40% по сравнению со структурой, включающей внутренний слой LDPE.
Также, неожиданно, барьерные свойства к кислороду теперь улучшаются значительно выше достаточного показателя для длительного хранения упаковок, наполненных жидким пищевым продуктом.
Является возможным дополнительное небольшое увеличение газобарьерных свойств посредством нанесения слоев газобарьерной композиции с большей толщиной, или посредством заполнения слоя PVOH большим количеством неорганических частиц. Также, имеет место более значительное улучшение барьерных свойств к запаху и аромату, в результате нанесения слоя газобарьерной композиции с наполнителем большей толщины и большей плотности. Превосходным примером такого варианта является барьерная композиция, которая содержит PVOH и от 20 до 60 вес.%, предпочтительно от 20 до 55 вес.%, более предпочтительно от 30 до 50 вес.% частиц талька.
На Фиг.1е, показан, в разрезе, еще один вариант выполнения упаковочного ламинированного материала 10е для асептического упаковывания и рассчитанного для длительного периода хранения в условиях окружающей среды, полученного в соответствии с изобретением. Ламинированный материал содержит первый бумажный слой 11, имеющий удельный вес приблизительно 50 г/м2, ламинированный ко второму картонному слою 12, имеющему сгибающее усилие 260 мН, посредством первого промежуточного термопластичного связующего слоя 13 из LDPE. Тонкий газобарьерный слой к кислороду 14 получают путем нанесения покрытия в виде жидкой пленки из жидкой газобарьерной композиции, и с последующим ее высушиванием, на первый бумажный слой 11. Газобарьерная к кислороду композиция содержит водный раствор PVOH и дисперсию неорганических частиц с ламинарной структурой, в частности, расслоенных частиц бентонитовой глины в концентрации 30 вес.%, по сухому веществу, и после высушивания, нанесенный покрывающий слой, таким образом, содержит PVOH, включающий частицы чешуйчатой формы или ламинарной структуры, распределенные наслоенным образом внутри непрерывной фазы PVOH. Упаковочный ламинированный материал дополнительно содержит паро-влагобарьерный слой 15, расположенный между указанным нанесенным газобарьерным к кислороду слоем 14 и самым внутренним термосвариваемым полиолефиновым слоем 17, причем паро-влагобарьерный слой 15 содержит матричный полимер на основе полиолефина и частицы неорганического наполнителя, распределенные внутри матричного полимера. Паро-влагобарьерный слой 15 ламинируют к основному слою с нанесенным покрытием в виде жидкой пленки 11-14, посредством нанесения, методом прямой экструзии или совместной экструзии, покрытия из композиции на основе полиолефинового матричного полимера, представляющей собой композицию полиэтилена высокой плотности (HDPE) с частицами неорганического наполнителя. Слой 15 может быть нанесен методом совместной экструзии на первый бумажный слой вместе с промежуточным соединительным слоем адгезивного полимера на основе полиолефина (не показан). Наружный непроницаемый для жидкости и термосвариваемый слой 18 из полиолефина наносят на внешнюю сторону второго бумажного слоя 12, на сторону, которая должна быть обращена в направлении наружу относительно упаковочного контейнера, произведенного из упаковочного ламинированного материала. Полиолефин внешнего слоя 18 представляет собой обычно применяемый полиэтилен низкой плотности (LDPE), обладающий способностью к термосклеиванию. Самый внутренний не проницаемый для жидкости и термосвариваемый слой 17 располагают с внутренней стороны паро-влагобарьерного слоя 15, которая должна быть обращена в направлении вовнутрь упаковочного контейнера, изготовленного из упаковочного ламинированного материала, в соответствии с чем слой 17 будет находиться в контакте с упакованным продуктом. Самый внутренний термосвариваемый слой может содержать LDPE и линейный полиэтилен низкой плотности (LLDPE), предпочтительно представляющий собой LLDPE, полученный полимеризацией этиленового мономера с С4-С8-, более предпочтительно С6-С8-, альфа-олефин-алкиленовым мономером в присутствии металлоценового катализатора, то есть, так называемый металлоценовый LLDPE (m-LLDPE). Самый внутренний термосвариваемый слой 17 может состоять из двусоставных или многосоставных слоев, включающих полиэтилены низкой плотности (LDPE's), металлоценовые линейные полиэтилены низкой плотности (m-LLDPE's) одинаковых или различных марок, их смеси, и может быть нанесен методом совместной экструзии наряду с паро-влагобарьерным слоем 15 и с промежуточным соединительным слоем из модифицированных полиолефинов типов, указанных ранее, или может быть нанесен методом (совместной) экструзии на паро-влагобарьерный слой 15 на последующей стадии нанесения покрытия методом (совместной) экструзии, причем слои, полученные методом совместной экструзии также включают соединительный слой. Выраженная через массу на единицу площади толщина термосвариваемого слоя 17 может составлять приблизительно 15 г/м2. Толщина паро-влагобарьерного слоя предпочтительно составляет приблизительно 20 г/м2. Толщина промежуточного связующего слоя предпочтительно составляет от 10 до 15 г/м2.
Фиг.1f показывает упаковочный ламинированный материал 10f, аналогичный ламинированному материалу, описанному на Фиг.1е, с тем отличием, что паро-влагобарьерный слой 15, содержащий матричный полимер на основе полиолефина и частицы неорганического наполнителя, распределенные внутри матричного полимера, является частью предварительно изготовленной пленки, которую ламинируют к первому бумажному слою с барьерным покрытием к кислороду. Паро-влагобарьерный слой 15 предварительно изготавливают в виде однослойной пленки, посредством процесса экструзии из расплава, например, экструзии пленки с раздувом или экструзии с поливом на барабан, дающей в результате пленку 15. Пленку 15 ламинируют к нанесенному в виде жидкой пленки барьерному слою 14, посредством второго промежуточного связующего слоя 16 из полимера на основе полиолефина, предпочтительно соединительного или адгезивного слоя на основе полиэтилена низкой плотности. Второй промежуточный связующий слой 16, таким образом, получают ламинированием способом экструзии друг к другу первого бумажного слоя с барьерным покрытием к кислороду 11-14 и паро-влагобарьерной пленки 15. Далее термосвариваемый полимерный слой 17 наносят методом экструзии на внутреннюю сторону паро-влагобарьерного слоя 15.
Выраженная через удельный вес (масса на единицу площади) толщина термосвариваемого слоя 17 может составлять приблизительно 15 г/м2. Толщина паро-влагобарьерного слоя 15 предпочтительно может составлять приблизительно 30 г/м2. Толщина второго промежуточного связующего слоя 16 предпочтительно составляет от 10 до 15 г/м2.
Альтернативно, паро-влагобарьерный слой 15 предварительно изготавливают вместе с самым внутренним термосвариваемым слоем 17, посредством процесса совместной экструзии из расплава, например, совместной экструзии пленки с раздувом или совместной экструзии с поливом на барабан, дающей в результате многослойную пленку 15-17. Многослойную пленку 15-17 затем ламинируют к нанесенному в виде жидкой пленки барьерному слою 14, посредством второго промежуточного связующего слоя 16 из клеевого полимера на основе полиолефина, предпочтительно сополимера этилена и акриловой кислоты (ЕАА). Второй промежуточный связующий слой 16, таким образом, получают ламинированием друг к другу способом экструзии первого бумажного слоя с барьерным покрытием к кислороду 11-14 и паро-влагобарьерной термосвариваемой пленки 15-17. Толщина промежуточного связующего слоя 16 предпочтительно составляет от 10 до 20 мкм, и толщина паро-влагобарьерной термосвариваемой пленки составляет от 15 до 35 мкм.
В альтернативном варианте выполнения, который не показан, предлагают упаковочный ламинированный материал, аналогичный упаковочному ламинированному материалу, описанному на Фиг.1е, но с предварительно изготовленной пленкой 15 в качестве паро-влагобарьерного слоя, содержащей много микрометровых, чередующихся слоев из матричного полимера на основе полиолефина с неорганическим наполнителем (15-1) и слоев более жесткого или более ударопоглощающего полимера (15-2), такого как, например, LLDPE, m-LLDPE, VLDPE или ULDPE. Пленку с несколькими микрослоями 15 ламинируют к нанесенному в виде жидкой пленки барьерному слою 11-14, посредством промежуточного связующего слоя 16 из полимера на основе полиолефина, предпочтительно полиэтилена низкой плотности (LDPE). Промежуточный связующий слой 16, таким образом, получают ламинированием друг к другу способом экструзии срединного слоя с барьерным покрытием к кислороду 11-14 и паро-влагобарьерной пленки 15. С внутренней стороны паро-влагобарьерной пленки 15, находится нанесенный методом совместной экструзии самый внутренний слой 17 из термосвариваемого(ых) полимера(ов), предпочтительно из полиэтилена(ов) низкой плотности.
На Фиг.2а, показан в виде схемы способ нанесения в виде жидкой пленки жидкой барьерной к кислороду композиции на бумажный или картонный слой. Бумажный слой 21а подают с бобины в секцию нанесения покрытия в виде жидкой пленки 22а, где наносят жидкую газобарьерную композицию в таком количестве, при котором количество нанесенного и высушенного слоя составляет приблизительно 2-5 г/м2, после прохождения бумагой с покрытием секции сушки 22b. Предпочтительно, операцию нанесения покрытия в виде жидкой пленки осуществляют в две стадии, то есть, путем первого нанесения покрытия 1-2,5 г/м2, высушивания на промежуточной стадии и затем путем нанесения покрытия во второй раз в количестве 1-2,5 г/м2, и финального высушивания итогового нанесенного слоя в виде жидкой пленки с получением бумажного слоя с барьерным покрытием к кислороду 21b, 21c.
На Фиг.2b, показан процесс ламинирования 20b, в котором первый бумажный слой с барьерным покрытием к кислороду 21b ламинируют к полимерной пленке подложки с осажденным из паровой фазы покрытием 23; 42, имеющей тонкое осажденное из паровой фазы покрытие 23а со стороны, обращенной к бумажному слою, путем экструдирования первого промежуточного связующего слоя LDPE 24 из экструзионной секции 24а и спрессовывания вместе в зоне зажима валков 25. В случае полученного осаждением из паровой фазы металлизированного покрытия, контактирующую поверхность пленки подложки, или принимающего слоя, предварительно обрабатывают с использованием поверхностной обработки (не показано) перед спрессовыванием слоев вместе в зоне зажима. Далее, ламинированные бумагу и пленку ламинируют ко второму картонному слою 26 путем экструдирования второго промежуточного связующего слоя LDPE 26-1 из экструзионной секции 26-2 и спрессовывания вместе в зоне зажима валков 26-3. Наконец, ламинированный материал на основе бумажного и барьерного слоев проходит во второй экструдер 28-2 и зону зажима процесса ламинирования 28-3, в котором самый внешний термосвариваемый слой LDPE 28-1 наносят на внешнюю сторону второго бумажного слоя. В конце концов, готовый упаковочный ламинированный материал 29b, то есть, упаковочный ламинированный материал, показанный на Фиг.1а, наматывают на бобину для хранения, которая не показана на чертеже. Упаковочные ламинированные материалы на Фиг.1b, 1c и 1d изготовлены в основном одним и тем же способом, за исключением того, что дополнительные покрытия в виде газобарьерных жидких пленок наносят на внешнюю сторону первого бумажного слоя и/или на внутреннюю сторону второго бумажного слоя, на дополнительных стадиях нанесения покрытий в виде жидких пленок, которые показаны на Фиг.2а.
Альтернативно, самый внешний термосвариваемый слой LDPE может быть нанесен на внешнюю сторону второго бумажного слоя, до ламинирования к предварительно изготовленной внутренней части, включающей первый бумажный слой и барьерные слои.
На Фиг.2с показан процесс ламинирования 20с, для изготовления упаковочного ламинированного материала 10е, представленного на Фиг.1е, в котором слой барьерного к кислороду покрытия 21с покрывают, методом прямой совместной экструзии, многослойной полученной из расплава пленкой 24а, содержащей соединительный слой для связывания прилегающих друг к другу слоя 21b и паро-влагобарьерного слоя 15, причем паро-влагобарьерный слой 15 содержит матричный полимер на основе полиолефина, представляющий собой HDPE, и частицы неорганического наполнителя, представляющие собой тальк, распределенные внутри матричного полимера. Далее, ламинированные бумагу и пленку ламинируют ко второму картонному слою 26 путем экструдирования второго промежуточного связующего слоя LDPE 26-1 из экструзионной секции 26-2 и спрессовывания вместе в зоне зажима валков 26-3. В последующей стадии нанесения покрытия методом экструзии, самый внутренний непроницаемый для жидкости и термосвариваемый слой 17 из полиэтилена низкой плотности дополнительно наносят методом экструзии на паро-влагобарьерный слой 15. Самый внутренний слой или слои 17 подают с помощью блока подачи 27-2 и наносят в виде пленки, получаемой наливом из расплава, 27-1 на паро-влагобарьерный слой 15 в секции зажима валков 27-3. Альтернативно, нанесение методом экструзии самого внутреннего термосвариваемого слоя или слоев осуществляют вместе с паро-влагобарьерным слоем 15, в результате чего многослойная полученная из расплава пленка 24с также может содержать полученный совместной экструзией не проницаемый для жидкости и термосвариваемый слой 17 с внутренней стороны паро-влагобарьерного слоя 15. Таким образом, показанная секция для нанесения покрытия методом экструзии 27 может быть опущена. В конечном счете, ламинированные бумага и пленка проходят в блок подачи второго экструдера 28-2 и зону зажима процесса ламинирования, 28-3, причем самый внешний термосвариваемый слой LDPE 18; 28-1 наносят на внешнюю сторону второго бумажного слоя. В конце концов готовый упаковочный ламинированный материал 29с, то есть, структуру упаковочного ламинированного материала 10е наматывают на бобину для хранения, которая не показана.
На Фиг.2d, показан процесс ламинирования 20d, для изготовления упаковочного ламинированного материала 10f, который представлен на Фиг.1f, в котором срединный слой с барьерным покрытием к кислороду 21с ламинируют к предварительно изготовленной многослойной полимерной пленке 23d, содержащей паро-влагобарьерный слой 15 из полимера на основе полиолефина, предпочтительно HDPE, с частицами неорганического наполнителя, распределенными в нем, путем экструдирования промежуточного связующего слоя LDPE 24d из экструзионной секции 24 и спрессовывания их вместе в зоне зажима валков 25d. Предварительно изготовленная полимерная пленка 23d дополнительно содержит самый внутренний не проницаемый для жидкости и термосвариваемый слой 17, расположенный на внутренней стороне паро-влагобарьерного слоя 15, которая должна быть обращена в направлении вовнутрь готового упаковочного контейнера, где два слоя 15 и 17 вместе переработаны совместной экструзией из расплава способом совместной экструзии пленки с раздувом или способом совместной экструзии пленки с поливом на барабан. Далее, ламинированные первая бумага и пленка проходят в блок подачи второго экструдера 26-2 и подвергаются ламинированию со вторым бумажным слоем 26 в зоне зажима процесса ламинирования, 26-3, в котором промежуточный связующий слой LDPE 16; 26-1 ламинируют экструзией между двумя содержащими бумагу полотнами. В конечном счете, ламинированный бумажный срединный слой 12-11-14 и многослойная пленка 15-17 проходят в блок подачи второго экструдера 28-2 и в зону зажима процесса ламинирования, 28-3, где самый внешний термосвариваемый слой полиэтилена низкой плотности 18; 28-1 наносят на внешнюю сторону второго бумажного слоя. В конце концов готовый упаковочный ламинированный материал 29d; 10f наматывают на бобину для хранения, которая не показана.
Альтернативно, самый внутренний непроницаемый для жидкости и термосвариваемый слой 17, который должен быть обращен в направлении вовнутрь готового упаковочного контейнера, может быть нанесен методом экструзии на ламинированную паро-влагобарьерную пленку 15, в отдельной стадии нанесения покрытия методом экструзии 27.
Фиг.3 представляет собой схематическое изображение установки для (совместной) экструзии с раздувом промежуточной пленки, то есть, полимерной пленки подложки до того, как будет нанесено покрытие из металла или неорганического соединения металла методом осаждения из паровой фазы. Один или более слоев полимерной пленки подложки получают (совместной) экструзией из экструдера 30 и раздувом 32, с получением пленки 34 с относительно большой толщиной. Затем, пленку 34 подвергают моноаксиальной ориентации 36 между валками, в нагретом состоянии, так что толщина пленки снижается 34а, и полимерная пленка подложки становится моноориентированной и получает некоторую степень жесткости благодаря относительно более высокой степени кристалличности по сравнению с неориентированными полимерными пленками. Получающуюся в результате промежуточную пленку затем необязательно подвергают термической стабилизации в дополнительной стадии нагревания до того, как она будет намотана на бобину 38. Температурный профиль по всему набору валков оптимизируют для ориентирования специальной структуры пленки с избеганием скручивания или разрывания полотна. Пленка 34 имеет форму трубы, когда она пребывает в секции экструзии-раздува 32, и может быть вскрыта/разрезана до выполнения ориентирования. При необходимости, два параллельных устройства для выполнения ориентирования 36 могут быть использованы в том случае. Также является возможным выполнение операции ориентирования в автономном режиме относительно функционирования секции раздува пленки.
Фиг.4 представляет собой схематическое изображение примера установки для нанесения покрытия методом осаждения из паровой фазы на промежуточную пленку, полученную на Фиг.3. Ориентированную пленку 34а, получение которой представлено на Фиг.3, подвергают, со стороны, принимающей покрытие, непрерывному осаждению из паровой фазы 40, металлизированного слоя алюминия, возможно в смеси с оксидом алюминия, и покрытию задают толщину 5-100 нм, предпочтительно 5-50 нм, с тем чтобы получить пленку с покрытием 42 по изобретению. Пары алюминия поступают от источника испарения в виде твердого образца 41.
Фиг.5а показывает предпочтительный пример упаковочного контейнера 50, изготовленного из любого из упаковочных ламинированных материалов 10 в соответствии с изобретением. Упаковочный контейнер является подходящим для напитков, соусов/спиртных напитков, супов или тому подобного. Обычно такая упаковка имеет объем приблизительно 100-1000 мл. Она может иметь любую конфигурацию, но предпочтительно имеет форму кирпича, имеющего продольные и поперечные швы 51 и 52, соответственно, и необязательно устройство для открывания 53. В другом варианте выполнения, который не показан, упаковочный контейнер может быть сформован в виде клина. Чтобы получить такую «клинообразность», только донную часть упаковки формуют сгибанием (складывают) таким образом, что поперечный сварной шов дна является спрятанным под угловыми клапанами треугольной формы, которые согнуты и герметизированы по дну упаковки. Поперечный шов верхней части оставляют несогнутым. Таким образом, имеющий поперечные сгибы в одной половине упаковочный контейнер по-прежнему является удобным в обращении и стабильным по размерам, когда его ставят на полку в продовольственном магазине или на стол или в подобных обстоятельствах.
Фиг.5b показывает альтернативный, предпочтительный пример упаковочного контейнера 50b, изготовленного из упаковочных ламинированных материалов 10 в соответствии с изобретением. Поскольку упаковочный ламинированный материал для этого типа упаковки является более тонким в силу наличия более тонкого бумажного срединного слоя, она не является достаточно стабильной по размерам, чтобы образовывать параллелепипедный упаковочный контейнер, и не формуется сгибанием после образования поперечных швов 52b. Она будет, таким образом, оставаться пакетоподобным контейнером с квадратно-выпуклой формой и будет транспортироваться и продаваться соответственным образом.
Фиг.6 показывает принцип получения контейнеров, который описан в вводной части настоящей заявки, а именно, полотно упаковочного материала формуют в трубу 61 посредством продольных кромок 62, 62' полотна, которые прикрепляют друг к другу соединением внахлест 63. Трубу заполняют 64 желаемым жидким пищевым продуктом и делят на отдельные упаковки посредством поперечных швов 65, повторяющихся в трубе на заданном расстоянии друг от друга ниже уровня налитого содержимого в трубе. Упаковки 66 разделяют разрезанием по поперечным швам и придают им желательную геометрическую конфигурацию путем формирования сгибов вдоль линий сгиба, предварительно выполненных в материале.
Изобретение не ограничено вариантами выполнения, показанными и описанными выше, но может быть изменено в рамках объема пунктов формулы по изобретению.
ПОЛОЖЕНИЯ:
А. Не содержащий фольги упаковочный ламинированный материал (10) для упаковывания жидкого пищевого продукта или напитка, причем упаковочный ламинированный материал содержит первый бумажный слой (11), причем первый бумажный слой (11) расположен ближе к внутренней стороне ламинированного упаковочного материала, и второй бумажный слой (12), расположенный ближе к внешней стороне ламинированного упаковочного материала, причем указанные первый и второй бумажные слои ламинированы друг к другу посредством первого промежуточного связующего слоя (13) в виде сэндвичевой структуры, причем упаковочный ламинированный материал дополнительно содержит газобарьерный покрывающий слой (14), нанесенный на внутреннюю сторону первого бумажного слоя путем жидкопленочного нанесения жидкой газобарьерной композиции на указанный первый бумажный слой и путем последующего высушивания, причем жидкая композиция содержит полимерное связующее, диспергированное или растворенное в водной среде или в среде растворителя, и дополнительный паро-влагобарьерный слой (15), ламинированный и прикрепленный к внутренней стороне первого бумажного слоя с барьерным покрытием посредством второго промежуточного полимерного связующего слоя (16), причем упаковочный ламинированный материал дополнительно содержит самый внутренний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала (17), нанесенный на внутреннюю сторону дополнительного барьерного слоя (15), и самый внешний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала (18) на противоположной стороне упаковочного ламинированного материала, нанесенный на внешнюю сторону второго, основного бумажного слоя.
В. Упаковочный ламинированный материал в соответствии с А, в котором указанный дополнительный паро-влагобарьерный слой (15) содержит матричный полимер на основе полиолефина и частицы неорганического наполнителя, распределенные внутри матричного полимера.
С. Упаковочный ламинированный материал для упаковывания жидких пищевых продуктов в соответствии с любым из А или В, в котором указанный(ые) газобарьерный(ые) слой(и) покрытия (14, 14', 14'') получают из композиции, в основном содержащей газобарьерный полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), диспергируемого в воде поливинилиденхлорида (PVDC), диспергируемого в воде этилен-винилового спирта (EVOH), полисахаридов, включая крахмал и производные крахмала, диспергируемого в воде полиамида (PA), и их комбинаций из двух или более полимеров.
D. Упаковочный ламинированный материал в соответствии с любым из А-С, в котором неорганические частицы, содержащиеся в жидкой газобарьерной композиции являются ламинарными по структуре, или имеют чешуйчатую форму.
Е. Упаковочный ламинированный материал в соответствии с D, в котором неорганические частицы, содержащиеся в жидкой газобарьерной композиции в основном состоят из частиц глины ламинарной структуры и наноразмера, имеющие аспектное отношение от 50 до 5000.
F. Упаковочный ламинированный материал в соответствии с D, в котором неорганические частицы, содержащиеся в жидкой газобарьерной композиции в основном состоят из частиц талька ламинарной структуры, имеющие аспектное отношение от 10 до 500.
G. Упаковочный ламинированный материал в соответствии с любым из предшествующих положений, в котором паро-влагобарьер образует полиолефиновый слой с наполнителем, и указанный газобарьерный слой к кислороду (12) наносят в итоговом количестве от 1 до 6 г/м2, предпочтительно от 3 до 5 г/м2, более предпочтительно от 3 до 4 г/м2, по сухому веществу.
H. Упаковочный ламинированный материал в соответствии с любым из предшествующих положений, в котором газобарьерный слой к кислороду (12) наносят непосредственно рядом со срединным слоем из бумаги или бумажного картона.
I. Упаковочный ламинированный материал в соответствии с любым из положений В-Н, в котором матричный полимер включает преимущественно полиэтилен высокой плотности (HDPE).
J. Упаковочный ламинированный материал в соответствии с любым из предшествующих положений, в котором частицы неорганического наполнителя, содержащиеся в матричном полимере на основе полиолефина, имеют чешуйчатую форму или имеют ламинарную структуру.
K. Упаковочный ламинированный материал в соответствии с любым из предшествующих положений, в котором частицы неорганического наполнителя, содержащиеся в матричном полимере на основе полиолефина выбирают из талька, слюды и расслоенных частиц наноразмера.
L. Упаковочный ламинированный материал в соответствии с любым из предшествующих положений, в котором указанный паро-влагобарьерный слой (14) включает много чередующихся тонких микрометровых слоев матричного полимера на основе полиолефина с неорганическими частицами (14-1) и слоев жесткого, ударопоглощающего полимера (14-2), выбранного из группы, состоящей из LLDPE, m-LLDPE, VLDPE, ULDPE, эластомеров и пластомеров.
М. Упаковочный ламинированный материал в соответствии с любым из предшествующих положений, в котором указанный паро-влагобарьерный слой (14) прикрепляют к бумажному слою с барьерным покрытием посредством промежуточного термопластичного полимерного слоя (16), выбранного из полиолефинов и адгезивных полимеров на основе полиолефинов.
N. Способ изготовления упаковочного ламинированного материала (10а; 10b) в соответствии с любым из А-М, включающий стадии
-обеспечения слоя бумаги или бумажного картона (21а),
-обеспечения жидкой газобарьерной композиции, содержащей полимерное связующее, диспергированное или растворенное в водной жидкой среде или в жидкой среде на основе растворителя, и дополнительно содержащей неорганические частицы, диспергированные в композиции,
-образования тонкого кислородобарьерного слоя, содержащего указанное полимерное связующее и неорганические частицы путем нанесения (22а) жидкой композиции в виде пленки на первую сторону указанного слоя бумаги или бумажного картона и последующей сушки (22b) с выпариванием жидкости,
-обеспечения перерабатываемой в расплаве полимерной композиции, содержащей матричный полимер на основе полиолефина и частицы неорганического наполнителя, распределенные в нем,
-обеспечения паро-влагобарьерного слоя (24а; 23b; 23с) из перерабатываемой в расплаве полимерной композиции посредством способа с использованием экструзии из расплава,
-ламинирования экструдированного паро-влагобарьерного слоя (24а; 23b; 23с) из перерабатываемой в расплаве полимерной композиции к внутренней стороне кислородобарьерного слоя (21b),
-обеспечения самого внутреннего слоя (15) из термосвариваемого полиолефина с внутренней стороны паро-влагобарьерного слоя (24а; 23b; 23c), и
-обеспечения самого внешнего слоя (16) термосвариваемого полиолефина на внешней стороне срединного слоя (11).
О. Способ в соответствии с N, в котором газобарьерный слой к кислороду (12) наносят в итоговом количестве от 1 до 6 г/м2, предпочтительно от 3 до 5 г/м2, более предпочтительно от 3 до 4 г/м2, по сухому веществу.
Р. Способ в соответствии с любым из N-O, в котором паро-влагобарьерный слой (24а) перерабатываемой в расплаве полимерной композиции обеспечивают и ламинируют к внутренней стороне кислородобарьерного слоя (21b), посредством нанесения покрытия экструзией или нанесения покрытия совместной экструзией на бумажный картон с покрытием.
Q. Способ в соответствии с любым из N-P, в котором паро-влагобарьерный слой (23b; 23с) перерабатываемой в расплаве полимерной композиции обеспечивают с использованием экструзии или совместной экструзии с поливом на барабан или с раздувом пленки, которую после этого ламинируют к внутренней стороне кислородобарьерного слоя (21b), посредством ламинирования способом экструзии с промежуточным термопластичным связующим слоем (16; 24b; 24c).
R. Способ в соответствии с любым из P или Q, в котором самый внутренний слой или слои (17) термосвариваемого полиолефина обеспечивают на внутренней стороне паро-влагобарьерного слоя (24а) при получении совместной экструзией на той же стадии и вместе с паро-влагобарьерным слоем (24а; 23b; 23с).
S. Способ в соответствии с любым из N-R, в котором указанный паро-влагобарьерный слой (24а; 23b; 23с) прикрепляют к бумажному или картонному слою с барьерным покрытием посредством промежуточного термопластичного полимерного слоя (13), выбранного из полиолефинов и адгезивных полимеров на основе полиолефинов.
Т. Упаковочная емкость (50а; 50b), изготовленная из упаковочного ламинированного материала (10а; 10b; 10с), как он описан в любом из А-М.
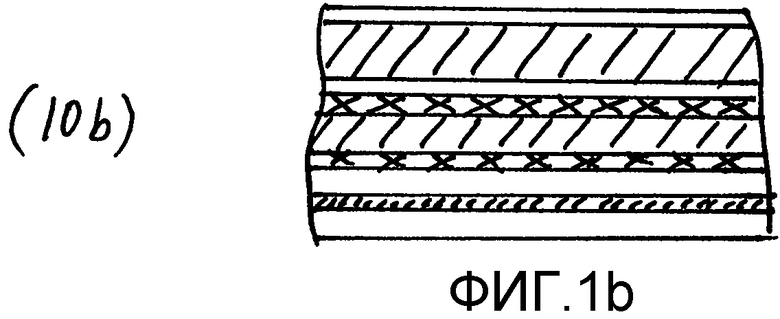
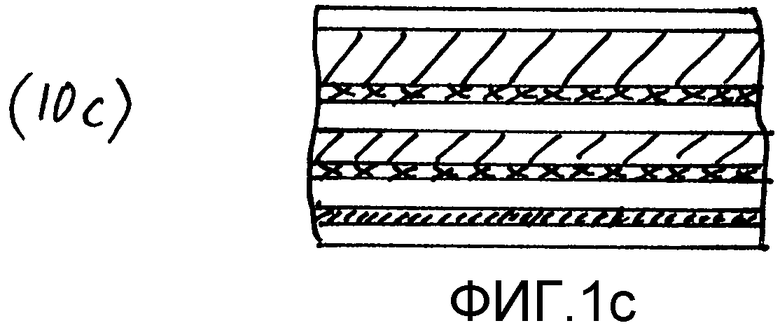
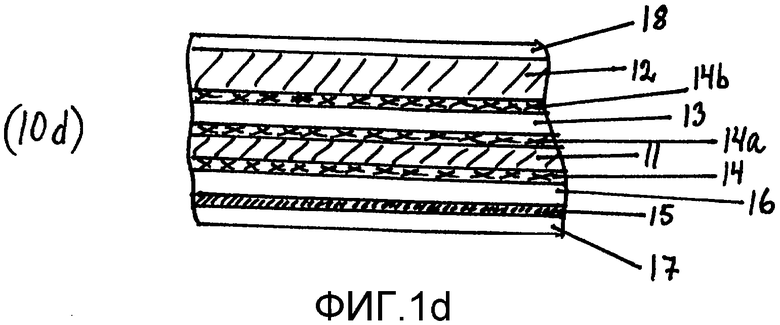
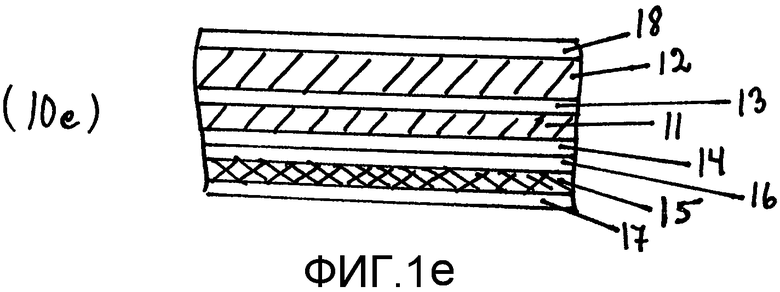
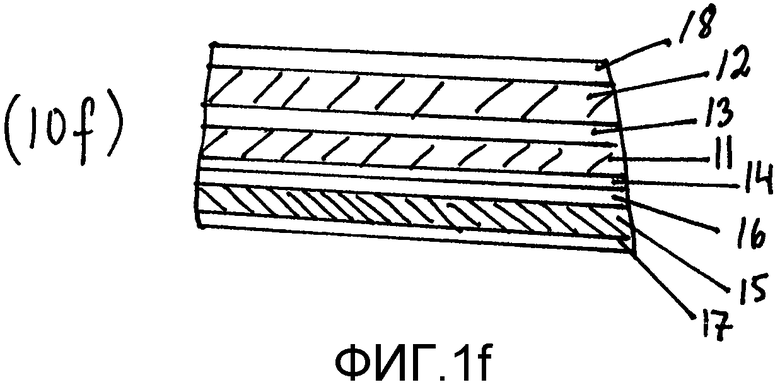
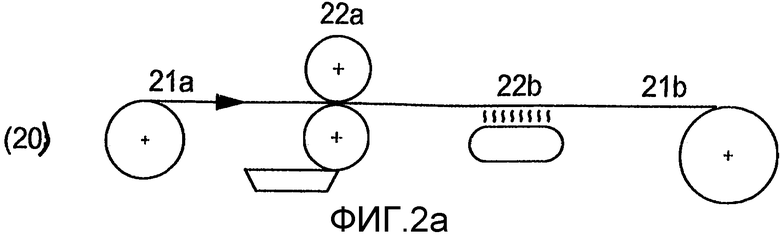
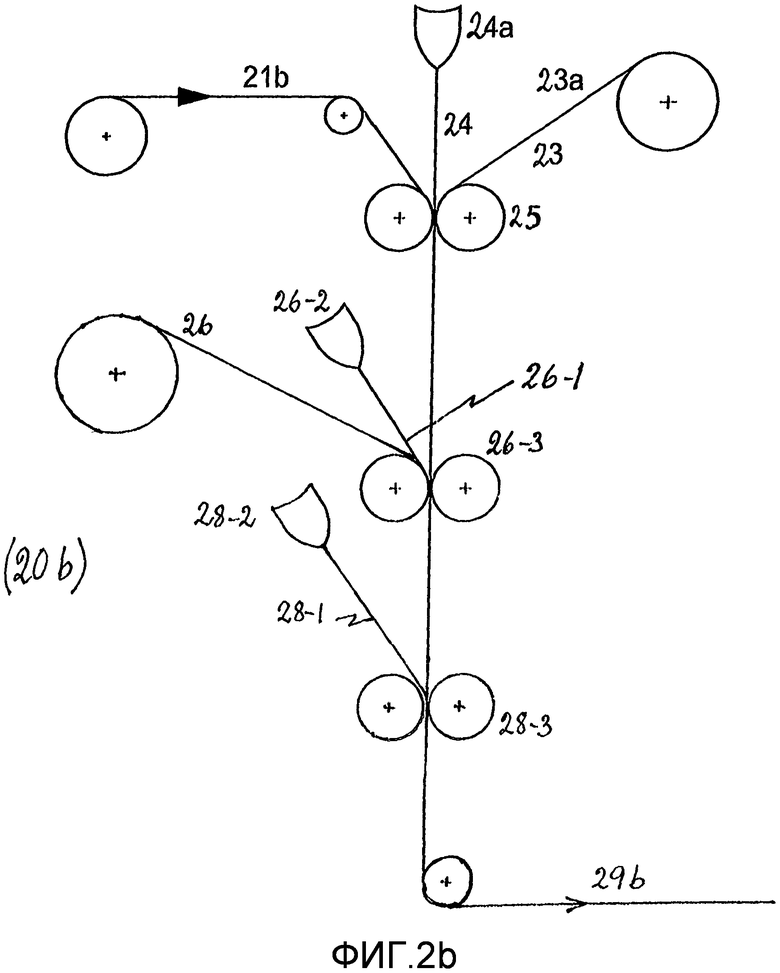
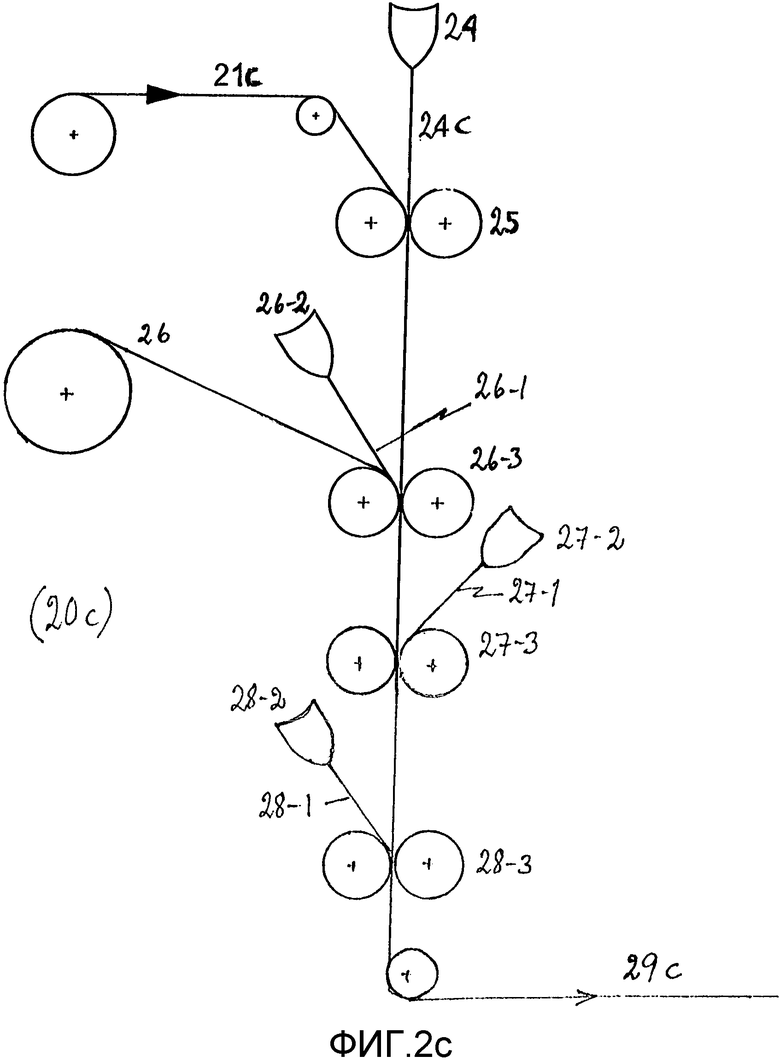

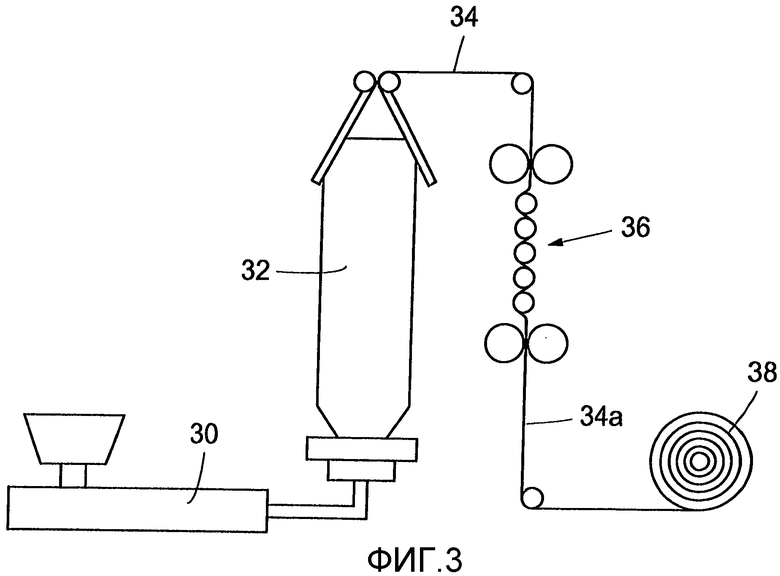
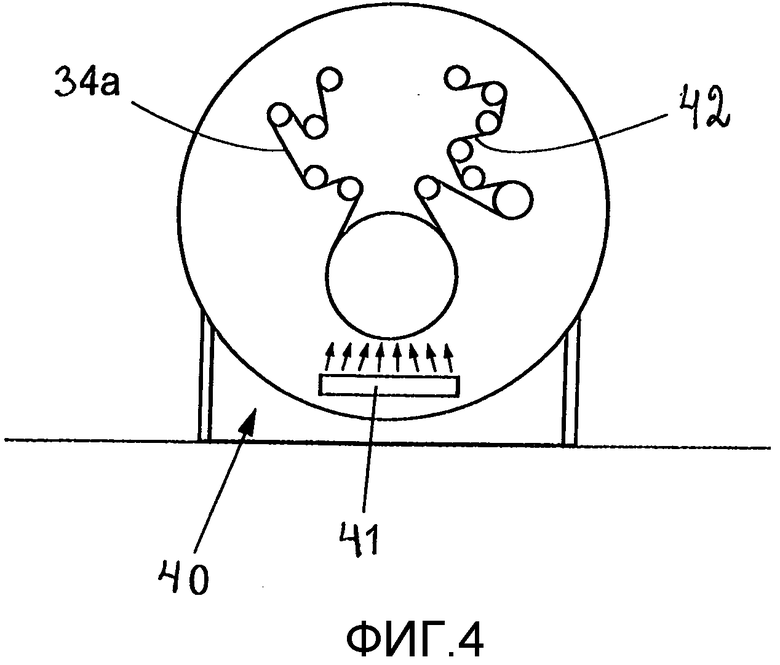
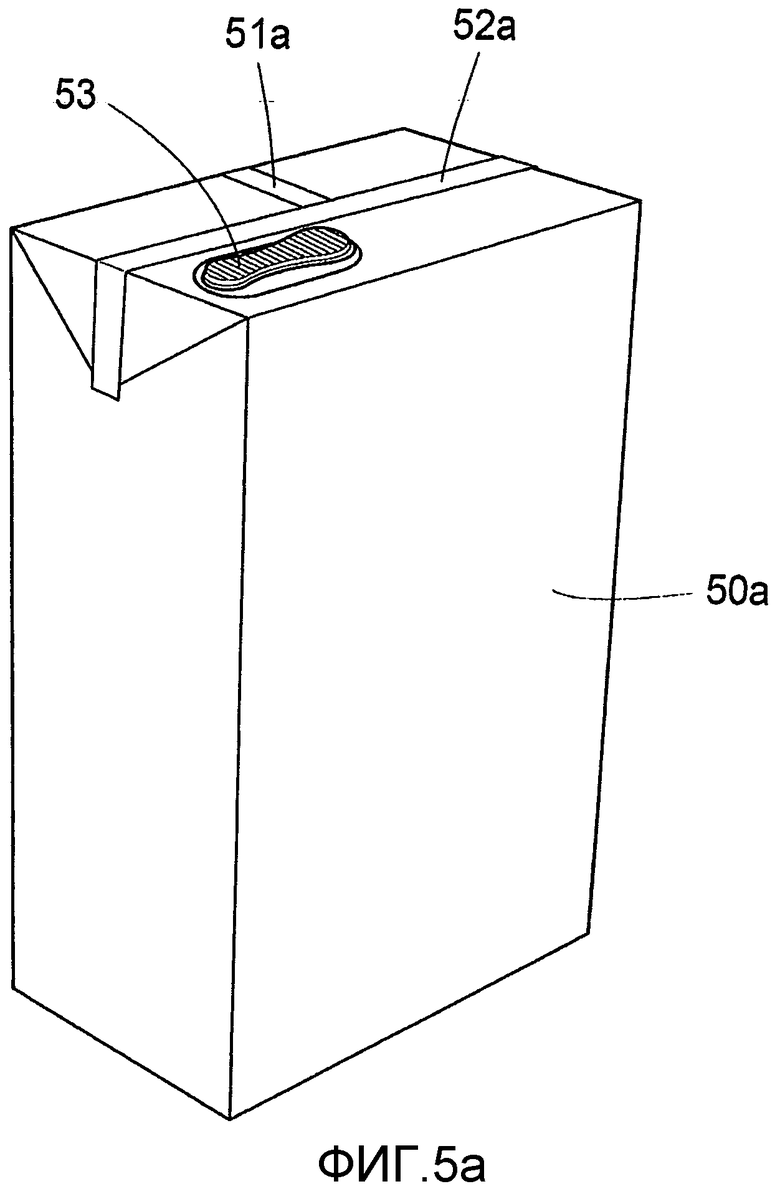
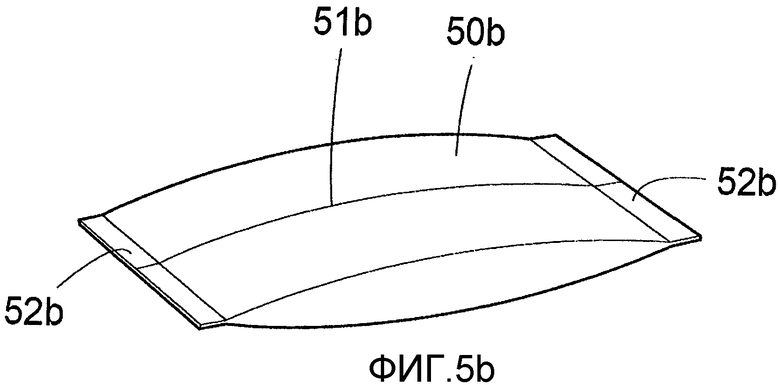

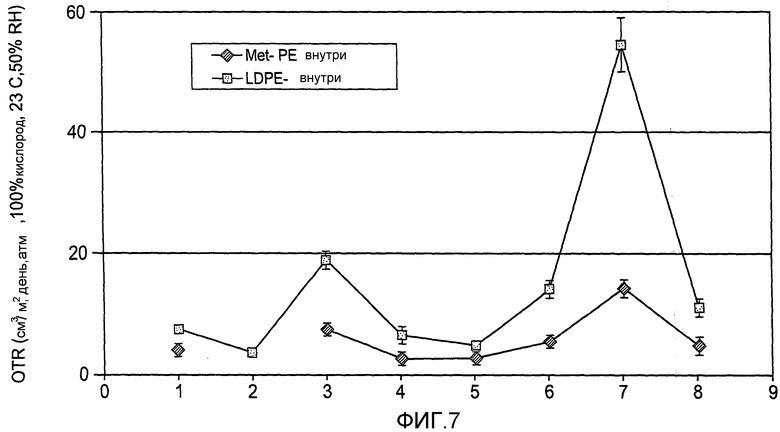
Изобретение относится к не содержащему фольги упаковочному ламинированному материалу (10) для упаковывания жидких пищевых продуктов, содержащему первый бумажный слой (11), расположенный ближе к внутренней стороне ламинированного упаковочного материала, и второй бумажный слой (12), расположенный ближе к внешней стороне ламинированного упаковочного материала, причем указанные первый и второй бумажные слои ламинированы друг к другу посредством первого промежуточного связующего слоя (13) в виде сэндвичевой структуры, причем упаковочный ламинированный материал дополнительно содержит газобарьерный покрывающий слой (14), нанесенный на внутреннюю сторону первого бумажного слоя путем жидкопленочного нанесения жидкой газобарьерной композиции на указанный первый бумажный слой и путем последующего высушивания, причем жидкая композиция содержит полимерное связующее, диспергированное или растворенное в водной среде или в среде растворителя, и дополнительный паро-влагобарьерный слой (15), ламинированный и прикрепленный к внутренней стороне первого бумажного слоя с барьерным покрытием посредством второго промежуточного полимерного связующего слоя (16). При этом упаковочный ламинированный материал дополнительно содержит самый внутренний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала (17), нанесенный на внутреннюю сторону указанного дополнительного паро-влагобарьерного слоя (15), и самый внешний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала (18) на противоположной стороне упаковочного ламинированного материала, нанесенный на внешнюю сторону второго, основного бумажного слоя, причем указанные первый промежуточный связующий слой и второй промежуточный связующий слой выбраны из полиолефинов и сополимеров на основе полиолефинов. Изобретение также относится к способу изготовления упаковочного ламинированного материала и к упаковочному контейнеру, который изготавливают из этого упаковочного ламинированного материала. Изобретение позволяет получить упаковочный ламинированный материал, имеющий хорошие газобарьерные свойства, подходящие для длительного, антисептического упаковывания, и хорошую внутреннюю адгезию между слоями. 3 н. и 23 з.п. ф-лы, 7 ил. 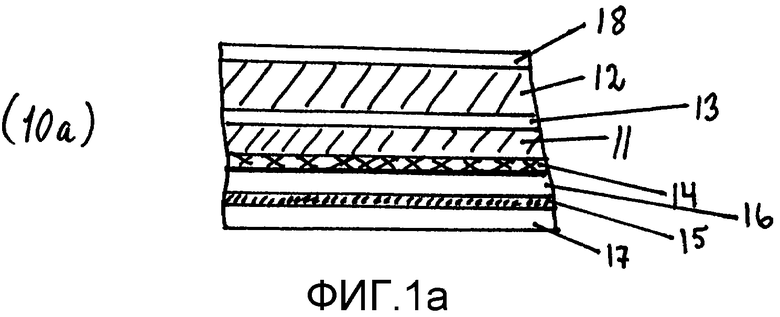
1. Не содержащий фольги упаковочный ламинированный материал (10) для упаковывания жидкого пищевого продукта или напитка, содержащий первый бумажный слой (11), причем первый бумажный слой (11) расположен ближе к внутренней стороне ламинированного упаковочного материала, а второй бумажный слой (12) расположен ближе к внешней стороне ламинированного упаковочного материала, при этом указанные первый и второй бумажные слои ламинированы друг к другу посредством первого промежуточного связующего слоя (13) в виде сэндвичевой структуры, причем упаковочный ламинированный материал дополнительно содержит газобарьерный покрывающий слой (14), нанесенный на внутреннюю сторону первого бумажного слоя путем жидкопленочного нанесения жидкой газобарьерной композиции на указанный первый бумажный слой и последующей сушки, причем жидкая композиция содержит полимерное связующее, диспергированное или растворенное в водной среде или в среде растворителя, и дополнительный паро-влагобарьерный слой (15), ламинированный и прикрепленный к внутренней стороне первого бумажного слоя с барьерным покрытием посредством второго промежуточного полимерного связующего слоя (16), при этом упаковочный ламинированный материал дополнительно содержит самый внутренний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала (17), нанесенный на внутреннюю сторону указанного дополнительного паро-влагобарьерного слоя (15), и самый внешний слой не проницаемого для жидкости, термосвариваемого термопластичного полимерного материала (18) на противоположной стороне упаковочного ламинированного материала, нанесенный на внешнюю сторону второго, основного бумажного слоя, причем указанные первый промежуточный связующий слой и второй промежуточный связующий слой выбраны из полиолефинов и сополимеров на основе полиолефинов.
2. Материал по п.1, отличающийся тем, что второй бумажный слой представляет собой основной картонный слой, обеспечивающий размерную стабильность сложенной конечной упаковки благодаря его значительно большей жесткости.
3. Материал по п.1 или 2, отличающийся тем, что он имеет дополнительный газобарьерный покрывающий слой (14а), нанесенный на внешнюю сторону первого бумажного слоя.
4. Материал по п.1 или 2, отличающийся тем, что он имеет дополнительный газобарьерный покрывающий слой (14b), нанесенный на внутреннюю сторону второго бумажного слоя.
5. Материал по п.3, отличающийся тем, что он имеет дополнительный газобарьерный покрывающий слой (14b), нанесенный на внутреннюю сторону второго бумажного слоя.
6. Материал по любому из пп.1, 2, 5, отличающийся тем, что газобарьерный(ые) слой(и) покрытия (14, 14а, 14b) получают из композиции, в основном содержащей газобарьерный полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), диспергируемого в воде поливинилиденхлорида (PVDC), диспергируемого в воде этилен-винилового спирта (EVOH), полисахаридов, включая крахмал и производные крахмала, диспергируемого в воде полиамида (PA), и их комбинаций из двух или более полимеров.
7. Материал по п.3, отличающийся тем, что газобарьерный(ые) слой(и) покрытия (14, 14а, 14b) получают из композиции, в основном содержащей газобарьерный полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), диспергируемого в воде поливинилиденхлорида (PVDC), диспергируемого в воде этилен-винилового спирта (EVOH), полисахаридов, включая крахмал и производные крахмала, диспергируемого в воде полиамида (PA), и их комбинаций из двух или более полимеров.
8. Материал по п.4, отличающийся тем, что газобарьерный(ые) слой(и) покрытия (14, 14а, 14b) получают из композиции, в основном содержащей газобарьерный полимер, выбранный из группы, состоящей из поливинилового спирта (PVOH), диспергируемого в воде поливинилиденхлорида (PVDC), диспергируемого в воде этилен-винилового спирта (EVOH), полисахаридов, включая крахмал и производные крахмала, диспергируемого в воде полиамида (PA), и их комбинаций из двух или более полимеров.
9. Материал по любому из пп.1, 2, 5, 7, 8, отличающийся тем, что указанная жидкая композиция дополнительно содержит неорганические частицы.
10. Материал по п.3, отличающийся тем, что указанная жидкая композиция дополнительно содержит неорганические частицы.
11. Материал по п.4, отличающийся тем, что указанная жидкая композиция дополнительно содержит неорганические частицы.
12. Материал по любому из пп.1, 2, 5, 7, 8, 10, 11, отличающийся тем, что указанный газобарьерный слой к кислороду (12) наносят в итоговом количестве от 0,1 до 5 г/м2, предпочтительно от 0,5 до 3,5 г/м2, более предпочтительно от 0,5 до 3 г/м2, по сухому веществу.
13. Материал по п.3, отличающийся тем, что указанный газобарьерный слой к кислороду (12) наносят в итоговом количестве от 0,1 до 5 г/м2, предпочтительно от 0,5 до 3,5 г/м2, более предпочтительно от 0,5 до 3 г/м2, по сухому веществу.
14. Материал по п.4, отличающийся тем, что указанный газобарьерный слой к кислороду (12) наносят в итоговом количестве от 0,1 до 5 г/м2, предпочтительно от 0,5 до 3,5 г/м2, более предпочтительно от 0,5 до 3 г/м2, по сухому веществу.
15. Материал по любому из пп.1, 2, 5, 7, 8, 10, 11, 13, 14, отличающийся тем, что указанный дополнительный паро-влагобарьерный слой (15) представляет собой получаемый методом осаждения из паровой фазы покрывающий слой, который наносят осаждением на полимерную пленочную подложку.
16. Материал по п.3, отличающийся тем, что указанный дополнительный паро-влагобарьерный слой (15) представляет собой получаемый методом осаждения из паровой фазы покрывающий слой, который наносят осаждением на полимерную пленочную подложку.
17. Материал по п.4, отличающийся тем, что указанный дополнительный паро-влагобарьерный слой (15) представляет собой получаемый методом осаждения из паровой фазы покрывающий слой, который наносят осаждением на полимерную пленочную подложку.
18. Материал по п.15, отличающийся тем, что указанный получаемый методом осаждения из паровой фазы покрывающий слой наносят осаждением на полимерную пленочную подложку, причем полимерная пленочная подложка включает самый внутренний слой (17) из термосвариваемого термопластичного материала.
19. Материал по п.15, отличающийся тем, что получаемый методом осаждения из паровой фазы покрывающий слой (15) представляет собой слой, в значительной мере состоящий из алюминия с оптической плотностью (OD) от 1 до 3, предпочтительно от 1,5 до 2,5.
20. Материал по любому из пп.1, 2, 5, 7, 8, 10, 11, 13, 14, 16-19, отличающийся тем, что указанный дополнительный паро-влагобарьерный слой (15) содержит матричный полимер на основе полиолефина и частицы неорганического наполнителя, распределенные внутри матричного полимера.
21. Материал по любому из пп.1, 2, 5, 7, 8, 10, 11, 13, 14, 16-19, отличающийся тем, что первый, внутренний бумажный слой (11) имеет удельный вес от 10 до 100 г/м2, предпочтительно от 20 до 70 г/м2, более предпочтительно от 20 до 50 г/м2.
22. Материал по любому из пп.1, 2, 5, 7, 8, 10, 11, 13, 14, 16-19, отличающийся тем, что второй промежуточный связующий слой (16) представляет собой слой ламинированного экструзией термопластичного полимера.
23. Способ изготовления не содержащего фольги упаковочного ламинированного материала (10) по любому из пп.1-22, включающий стадии:
- получения первого, внутреннего слоя бумаги (21),
- получения жидкой газобарьерной композиции, содержащей полимерное связующее, диспергированное или растворенное в водной жидкой среде или в жидкой среде на основе растворителя,
- образования тонкого кислородобарьерного слоя, содержащего указанное полимерное связующее путем нанесения (22а) жидкой композиции на первую, внутреннюю сторону указанного слоя бумаги и последующей сушки (22b) с выпариванием жидкости,
- получения полимерной пленки-подложки (23),
- осаждения из паровой фазы барьерного слоя (14; 23а) на полимерную пленку подложки,
- ламинирования осажденной из паровой фазы пленки (23) на внутреннюю сторону кислородобарьерного слоя (21b) посредством второго промежуточного полимерного связующего слоя (16),
- получения второго, внешнего слоя бумаги (12),
- ламинирования первого и второго бумажных слоев друг к другу посредством первого промежуточного связующего слоя термопластичного полимера (13),
получения самого внутреннего слоя (17) из термосвариваемого полимера с внутренней стороны полученного осаждением из паровой фазы слоя (15), и на любой стадии способа,
получения самого внешнего слоя (18) термосвариваемого термопластичного полимерного материала на внешней стороне второго бумажного слоя (12) на самой внешней, противоположной стороне, упаковочного ламинированного материала (10).
24. Способ по п.23, в котором второй бумажный слой представляет собой основной слой, обеспечивающий размерную стабильность сложенной конечной упаковки благодаря его значительно большей толщине и жесткости по сравнению с первым бумажным слоем.
25. Способ по п.23 или 24, в котором кислородобарьерный полимер, содержащийся в жидкой композиции выбирают из группы, состоящей из поливинилового спирта (PVOH), диспергируемого в воде поливинилиденхлорида (PVDC), диспергируемого в воде этилен-винилового спирта (EVOH), полисахаридов, включая крахмал и производные крахмала, диспергируемого в воде полиамида (PA), и их комбинаций из двух или более полимеров, при этом паро-влагобарьерный слой (15) представляет собой слой металла, получаемый осаждением из паровой фазы.
26. Упаковочная емкость (50а; 50b), изготовленная из не содержащего фольги ламинированного материала (10а; 10b) по любому из пп.1-22.
| EP 1920919 A1, 14.05.2008 | |||
| US 4806398 A, 21.02.1989 | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УПАКОВОЧНЫЙ ЛАМИНИРОВАННЫЙ МАТЕРИАЛ ДЛЯ СТЕРИЛИЗУЕМОГО УПАКОВОЧНОГО КОНТЕЙНЕРА | 2002 |
|
RU2289535C2 |
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ИЗГОТОВЛЕННЫЙ ИЗ ЭТОГО МАТЕРИАЛА И ОБЛАДАЮЩИЙ ВЫСОКОЙ НЕПРОНИЦАЕМОСТЬЮ ДЛЯ ГАЗООБРАЗНОГО КИСЛОРОДА | 1996 |
|
RU2160670C2 |
| ЛАМИНИРОВАННЫЙ УПАКОВОЧНЫЙ МАТЕРИАЛ, СПОСОБ ИЗГОТОВЛЕНИЯ ЛАМИНИРОВАННОГО МАТЕРИАЛА И УПАКОВОЧНЫЙ КОНТЕЙНЕР, ПРОИЗВОДИМЫЙ ИЗ НЕГО | 1999 |
|
RU2202473C2 |
| . | |||

