Область изобретения
Изобретение относится к области колпачков, содержащих наружный металлический корпус из алюминиевого сплава и, в частности, винтовых колпачков, которые содержат внутреннюю резьбовую вставку, как правило, из пластического материала. Эти колпачки предназначены для закрывания емкостей, в основном стеклянных бутылок, содержащих алкогольные напитки и, в частности, вино или крепкие напитки.
Более конкретно, изобретение относится к способу изготовления этих колпачков, позволяющему получать текстурированный внешний вид на вершине или головке и гладкий или блестящий внешний вид на «вертикальной» стенке или юбке с наружной стороны колпачка.
Предпосылки изобретения
Закрывающие колпачки из алюминиевого сплава обычно изготавливают следующим образом:
- Штамповочный пресс формирует заготовки колпачков из полосы или листа, называемого также листовым прокатом, разрезаемого на заготовки, покрываемые лаком с двух сторон и обычно имеющие толщину от 0,15 до 0,25 мм без учета лака. В зависимости от высоты юбки (длина заготовки колпачка) может понадобиться от одного до трех проходов штамповки.
- Эти заготовки обезжиривают в сушильной камере при высокой температуре, как правило, от 180 до 210°С в течение от 3 до 5 минут, чтобы удалить штамповочную смазку.
- Затем их лакируют на всей их наружной поверхности и помещают в сушильную камеру, чтобы произвести отжиг лака.
- На этих лакированных заготовках выполняют печать на юбке, как правило, способом трафаретной печати, известным специалисту под названием «офсетного», и производят конечную сушку краски в сушильной камере.
- Наконец, наносят отделочный лак для предохранения печати, при этом упомянутый лак сушат посредством одного прохода в сушильной камере.
- Полученную таким образом заготовку снабжают прокладкой и/или внутренней пластиковой резьбовой вставкой.
Следует отметить, что все алюминиевые сплавы, о которых пойдет речь ниже, обозначаются, если только не указано иное, названиями, определенными Ассоциацией алюминиевой промышленности в регулярно издаваемых ею «Registration Record Series».
Поставленная задача
Все возрастающий интерес к эстетическим решениям подтолкнул заявителя к попытке использования полос из алюминиевого сплава, известных специалисту под названием «текстурированной» полосы или листа, то есть с рисунками в виде углублений или выпуклостей, как правило, но не исключительно состоящих из линий в одном или более направлениях, придающих шероховатость Ra, измеренную в соответствии со стандартом NF EN ISO 4287 и, как правило, превышающую 0,5 и даже 1,0 мкм, для штамповки заготовок колпачков.
Этот тип поверхности хорошо известен специалисту и описан, в частности, в публикациях патентных заявок WO 9731783 A1, WO 9508408 A1, US 5857373, EP 0273402 A1 или EP 0456162 А1, СА 2412980 А1, СА 2478648 А1, ЕР 1368140 А1 и т.д.
Однако, после штамповки, если качество текстуры остается практически неизменным на головке заготовки, оно намного ухудшается и становится неэстетичным на юбке, в частности, по причине деформации рисунка (или рисунков) текстуры во время упомянутой штамповки. Это становится препятствием для надлежащего использования текстурированного внешнего вида первоначального металла (специальные нюансы, получаемые при прокатке для придания текстурированного и/или радужного эффекта поверхности металла).
На сегодняшний день не известно ни одного надежного промышленного решения для производства колпачков, текстурированных либо полностью или на юбке и вершине, либо даже частично, либо только на вершине, по причине вышеупомянутой деградации юбки.
Изобретение, описанное в настоящем документе, призвано решить эту проблему и предложить способ, позволяющий сохранить первоначальный текстурированный внешний вид на всей поверхности головки заготовки и получить гладкий или блестящий внешний вид на всей высоте юбки, и причем в промышленно экономичных условиях для рынка колпачков бутылок для напитков.
Сущность изобретения
Объектом изобретения является способ изготовления металлических колпачков, включающий в себя:
а) подачу полосы или листа из алюминиевого сплава, известных специалисту под названием «текстурированной» полосы или листа, то есть с рисунками в виде углублений или выпуклостей, как правило, но не исключительно линий в одном или более направлениях, придающих шероховатость Ra, измеренную в соответствии со стандартом NF EN ISO 4287 и, как правило, превышающую 0,5 или даже 1,0 мкм, для штамповки обычно покрытых на по меньшей мере одной из своих сторон, как правило на стороне, предназначенной быть внутренней поверхностью колпачка, слоем поддающегося штамповке лака, то есть не претерпевающего никакого разрушения во время штамповки,
b) первую операцию разрезания на диски, называемые заготовками,
c) этап штамповки и вырезания за один или более проходов анизотропических углов из упомянутого металла заготовки, как правило, при помощи штамповочной смазки, с получением штампованной заготовки, содержащей головку и юбку, обычно осесимметричной в осевом направлении,
d) этап термического обезжиривания упомянутой штампованной заготовки, как правило, при температуре 180-210°С в течение от 3 до 5минут, или химического обезжиривания в щелочной среде, обычно предназначенный для удаления остатков смазки, с получением обезжиренной заготовки, которая при необходимости может быть покрыта лаком,
e) необязательный этап покрытия защитным и/или декоративным лаком,
отличающийся тем, что после и, возможно, непосредственно за этапом штамповки он содержит по меньшей мере один этап вытяжки, состоящий в пропускании штампованной заготовки через по меньшей мере одну кольцевую матрицу для удлинения и утонения металла.
Как правило, заготовка имеет толщину от 0,15 до 0,25 мм без учета лака.
Согласно наиболее общему варианту коэффициент вытяжки (1 - конечная толщина/первоначальная толщина листа или полосы) превышает или равен 2,5%.
Согласно предпочтительному варианту этот коэффициент вытяжки меньше или равен 30%.
Согласно частному варианту осуществления перед штамповкой лаком покрывают только сторону, предназначенную быть внутренней поверхностью колпачка, а сторону, предназначенную быть наружной поверхностью колпачка, покрывают лаком только после этапа обезжиривания.
Согласно другому варианту обе стороны, предназначенные быть внутренней и наружной поверхностями колпачка, покрывают лаком перед штамповкой.
Предпочтительно смазка, используемая для штамповки, является летучей и удаляемой посредством нагрева.
Это же относится и к смазке, используемой для вытяжки, которая предпочтительно является летучей и удаляемой посредством нагрева, как правило, в печи непрерывного действия или в сушильной камере.
Кроме того, для обоих этапов штамповки и вытяжки можно использовать одинаковую смазку.
Предпочтительно этапы штамповки и вытяжки сведены в два связанных этапа, то есть без другого промежуточного этапа, и предпочтительно их осуществляют посредством одного и того же хода пресса.
Наконец, алюминиевый сплав может быть, хотя и не исключительно, сплавом типа АА3105 или типа АА8011.
Объектом изобретения является также металлический колпачок, изготовленный способом, имеющим один из вышеупомянутых признаков, и отличающийся тем, что он имеет так называемый «текстурированный» внешний вид на всей поверхности головки или вершины и гладкий или блестящий внешний вид на всей высоте юбки или стенки.
Описание фигур
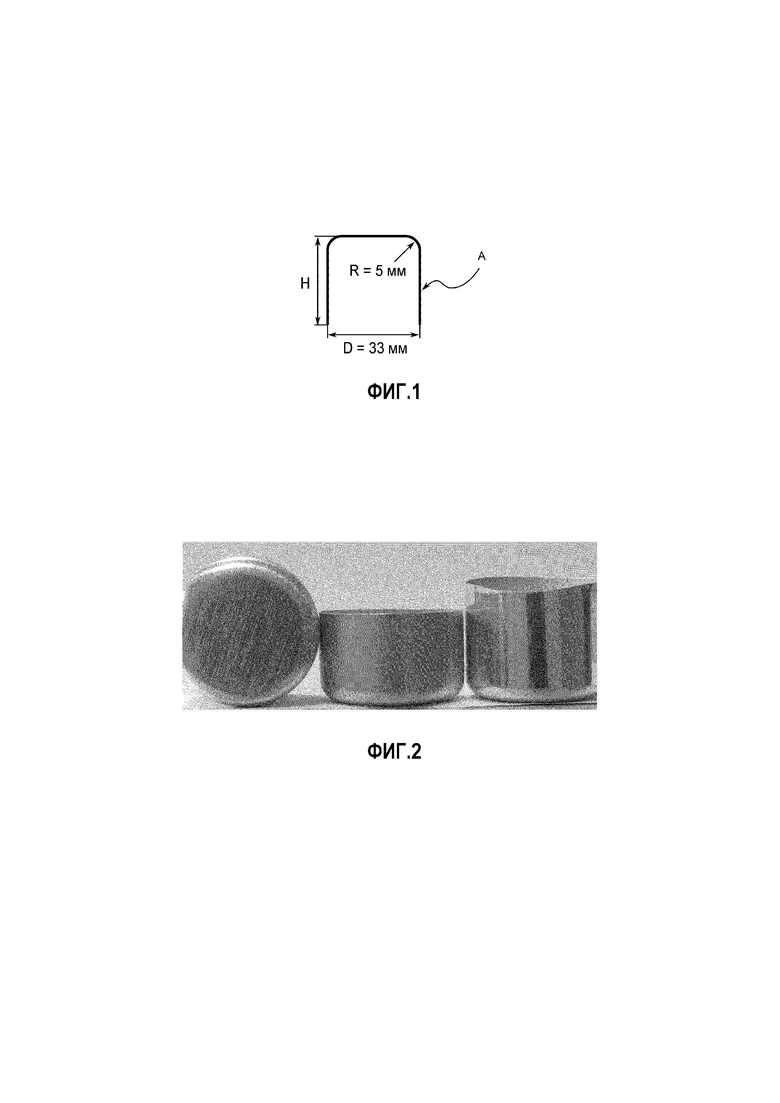
Фиг. 1 - схематичное сечение колпачка, использованного для испытаний. Его диаметр равен 33 мм, его высота Н равна 24 мм после штамповки и 20 мм после вырезания анизотропических углов и, наконец, 28 мм после вытяжки, при этом его вершина или головка или «верхняя часть» является плоской и соединена с юбкой или вертикальной стенкой А с радиусом R 5 мм.
Фиг. 2 - слева направо: вершина колпачка, текстурированного с помощью рисунков из параллельных линий после штамповки и вытяжки в соответствии с изобретением, изображение юбки этого же колпачка после штамповки и, наконец, изображение юбки этого же колпачка после штамповки и вытяжки, в которой текстурированный вид пропал, и вместо него появился гладкий или блестящий вид.
Фиг. 3 - слева направо: вершина колпачка, текстурированного в виде рисунков из перпендикулярных линий после штамповки и вытяжки согласно изобретению, изображение юбки этого же колпачка после штамповки и, наконец, изображение юбки этого же колпачка после штамповки вытяжки, в которой текстурированный вид пропал, и вместо него появился гладкий или блестящий вид.
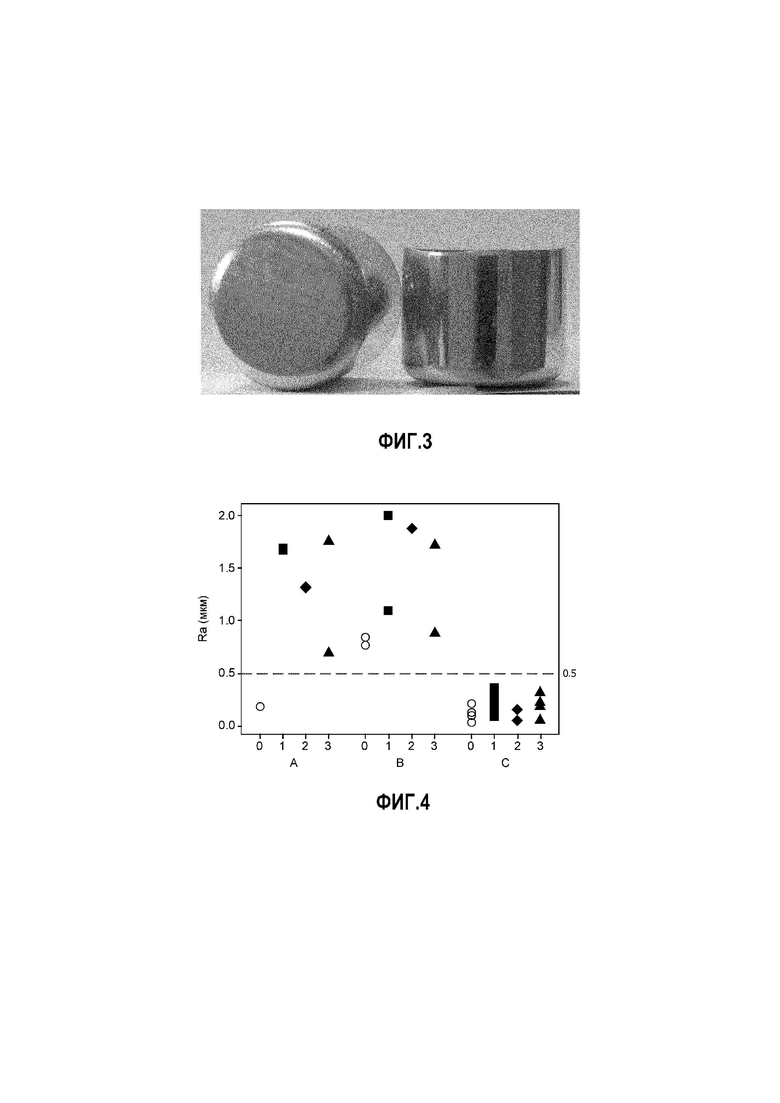
Фиг. 4 представляет шероховатость Ra в микронах, измеренную в направлении длины сверху вниз стенки, для:
Исходных листов или листового проката, обозначенных А, блестящих или гладких (отметка 0) и текстурированных в виде различных рисунков 1, 2 или 3,
Только штампованных колпачков, обозначенных В, полученных из предыдущих листов 0, 1, 2 и 3, при этом измерение произведено на юбке сверху вниз стенки,
Штампованных и вытянутых колпачков, обозначенных С, тоже полученных из листов и предыдущих колпачков В, обозначенных 0, 1 и 2, при этом измерение тоже произведено на юбке на расстоянии 15 мм от головки колпачка.
Описание изобретения
Как было указано выше, в силу роста интереса на рынке к эстетичным, но экономичным колпачкам, то есть имеющих стоимость, совместимую с требованиями рынка бутылок для напитков, а не рынка косметических средств, заявитель решил попробовать использовать полосы из алюминиевого сплава, известные специалисту под названием «текстурированной» полосы или листа, то есть имеющих рисунки в виде углублений или выпуклостей, как правило, но не исключительно, линий в одном или более направлениях, придающих шероховатость Ra, измеренную в соответствии со стандартом NF EN ISO 4287 и, как правило, превышающую 0,5 и даже 1,0 мкм, для штамповки заготовок колпачков.
Однако по завершении штамповки заявитель обнаружил, что, если качество текстуры остается практически неизменным на головке или вершине заготовки, оно сильно ухудшается и становится неэстетичным на юбке по причине деформации рисунка (или рисунков) текстуры во время упомянутой штамповки, не считая того, что эта юбка имела более или менее матовый вид.
Одновременно, заявитель предпринял программу уменьшения толщины упомянутых колпачков, чтобы свести к минимуму количество используемого металла. Таким образом, он пришел к выводу о необходимости дополнительного прохода вытяжки после классической штамповки в один или более проходов, которые приводят к неравномерной толщине юбки, которую можно оптимизировать в минимальном значении.
Этот тип вытяжки, известный также под названием «калибровки», не применяют в области колпачков и до настоящего времени применяли только в области банок или бутылок для напитков.
Во время испытаний на так называемом «текстурированном» металле заявитель неожиданно установил, что упомянутая текстура сохранилась на головке или вершине колпачка, но полностью пропала после упомянутого этапа на стенке или юбке, тогда как вышеупомянутый «матовый» вид улучшился до гладкого или блестящего вида.
Таким образом, изобретение имеет несколько преимуществ: толщина юбки становится равномерной на всей ее высоте при уменьшении количества применяемого материала, появляется возможность изготовления более высоких колпачков без увеличения количества материала, и, наконец, они становятся более эстетичными с текстурированным внешним видом на вершине или головке и гладким или блестящим внешним видом на юбке или стенке колпачка.
Минимальный коэффициент вытяжки оправдан тем, что он должен как минимум довести толщину всей юбки практически равномерно до значения минимальной толщины, полученной локально после штамповки (то есть 0,203 мм в случае, показанном на фиг. 1). Эта толщина зависит от условий штамповки (шероховатость инструмента, зазор, давление листодержателя, смазка). Как правило, считается, что этот минимальный коэффициент равен 2,5 и даже 3%.
Максимальный коэффициент вытяжки связан с пределом способности к вытяжке до разрыва, характерным для вытяжки, который не должен быть превышен при вытяжке или калибровке низа юбки, то есть самой толстой зоны (0,236 мм согласно фиг. 1). Его значение «зазорmax» получают по формуле (1-зазорmax)/(1-LIR)=emax/einit), где LIR является пределом способности металла к вытяжке, emax является максимальной толщиной низа юбки (0,236 мм согласно фиг. 1), и einit является первоначальной толщиной листа (0.210мм в случае, соответствующем фиг. 1).
В случае сплава типа АА3104 или 3105 промышленно допустимым пределом способности к вытяжке является 40%. При этом получают максимальный коэффициент вытяжки практически 30%.
Изобретение будет более понятно из нижеследующих примеров, которые вовсе не являются ограничительными.
Примеры вариантов осуществления
Этап штамповки
Металлические полосы из сплава типа АА8011, известные специалисту под названием «текстурированных», с шероховатостью Ra от 0,5 мкм до 2,0 мкм и толщиной 0,210 мм (без лака) были разрезаны по размеру 210×75 мм.
Первый проход штамповки был осуществлен на этих заготовках без лака при помощи инструментов со следующими характеристиками:
Диаметр вырубного кольца: 64 мм, диаметр пуансона: 33 мм, радиус пуансона: 5 мм, то есть степень вытяжки при штамповке Re=∅ заготовки/∅ пуансона=1,94.
Диаметр матрицы равен 33,68 мм, а ее радиус равен 2,5 мм.
Шероховатость поверхности матрицы, входящей в контакт с металлом, равна Ra=0,2.
Использовали смазку известного типа под названием «KLÜBERFOOD NHI 16-180».
Давление листодержателя было отрегулировано таким образом, чтобы получить чашечку без складки.
Этот этап позволил изготовить чашечки или колпачки, схематично показанные в поперечном сечении на фиг. 1 и обозначенные В на фиг. 4.
Этап вытяжки
Второй проход, то есть проход вытяжки был осуществлен на чашечках, предварительно отштампованных на вышеупомянутом этапе 1, при помощи инструментов со следующими характеристиками:
Диаметр пуансона: 33 мм
Диаметр кольцевой матрицы при коэффициенте вытяжки 28,6%: 33,30 мм.
Диаметр кольцевых матриц соответствует отрицательному зазору по отношению к первоначальной толщине (в данном случае толщина металла=0,210 мм) металла между диаметрами пуансона и матрицы, и его вычисляют следующим образом:
∅ кольцевой матрицы=∅ пуансона+(2 х толщина металла х (1 - зазор%)), при этом зазор% является коэффициентом вытяжки, в данном случае 28,6%, то есть 0,286.
Была успешно использована такая же смазка, что и для этапа штамповки, то есть «KLÜBERFOOD NHI 16-180», как в чистом виде, так и разбавленная водой до 80%.
Этот этап позволил изготовить штампованные и вытянутые колпачки в соответствии с изобретением, обозначенные С на фиг.4.
Результаты испытаний:
Для количественного определения критерия, которым является блеск, использовали шероховатость Ra поверхности, которая становится более блестящей, когда она является более гладкой, и, соответственно, обратно пропорциональна шероховатости.
Шероховатость штампованного и вытянутого колпачка в соответствии с изобретением сравнили с шероховатостью только штампованного колпачка (согласно известному решению) и, наконец, с первоначальной шероховатостью металла на исходной плоской полосе или листе или листовом прокате до придания формы колпачка.
Шероховатость измерили на плоском листовом прокате и на стенке или юбке колпачков сверху вниз юбки.
При этом используют следующие обозначения:
А: плоский листовой прокат,
В: штампованный колпачок,
С: штампованный и затем вытянутый колпачок в соответствии с изобретением.
Что касается состояния поверхности:
0 при отсутствии текстуры, то есть блестящая или гладкая поверхность,
1 и 2 для текстуры в виде параллельных линий, и 3 для двух групп параллельных линий, пересекающихся под 90°. На фиг. 2 в центре показан штампованный колпачок, и с двух сторон от него два штампованных и затем вытянутых колпачка с текстурой 2.
На фиг. 4 приведено сравнение значений шероховатости плоского листового проката А со стенками или юбками известных колпачков А и колпачков С в соответствии с изобретением.
На фигуре ясно видно, что изобретение позволяет уменьшить в 2-8 раз шероховатость стенки.
При сравнении между колпачками (А, В) и (С, D) видно, что на верхней части (вершине) колпачка шероховатость не изменилась, то есть изобретение не меняет блеск верха колпачка. Она превышает первоначальную шероховатость блестящего металла, но остается ниже шероховатости необработанного металла после прокатки типа металла, называемого «Mill Finish».
Это наглядно показывает преимущество использования в качестве исходного листа блестящего металла, чтобы воспользоваться первоначальным блеском на верхней части колпачка и получить после вытяжки улучшенный блеск всего колпачка, включая юбку или стенку.
Кроме того, эти результаты являются идентичными для всех обычных критериев измерения шероховатости 2D или 3D (например, Rz или Sk).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛЕСТЯЩИХ МЕТАЛЛИЧЕСКИХ УКУПОРОЧНЫХ КОЛПАЧКОВ | 2014 |
|
RU2679670C1 |
| ТЕКСТУРИРОВАННЫЙ РАБОЧИЙ ВАЛОК ДЛЯ МЕТАЛЛИЧЕСКОЙ ОСНОВЫ | 2016 |
|
RU2705831C1 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ ВЫТЯЖКИ И ПРАВКИ СТЕНКИ ПРИ ИЗГОТОВЛЕНИИ АЛЮМИНИЕВЫХ ЕМКОСТЕЙ | 2016 |
|
RU2720272C2 |
| ДЕТАЛЬ ОБШИВКИ АВТОМОБИЛЬНОГО КУЗОВА ИЗ ЛИСТА СПЛАВА Al-Si-Mg, ПРИКРЕПЛЕННАЯ К СТАЛЬНОЙ КОНСТРУКЦИИ | 2004 |
|
RU2336192C2 |
| УСТРОЙСТВО И СПОСОБ ДЛЯ ПРОКАТКИ МЕТАЛЛА | 2015 |
|
RU2693246C2 |
| КОНТЕЙНЕРЫ, ИЗГОТОВЛЕННЫЕ ИЗ ПЕРЕРАБОТАННОГО АЛЮМИНИЕВОГО ЛОМА МЕТОДОМ УДАРНОГО ПРЕССОВАНИЯ | 2012 |
|
RU2593799C2 |
| ЛИСТ ИЗ АЛЮМИНИЕВОГО СПЛАВА ДЛЯ МЕТАЛЛИЧЕСКИХ БУТЫЛОК ИЛИ АЭРОЗОЛЬНЫХ БАЛЛОНОВ | 2014 |
|
RU2668357C2 |
| Способ изготовления поршня с нирезистовой вставкой методом изотермической штамповки и литьем под давлением | 2023 |
|
RU2806416C1 |
| ПЛОСКИЙ ПРОКАТ ИЗ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА, ПРИМЕНЕНИЕ ПЛОСКОГО ПРОКАТА, ВАЛОК И СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОГО ПРОКАТА | 2013 |
|
RU2637733C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ТЕКСТУРИРОВАННОГО ПОКРЫТИЯ | 2018 |
|
RU2740867C1 |
Изобретение относится к области обработки металлов давлением. Способ изготовления металлических колпачков включает подачу текстурированных полосы или листа из алюминиевого сплава, покрытых слоем штамповочного лака. Разрезают на диски, называемые заготовками. Штампуют и вырезают за один или более проходов анизотропных углов из металла заготовки с использованием штамповочной смазки с получением штампованной заготовки с головкой и юбкой. Обезжиривают штампованную заготовку для удаления остатков смазки с получением обезжиренной заготовки. Осуществляют этап вытяжки, на котором пропускают штампованную заготовку через кольцевую матрицу для удлинения и утонения металла. Изобретение также относится к металлическому колпачку, производимому таким способом. Техническим результатом изобретения является сохранение текстурированного внешнего вида на всей поверхности головки колпачка и получение гладкого или блестящего внешнего вида на всей высоте юбки или стенки колпачка. 2 н. и 13 з.п. ф-лы, 4 ил., 1 пр.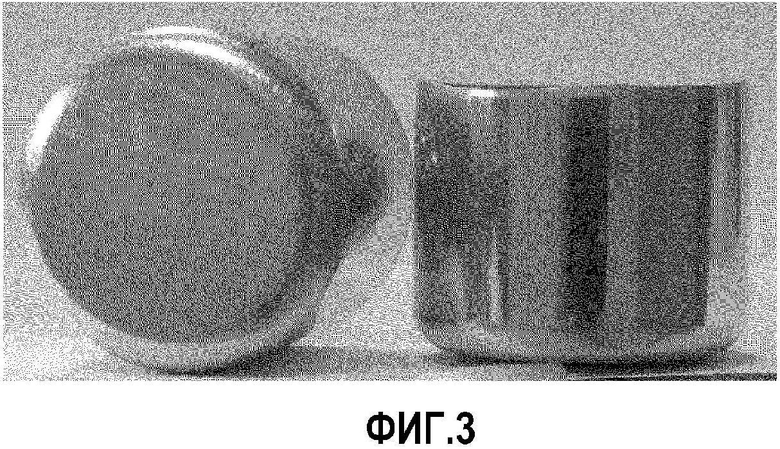
1. Способ изготовления металлических колпачков, включающий:
а) подачу текстурированных полосы или листа из алюминиевого сплава, покрытых на стороне для внутренней поверхности колпачка слоем поддающегося штамповке лака,
b) первую операцию разрезания на диски, называемые заготовками,
c) этап штамповки и вырезания за один или более проходов анизотропных углов из металла упомянутой заготовки с использованием штамповочной смазки с получением штампованной заготовки, содержащей головку и юбку,
d) этап обезжиривания упомянутой штампованной заготовки для удаления остатков смазки с получением обезжиренной заготовки,
отличающийся тем, что после этапа штамповки осуществляют по меньшей мере один этап вытяжки, на котором пропускают штампованную заготовку через по меньшей мере одну кольцевую матрицу для удлинения и утонения металла.
2. Способ по п. 1, отличающийся тем, что заготовка имеет толщину от 0,15 до 0,25 мм без лака.
3. Способ по п. 1 или 2, отличающийся тем, что коэффициент вытяжки (1 - конечная толщина/первоначальная толщина) превышает или равен 2,5%.
4. Способ по любому из пп. 1-3, отличающийся тем, что коэффициент вытяжки меньше или равен 30%.
5. Способ по любому из пп. 1-4, отличающийся тем, что перед штамповкой лаком покрывают только сторону для внутренней поверхности колпачка, а сторону для наружной поверхности колпачка покрывают лаком только после этапа обезжиривания.
6. Способ по любому из пп. 1-4, отличающийся тем, что обе стороны для внутренней и наружной поверхностей колпачка покрывают лаком перед штамповкой.
7. Способ по любому из пп. 1-6, отличающийся тем, что смазка, используемая для штамповки, является летучей и удаляемой посредством нагрева.
8. Способ по любому из пп. 1-7, отличающийся тем, что смазка, используемая для вытяжки, является летучей и удаляемой посредством нагрева.
9. Способ по любому из пп. 1-8, отличающийся тем, что для обоих этапов штамповки и вытяжки используют одинаковую смазку.
10. Способ по любому из пп. 1-9, отличающийся тем, что этапы штамповки и вытяжки сведены в два связанных этапа, без включения другого промежуточного этапа.
11. Способ по любому из пп. 1-10, отличающийся тем, что этапы штамповки и вытяжки осуществляют посредством одного и того же хода пресса.
12. Способ по любому из пп. 1-11, отличающийся тем, что алюминиевый сплав является сплавом типа АА3105.
13. Способ по любому из пп. 1-11, отличающийся тем, что алюминиевый сплав является сплавом типа АА8011.
14. Способ по п. 1, отличающийся тем, что осуществляют этап е) этап нанесения защитного и/или декоративного лака на упомянутую штампованную заготовку.
15. Металлический колпачок, изготовленный способом по любому из пп. 1-14, характеризующийся тем, что он имеет текстурированный внешний вид в виде углублений и выпуклостей, придающих шероховатость Ra, превышающую 0,5 или 1,0 мкм на всей поверхности головки, и гладкий или блестящий внешний вид с шероховатостью Ra менее 0,5 мкм на всей юбке.
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ ИЗДЕЛИЙ | 2009 |
|
RU2418646C1 |
| EP 1304217 A2, 23.04.2003. | |||

