Настоящее изобретение относится к устройству и способу сращивания по существу плоского непрерывного материала. В особенности, оно относится к устройству и способу сращивания по существу плоского непрерывного материала, применяемого в изготовлении курительных изделий.
В изделиях, генерирующих аэрозоль или их компонентах, например, штранги фильтра или табачные штранги, могут быть изготовлены по меньшей мере частично из по существу плоского непрерывного материала, такого как бумага, табачное или пластмассовое полотно. По причине специальных материалов, применяемых для производства данных штрангов, некоторые этапы обработки на линии обработки не допускают традиционных способов соединения двух последовательных полотен. Например, соединительный материал, такой как клей, может влиять на вкус конечного продукта. Обмотка лентой или соединение скобами не является эффективным или добавляет дополнительный материал к полотнам, что может привести к закупориванию машины, например, во время процесса образования воронок или гофрирования соединенных полотен.
Таким образом, существует потребность в устройстве и способе сращивания по существу плоского непрерывного материала. В особенности, существует потребность в устройстве и способе сращивания по существу плоского непрерывного материала, причем по существу плоский непрерывный материал может быть применен в производстве изделий, генерирующих аэрозоль, или курительных изделий.
Согласно первому аспекту настоящего изобретения предусмотрено устройство для сращивания по существу плоского непрерывного материала. Устройство содержит блок транспортировки для транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала к месту сращивания. Блок транспортировки приспособлен для транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала параллельно друг с другом с образованием перекрывающейся части первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала в месте сращивания. Устройство дополнительно содержит блок приложения давления, расположенный в месте сращивания, приспособленный для приложения механического импульса к по меньшей мере части указанной перекрывающейся части первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, тем самым по меньшей мере частично соединяя первый по существу плоский непрерывный материал со вторым по существу плоским непрерывным материалом, тем самым получая соединенный по существу плоский непрерывный материал. Предпочтительно, некоторые варианты осуществления устройства также включают элемент управления транспортировкой для прерывания транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, когда перекрывающаяся часть находится в месте сращивания. Таким образом, сращивание может быть осуществлено при неподвижности первого и второго непрерывного материала, подлежащего соединению. С помощью элемента управления транспортировкой может быть инициирована дополнительная транспортировка первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала после получения соединенного по существу плоского непрерывного материала. Предпочтительно, такой дополнительной транспортировкой управляют посредством управления профилем скоростей. Предпочтительно, скорость медленно, предпочтительно постоянно, повышают до конечной скорости транспортировки. Посредством управления профилем скоростей можно предотвращать или удерживать на минимальном уровне избыточное протягивание непрерывного материала, тем самым предотвращая или снижая риск разрыва соединенного непрерывного материала.
Механическое ударное воздействие, приложенное к по существу плоским непрерывным материалам, к по меньшей мере части перекрывающейся части, создает прочное соединение между двумя полотнами. Посредством процесса сращивания материалы соединяют друг с другом и могут создавать соединение с геометрическим замыканием, или химическое соединение, или комбинацию соединения с геометрическим замыканием и химического соединения. Соединение может, например, быть создано посредством частичного или полного плавления материала по меньшей мере в частях области механического ударного воздействия.
Величина приложенного усилия может быть приспособлена для достижения соединения плоских материалов и может варьироваться в зависимости от механических или физических характеристик по существу плоских непрерывных материалов. Согласно некоторым вариантам осуществления устройства согласно изобретению блок приложения давления приспособлен для приложения механического ударного воздействия с усилием в диапазоне от приблизительно 100 ньютон до приблизительно 600 ньютон, предпочтительно выше 300 ньютон, например, 450 ньютон. Кроме того, давление, приложенное к непрерывным полотнам, зависит от площади поверхности блока приложения давления, которая входит в контакт с непрерывными полотнами. Предпочтительно, площадь поверхности составляет от приблизительно 1 квадратного сантиметра до приблизительно 200 квадратных сантиметров, предпочтительно, от приблизительно 2 квадратных сантиметров до приблизительно 100 квадратных сантиметров, более предпочтительно, от приблизительно 4 квадратных сантиметров до приблизительно 50 квадратных сантиметров.
Продолжительность времени механического ударного воздействия может быть в диапазоне нескольких сотен миллисекунд. Предпочтительно, продолжительность времени механического ударного воздействия находится в диапазоне от приблизительно 100 миллисекунд до приблизительно 500 миллисекунд, более предпочтительно, в диапазоне от 200 миллисекунд до 400 миллисекунд, например, 350 миллисекунд.
Механические ударные воздействия в данных величинах и диапазонах продолжительности, приложенные к двум перекрывающимся плоским материалам, таким как листы, обеспечивают устойчивые и прочные соединения между листами, как правило, применяемыми в изготовлении курительных изделий или изделий, генерирующих аэрозоль. Приложенное механическое ударное воздействие может приводить к появлению тепла. Полученное таким образом тепло может по меньшей мере частично плавить по существу плоский непрерывный материал и, тем самым, поддерживать процесс сращивания. Тепло может быть также обеспечено внешним источником тепла для поддержки процесса сращивания. В некоторых вариантах осуществления устройства согласно настоящему изобретению устройство содержит блок нагревания для нагревания по меньшей мере части блока приложения давления, предпочтительно кромки молота или частей кромки молота, с которой материал входит в контакт при сращивании.
Усилия в упомянутом диапазоне мощностей могут, в особенности, быть приложены без разрыва полотен при сращивании. Однако специалисту в данной области техники будет понятно, что минимальное или максимальное приложенное механическое ударное воздействие может зависеть от по существу плоского непрерывного материала, подлежащего сращиванию, и может, таким образом, быть приспособлено к, например, толщине или жесткости по существу плоского непрерывного материала.
Блок приложения давления может, например, быть выполнен в виде молота, ударяющего об наковальню, расположенную напротив молота, на другой стороне полотна по существу плоского непрерывного материала. Блок приложения давления оказывает действие на по существу плоский непрерывный материал, в то время как по существу плоский непрерывный материал является предпочтительно неподвижным в месте сращивания по меньшей мере в течение этапа соединения. Когда по существу плоский непрерывный материал является неподвижным, и, предпочтительно, блок приложения давления является неподвижным (неподвижным с точки зрения направления движения по существу плоского непрерывного материала), преимущественно можно избежать усилий сдвига во время процесса сращивания. Это является преимущественным, поскольку в ином случае усилия сдвига могут смещать или повреждать по существу плоский непрерывный материал, в частности, при протягивании материала в направлении движения во время операции сращивания.
Перекрывающаяся часть, как применяется в данном документе, представляет собой часть плоского материала, где концевая часть предшествующего первого по существу плоского непрерывного материала и головная часть последующего второго по существу плоского непрерывного материала перекрываются, то есть лежат поверх друг друга или также расположены перекрывающимся образом друг за другом (в зависимости от ориентации материала полотна в устройстве). Причем концевая часть и головная часть непрерывного материала видны в продольном направлении, соответствующем направлению транспортировки материалов. Предпочтительно, два непрерывных материала, подлежащих сращиванию, имеют одинаковую ширину. Предпочтительно, два непрерывных материала выравнены относительно их продольной средней оси. В таком предпочтительном варианте осуществления перекрывающаяся часть имеет такую же ширину, как ширина отдельных материалов. Продольная протяженность перекрывающейся части предварительно определена для обеспечения надежного сращивания материалов. Предпочтительно, продольная протяженность перекрывающейся части приспособлена к материалу, подлежащему сращиванию, и механическому ударному воздействию, соединение материалов. Предпочтительно, продольная протяженность перекрывающейся части сохранена малой. Продольная протяженность перекрывающейся части может, например, составлять приблизительно по меньшей мере в 2,5 раза больше ширины кромки молота (причем ширина кромки молота проходит в направлении транспортировки материала), воздействуя на материал при механическом ударном воздействии. Таким образом, отходы можно сохранять на минимальном уровне, если перекрывающаяся часть последовательно удаляется из продукта.
В устройстве согласно настоящему изобретению первый по существу плоский непрерывный материал, например, применен в производстве бесконечного стержня гофрированного или собранного или гофрированного и собранного по существу плоского непрерывного материала. Если по существу плоский непрерывный материал или катушка, на которую намотан по существу плоский непрерывный материал, соответственно, заканчиваются, второй по существу плоский непрерывный материал может быть подан в устройство. Затем данный второй по существу плоский непрерывный материал транспортируется блоком транспортировки для перекрывания первым по существу плоским непрерывным материалом и транспортируется к месту сращивания. После соединения двух по существу плоских непрерывных материалов производство бесконечного стержня по существу плоского непрерывного материала моет быть продолжено с соединяемым в настоящее время по существу плоским непрерывным материалом и предпочтительно без прерывания и на той же скорости.
С помощью устройства согласно настоящему изобретению может быть предусмотрено прочное соединение без добавок или дополнительного материала, что может повлиять на вкус генератора аэрозоля, в котором применен материал. Приложенное механическое ударное воздействие к по существу плоским непрерывным материалам, по меньшей мере к части перекрывающейся части, предусматривает соединение двух материалов и, таким образом, соединение между двумя по существу плоскими непрерывными материалами, по существу соответствующими прочности одного по существу плоского непрерывного материала.
Кроме того, может быть предусмотрено соединение, которое не оказывает или оказывает лишь ограниченный эффект на процессы, следующие за процессом сращивания на линии обработки листа. Такие последующие процессы могут, например, представлять собой последующий процесс конгревного тиснения или процесс формирования стержня. С помощью устройства согласно настоящему изобретению линию обработки можно непрерывно эксплуатировать при высокой скорости с непрерывным постоянным качеством изготавливаемого продукта. Кроме того, любые возможно производимые отходы можно сохранять на минимальном уровне.
По существу плоский непрерывный материал, как применено в данном документе, может представлять собой полотно материала, такого как бумага, табак, или пластмассовое полотно, или металлическую фольгу, которая может быть применена в изготовлении курительных изделий. Предпочтительно, по существу плоский непрерывный материал представляет собой непрерывный лист из полимолочной кислоты или табачный лист. По существу плоский непрерывный материал может быть предварительно обработан. Предварительная обработка может, например, представлять собой гофрирование, или конгревное тиснение, или оба.
Согласно аспекту устройства согласно изобретению блок приложения давления содержит кромку молота, которая расположена поперечно к направлению движения блока транспортировки. Направление, поперечное направлению движения, отклоняется от направления, перпендикулярного направлению движения, на угол сращивания. Угол сращивания может быть в диапазоне от приблизительно 10 градусов до приблизительно 60 градусов, предпочтительно от приблизительно 15 градусов до приблизительно 45 градусов, например, 40 градусов. То есть кромка молота расположена не перпендикулярно к направлению движения, а слегка наклонно относительно данного точного перпендикулярного направления. Предпочтительно, кромка молота имеет охват протяженности по меньшей мере по части или всей ширине по существу плоского непрерывного материала, подлежащего сращиванию, или перекрывающейся части по существу плоских непрерывных материалов, соответственно. Однако нет необходимости в непрерывном прохождении кромки молота по всей ширине непрерывного материала для обеспечения надежного сращивания двух материалов полотна. Например, кромка молота может также проходить по каждой из боковых сторон непрерывного материала или обеспечивать прерывистую линию сращивания по ширине непрерывного материала.
Посредством объединения двух листов материал становится толще в месте перекрывания двух листов. Кроме того, может быть создана дополнительная неровность или поперечная неровность посредством механического ударного воздействия, воздействующего на перекрывающуюся часть. Неровность может, в основном, исполнять роль ограничителя скорости для валиков, например, приводных валиков или гофрирующих валиков, вдоль которых направлен материал. Однако неправильное направление по существу плоского непрерывного материала может повреждать материал или приводить к расположению или протягиванию листа наклонно относительно направления транспортировки. Неправильное гофрирование может приводить к неправильному формированию стержня и, таким образом, ограничивать воспроизводимость характеристик стержня. Посредством расположения кромки молота под углом относительно направления транспортировки и, таким образом, приложения механического ударного воздействия под углом относительно направления движения по существу плоских непрерывных материалов, расположенный по ходу движения валик или пара валиков не встретятся с неровностью по всей ширине по существу плоского непрерывного материала или валиков, соответственно, по той же причине. Как правило, валик или пара валиков расположены перпендикулярно направлению транспортировки по существу плоского непрерывного материала. Валик будет встречаться с неровностью только в одном, возможно нескольких, местах, распределенных по ширине валика. Например, кромка молота может представлять собой линейную кромку, проходящую по части или всей ширине по существу плоского непрерывного материала. Линия сращивания, получаемая кромкой молота, затем будет проходить наклонно по ширине по существу плоского непрерывного материала. Таким образом, валик, проходящий через по существу плоский непрерывный материал, будет встречаться с одним концом линии разрезания и будет последовательно ровно и непрерывно крутиться по линии сращивания.
Кромка молота может быть выполнена конгревным тиснением в виде непрерывной кромки. Альтернативно, кромка молота может быть выполнена конгревным тиснением в виде нескольких секций кромки. Предпочтительно, секции кромки из таких нескольких секций кромки молота расположены в линию, разделенную на предварительно определенные расстояния.
Кромка молота может иметь по существу прямоугольную ударную поверхность или комбинацию по существу прямоугольных ударных поверхностей. Альтернативно, ударная поверхность может иметь различные формы, такие как овальная или треугольная. Предпочтительно, ударная поверхность имеет форму без острых углов. Предпочтительно, любой угол имеет по меньшей мере радиус 0,5 мм. Предпочтительно, вершина треугольника расположена в центре по существу плоского непрерывного материала. Таким образом, две наклонно расположенные линии сращивания могут быть получены в по существу плоском непрерывном материале при объединении двух по существу плоских непрерывных материалов. Валик будет сначала встречаться с вершиной треугольника и затем непрерывно крутиться по двум линиям сращивания.
Предпочтительно, угол между поперечным направлением кромки молота и перпендикулярным направлением является малым. Это может быть сделано, чтобы ограничить продольную протяженность или длину соединенной части, например, продольную протяженность линии сращивания. Посредством ограничения длины соединенной части можно также сохранять длину перекрывающейся части малой. Таким образом, затраты можно сохранять на минимальном уровне, если перекрывающаяся часть удаляется из продукта.
Согласно дополнительному аспекту устройства согласно изобретению система транспортировки содержит ленточный конвейер. По существу плоский непрерывный материал может быть расположен на ленточном конвейере и направлен ленточным конвейером к блоку приложения давления и через него и дополнительно на линию обработки. Ленточный конвейер может представлять собой вакуумную ленту, где всасывание приложено к ленте. Всасывание, например, приложено к отверстиям, расположенным в ленте. Всасывание может поддерживать удержание по существу плоского непрерывного материала относительно ленты. Это, в особенности, является значимым, когда применены световые материалы или для компенсации сил гравитации, воздействующих на по существу плоский непрерывный материал. Второй по существу плоский непрерывный материал может транспортироваться посредством второго ленточного конвейера к первому по существу плоскому непрерывному материалу в месте сращивания или вверх по потоку относительно места сращивания. Материал ленточного конвейера может быть приспособлен для оптимизации транспортировки по существу плоского непрерывного материала. Материал ленты может, например, быть приспособлен для уменьшения электростатического заряда по существу плоского непрерывного материала или прилипания по существу плоского непрерывного материала к ленточному конвейеру. Ленты ленточных конвейеров могут, например, быть выполненными из полиуретана или содержать его.
Предпочтительно, только два непрерывных материала, подлежащих сращиванию, расположены между молотом и наковальней блока приложения давления для оптимизации процесса сращивания. Однако, если элементы транспортировки системы транспортировки, такие как, например конвейерная лента, применены для транспортировки непрерывных материалов, такая конвейерная лента может также быть представлена в зоне соединения. То есть конвейерная лента может также быть расположена между молотом и наковальней. Материал для конвейерной ленты соответственно выбран для механических ударных воздействий. По причине непрерывной транспортировки конвейерной ленты механическое ударное воздействие приложено к различным местам конвейерной ленты, так что механический износ может быть сохранен на минимальном уровне.
Ленточный конвейер может быть расположен за пределами по меньшей мере части перекрывающейся части первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала в месте сращивания, при этом в по меньшей мере этой части блок приложения давления приспособлен для приложения к ней механического ударного воздействия. Конвейерная лента системы транспортировки может быть смещена в сторону от кромки молота, например, находиться за пределами зоны соединения. Таким образом, блок приложения давления или одна или несколько кромок молота такого блока приложения давления не прилагают механическое ударное воздействие к конвейерной ленте, а только к перекрывающимся непрерывным материалам. Конвейерная лента может, например, быть расположена между двумя кромками молота.
Согласно другому аспекту устройства согласно изобретению система транспортировки содержит блок поддержки транспортировки, приспособленный для обеспечения газового потока. Предпочтительно, газовый поток направлен в направлении движения по существу плоского непрерывного материала и применен для направления первого по существу плоского непрерывного материала, или второго по существу плоского непрерывного материала, или обоих по существу плоских непрерывных материалов в направлении движения. Газовый поток может также быть применен для охлаждения по существу плоского непрерывного материала, например, теплочувствительного по существу плоского непрерывного материала. Газовый поток может также иметь антистатический эффект для предотвращения или уменьшения электростатического заряда или разрядки уже электростатически заряженного по существу плоского непрерывного материала. Для этого газовый поток может, например, содержать капли воды или ионизированные молекулы. Предпочтительно, газовый поток, применяемый для охлаждения, приложен во время или после этапа объединения. Следовательно, одно или несколько сопел могут быть расположены рядом с блоком приложения давления или вдоль линии транспортировки.
Согласно еще одному аспекту устройства согласно изобретению устройство дополнительно содержит буфер для хранения по существу плоского непрерывного материала. Предпочтительно, буфер расположен по ходу движения за местом сращивания. Посредством обеспечения буфера можно компенсировать прерывание потока по существу плоского непрерывного материала для процесса сращивания. Таким образом, выполнение процесса, выполняемого после блока приложения давления, может быть непрерывно продолжено и предпочтительно при по существу постоянной высокой скорости. С помощью буфера можно также компенсировать временное повышение или снижение скорости транспортировки, например, по причине прерывания, происходящего после процесса сращивания.
Согласно дополнительному аспекту устройства согласно изобретению устройство содержит валики для конгревного тиснения для выполнения конгревного тиснения по существу плоского непрерывного материала. Предпочтительно, предусмотрены наборы валиков для конгревного тиснения, причем по существу плоский непрерывный материал направлен между двумя валиками набора валиков. Предпочтительно, предусмотрены два набора валиков, причем один набор валиков предусмотрен для обеспечения по существу плоского непрерывного материала структурой конгревного тиснения в по существу продольном направлении по существу плоского непрерывного материала, а другой набор валиков предусмотрен для обеспечения по существу плоского непрерывного материала структурой конгревного тиснения, по существу перпендикулярной направлению движения по существу плоского непрерывного материала. Таким образом, по существу плоский непрерывный материал может быть предусмотрен с продольной, поперечной или ячеистой структурой. Предпочтительно, валики для конгревного тиснения расположены по ходу движения за местом сращивания, обеспечивая непрерывный материал тисненной структурой для улучшения или облегчения сборки материала полотна, например, в форму стержня.
Конгревное тиснение может быть предусмотрено в дополнение к уже присутствующей гофрированной структуре непрерывного материала.
Предпочтительно, предусмотрены наборы валиков с одинаковой структурой. Предпочтительно, предусмотрены различные наборы валиков с одинаковым зазором между валиками. К поверхности валика или валиков может быть применено вещество для облегчения конгревного тиснения. Например, может быть применена вода для облегчения конгревного тиснения, например, табачных листов или по существу плоского непрерывного материала, имеющего склонность к электростатической зарядке или имеющего склонность к нагреванию, например, путем трения, вызванного прохождения непрерывным материалом валика.
Согласно другому аспекту изобретения предусмотрен способ соединения по существу плоского непрерывного материала. Способ включает этапы обеспечения первого по существу плоского непрерывного материала и обеспечения второго по существу плоского непрерывного материала и выравнивания первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала перекрывающимся образом с образованием перекрывающейся части. Способ дополнительно включает этап приложения механического ударного воздействия к перекрывающейся части. Тем самым, соединяют первый по существу плоский непрерывный материал и второй по существу плоский непрерывный материал. Предпочтительно, способ также включает этап прерывания транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, когда перекрывающаяся часть находится в месте сращивания, таким образом, непрерывные материалы являются неподвижными при их сращивании. Предпочтительно, способ далее дополнительно включает этап продолжения транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала после сращивания первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала.
В некоторых предпочтительных вариантах осуществления этап приложения механического ударного воздействия к предпочтительно неподвижной перекрывающейся части включает приложение механического ударного воздействия по ширине перекрывающейся части и к дискретным продольным положениям перекрывающейся части.
В некоторых предпочтительных вариантах осуществления этап приложения механического ударного воздействия к предпочтительно неподвижной перекрывающейся части включает приложение механического ударного воздействия перпендикулярно плоскости, перекрытой первым по существу плоским непрерывным материалом и вторым по существу плоским непрерывным материалом. Усилие, приложенное перпендикулярно к по существу плоскому непрерывному материалу, представляет собой крайне прямой путь приложения усилия, и он может быть сохранен частично. Таким образом, длина перекрывающейся части может быть сохранена малой, поскольку соединенная часть, то есть область, в которой эффективно соединяют по существу плоский непрерывный материал, может быть сохранена малой. Кроме того, механическое ударное воздействие, выполняемое перпендикулярно плоскости непрерывных материалов, имеет преимущество, заключающееся в необходимости только одной степени свободы для перемещения устройства, выполняющего механическое ударное воздействие, например, кромки молота. Еще дополнительно с помощью перпендикулярного механического ударного воздействия можно предотвратить вращение устройства, выполняющего механическое ударное воздействие, что в другом случае должно быть скоординировано с неподвижным или движущимся непрерывным материалом.
Преимущественно, этап приложения механического ударного воздействия осуществляют за пределами пути транспортировки системы транспортировки, например, за пределами пути транспортировки конвейерной ленты в месте сращивания. Таким образом, механическое ударное воздействие не воздействует на конвейерную ленту или любые другие элементы системы транспортировки, а только на материалы, подлежащие сращиванию.
Сращивание можно, например, выполнять посредством приложения механического ударного воздействия к двум боковым сторонам пути транспортировки системы транспортировки в месте сращивания, например, к двум боковым сторонам конвейерной ленты.
Согласно дополнительному аспекту способа согласно изобретению длина перекрывающейся части при рассмотрении в направлении транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, составляет в диапазоне от приблизительно 15 миллиметров до приблизительно 100 миллиметров, предпочтительно в диапазоне от приблизительно 20 миллиметров до 80 миллиметров, например, 40 миллиметров. Предпочтительно, перекрывающуюся часть сохраняют на минимальном уровне с точки зрения продольной протяженности по существу плоского непрерывного материала. Перекрывающиеся части в по существу плоском непрерывном материале могут не соответствовать требованиям по существу плоского непрерывного материала, подлежащего применению в продукте, таком как, например, штранг в курительном изделии. Таким образом, часть стержня, содержащая перекрывающуюся часть (то есть соединение двух сращенных листов), может быть снята и удалена из последующего изготовления продукта. Это может быть, например, осуществлено посредством обеспечения устройства для снятия, расположенного далее по ходу движения на линии обработки листа. Например, устройство для снятия может быть расположено после формования стержня и его разрезания на отдельные стержнеобразные элементы. Идентификация перекрывающихся частей может быть выполнена с помощью соответственных средств обнаружения, например, систем оптического обнаружения. Например, можно обнаруживать и сохранять положение перекрывающейся части в полотне в блоке управления. Это может, например, быть положение, где образовано соединение, например, в блоке приложения давления. Часть полотна, содержащую перекрывающуюся часть, которая прошла расстояние от блока приложения давления до, например, положения разрезания стержня, затем удаляют.
Согласно аспекту способа согласно изобретению способ дополнительно включает этап охлаждения первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала во время или после осуществления этапа объединения.
Согласно другому аспекту способа согласно изобретению способ дополнительно включает этапы обеспечения газового потока и направления газового потока в направлении движения по меньшей мере первого по существу плоского непрерывного материала или второго по существу плоского непрерывного материала. Тем самым, по меньшей мере первый по существу плоский непрерывный материал или второй по существу плоский непрерывный материал, предпочтительно как первый, так и второй по существу плоский непрерывный материал, направляют газовым потоком в направлении движения. Газовый поток для транспортировки или источник газа, применяемый для газового потока для транспортировки, можно применять для охлаждения по существу плоского непрерывного материала или объектов, с которыми по существу плоский непрерывный материал входит в контакт.
Дополнительные аспекты и преимущества способа были описаны относительно устройства согласно изобретению и не будут повторены.
Согласно другому аспекту способа согласно изобретению способ включает следующие дополнительные этапы перед приложением механического ударного воздействия: разрезание первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала для обеспечения, таким образом, первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала срезами края, предпочтительно по существу комплементарными срезами края, и выравнивание срезов края первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала так, что срезы края перекрываются друг c другом. В случае комплементарных срезов края срезы края выравнивают параллельно друг другу при перекрывании.
Способ может включать дополнительный этап дозирования жидкости, предпочтительно воды, на по меньшей мере первый по существу плоский непрерывный материал или второй по существу плоский непрерывный материал перед перекрыванием двух материалов.
Разрезание по существу плоских непрерывных материалов предусматривает предварительно определеннуюконцевую часть предшествующего по существу плоского непрерывного материала и предварительно определенную головную часть последующего по существу плоского непрерывного материала, которые подлежат сращиванию, для обеспечения постоянного непрерывного по существу плоского непрерывного материала. Таким образом, можно также определить более точно продольную протяженность перекрывающейся части и соединенной части, в которой соединяют по существу плоские непрерывные материалы. В особенности, продольную протяженность можно ограничить в размере, что может уменьшить отходы при удалении перекрывающихся частей.
Механическое ударное воздействие может уменьшить толщину перекрывающейся части или по меньшей мере тех частей перекрывающейся части, к которым прилагают механическое ударное воздействие. Уменьшение толщины может быть в диапазоне от приблизительно 10 процентов до приблизительно 30 процентов перекрывающейся части. Например, при перекрывании двух листов из полимолочной кислоты, каждый из которых имеет толщину приблизительно 50 микронов, толщина соединенной части может быть в диапазоне приблизительно 80 микронов.
Разрезание по существу плоских непрерывных материалов может быть осуществлено последовательным образом. Разрезание может также быть последовательно осуществлено для обоих по существу плоских непрерывных материалов. Разрезание может быть осуществлено в одном и том же или в отдельных блоках разрезания. Предпочтительно, разрезание осуществляют в отдельных блоках разрезания, так что перекрывание двух полотен осуществляют после этапа разрезания и предпочтительно после выравнивания двух непрерывных листов параллельно друг другу. Таким образом, в зависимости от расположения блока разрезания или блоков разрезания по существу плоские непрерывные материалы могут быть расположены друг за другом или могут покрывать друг на друга при их разрезании. При перекрывании предпочтительно по существу плоские непрерывные материалы выравнивают для того, чтобы они лежали поверх друг друга центрированным образом вдоль продольной центральной оси по существу плоских непрерывных материалов. Разрезание обеспечивает срезы края и четко определенные концевую и головную части. Таким образом, может также быть четко определена перекрывающаяся часть, в особенности, с комплементарными срезами может быть образована правильная или симметричная перекрывающаяся часть.
Предпочтительно, разрезание осуществляют под углом, предпочтительно углом разрезания, соответствующим углу сращивания или углу кромки молота, соответственно. Для этого одно или два лезвия или разрезающие кромки расположены поперечно направлению движения непрерывного материала. Предпочтительно, одно или два лезвия или кромки разрезания расположены под углом относительно направления, перпендикулярного направлению движения непрерывного листового материала. Причем направление, поперечное направлению движения, отклоняется от направления, перпендикулярного направлению движения, на угол разрезания в диапазоне от приблизительно 10 градусов до приблизительно 60 градусов, предпочтительно от приблизительно 15 градусов до приблизительно 45 градусов, например, 40 градусов. То есть кромка или кромки разрезания расположены не перпендикулярно направлению движения, а слегка наклонно относительно указанного точного перпендикулярного направления.
Добавление жидкости, предпочтительно воды, по меньшей мере к одному из по существу плоских непрерывных материалов может увлажнять и смягчать материал по существу плоского непрерывного материала. Хотя материал по существу плоских непрерывных материалов, в особенности табачных листов, может иметь определенную толщину сам по себе, такая толщина может быть увеличена добавлением воды. Предпочтительно, жидкость или воду добавляют только к одному по существу плоскому непрерывному материалу. Таким образом, добавленная жидкость может поддерживать процесс сращивания по существу плоских непрерывных материалов в контактной области по существу плоских непрерывных материалов без избыточной воды, которая может оказать негативное влияние на соединение. Предпочтительно, в качестве жидкости применяют текучую среду, которая не оказывает влияние на аэрозоль, который может быть сгенерирован в конечном продукте. Жидкость, отличная от воды, подходящая для применения для поддержки процесса сращивания, может, например, представлять собой летучее вещество, такое как спирт.
Предпочтительно, место разрезания расположено выше по потоку относительно места сращивания. Предпочтительно, дозатор воды для дозирования воды на по существу плоский непрерывный материал расположен на месте лезвия для разрезания первого или второго по существу плоского непрерывного материала.
Предпочтительно, первый по существу плоский непрерывный материал и второй по существу плоский непрерывный материал представляют собой листы из полимолочной кислоты (PLA) или табачные листы.
Лист из полимолочной кислоты может иметь толщину от приблизительно 10 микронов до приблизительно 250 микронов, предпочтительно, приблизительно 50 микронов. Лист из полимолочной кислоты имеет низкую температуру плавления в диапазоне приблизительно 80 градусов Цельсия. Предпочтительно, температуры плавления достигают при сращивании.
Табачный лист может содержать табачный лист, фрагменты табачных жилок, восстановленный табак, гомогенизированный табак, экструдированный табак, взорванный табак или любую их комбинацию. Предпочтительно, табачный лист представляет собой формованный листовой табак. Формованный листовой табак представляет собой форму восстановленного табака, который образован из суспензии, включающей частицы табака, частицы волокон, вещества для образования аэрозоля, ароматизаторы и связующие. Частицы табака могут иметь форму табачной пыли, имеющей размер частицы предпочтительно порядка от приблизительно 30 микронов до приблизительно 80 микронов или от приблизительно 100 микронов до приблизительно 250 микронов, в зависимости от желаемой толщины листа и промежутка формования. Частицы волокна могут включать материалы черешков табака, стебли или другой табачный растительный материал и другие волокна на основе целлюлозы, такие как древесные волокна, характеризующиеся низким содержанием лигнина. Частицы волокна могут быть выбраны на основании желания создать достаточную прочность на разрыв для формованного листа по отношению к низкой доле включения, например, доле, составляющей от приблизительно 2 процентов до 15 процентов. Альтернативно или дополнительно, волокна, такие как растительные волокна, могут быть использованы либо с вышеуказанными волокнами, либо, в качестве альтернативы, включая пеньку и бамбук.
Вещества для образования аэрозоля могут быть добавлены в суспензию, которая образует формованный листовой табак. Необязательно, вещество для образования аэрозоля должно быть способно испаряться в диапазоне температур, в котором, как полагается, формованный листовой табак будет применен в табачном продукте, и облегчает доставку никотина, или ароматизатора, или как никотина, так и ароматизатора в аэрозоле, когда вещество для образования аэрозоля нагревают выше его температуры испарения. Вещество для образования аэрозоля предпочтительно выбрано на основании его способности оставаться химически стабильным и по сути неподвижным в формованном листовом табаке при или около комнатной температуры, но которое способно испаряться при более высокой температуре, например, от 40 градусов до 450 градусов Цельсия.
Как применяется в данном документе, термин «аэрозоль» относится к коллоиду, содержащему твердые или жидкие частицы и газообразную фазу. Аэрозоль может представлять собой аэрозоль твердых частиц, состоящий из твердых частиц и газообразной фазы, или аэрозоль жидких частиц, состоящий из жидких частиц и газообразной фазы. Аэрозоль может содержать как твердые, так и жидкие частицы в газообразной фазе. Как применяется в данном документе, как газ, так и пар считаются газообразными.
Табачный лист может характеризоваться содержанием вещества для образования аэрозоля от приблизительно 5 процентов до приблизительно 30 процентов на основании сухого веса. В предпочтительном варианте осуществления табачный лист характеризуется содержанием вещества для образования аэрозоля приблизительно 20 процентов на основании сухого веса.
Предпочтительно, вещество для образования аэрозоля является полярным и может функционировать как увлажнитель, который может помогать сохранять влажность в рамках желаемого диапазона в формованном листовом табаке. Предпочтительно, содержание увлажнителя в формованном листовом табаке находится в диапазоне от 15 процентов до 35 процентов.
Вещества для образования аэрозоля могут быть выбраны из полиолов, гликолевых эфиров, полиолового эфира, сложных эфиров, жирных кислот и одноатомных спиртов, таких как ментол, и могут содержать одно или более из следующих соединений: многоатомные спирты, такие как пропиленгликоль; глицерин, эритрит, 1,3-бутиленгликоль, тетраэтиленгликоль, триэтиленгликоль, триэтилцитрат, пропиленкарбонат, этиллаурат, триацетин, мезо-эритритол, смесь на основе диацетина, диэтилсуберат, триэтилцитрат, бензилбензоат, бензилфенилацетат, этилваниллат, трибутирин, лаурилацетат, лауриновую кислоту, миристиновую кислоту и пропиленгликоль.
Одно или более веществ для образования аэрозоля могут быть объединены, чтобы получать преимущество одного или более свойств объединенных веществ для образования аэрозоля. Например, триацетин может быть объединен с глицерином и водой, чтобы получить преимущество способности триацетина передавать активные компоненты и увлажняющие свойства глицерина.
Табачный формованный лист или другие табачные листы предпочтительно являются гофрированными, собранными и сложенными с дальнейшим образованием стержнеобразного сегмента. Формованный листовой материал обычно является липким и пластично деформируемым. Под воздействием давления на такой формованный листовой сегмент обычно необратимо отклоняется от своей предназначенной, например, круглой, формы.
Однако можно сращивать также другие листовые материалы, такие как листовой материал, выбранный из группы, состоящей из полиэтилена (РЕ), полипропилена (РР), поливинилхлорида (PVC), полиэтилентерефталата (PET), ацетилцеллюлозы (СА) и алюминиевой фольги или любой их комбинации, с помощью способа согласно изобретению.
Предпочтительно, ширина по существу плоского непрерывного материала, применяемого в способе согласно настоящему изобретению, составляет от приблизительно 150 миллиметров до приблизительно 250 миллиметров.
Далее изобретение описано применительно к вариантам осуществления, которые иллюстрируются с помощью следующих графических материалов, где
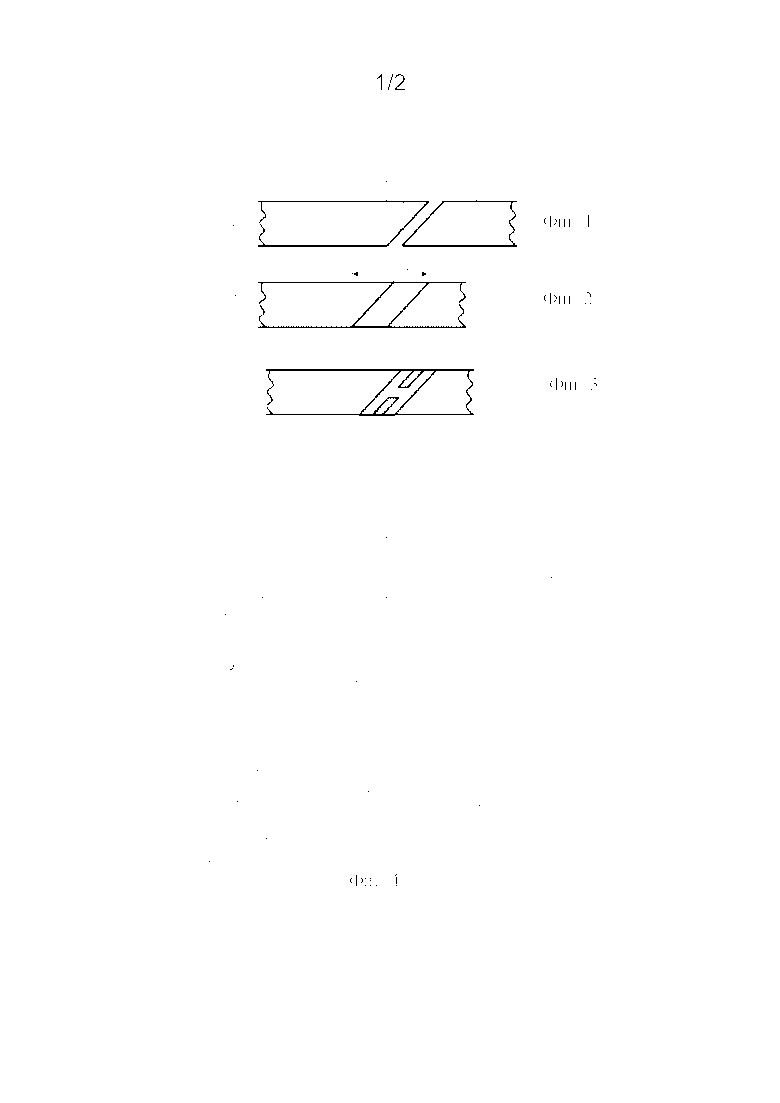
на фиг. 1-3 показаны виды сверху двух полотен по существу плоского непрерывного материала до и после сращивания;
на фиг. 4 показан механический блок приложения давления;
на фиг. 5 показан молот блока приложения давления по фиг. 4;
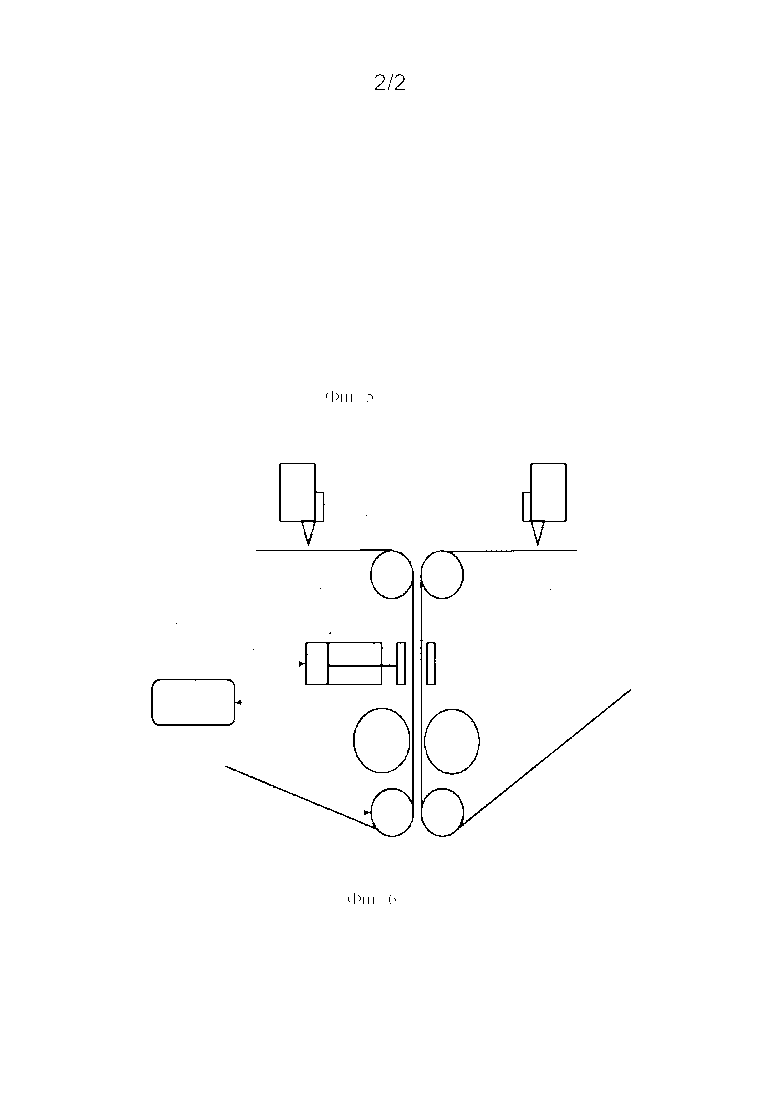
на фиг. 6 показано устройство согласно изобретению.
на фиг. 1-3 показан процесс сращивания. Полотно 70 первого непрерывного плоского материала и последовательно следующее полотно 71 второго непрерывного плоского материала транспортируют вдоль направления 100 транспортировки. Оба листовых материала 70,71 имеют одинаковую ширину и выравнены вдоль своей продольной средней оси. Концевую часть первого полотна и головную часть второго полотна разрезают для обеспечения предварительно определенных срезов 700 края, имеющих форму, комплементарную друг другу. Лезвия (не показаны) расположены так, что полотна разрезают под углом 102 до ширины полотен или относительно направления 101, перпендикулярного направлению 100 транспортировки. Как показано на фиг. 2, полотна 70, 71 затем перекрывают для образования перекрывающейся части 701. По причине наклонно разрезанных полотен перекрывающаяся часть 701 образует параллелепипед. Угол 102, под которым разрезают полотна, влияет на размер перекрывающейся части. В особенности, продольную протяженность 702 перекрывающейся части можно сохранять небольшой с небольшими углами 102 разрезания. Угол разрезания может быть в диапазоне от приблизительно 10 градусов до приблизительно 60 градусов, предпочтительно от приблизительно 15 градусов до приблизительно 45 градусов, например, 40 градусов. Продольная протяженность 102 перекрывающейся части предпочтительно находится в диапазоне от 10 миллиметров до 100 мм, например, от 40 миллиметров до 80 миллиметров.
На фиг. 3 два полотна сращивают посредством частичного соединения перекрывающейся части. Соединение двух полотен образуют с помощью соединенной части 703 в форме двух параллелепипедов, расположенных на двух боковых сторонах полотен 70, 71. Две части проходят к боковым кромкам полотен, но оставляют пространство между двумя частями. Показано, что нет необходимости в непрерывной соединенной части 703, непрерывно соединяющей всю ширину полотен, для надежного сращивания. Кроме того, в пространстве между соединенными частями конвейерная лента 10, например, вакуумная лента для транспортировки полотен, расположена ниже полотен, что указано пунктирными линиями. Соединенную часть 703 получают посредством приложения механического ударного воздействия к полотнам двумя молотами, ударяющими об наковальню, причем механическое ударное воздействие не прикладывают к конвейерной ленте, расположенной между молотами. Молоты выполнены с возможностью протягивания по ширине полотен, однако, также под углом относительно направления 101, перпендикулярного направлению 100 транспортировки. В показанных вариантах осуществления угол 102 разрезания и угол сращивания являются по существу одинаковыми. Угол сращивания может также отличаться от угла разрезания и может быть в диапазоне от приблизительно 10 градусов до приблизительно 60 градусов, предпочтительно от приблизительно 15 градусов до приблизительно 45 градусов, например, 40 градусов.
На фиг. 4 показан блок 3 приложения давления с двумя молотами 31 и приводными средствами 32, такими как, например, источник сжатого воздуха. Приводные средства 32 приводят в действие поршень 30, причем поршень приводит в действие молоты. Следовательно, поршень содержит увеличенную головную часть 300, на которой установлены два молота 31. Каждый из молотов 31 содержит продольную поверхность 310 молота для воздействия на плоский материал, подлежащий сращиванию. Молоты 31 выравнены так, что две поверхности 310 молотов находятся на одной воображаемой линии. Молоты 31 находятся на расстоянии друг от друга на данной воображаемой линии. Молоты 31 содержат две пружинные шайбы 313 каждый или пневматический упругий элемент для демпфирования молотов. Каждый молот предусмотрен с внешними соединениями 312 для нагревания или охлаждения или нагревания и охлаждения молотов 31. Блок приложения давления дополнительно содержит продольные направляющие средства 24 в механическом соединении с увеличенной головной частью 300 поршня 30. Направляющие средства 24 направляют поршень 30 при действии молота, то есть при приложении механического ударного воздействия посредством молотов 31 к материалу полотна. Они поддерживают равновесие распределения усилия к молотам 31 и могут предотвращать непреднамеренное вращение молотов. Блок 34 приложения давления установлен на устройстве посредством опоры 35.
Направление транспортировки полотен, подлежащих сращиванию, указано посредством стрелки 100. Положение молотов 31 наклонено относительно направления 100 транспортировки и наклонено относительно направления, перпендикулярного направлению транспортировки, при угле сращивания, соответствующем углу 102 разрезания. Поршень 30 ограничен во вращении, однако, предпочтительно, данное угловое положение может быть различным. Таким образом, поршень 30 может вращаться вокруг своей продольной оси для изменения положения молотов 31, то есть для изменения угла сращивания.
На фиг. 5 показан один из двух молотов 31 блока приложения давления по фиг. 4. Молот 31 имеет кромку 310 молота с поверхностью молота, воздействующей на материалы полотна, подлежащие сращиванию. Молот 31 также содержит отверстия 311 для соединения нагревательных или охлаждающих соединений с молотом. Такие нагревательные соединения могут, например, быть электрическими соединениями или трубчатыми соединениями для введения нагревательной или охлаждающей текучей среды в или через внутреннюю часть молота. Иллюстративные параметры для молота могут быть следующими: вес - 120 граммов; размер - 105×18×35 миллиметров; ширина поверхности молота - 6 миллиметров.
Предпочтительно, по существу плоская кромка 310 молота применяют для соединения материала полотна. Например, для тонких материалов, имеющих низкую температуру плавления, то есть имеющих температуру плавления, которой достигают или которую превышают при механическом ударном воздействии, плоский профиль может предпочтительно быть применен для сращивания. Плавления материала может быть достаточно для создания прочной части соединения. Таким образом, плоская поверхность молота обеспечивает образование надежного соединения между двумя полотнами без риска образования отверстий или мелких пятен, которые имеют склонность к ослаблению материала в соединенной части 703.
Однако, в зависимости от материала полотна, подлежащего сращиванию, например, более толстого материала, например, толще 200 микронов на полотно, может быть применена также структурированная поверхность молота. Структурированная поверхность молота может, например, содержать трехмерный зубчатый профиль или представлять собой сетчатую структуру из пирамидообразных выступов. Структура может поддерживать соединение материала одного полотна в материал второго полотна.
На фиг. 6 показан блок 1 транспортировки, содержащий две транспортировочных ленты 10, каждая для транспортировки по существу плоского непрерывного материала, такого как, например, полотна из бумаги или пластмассы, металлическая фольга или табачные полотна. Транспортировочные ленты 10 проходят ниже блока 2 разрезания, и затем их направляют посредством валиков 12 отклонения для введения параллельно друг другу через блок 3 приложения давления и через валики 5 для конгревного тиснения, расположенные по ходу движения блока 3 приложения давления. Через приводные валики 11 конвейерные ленты могут быть направлены снова посредством валиков 12 отклонения, тем самым, образуя непрерывные петли ленты.
Каждый из блоков 2 разрезания содержит держатель лезвия, удерживающий лезвие 20 для разрезания непрерывного полотна, транспортируемого на конвейерной ленте ниже блока 12 разрезания. Блоки 2 разрезания также предусмотрены с дозатором 21 воды для подачи воды на полотна в области разрезания или на часть полотна, представляющую собой часть будущей перекрывающейся части 701, например, как показано и описано выше относительно фиг. 1-3. Дозатор воды может, например, содержать сопло. Предпочтительно, вода дозируется или распыляется только на одно полотно, предпочтительно на будущее нижележащее полотно, так что один дозатор воды может быть опциональным или только один дозатор воды может быть активным в конкретный момент времени.
Блок 3 приложения давления содержит приводной элемент 32 для приведения в действие поршня 30, содержащего один или несколько молотов 31, расположенных на дальнем конце поршня. Наковальня 33 расположена напротив поршня 30 и молота 31. Полотна, транспортируемые посредством транспортных лент 10, направляют параллельно через место 36 сращивания, расположенное между молотом 31 и наковальней 33. В месте 36 сращивания полотна расположены с перекрывающейся частью, необходимой для надежного сращивания полотен. Блок 3 приложения давления затем приводят в действие для приложения механического импульса, такого как удар молота 31 о наковальню 33, причем перекрывающаяся часть расположена между молотом и наковальней. Таким образом, два полотна соединяют вместе и могут дополнительно обеспечивать по ходу движения структурой, например, структурой для конгревного тиснения, гофрирующей структурой или сгибающей структурой, при прохождении между валиками 5 для конгревного тиснения. Как показано на фиг. 6, полотна транспортируют вертикально вниз в блок 3 приложения давления и через него. Транспортировка и перекрывание полотен, тем самым, поддерживаются силой гравитации. Соединенное и выполненное конгревным тиснением непрерывное полотно дополнительно транспортируют в вертикальном направлении из устройства, тогда как ленты 10 направляют приводными валиками 11 обратно для подачи следующего материала полотна, подлежащего сращиванию, на приближающийся конец материала полотна, находящегося в использовании в настоящее время.
Блок 4 управления предусмотрен для управления и приведения в действие блока 3 приложения давления и приводных валиков 11. Предпочтительно, полотна являются неподвижными при их сращивании. Таким образом, посредством блока 4 управления приводные валики 11 могут замедлять или останавливать конвейерные ленты 10 для процесса сращивания. После процесса сращивания по меньшей мере одна из конвейерных лент 10 начинает продолжать транспортировку полотна, сращиваемого в настоящее время. Предпочтительно, это происходит посредством медленного повышения скорости ленты или лент до тех пор, пока не будет достигнута конечная скорость.
Иллюстративный вариант осуществления технологии сращивания является следующим:
Материал: два полотна из полимолочной кислоты с толщиной 50 микронов плюс или минус 5 микронов; наклонно разрезанные полотна, разрезанные под углом разрезания 40 градусов, выполняют для перекрывания с продольной протяженностью перекрывающейся части приблизительно 80 миллиметров;
Блок приложения давления: давление воздуха в 2,4 бар прикладывают к поршню 30, имеющему поперечное сечение 50 миллиметров и поверхность поршня 20 квадратных сантиметров; два молота 31 с поверхностью кромки молота приблизительно 6 квадратных сантиметров, каждый из которых нагревают до приблизительно 100 градусов Цельсия; механический импульс с усилием 450 ньютон и продолжительностью 350 миллисекунд прикладывают к перекрывающимся полотнам из PLA.
Хотя варианты осуществления, как показано на графических материалах, включают два молота, могут быть предложены вариации данной компоновки без отступления от объема настоящего изобретения. Например, могут быть предусмотрены один или три молота, тогда как одна, две или более конвейерных лент направлены наружу от зоны соединения. Например, конвейерные ленты могут быть смещены в сторону наружу относительно положения молота(ов), а также могут быть расположены между соседними молотами.
Группа изобретений относится к устройству и способу сращивания плоского непрерывного материала, которые могут быть использованы при изготовлении курительных изделий. Устройство содержит блок транспортировки, обеспечивающий транспортировку первого и второго плоских непрерывных материалов к месту сращивания, и расположенный в месте сращивания блок приложения давления. При этом блок транспортировки выполнен с возможностью транспортировки материалов параллельно друг другу с образованием перекрывающегося участка первого и второго материала в месте сращивания, а блок приложения давления выполнен с возможностью приложения механического ударного воздействия к по меньшей мере части перекрывающегося участка. Причем система транспортировки содержит ленточный конвейер, расположенный за пределами по меньшей мере части перекрывающегося участка, а в по меньшей мере части перекрывающегося участка блок приложения давления выполнен с возможностью приложения к ней механического ударного воздействия. Способ заключается в том, что содержит этап обеспечения первого и второго по существу плоского непрерывного материала, этап выравнивания первого и второго материалов перекрывающимся образом с образованием перекрывающегося участка, и этап приложения механического ударного воздействия к перекрывающемуся участку, в результате чего соединяют первый материал со вторым. При этом этап приложения механического ударного воздействия осуществляют за пределами пути транспортировки системы транспортировки. Группа изобретений обеспечивает возможность сращивания по существу плоского непрерывного материала, который может быть применен в производстве изделий, генерирующих аэрозоль, или курительных изделий. 2 н. и 18 з.п. ф-лы, 6 ил.
1. Устройство для сращивания по существу плоского непрерывного материала, содержащее:
- блок транспортировки для транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала к месту сращивания, причем блок транспортировки выполнен с возможностью транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала параллельно друг другу с образованием перекрывающегося участка первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала в месте сращивания;
- блок приложения давления, расположенный в месте сращивания, выполненный с возможностью приложения механического ударного воздействия к по меньшей мере части перекрывающегося участка первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, тем самым по меньшей мере частично соединяя первый по существу плоский непрерывный материал со вторым по существу плоским непрерывным материалом, при этом система транспортировки содержит ленточный конвейер, и при этом ленточный конвейер расположен за пределами по меньшей мере части перекрывающегося участка первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала в месте сращивания, при этом в по меньшей мере части перекрывающегося участка блок приложения давления выполнен с возможностью приложения к ней механического ударного воздействия.
2. Устройство по п. 1, отличающееся тем, что дополнительно содержит элемент управления транспортировкой для прерывания транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, когда перекрывающийся участок находится в месте сращивания, и для продолжения транспортировки первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала, после того, как получен соединенный по существу плоский непрерывный материал.
3. Устройство по любому из предыдущих пунктов, отличающееся тем, что блок приложения давления содержит кромку молота, расположенную поперечно направлению движения блока транспортировки, причем направление, поперечное направлению движения, отклонено от направления, перпендикулярного направлению движения, на угол сращивания в диапазоне от приблизительно 10 градусов до приблизительно 60 градусов.
4. Устройство по любому из предыдущих пунктов, отличающееся тем, что блок приложения давления приспособлен для приложения механического ударного воздействия с усилием в диапазоне от приблизительно 100 ньютон до приблизительно 600 ньютон.
5. Устройство по любому из предыдущих пунктов, отличающееся тем, что система транспортировки содержит конвейерную ленту, причем блок приложения давления содержит, по меньшей мере кромку молота, и причем конвейерная лента смещена в сторону от кромки молота таким образом, что находится за пределами зоны соединения.
6. Устройство по п. 5, отличающееся тем, что конвейерная лента расположена между двумя кромками молота.
7. Устройство по любому из предыдущих пунктов, отличающееся тем, что система транспортировки содержит блок поддержки транспортировки, приспособленный для обеспечения газового потока.
8. Устройство по любому из предыдущих пунктов, отличающееся тем, что дополнительно содержит буфер для хранения по существу плоского непрерывного материала, причем буфер расположен по ходу движения за местом сращивания.
9. Устройство по любому из предыдущих пунктов, отличающееся тем, что содержит валики для конгревного тиснения для выполнения конгревного тиснения по существу плоского непрерывного материала.
10. Устройство по любому из предыдущих пунктов, отличающееся тем, что содержит блок нагревания, приспособленный для нагревания по меньшей мере части блока приложения давления.
11. Способ сращивания по существу плоского непрерывного материала, включающий этапы:
- обеспечения первого по существу плоского непрерывного материала и обеспечения второго по существу плоского непрерывного материала;
- выравнивания первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала перекрывающимся образом с образованием перекрывающегося участка, и
- приложения механического ударного воздействия к перекрывающемуся участку, тем самым соединяя первый по существу плоский непрерывный материал со вторым по существу плоским непрерывным материалом, при этом этап приложения механического ударного воздействия осуществляют за пределами пути транспортировки системы транспортировки.
12. Способ по п. 11, отличающийся тем, что этап приложения механического ударного воздействия к перекрывающемуся участку включает приложение механического ударного воздействия по ширине перекрывающегося участка и к дискретным продольным положениям перекрывающегося участка.
13. Способ по любому из пп. 11-12, отличающийся тем, что этап приложения механического ударного воздействия к перекрывающемуся участку включает приложение механического ударного воздействия перпендикулярно плоскости, перекрытой первым по существу плоским непрерывным материалом и вторым по существу плоским непрерывным материалом.
14. Способ по любому из пп. 11-13, отличающийся тем, что механическое ударное воздействие прикладывают на двух боковых сторонах пути транспортировки системы транспортировки в месте сращивания.
15. Способ по любому из пп. 11-14, отличающийся тем, что длина перекрывающегося участка находится в диапазоне от приблизительно 15 миллиметров до приблизительно 50 миллиметров.
16. Способ по любому из пп. 11-15, отличающийся тем, что дополнительно включает этап охлаждения первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала во время или после осуществления этапа объединения.
17. Способ по любому из пп. 11-16, отличающийся тем, что перед приложением механического ударного воздействия включает дополнительные этапы:
- разрезания первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала для обеспечения, таким образом, первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала срезами края;
- выравнивания срезов края первого по существу плоского непрерывного материала и второго по существу плоского непрерывного материала таким образом, что срезы края перекрывают друг друга.
18. Способ по п. 17, отличающийся тем, что дополнительно включает этап дозирования жидкости на по меньшей мере первый по существу плоский непрерывный материал или второй по существу плоский непрерывный материал.
19. Способ по любому из пп. 11-18, отличающийся тем, что дополнительно включает этапы обеспечения газового потока и направления газового потока в направлении движения по меньшей мере первого по существу плоского непрерывного материала или второго по существу плоского непрерывного материала, результатом которого является направление по меньшей мере первого по существу плоского непрерывного материала или второго по существу плоского непрерывного материала в направлении движения.
20. Способ по любому из пп. 11-19, отличающийся тем, что первый по существу плоский непрерывный материал и второй по существу плоский непрерывный материал представляет собой любой из листа из полимолочной кислоты и табачного листа.
| US 5018535 A, 28.05.1991 | |||
| СПОСОБ РЕЗЕКЦИИ ЖЕЛУДКА | 1999 |
|
RU2174371C2 |
| УСТРОЙСТВО ДЛЯ СОЕДИНЕНИЯ ПОЛОТЕН УПАКОВОЧНОГО МАТЕРИАЛА, СМАТЫВАЕМОГО С БОБИН, В УПАКОВОЧНЫХ МАШИНАХ | 1990 |
|
RU2014254C1 |
| US 5902431 A, 11.05.1999 | |||
| Устройство для подачи табака к табакорезальным машинам | 1980 |
|
SU1151191A3 |
| EP 0622318 A1, 02.11.1994. | |||

