Перекрестная ссылка на родственную заявку
В отношении заявленного изобретения испрашивается приоритет по дате подачи китайской заявки CN 201410539938.0 на изобретение "Способ получения олефинов из метанола с усилением связи между зонами", которая была подана 14 октября 2014 г. и содержание которой в полном объеме включено в описание изобретения путем ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к области химической технологии, в частности - к реактору с псевдоожиженным слоем катализатора. Настоящее изобретение также относится к реакторно-регенераторному блоку, содержащему реактор с псевдоожиженным слоем катализатора, к способу получения олефинов и к способу получения ароматических углеводородов.
Уровень техники
Этилен и пропилен являются важнейшими сырьевыми материалами в современной нефтехимической технологии. Этилен может использоваться при получении таких продуктов дальнейшего передела, как полиэтилен, стирол, винилацетат, этиленоксид, этиленгликоль и т.п. Пропилен может использоваться при получении таких продуктов дальнейшего передела, как полипропилен, акрилонитрил, пропиленоксид, изопропиловый спирт и т.п. Этилен и пропилен и получаемые из них продукты широко используются в промышленности и сельском хозяйстве, на транспорте и в военно-промышленном комплексе.
В последние годы сохраняется высокий спрос на этилен и пропилен. Ввиду постепенного сокращения запасов нефти дефицит собственной нефти можно в значительной мере компенсировать применением углехимической технологии, позволяющей получать этилен и пропилен из не относящихся к нефти ресурсов. Это имеет большое значение в плане стимулирования развития национальной основной химической промышленности. При использовании углехимической технологии из угля можно получать оксигенаты, а из оксигенатов можно получать олефины.
Современная установка для получения олефинов из метанола подобна установке каталитического крекинга, причем аппараты и того, и другого типа относятся к реакторам с непрерывным ведением процессов реакции и регенерации катализатора. В патентной публикации US 6166282 раскрыты способ и реактор для превращения оксигенатов в низшие (легкие) олефины. Согласно техническому решению, описанному в вышеупомянутой патентной публикации, используется реактор с быстрым псевдоожиженным слоем катализатора. Газ реагирует в реакционной зоне с низкой скоростью течения и затем поднимается в зону быстрого разделения с быстро уменьшающимся внутренним диаметром. Уносимые продуктом частицы катализатора отделяются от газа посредством циклона предварительной (первичной) очистки газа. Благодаря быстрому разделению продукта и катализатора эффективно предотвращаются побочные реакции с образованием нежелательных сопутствующих продуктов. Реактор, используемый в вышеупомянутой патентной публикации, представляет собой реактор с восходящим потоком и быстрым псевдоожиженным слоем катализатора, имеющий традиционное загрузочное отверстие.
В китайской патентной публикации CN 103121901 А описан способ превращения оксигенированных (кислородсодержащих) химических соединений с получением низших олефинов. Согласно известному способу частицы нерегенерированного и регенерированного катализатора предварительно перемешиваются в катализаторном смесителе и затем поступают в реактор, что позволяет решить присущие уровню техники проблемы недостаточного перемешивания катализатора и низкого выхода низших олефинов в реакционной зоне.
Китайская патентная публикация CN 101164685 А относится к комбинированному реактору с быстрым псевдоожиженным слоем катализатора для проведения каталитической реакции с участием оксигенатов или диметилового эфира. Согласно вышеупомянутой патентной публикации сепарационное устройство в зоне осаждения расположено снаружи реактора, окружая его, что позволяет уменьшить занимаемый осадителем объем, благодаря чему может быть увеличена скорость осаждения частиц катализатора и уменьшено время пребывания олефинов (в контакте с катализатором). Кроме того, решаются проблемы низкой селективности и низкого выхода этилена и пропилена. По сравнению с традиционным реактором с быстрым псевдоожиженным слоем катализатора, который (реактор) имеет внешний осадитель, выход этилена может быть повышен на 4%, а выход пропилена - на 3%.
В известных из уровня техники решениях концентрации катализатора распределяются в реакторе с псевдоожиженным слоем неравномерно: для такого распределения концентраций катализатора характерны меньшие концентрации (разжижение слоя катализатора) вверху реактора и бóльшие концентрации (сгущение слоя катализатора) у днища ректора, а также меньшие концентрации в средней, или осевой, части реактора и большие концентрации на его периферийных участках. Такие характеристики распределения концентраций катализатора сильно сказываются на эффективности реакции, что диктует необходимость усовершенствований в этом направлении.
Раскрытие изобретения
Для устранения рассмотренной выше проблемы в настоящем изобретении предлагается реактор с псевдоожиженным слоем катализатора. В реакционной зоне предлагаемого в изобретении реактора обеспечивается равномерность распределения частиц катализатора, чем достигается повышение эффективности реакции. Настоящее изобретение также относится к реакторно-регенераторному блоку, содержащему указанный реактор с псевдоожиженным слоем катализатора, к способу получения олефинов из оксигенатов и к способу получения ароматических углеводородов из оксигенатов с использованием реакторно-регенераторного блока.
В качестве первого объекта настоящего изобретения предлагается реактор с псевдоожиженным слоем катализатора, имеющий расположенную внизу входную зону, расположенную вверху выходную зону и реакционную зону, расположенную между входной и выходной зонами. В реакционной зоне расположена направляющая решетка, имеющая область с меньшей долей, или коэффициентом, свободного (живого) сечения, т.е. с более тесными каналами, или отверстиями, расположенную в средней части направляющей решетки, и область с большей долей свободного сечения, т.е. с более свободными каналами, или отверстиями, расположенную по периферии направляющей решетки и окружающую область с меньшей долей свободного сечения.
В предлагаемом в изобретении реакторе с псевдоожиженным слоем катализатора область с меньшей долей свободного сечения оказывает относительно большое сопротивление, а область с большей долей свободного сечения - относительно малое сопротивление восходящему движению материала. Таким образом, особенно если участвующим в реакции материалом является газ, в реакционной зоне реактора перепад давления газа на средней части решетки относительно велик, а в окружающей среднюю часть области - относительно мал. В реакторе с псевдоожиженным слоем катализатора газ, находящийся под средней частью направляющей решетки, вытесняется к периферийным частям, что обеспечивает увеличение скорости прохождения газа через область с большей долей свободного сечения. В этом случае над направляющей решеткой скорость течения газа в расположенных по окружности краевых (периферийных) областях реактора увеличивается, в результате чего в этих расположенных по окружности краевых областях поток газа может поднимать частицы катализатора. Под влиянием стенки реактора и общего потока материала в реакторе поднимающиеся частицы катализатора смещаются в направлении средней области реакционной зоны. В результате этого обеспечивается равномерное распределение частиц катализатора в радиальном направлении реактора, чем достигается повышение эффективности реакции.
В одном варианте осуществления настоящего изобретения размер канала направляющей решетки в области с меньшей долей свободного сечения меньше размера канала направляющей решетки в области с большей долей свободного сечения. Предпочтительно, чтобы отношение размера канала направляющей решетки в области с меньшей долей свободного сечения к размеру канала направляющей решетки в области с большей долей свободного сечения составляло от 1:4 до 2:3. Предпочтительно, чтобы размер канала направляющей решетки в области с меньшей долей свободного сечения составлял от 0,01 до 0,08 м. Это связано с тем, что в реакторе с псевдоожиженным слоем катализатора размер одиночного пузыря может варьироваться в соответствии с диаметром реактора. В обычных условиях размер пузыря не превышает 0,12 м. В этом случае обеспечивается разрушение в реакторе пузырей реагирующей массы и агрегатов частиц катализатора. Таким образом, повышается равномерность перемешивания реагирующей массы и катализатора и увеличивается площадь поверхности контакта между реагирующей массой и катализатором, чем достигается дальнейшее повышение эффективности реакции.
В одном варианте осуществления настоящего изобретения каждая из областей с меньшей долей свободного сечения и большей долей свободного сечения включает в себя решетку круглой формы с равномерно распределенными порами, или несколько кольцевых наклонных стенок, расположенных концентрически на расстоянии друг от друга, или несколько прямых стенок, расположенных параллельно на расстоянии друг от друга. Направляющая решетка этих типов может направлять поток газа таким образом, чтобы еще более улучшать равномерность распределения частиц катализатора в радиальном направлении.
В одном варианте осуществления настоящего изобретения область с меньшей долей свободного сечения выполнена в форме круга, а область с большей долей свободного сечения выполнена в форме кольца, и отношение диаметра области с меньшей долей свободного сечения к ширине области с большей долей свободного сечения составляет от 2:1 до 9:1. В этом случае направляющая решетка может легко устанавливаться в реактор с псевдоожиженным слоем катализатора.
В одном варианте осуществления настоящего изобретения предусмотрено несколько направляющих решеток, распределенных вдоль осевого направления реактора. Благодаря установке нескольких направляющих решеток достигается дальнейшее повышение равномерности распределения частиц катализатора в радиальном направлении реактора, и облегчается разрушение пузырей реагирующей массы и агрегатов частиц катализатора. В результате еще более повышается эффективность реакции.
В одном варианте осуществления настоящего изобретения в выходной зоне реактора расположен канал подачи ускоряющего газа. Предпочтительным является выполнение канала подачи ускоряющего газа проходящим наклонно снизу вверх. В этом случае через канал подачи ускоряющего газа в выходную зону реактора можно вдувать с высокой скоростью струю газа, такого как азот, инертный газ или водяной пар, что способствует поддержанию в реакторе более равномерного давления и более равномерного распределения катализатора. При этом может быть устранен свойственный известным из уровня техники решениям недостаток реактора с псевдоожиженным слоем катализатора, заключающийся в неравномерности распределения катализатора по высоте, т.е. когда плотность катализатора вверху реактора относительно мала, а плотность катализатора у днища реактора относительно велика. В целом, наличие канала подачи ускоряющего газа позволяет обеспечить равномерность распределения катализатора вдоль осевого направления реактора, что позволяет оптимизировать эффективность контакта газовой и твердой фаз. Одновременно могут быть повышены скорость циркуляции катализатора во всем реакторно-регенераторном блоке, а также выход продукта.
В одном варианте осуществления настоящего изобретения канал подачи ускоряющего газа расположен относительно продольной оси реактора под углом от 5 до 39°. В еще одном варианте осуществления настоящего изобретения отношение диаметра канала подачи ускоряющего газа к диаметру выходной зоны реактора составляет от 0,01 до 0,1. В еще одном варианте осуществления настоящего изобретения отношение длины той части выходной зоны реактора, которая (часть) расположена над каналом подачи ускоряющего газа, к общей длине выходной зоны реактора составляет от 0,1 до 0,8.
В качестве второго объекта настоящего изобретения предлагается реакторно-регенераторный блок, содержащий описанный выше реактор с псевдоожиженным слоем катализатора и соединенные с ним сепарационное устройство и регенератор для регенерации катализатора. Сепарационное устройство содержит сепаратор предварительной очистки для первичной очистки газа от твердых частиц, сообщающийся с выходной зоной реактора, вертикально расположенную демпферную емкость, имеющую нижнюю область, сообщающуюся с выходом твердых частиц сепаратора предварительной очистки для сбора частиц катализатора, и верхнюю область, сообщающуюся с выходом газа сепаратора предварительной очистки, и сепаратор окончательной очистки для тонкой очистки газа от твердых частиц, имеющий вход, сообщающийся с верхней областью демпферной емкости, и выход твердых частиц, сообщающийся с нижней областью демпферной емкости. Регенератор имеет расположенную внизу зону загрузки и расположенную вверху зону разгрузки, причем зона загрузки расположена ниже, чем нижняя область демпферной емкости, а зона разгрузки расположена выше, чем входная зона реактора. Нижняя область демпферной емкости сообщается с зоной загрузки регенератора через вторую трубу, а зона разгрузки регенератора сообщается с входной зоной реактора через третью трубу.
Отделение от продукта частиц катализатора, унесенных потоком продукта из реактора, может быстро осуществляться посредством сепаратора предварительной очистки и сепаратора окончательной очистки, благодаря чему эффективно предотвращается побочная (вторичная) реакция продукта в присутствии подлежащего регенерации, но еще активного катализатора. Также, благодаря быстрому разделению продукта и катализатора, может быть значительно повышена производительность процесса. Кроме того, поток продукта обычно выходит из реактора с высокой скоростью, тем самым воздействуя на аппарат, в который поступает этот высокоскоростной поток продукта, вплоть до возбуждения в аппарате интенсивной вибрации. Такое воздействие способно привести даже к повреждению соответствующего аппарата. В соответствии с настоящим изобретением между сепаратором предварительной очистки и сепаратором окончательной очистки расположена демпферная емкость, благодаря чему воздействие высокоскоростного потока продукта может гаситься совместно сепаратором предварительной очистки и демпферной емкостью, что позволяет предотвратить повреждение сепарационного устройства в целом. При этом отпадает необходимость выполнения сепаратора предварительной очистки и демпферной емкости с большими размерами.
В одном варианте осуществления настоящего изобретения диаметр верхней области демпферной емкости меньше диаметра ее нижней области. Предпочтительно, чтобы отношение диаметра верхней области к диаметру нижней области составляло от 0,05 до 0,5. Благодаря верхней области демпферной емкости, имеющей меньший диаметр, происходит быстрое уменьшение колебаний, возбуждаемых скоростным истечением продукта из реактора в верхнюю область демпферной емкости, в результате чего нижняя область демпферной емкости остается в относительно спокойном состоянии. В результате частицы катализатора устойчиво размещаются в нижней области демпферной емкости, и повышается эффективность разделения газа и твердых частиц.
В одном варианте осуществления настоящего изобретения нижняя область демпферной емкости выполнена и расположена с возможностью проведения отпарки катализатора. Например, на нижнем торце демпферной емкости может быть расположен вход для подачи пара, а внутри нижней области демпферной емкости может быть расположена конструкция или компонент, используемые при отпарке катализатора. Такая конструкция или такой компонент хорошо известны специалисту. В нижнюю область демпферной емкости через ее нижний торец подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта. Отделенный продукт поднимается с водяным паром в верхнюю область демпферной емкости и смешивается с находящимся в демпферной емкости продуктом. При этом можно значительно повысить выход продукта. Кроме того, как описано выше, демпферная емкость выполнена так, чтобы препятствовать развитию сильных колебаний в ее нижней области, тем самым облегчая отпарку катализатора.
В одном варианте осуществления настоящего изобретения место, где выход газа сепаратора предварительной очистки соединен с демпферной емкостью, находится ниже места, где с демпферной емкостью соединен вход сепаратора окончательной очистки. Благодаря такой конфигурации, во время восходящего движения потока продукта в демпферной емкости унесенные продуктом частицы катализатора могут осаждаться, что дополнительно повышает эффективность разделения газа и твердых частиц.
В одном варианте осуществления настоящего изобретения сепаратор предварительной очистки представляет собой циклонный сепаратор, а сепаратор окончательной очистки включает в себя двух- или многоступенчатый каскад циклонных сепараторов. Двух- или многоступенчатый каскад циклонных сепараторов выполнен так, что вход циклонного сепаратора первой ступени сообщается с верхней областью демпферной емкости, причем продукт получают на выходе газа циклонного сепаратора последней ступени, выход газа расположенного выше по потоку циклонного сепаратора сообщается с входом соседнего расположенного ниже по потоку циклонного сепаратора, и выходы твердых частиц всех циклонных сепараторов сообщаются с нижней областью демпферной емкости. Кроме того, эффект отделения частиц катализатора от продукта можно усилить применением каскада из нескольких последовательно включенных циклонных сепараторов. В результате может быть повышена эффективность восстановления катализатора, а получаемый конечный продукт будет содержать меньше примесей. Циклонный сепаратор способствует быстрому отделению частиц катализатора от продукта и обладает преимуществами, связанными с простотой конструкции и низкой стоимостью. В предпочтительном варианте осуществления настоящего изобретения как сепаратор предварительной очистки, так и сепаратор окончательной очистки представляют собой циклонные сепараторы.
В одном варианте осуществления настоящего изобретения верхняя область демпферной емкости снабжена входным каналом для сообщения с выходом газа сепаратора предварительной очистки, причем входной канал выполнен тангенциально по отношению к боковой стенке верхней области. Через указанный входной канал продукт из реактора может направляться в верхнюю область демпферной емкости по пути, проходящему по касательной к боковой стенке верхней области демпферной емкости. Это позволяет уменьшить воздействие продукта на демпферную емкость, обеспечив уменьшение ее вибрации. Кроме того, закручивание потока продукта также может способствовать осаждению содержащихся в продукте частиц катализатора, что еще более повышает эффективность разделения газа и твердых частиц.
В одном варианте осуществления настоящего изобретения третья труба снабжена заграждающим элементом, расположенным в верхней части ее внутренней стенки. Заграждающий элемент используется для того, чтобы препятствовать обратному движению газа и частиц катализатора в третью трубу вследствие интенсивной реакции в реакторе с псевдоожиженным слоем катализатора. При этом может быть эффективно увеличена скорость подачи частиц катализатора, что позволяет еще более увеличить скорость циркуляции катализатора, чем достигается повышение выхода продукта.
В одном варианте осуществления настоящего изобретения заграждающий элемент представляет собой отражательный щиток, расположенный с наклоном к реактору. В одном конкретном примере отношение площади отражательного щитка к площади поперечного сечения третьей трубы составляет от 0,1 до 1. Отражательный щиток имеет форму сектора или прямоугольную форму. Отношение расстояния между отражательным щитком и реактором к длине третьей трубы составляет от 0,01 до 0,5. Угол между отражательным щитком и осью третьей трубы составляет от 10 до 75°. Предпочтительно предусмотреть несколько расположенных параллельно друг другу отражательных щитков.
В еще одном варианте осуществления настоящего изобретения заграждающий элемент представляет собой задерживающий выступ, выдающийся радиально внутрь. Предпочтительно предусмотреть несколько задерживающих выступов, расположенных в ряд вдоль оси третьей трубы. В одном варианте осуществления настоящего изобретения отношение длины каждого задерживающего выступа к диаметру третьей трубы составляет от 0,1 до 0,5. Предпочтительно, чтобы поперечное сечение каждого из задерживающих выступов имело треугольную форму, прямоугольную форму или форму сектора.
В одном варианте осуществления настоящего изобретения входная зона реактора расположена ниже, чем нижняя область демпферной емкости, а нижняя область демпферной емкости сообщается с входной зоной реактора через первую трубу. Этот блок (аппарат) может использоваться для получения олефинов из метанола.
В одном варианте осуществления настоящего изобретения каждая из первой, второй и третьей труб снабжена затвором для управления потоком материала.
В качестве третьего объекта настоящего изобретения предлагается способ получения олефинов с использованием описанного выше реакторно-регенераторного блока. При этом входная зона реактора, входящего в состав реакторно-регенераторного блока, расположена ниже, чем нижняя область демпферной емкости сепарационного устройства, а нижняя область демпферной емкости сообщается с входной зоной указанного реактора через первую трубу. Предлагаемый в изобретении способ характеризуется тем, что: в реакционной зоне реактора проводят реакцию превращения содержащего оксигенат газообразного сырья в присутствии катализатора; получаемый продукт и уносимые им частицы катализатора направляют через выходную зону реактора в сепарационное устройство; посредством сепарационного устройства от продукта отделяют унесенные им частицы катализатора, часть отделенного катализатора отправляют непосредственно во входную зону реактора, остальную часть катализатора регенерируют, и регенерированный катализатор подают во входную зону реактора; и во входной зоне реактора смешивают частицы нерегенерированного и регенерированного катализатора, и смесь частиц катализатора подают в реакционную зону реактора.
В одном варианте осуществления настоящего изобретения массовое отношение нерегенерированного катализатора к регенерированному катализатору составляет от 0,3 до 1,5.
В одном варианте осуществления настоящего изобретения в сепарационном устройстве выполняют следующие действия. Посредством сепаратора предварительной очистки выполняют первичную очистку поступающего из реактора продукта от унесенных продуктом частиц катализатора. После первичной очистки продукт с оставшимися в нем частицами катализатора направляют в верхнюю область демпферной емкости. Далее выводят продукт из демпферной емкости и вводят его в сепаратор окончательной очистки для тонкой очистки от твердых частиц. И далее на выходе газа сепаратора окончательной очистки получают конечный газообразный продукт, а частицы катализатора, выходящие из сепаратора предварительной очистки и сепаратора окончательной очистки, собирают в нижней области демпферной емкости.
В одном варианте осуществления настоящего изобретения в демпферную емкость со стороны ее нижнего торца подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта.
В одном варианте осуществления настоящего изобретения измеряемое по манометру, т.е. избыточное, давление в реакторе составляет от 0 до 0,4 МПа, средняя температура в реакторе составляет от 380 до 550°С, а средняя плотность в реакционной зоне составляет от 40 до 200 кг/м3. В качестве катализатора в реакторе используют силикоалюмофосфатный катализатор SAPO-34, причем средой регенерации катализатора является воздух, а температура регенерации составляет от 600 до 700°С.
В одном варианте осуществления настоящего изобретения отношение перепада давления, создаваемого при прохождении газообразного сырья через область с меньшей долей свободного сечения, к перепаду давления, создаваемому при прохождении газообразного сырья через область с большей долей свободного сечения, составляет от 1,2:1 до 10:1.
В одном варианте осуществления настоящего изобретения в выходной зоне реактора расположен канал подачи ускоряющего газа, через который в выходную зону реактора подают газ, представляющий собой водяной пар или азот, причем линейная скорость подаваемого газа составляет от 1,0 до 10,0 м/с.
В одном варианте осуществления настоящего изобретения оксигенат включает в себя одно или несколько соединений, выбранных из группы, состоящей из метанола, этанола, н-пропилового спирта, изопропилового спирта, спирта С4-С20, этилметилового эфира, диметилового эфира, диэтилового эфира, диизопропилового эфира, метаналя, диметилкарбоната, ацетона и уксусной кислоты, а массовая доля оксигената в сырье составляет от 10 до 100%.
В качестве четвертого объекта настоящего изобретения предлагается способ получения ароматических углеводородов с использованием описанного выше реакторно-регенераторного блока. Предлагаемый в изобретении способ получения ароматических углеводородов характеризуется тем, что в реакционной зоне реактора, входящего в состав реакторно-регенераторного блока, проводят реакцию превращения содержащего оксигенат сырья в присутствии катализатора; получаемый продукт и уносимые им частицы катализатора направляют через выходную зону реактора в сепарационное устройство; посредством сепарационного устройства отделяют от продукта унесенные им частицы катализатора, отделенный от продукта катализатор регенерируют, и регенерированный катализатор подают во входную зону, а затем - в реакционную зону реактора.
В одном варианте осуществления настоящего изобретения в сепарационном устройстве выполняют следующие действия. Посредством сепаратора предварительной очистки выполняют первичную очистку поступающего из реактора продукта от унесенных продуктом частиц катализатора. После первичной очистки продукт с оставшимися в нем частицами катализатора направляют в верхнюю область демпферной емкости. Далее выводят продукт из демпферной емкости и вводят его в сепаратор окончательной очистки для тонкой очистки от твердых частиц. И далее на выходе газа сепаратора окончательной очистки получают конечный продукт, а частицы катализатора, выходящие из сепаратора предварительной очистки и сепаратора окончательной очистки, собирают в нижней области демпферной емкости.
В одном варианте осуществления настоящего изобретения в демпферную емкость со стороны ее нижнего торца подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта.
В одном варианте осуществления настоящего изобретения измеряемое по манометру, т.е. избыточное, давление в реакторе составляет от 0 до 0,6 МПа, средняя температура в реакторе составляет от 440 до 550°С, объемная скорость подачи сырья в реакционной зоне составляет от 0,3 до 5 ч-1, а средняя плотность в реакционной зоне составляет от 200 до 450 кг/м3. В качестве катализатора используют цеолит ZSM-5, причем средой регенерации катализатора является воздух, а температура регенерации составляет от 550 до 650°С.
В одном варианте осуществления настоящего изобретения отношение перепада давления, создаваемого при прохождении газообразного сырья через область с меньшей долей свободного сечения, к перепаду давления, создаваемому при прохождении газообразного сырья через область с большей долей свободного сечения, составляет от 1,2:1 до 10:1.
В одном варианте осуществления настоящего изобретения в выходной зоне реактора расположен канал подачи ускоряющего газа, через который в выходную зону реактора подают газ, представляющий собой водяной пар или азот, причем линейная скорость подаваемого газа составляет от 1,0 до 10,0 м/с.
В одном варианте осуществления настоящего изобретения оксигенат включает в себя одно или несколько соединений, выбранных из группы, состоящей из метанола, этанола, н-пропилового спирта, изопропилового спирта, спирта С4-С20, этилметилового эфира, димстилового эфира, диэтилового эфира, диизопропилового эфира, метаналя, диметилкарбоната, ацетона и уксусной кислоты, а массовая доля оксигената в сырье составляет от 10 до 100%.
По сравнению с уровнем техники настоящее изобретение имеет следующие преимущества. В предлагаемом в изобретении реакторе с псевдоожиженным слоем катализатора расположена направляющая решетка, что обеспечивает равномерное распределение частиц катализатора в реакторе, чем достигается повышение эффективности реакции. Кроме того, предлагаемый в изобретении реакторно-регенераторный блок обеспечивает не только высокую эффективность реакции, но и высокую эффективность разделения газа и твердых частиц. В результате также повышается выход продукта.
Краткое описание чертежей
Ниже подробнее рассматриваются примеры осуществления настоящего изобретения, поясняемые прилагаемыми чертежами, на которых показано:
на фиг. 1 - схематическое изображение, иллюстрирующее конструкцию реактора с псевдоожиженным слоем катализатора в соответствии с одним примером осуществления настоящего изобретения,
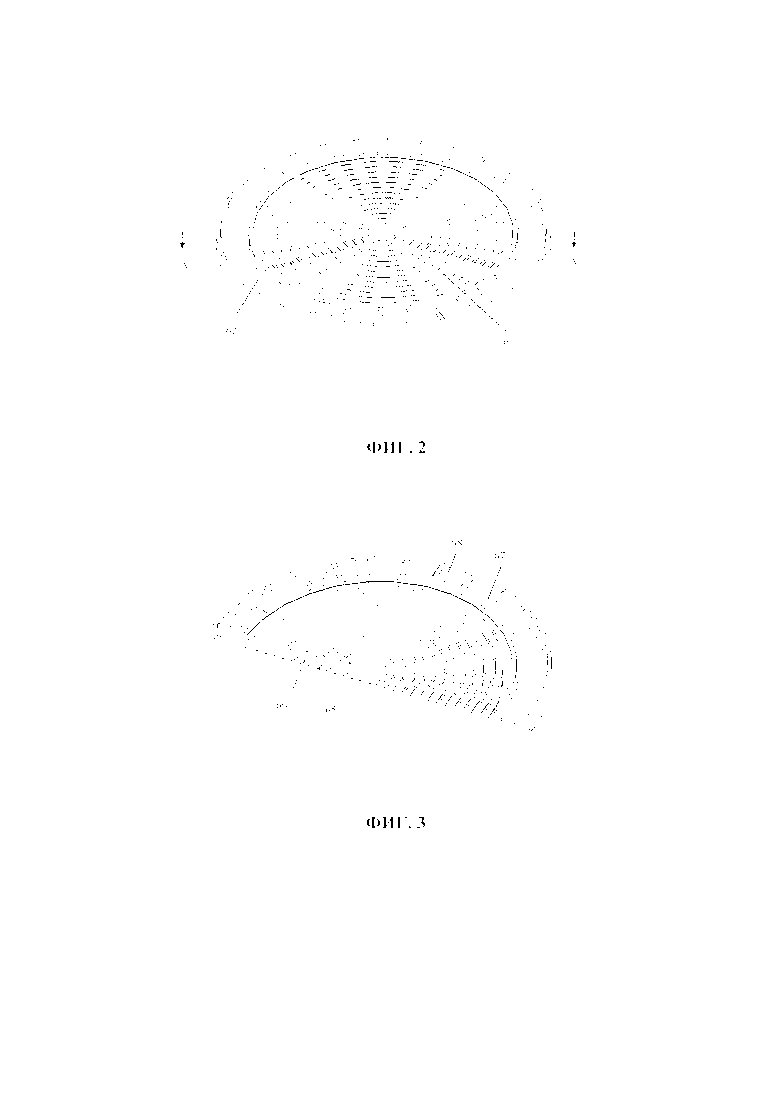
на фиг. 2 - схематическое объемное изображение направляющей решетки, выполненной в соответствии с первым примером осуществления настоящего изобретения,
на фиг. 3 - вид в разрезе по линии А-А, показанной на фиг. 2,
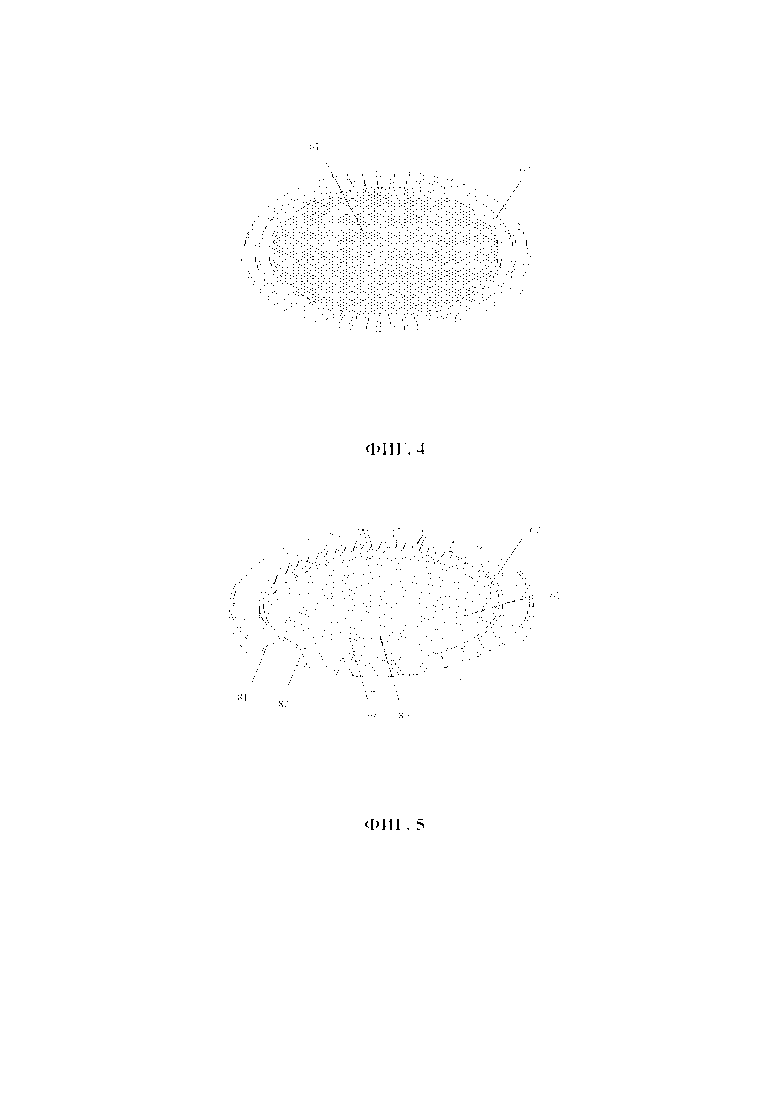
на фиг. 4 - схематическое объемное изображение направляющей решетки, выполненной в соответствии со вторым примером осуществления настоящего изобретения,
на фиг. 5 - схематическое объемное изображение направляющей решетки, выполненной в соответствии с третьим примером осуществления настоящего изобретения,
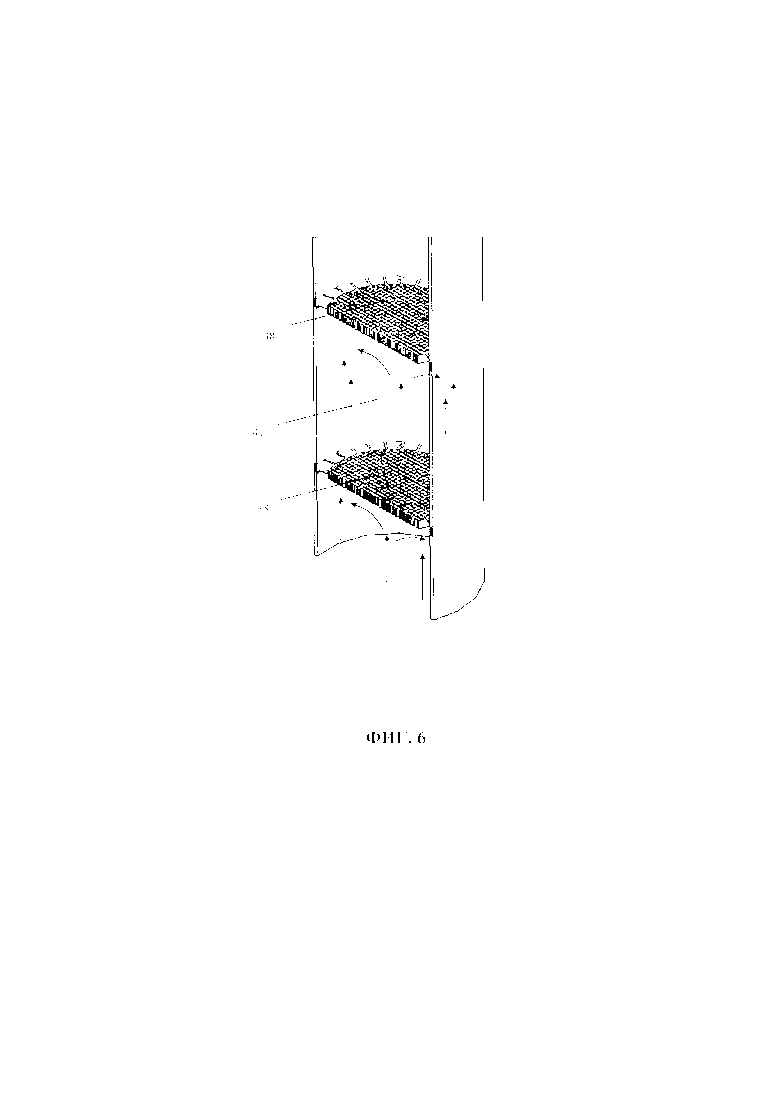
на фиг. 6 - схематическое изображение, иллюстрирующее конструкцию реактора с псевдоожиженным слоем катализатора, содержащего несколько направляющих решеток в соответствии с одним примером осуществления настоящего изобретения,
на фиг. 7 - схема реакторно-регенераторного блока, выполненного в соответствии с первым примером осуществления настоящего изобретения,
на фиг. 8 - схема сепарационного устройства для реактора с псевдоожиженным слоем катализатора, выполненного в соответствии с первым примером осуществления настоящего изобретения,
на фиг. 9 - схема сепарационного устройства для реактора с псевдоожиженным слоем катализатора, выполненного в соответствии со вторым примером осуществления настоящего изобретения,
на фиг. 10 - увеличенный местный вид фрагмента А, показанного на фиг. 7, в соответствии с одним примером осуществления настоящего изобретения,
на фиг. 11 - увеличенный местный вид фрагмента А, показанного на фиг. 7, в соответствии с еще одним примером осуществления настоящего изобретения, и
на фиг. 12 - схема реакторно-регенераторного блока, выполненного в соответствии со вторым примером осуществления настоящего изобретения.
На чертежах одни и те же компоненты обозначены одинаковыми номерами позиций. Чертежи исполнены не в масштабе.
Осуществление изобретения
Возможности осуществления настоящего изобретение раскрываются ниже со ссылкой на прилагаемые чертежи.
На фиг. 1 схематически изображен реактор 4 с псевдоожиженным слоем катализатора, выполненный в соответствии с одним примером осуществления настоящего изобретения. Как показано на фиг. 1, реактор 4 имеет расположенную внизу входную зону 70, расположенную вверху выходную зону 42 и реакционную зону 41, расположенную между входной 70 и выходной 42 зонами. В реакционной зоне 41 расположена направляющая решетка 48.
Может быть предусмотрено несколько направляющих решеток 48, распределенных вдоль осевого направления реактора 4, как это показано на фиг. 6. Следует иметь в виду, что на фиг. 6 реакционная зона 41 реактора 4 и две расположенных в ней направляющих решетки 48 показаны лишь схематически. На самом деле, в зависимости от фактической ситуации число направляющих решеток 48 может быть равно одному, двум или более.
Направляющая решетка 48 может использоваться в реакционной зоне 41 реактора таким образом, чтобы обеспечивать более равномерное в радиальном направлении распределение частиц катализатора. Направляющая решетка 48 имеет область 61 с меньшей долей свободного сечения, расположенную в средней части направляющей решетки, и область 62 с большей долей свободного сечения, расположенную по периферии направляющей решетки и окружающую область 61 с меньшей долей свободного сечения. Область 61 с меньшей долей свободного сечения оказывает относительно большое сопротивление, а область 62 с большей долей свободного сечения - относительно малое сопротивление восходящему движению материала. Газ, находящийся в реакторе 4 под средней частью направляющей решетки 48, вытесняется к периферийным частям, что обеспечивает увеличение скорости прохождения газа через область 62 с большей долей свободного сечения. В этом случае над направляющей решеткой 48 скорость течения газа в расположенных по окружности краевых (периферийных) областях реактора 4 увеличивается, в результате чего в этих расположенных по окружности краевых областях поток газа может поднимать частицы катализатора. Под влиянием стенки реактора 4 и общего потока материала в реакторе 4 поднимающиеся частицы катализатора смещаются в направлении средней области реакционной зоны 41 реактора 4 (Соответствующие направления течения газа схематически показаны стрелками на фиг. 6). В результате этого обеспечивается более равномерное в радиальном направлении распределение частиц катализатора в реакционной зоне 41 реактора 4, что препятствует разжижению катализатора в средней области и сгущению катализатора в окружающих областях.
Направляющая решетка 48 обычно имеет круглую форму. При этом область 61 с меньшей долей свободного сечения выполнена в форме круга, а область 62 с большей долей свободного сечения выполнена в форме кольца. Отношение диаметра области 61 с меньшей долей свободного сечения к ширине области 62 с большей долей свободного сечения составляет от 2:1 до 9:1, что может способствовать установке направляющей решетки 48 в реактор 4. Поскольку область 62 с большей долей свободного сечения должна сопрягаться со стенкой реактора 4, должная ширина области 62 с большей долей свободного сечения может сделать монтаж более легким.
Размер канала направляющей решетки в области 61 с меньшей долей свободного сечения меньше размера канала направляющей решетки в области 62 с большей долей свободного сечения. Например, отношение размера канала направляющей решетки в области 61 с меньшей долей свободного сечения к размеру канала направляющей решетки в области 62 с большей долей свободного сечения составляет от 1:4 до 2:3. Предпочтительно, чтобы размер канала направляющей решетки в области 61 с меньшей долей свободного сечения составлял от 0,01 до 0,08 м. В этом случае в реакторе 4 будут разрушаться пузыри реагирующей массы и агрегаты частиц катализатора. Таким образом, повышается равномерность перемешивания реагирующей массы и катализатора и увеличивается площадь поверхности контакта между реагирующей массой и катализатором, чем достигается дальнейшее повышение эффективности реакции.
На фиг. 2, 3, 4 и 5 показаны разные формы выполнения направляющей решетки 48. Как показано на фиг. 2 и 3, в области 61 с меньшей долей свободного сечения расположено несколько кольцевых концентрических стенок 65, расположенных на расстоянии друг от друга. Промежуток 66 между соседними кольцевыми концентрическими стенками 65 образует канал. В области 62 с большей долей свободного сечения расположены прямые стенки 67, расположенные на расстоянии друг от друга и ориентированные по существу вдоль радиальных направлений направляющей решетки 48, т.е. примерно параллельно друг другу. Промежуток 68 между соседними прямыми стенками 67 образует канал. В одном примере каждая из кольцевых концентрических стенок 65 выполнена с наклоном к горизонтали наружу от центра круга, а каждая из прямых стенок 67 также выполнена с наклоном к горизонтали. При этом угол наклона может составлять, например, от 45 до 85°.
Как показано на фиг. 4, каналы, имеющиеся как в области 61 с меньшей долей свободного сечения, так и в области 62 с большей долей свободного сечения, представляют собой четырехугольные отверстия, а размер четырехугольного отверстия в области 61 с меньшей долей свободного сечения меньше размера четырехугольного отверстия в области 62 с большей долей свободного сечения. Например, отношение размера четырехугольного отверстия в области 61 с меньшей долей свободного сечения к размеру четырехугольного отверстия в области 62 с большей долей свободного сечения может составлять от 1:4 до 2:3. Следует отмстить, что форма канала не ограничивается формой четырехугольного отверстия, канал может быть выполнен в виде круглого отверстия, эллиптического отверстия или отверстия любого иного типа.
Как показано на фиг. 5, в области 61 с меньшей долей свободного сечения имеется несколько прямых стенок 69, расположенных параллельно на расстоянии друг от друга, причем промежуток 80 между соседними прямыми стенками образует канал. В области 62 с большей долей свободного сечения имеются прямые стенки 81, расположенные на расстоянии друг от друга и ориентированные по существу вдоль радиальных направлений направляющей решетки 48, т.е. примерно параллельно друг другу, причем промежуток 82 между соседними прямыми стенками образует канал. В одном примере каждая из прямых стенок 69 выполнена с наклоном к горизонтали наружу от центра круга, а каждая из прямых стенок 81 также выполнена с наклоном к горизонтали. При этом угол наклона может составлять, например, от 45 до 85°.
В выходной зоне 42 реактора 4 расположен канал 49 подачи ускоряющего газа. Канал 49 подачи ускоряющего газа предпочтительно выполнен проходящим наклонно снизу вверх. В этом случае через канал 49 подачи ускоряющего газа в выходную зону 42 реактора 4 можно вдувать газ, имеющий высокую скорость, что позволяет поддерживать в реакторе 4 более равномерное давление и способствует более равномерному распределению катализатора в реакторе 4. В результате также можно достичь повышения выхода продукта. Канал 49 подачи ускоряющего газа проходит относительно вертикали (т.е. продольной оси реактора 4) под углом от 5 до 39°, например, этот угол может быть равен 10 или 15°. Диаметр канала 49 подачи ускоряющего газа меньше, чем диаметр выходной зоны 42 реактора. Например, отношение диаметра канала 49 подачи ускоряющего газа к диаметру выходной зоны 42 может составлять 0,05 или 0,1. Отношение длины L1 той части выходной зоны 42 реактора 4, которая расположена над каналом 49 подачи ускоряющего газа, к общей длине L2 выходной зоны 42 реактора 4 составляет от 0,1 до 0,8. Например, это отношение может быть равно 0,1 или 0,4.
На фиг. 7 схематически показан реакторно-регенераторный блок 30, выполненный в соответствии с первым примером осуществления настоящего изобретения. Как показано на фиг. 7, реакторно-регенераторный блок 30 содержит сепарационное устройство 10, реактор 4 с псевдоожиженным слоем катализатора и регенератор 50 для регенерации катализатора, а также трубы для соединения сепарационного устройства 10, реактора 4 и регенератора 50.
Выходная зона 42 реактора 4 сообщается с сепаратором 7 предварительной очистки, входящим в состав сепарационного устройства 10. В реакционной зоне 41 сырье и катализатор взаимодействуют с образованием продукта реакции. Продукт реакции уносит с собой часть катализатора и покидает реактор 4 через выходную зону 42.
Регенератор 50 имеет расположенную внизу зону 51 загрузки и расположенную вверху зону 52 разгрузки. Регенератор 50 используется для восстановления катализатора, израсходованного в реакторе 4 и утратившего активность.
Как показано на фиг. 8, сепарационное устройство 10, выполненное в соответствии с первым примером осуществления настоящего изобретения, обычно используется вместе с реактором 4 с псевдоожиженным слоем катализатора. В частности, сепарационное устройство 10 выполнено с возможностью приема поступающего с выхода 12 реактора 4 потока продукта, содержащего уносимые (увлекаемые) продуктом частицы катализатора. При прохождении потока продукта через сепарационное устройство 10 от продукта отделяются унесенные им частицы катализатора. Сепарационное устройство 10 подробно рассматривается ниже.
Как показано на фиг. 8, сепарационное устройство 10 содержит сепаратор 7 предварительной очистки для первичной очистки газа от твердых частиц, демпферную емкость 15 и сепаратор 9 окончательной очистки для тонкой очистки газа от твердых частиц, расположенные друг за другом по направлению потока продукта в порядке их перечисления. Сепаратор 7 предварительной очистки сообщается непосредственно с реактором 4 для приема продукта из реактора 4. Демпферная емкость 15 расположена вертикально, и в верхней области 8 демпферной емкости 15 расположен входной канал 16. Сепаратор 7 предварительной очистки имеет выход 18 газа, сообщающийся с входным каналом 16, и выход 19 твердых частиц, сообщающийся с нижней областью 6 демпферной емкости 15. Кроме того, в верхней области 8 демпферной емкости 15 имеется выходной канал 14, расположенный со смещением относительно входного канала 16. Сепаратор 9 окончательной очистки имеет вход 20, сообщающийся с выходным каналом 14 в верхней области 8 демпферной емкости 15, и выход 21 твердых частиц, сообщающийся с нижней областью 6 демпферной емкости 15.
В показанном на фиг. 8 примере сепаратор 7 предварительной очистки представляет собой циклонный сепаратор, циклонным сепаратором также может быть сепаратор 9 окончательной очистки. Циклонный сепаратор 7 и циклонный сепаратор 9 могут иметь одинаковые или разные характеристики. В одном примере, в котором циклонный сепаратор 9 по своим характеристикам отличается от циклонного сепаратора 7, циклонный сепаратор 9 может быть выбран таким образом, чтобы обеспечивать отделение частиц меньшего размера по сравнению с циклонным сепаратором 7.
Во время работы сепарационного устройства 10 продукт, поступающий из реактора 4 и содержащий унесенные им частицы катализатора, сначала направляется в сепаратор 7 предварительной очистки. В сепараторе 7 предварительной очистки большинство частиц катализатора отделяется от продукта и отправляется в нижнюю область 6 демпферной емкости 15. Продукт, уносящий небольшое остаточное количество частиц катализатора, направляется в верхнюю область 8 демпферной емкости 15. В верхней области 8 демпферной емкости поток продукта должным образом замедляется и поступает в сепаратор 9 окончательной очистки. Оставшиеся частицы катализатора отделяются от продукта и отправляются в нижнюю область 6 демпферной емкости 15. Продукт получают на выходе 22 газа сепаратора 9 окончательной очистки.
Поскольку в виде циклонных сепараторов могут быть выполнены как сепаратор 7 предварительной очистки, так и сепаратор 9 окончательной очистки, скорость отделения частиц катализатора от продукта может быть значительно увеличена. Это препятствует вступлению продукта в побочную реакцию, а содержание примесей в конечном продукте может быть очень малым.
В предпочтительном варианте осуществления настоящего изобретения место, где выход 18 газа сепаратора 7 предварительной очистки соединен с демпферной емкостью 15, находится ниже места, где с демпферной емкостью 15 соединен вход 20 сепаратора 9 окончательной очистки. В целом, сепаратор 7 предварительной очистки расположен ниже, а сепаратор 9 окончательной очистки - выше. В этом случае продукт, выходящий из сепаратора 7 предварительной очистки, может двигаться в верхней области 8 демпферной емкости 15 только вверх, направляясь из демпферной емкости 15 в сепаратор 9 окончательной очистки. Во время этого движения продукта могут осаждаться частицы катализатора, унесенные продуктом и оставшиеся в нем (после первичной очистки). В результате может быть повышена эффективность разделения газа и твердых частиц.
В предпочтительном варианте осуществления настоящего изобретения входной канал 16 в верхней области 8 демпферной емкости 15 выполнен тангенциально по отношению к боковой стенке верхней области 8. В этом случае продукт из реактора 4 может направляться в верхнюю область 8 по пути, проходящему по касательной к боковой стенке верхней области 8. В результате этого может быть уменьшено воздействие продукта на демпферную емкость 15, в частности на ее верхнюю область 8, что позволяет смягчать вибрацию демпферной емкости 15.
Демпферная емкость 15 может представлять собой емкость переменного диаметра. Как показано на фиг.8, диаметр верхней области 8 демпферной емкости 15 меньше диаметра ее нижней области 6. Отношение диаметра верхней области 8 к диаметру нижней области 6 составляет от 0,05 до 0,5. Например, это отношение может быть равно 0,08, 0,1, 0,12 или 0,3. В целом, верхняя область 8 выглядит как трубчатый элемент, вертикально установленный на нижней области 6. Такое выполнение конструкции демпферной емкости 15 обусловливается тем, что верхняя область 8 в действительности может функционировать в качестве канала для потока газа, а не вместилища для веществ, тогда как нижняя область 6 может функционировать в качестве вместилища для катализатора. Демпферная емкость 15 такой конструкции может иметь осадитель (отстойник) гораздо меньшего размера, чем демпферная емкость в известных из уровня техники решениях, что позволяет уменьшить производственные расходы на изготовление аппарата, т.е. затраты на аппаратурное оформление процесса.
В одном предпочтительном примере на нижнем торце демпферной емкости 15 расположен вход 5 для подачи пара, а во внутреннем пространстве нижней области 6 демпферной емкости 15 может быть расположена конструкция или компонент (на чертежах не показаны), используемые при отпарке катализатора. Такая конструкция или такой компонент хорошо известны специалисту и поэтому подробно здесь не рассматриваются. В этом случае нижняя область 6 демпферной емкости 15 может образовывать отпарной аппарат, что позволяет в процессе разделения газа и твердых частиц проводить в нижней области 6 отпарку катализатора для отделения увлеченного частицами катализатора продукта и тем самым дополнительно увеличить выход продукта. В одном конкретном примере при отпарке катализатора может использоваться водяной пар.
На фиг. 9 показано сепарационное устройство 10', выполненное в соответствии со вторым примером осуществления настоящего изобретения. Реактор с псевдоожиженным слоем катализатора, взаимодействующий с сепарационным устройством 10', на фиг. 9 не показан. Однако несложно понять, что соединение между сепарационным устройством 10' и реактором реализовано так же, как и между сепарационным устройством 10 и реактором, показанными на фиг. 8, и поэтому подробно не рассматривается.
Сепарационное устройство 10' отличается от сепарационного устройства 10 только своим сепаратором окончательной очистки. В сепарационном устройстве 10', показанном на фиг. 9, сепаратор 9' окончательной очистки включает в себя двух- или многоступенчатый каскад циклонных сепараторов (На фиг. 9 лишь схематически показаны две ступени 91' и 92'). Все эти сепараторы могут представлять собой циклонные сепараторы или комбинацию нескольких типов сепараторов.
Две или более ступеней каскада циклонных сепараторов выполнены так, что вход циклонного сепаратора 91' первой ступени сообщается с верхней областью 8 демпферной емкости 15, причем продукт получают на выходе газа второго циклонного сепаратора 92'. Кроме того, выход газа циклонного сепаратора 91' первой ступени сообщается с входом циклонного сепаратора 92' второй ступени. Выходы твердых частиц как циклонного сепаратора 91' первой ступени, так и циклонного сепаратора 92' второй ступени сообщаются с нижней областью 6 демпферной емкости 15. Следует отметить, что циклонный сепаратор 91' первой ступени подобран из условия отделения от газа частиц катализатора относительно большой массы, а циклонный сепаратор 92' второй ступени подобран из условия отделения от газа частиц катализатора относительно малой массы. При большем двух числе ступеней каскад циклонных сепараторов конструктивно аналогичен двухступенчатому каскаду циклонных сепараторов и поэтому подробнее здесь не рассматривается.
Применение сепаратора 9' окончательной очистки улучшает эффект отделения частиц катализатора от продукта, тем самым обеспечивая дальнейшее повышение эффективности регенерации катализатора. В то же время получаемый продукт содержит меньше примесей.
Для экономии энергии зона 51 загрузки регенератора 50 расположена ниже, чем нижняя область 6 демпферной емкости 15, а зона 52 разгрузки регенератора расположена выше, чем входная зона 70 реактора 4, что позволяет в полной мере использовать силу тяжести для перемещения катализатора между сепарационным устройством 10, реактором 4 и регенератором 50. Кроме того, нижняя область 6 демпферной емкости 15 сообщается с зоной 51 загрузки регенератора 50 через вторую трубу 43, а зона 52 разгрузки регенератора 50 сообщается с входной зоной 70 реактора 4 через третью трубу 44. В этом случае инактивированный катализатор может поступать по второй трубе 43 под действием силы тяжести (собственного веса) из демпферной емкости 15 в регенератор 50, где происходит регенерация катализатора. Из регенератора 50 регенерированный катализатор поступает в реактор 4 по третьей трубе 44 автоматически. В ходе всего процесса поднимать катализатор необходимо только в регенераторе 50. Поскольку частицы катализатора имеют малый вес, для подъема катализатора достаточно лишь газа под высоким давлением, подаваемого со стороны днища регенератора 50. Таким образом, значительно уменьшается расход энергии на перемещение катализатора и упрощается конструкция. Хотя на фиг. 7 вторая труба 43 и третья труба 44 выглядят пересекающимися, в реальной установке вторая труба 43 и третья труба 44 не пересекаются, а проходят вдоль двух прямых, находящихся в разных плоскостях.
Следует отметить, что вторая труба 43 снабжена управляющим затвором 46, а третья труба 44 снабжена управляющим затвором 45, что позволяет управлять потоком катализатора.
Как показано на фиг. 10 и фиг. 11, третья труба 44 снабжена заграждающим элементом 47, расположенным в верхней части ее внутренней стенки с наклоном к реактору 4. На фиг. 10 показан пример выполнения заграждающего элемента 47. В показанном на фиг. 10 примере заграждающий элемент 47 выполнен в виде отражательного щитка 47. Отражательный щиток 47 может эффективно препятствовать обратному движению газа и частиц катализатора в третью трубу 44 вследствие интенсивной реакции в реакторе 4, что позволяет увеличить скорость циркуляции катализатора и тем самым дополнительно повысить выход продукта. В одном конкретном примере отношение площади отражательного щитка 47 к площади поперечного сечения третьей трубы 44 составляет от 0,1 до 1, например, это отношение может быть равно 0,3, 0,45 или 0,8. Кроме того, отражательный щиток 47 имеет форму сектора либо прямоугольную форму, или даже полукруглую форму. Отношение расстояния между отражательным щитком 47 и реактором 4 к длине третьей трубы 44 составляет от 0,01 до 0,5, например, это отношение может быть равно 0,2, 0,3 или 0,4. Угол, образованный между отражательным щитком 47 и осью третьей трубы 44, составляет от 10 до 75°, например, этот угол может быть равен 15°, 10°, 30° или 45°. Следует отметить, что также может быть предусмотрено несколько отражательных щитков 47, расположенных параллельно, как показано штриховой линией на фиг. 10.
На фиг. 11 показан еще один пример выполнения заграждающего элемента 47. Как показано на фиг. 11, заграждающий элемент 47 может быть выполнен в виде задерживающего выступа, выдающегося радиально внутрь из верхней части внутренней стенки третьей трубы 44. Может быть предусмотрено несколько задерживающих выступов 47, расположенных в ряд вдоль оси третьей трубы 44. Для эффективного воспрепятствования течению газа и частиц катализатора из реактора 4 обратно в третью трубу 44 отношение длины каждого задерживающего выступа 47 к диаметру третьей трубы 44 составляет от 0,1 до 0,5, а поперечное сечение каждого из задерживающих выступов 47 имеет треугольную форму, прямоугольную форму или форму сектора.
Реакторно-регенераторный блок 30, показанный на фиг. 7, может использоваться для получения ароматических углеводородов из оксигенатов. Поскольку для получения ароматических углеводородов необходимы катализаторы с высокой активностью, подаваемый в реактор 4 катализатор должен быть полностью регенерированным. Способ получения ароматических углеводородов из оксигенатов с использованием реакторно-регенераторного блока 30 подробно рассматривается ниже.
На фиг. 12 схематически показан реакторно-регенераторный блок 30' в соответствии со вторым примером осуществления настоящего изобретения. Реакторно-регенераторный блок 30' конструктивно подобен реакторно-регенераторному блоку 30, показанному на фиг. 7. Различие заключается лишь в том, что входная зона 70 реактора 4 с псевдоожиженным слоем катализатора расположена ниже, чем нижняя область 6 демпферной емкости 15 сепарационного устройства 10, а нижняя область 6 демпферной емкости 15 сообщается с входной зоной 70 реактора 4 через первую трубу 53. Первая труба 53 также снабжена управляющим затвором 54.
Реакторно-регенераторный блок 30', показанный на фиг. 12, может использоваться для получения олефинов из оксигенатов. Поскольку для получения олефинов требуются катализаторы с умеренной активностью, катализатор, подаваемый в реактор 4, должен содержать частицы нерегенерированного катализатора, что позволяет уменьшить общую активность катализатора. Способ получения олефинов из метанола с использованием реакторно-регенераторного блока 30' будет рассмотрен ниже, после описания получения ароматических углеводородов.
Способ получения ароматических углеводородов описывается исходя из того, что используется реакторно-регенераторный блок, показанный на фиг. 7. Ароматические углеводороды обычно получают из содержащего оксигенат сырья. Например, оксигенат может включать в себя одно или несколько соединений, выбранных из группы, состоящей из метанола, этанола, н-пропилового спирта, изопропилового спирта, спирта С4-С20, этилметилового эфира, диметилового эфира, диэтилового эфира, диизопропилового эфира, метаналя, диметилкарбоната, ацетона и уксусной кислоты. Массовая доля оксигената в сырье составляет от 10 до 100%.
Содержащее оксигенат сырье и катализатор реагируют в реакционной зоне 41 реактора 4. Примером используемого катализатора является цеолит ZSM-5. Измеряемое по манометру (избыточное) давление в реакторе 4 составляет от 0 до 0,6 МПа, средняя температура в реакторе составляет от 440 до 550°С, объемная скорость подачи сырья в реакционной зоне составляет от 0,3 до 5 ч-1, а средняя плотность в реакционной зоне составляет от 200 до 450 кг/м3. Отношение перепада давления, создаваемого при прохождении сырья через область 61 с меньшей долей свободного сечения, к перепаду давления, создаваемому при прохождении сырья через область 62 с большей долей свободного сечения, составляет от 1,2:1 до 10:1.
Получаемый в результате реакции продукт и уносимые им частицы катализатора направляют через выходную зону 42 реактора 4 в сепарационное устройство 10. Работа сепарационного устройства 10 включает в себя следующие этапы. Сначала посредством сепаратора 7 предварительной очистки выполняют первичную очистку от твердых частиц поступающего из реактора 4 продукта, содержащего унесенные продуктом частицы катализатора. Далее, после первичной очистки продукт с оставшимися в нем частицами катализатора направляют в верхнюю область 8 демпферной емкости 15. Далее выводят продукт из демпферной емкости 15 и вводят его в сепаратор 9 окончательной очистки для тонкой очистки от твердых частиц. На выходе газа сепаратора 9 окончательной очистки получают конечный продукт, а частицы катализатора, выходящие из сепаратора 7 предварительной очистки и сепаратора 9 окончательной очистки, собирают в нижней области 6 демпферной емкости 15.
Находящийся в нижней области 6 демпферной емкости 15 катализатор направляют через вторую трубу 43 на регенерацию в регенератор 50. В одном примере средой регенерации катализатора является воздух, а температура регенерации составляет от 550 до 650°С.
Регенерированный катализатор через третью трубу 44 направляют во входную зону 70 реактора 4. Затем регенерированный катализатор можно снова поднимать потоком подаваемого в реактор газа, такого как метанол, в реакционную зону 41 реактора 4 для участия в реакции.
В одном предпочтительном примере в выходной зоне 42 реактора 4 расположен канал 49 подачи ускоряющего газа. В качестве газа, вводимого в выходную зону 42 реактора 4 через канал 49 подачи ускоряющего газа, используют водяной пар или азот, причем линейная скорость подаваемого газа составляет от 1,0 до 10,0 м/с.
В еще одном предпочтительном примере в демпферную емкость 15 со стороны ее нижнего торца подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта.
Далее рассматривается способ получения олефинов из метанола, основанный на использовании реакторно-регенераторного блока, показанного на фиг. 12. В реакторно-регенераторном блоке, показанном на фиг. 12, входная зона 70 реактора 4 с псевдоожиженным слоем катализатора расположена ниже, чем нижняя область 6 демпферной емкости 15, а нижняя область 6 демпферной емкости 15 сообщается с входной зоной 70 реактора 4 через первую трубу 53.
Метанол и частицы катализатора взаимодействуют в реакционной зоне 41 реактора 4. В одном примере в качестве катализатора используют молекулярное сито, такое как SAPO-34. Определяемое по манометру (избыточное) давление в реакторе 4 составляет от 0 до 0,4 МПа, средняя температура в реакторе составляет от 380 до 550°С, а средняя плотность в реакционной зоне составляет от 40 до 200 кг/м3. Отношение перепада давления, создаваемого при прохождении сырья через область 61 с меньшей долей свободного сечения, к перепаду давления, создаваемому при прохождении сырья через область 62 с большей долей свободного сечения, составляет от 1,2:1 до 10:1.
Получаемый в результате реакции продукт и уносимые им частицы катализатора направляют через выходную зону 42 реактора 4 в сепарационное устройство 10. Работа сепарационного устройства 10 включает в себя следующие этапы. Сначала посредством сепаратора 7 предварительной очистки выполняют первичную очистку от твердых частиц поступающего из реактора 4 продукта, содержащего унесенные продуктом частицы катализатора. Далее получаемый после первичной очистки продукт с оставшимися в нем частицами катализатора направляют в верхнюю область 8 демпферной емкости 15. Далее выводят продукт из демпферной емкости 15 и вводят его в сепаратор 9 окончательной очистки для тонкой очистки от твердых частиц. На выходе газа сепаратора 9 окончательной очистки получают конечный продукт, а частицы катализатора, выходящие из сепаратора 7 предварительной очистки и сепаратора 9 окончательной очистки, собирают в нижней области 6 демпферной емкости 15.
Часть катализатора, находящегося в нижней области 6 демпферной емкости 15, направляют через первую трубу 53 непосредственно во входную зону 70 реактора 4. Остальной катализатор направляют через вторую трубу 43 на регенерацию в регенератор 50. Регенерированный катализатор через третью трубу 44 направляют во входную зону 70 реактора 4 и смешивают с нерегенерированным катализатором. В одном примере средой регенерации катализатора является воздух, а температура регенерации составляет от 600 до 700°С.
Затем катализатор, находящийся во входной зоне 70 реактора, можно снова поднимать потоком подаваемого в реактор газа, такого как метанол, в реакционную зону 41 реактора 4 для участия в реакции.
В одном предпочтительном примере в выходной зоне 42 реактора 4 расположен канал 49 подачи ускоряющего газа. В качестве газа, вводимого в выходную зону 42 реактора 4 через канал 49 подачи ускоряющего газа, используют водяной пар или азот, причем линейная скорость подаваемого газа составляет от 1,0 до 10,0 м/с.
В еще одном предпочтительном примере в демпферную емкость 15 со стороны ее нижнего торца подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта.
Заявителем было выполнено несколько экспериментов в качестве примеров получения ароматических углеводородов с использованием предлагаемого в изобретении способа и реакторно-регенераторного блока, показанного на фиг. 12, и проведено сравнение со способом получения ароматических углеводородов, известным из уровня техники. В экспериментах с предлагаемым и известным техническими решениями использовались одинаковые сырье и катализатор, а параметры экспериментов были обычными для соответствующей реакции. В приведенной ниже таблице сведены данные по реакторно-регенераторному блоку и выходу продукта:
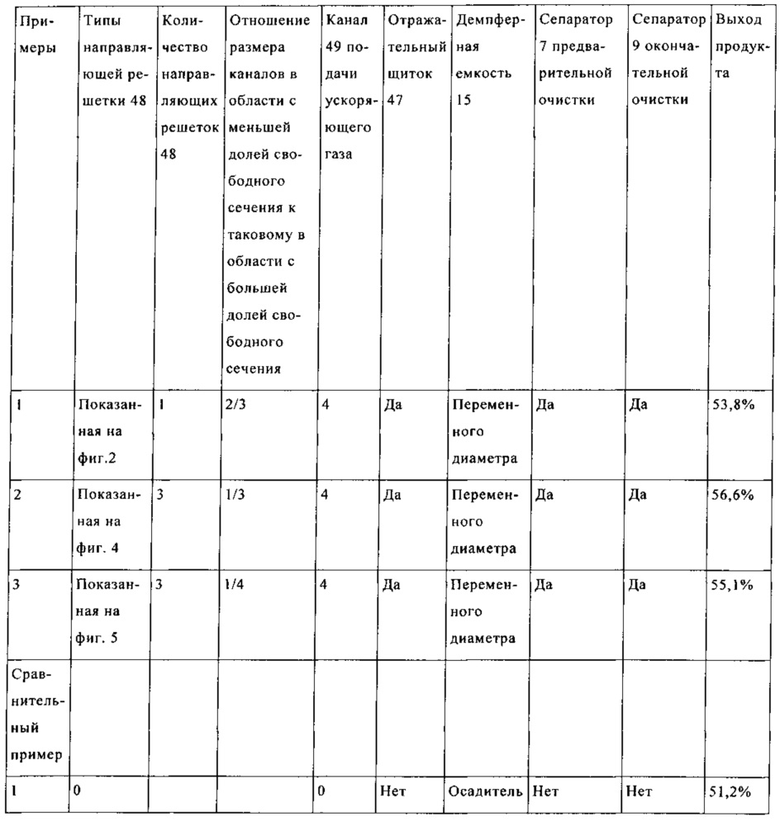
Как показано в таблице, использование предлагаемых в изобретении реакторно-регенераторного блока и способа позволяет значительно повысить выход ароматических углеводородов. Например, выход ароматических углеводородов может быть увеличен на величину до 5%, что является значительным усовершенствованием для крупнотоннажных химических производств.
Хотя настоящее изобретение описано выше на примере предпочтительных вариантов его осуществления, специалисту должны быть ясны и другие возможности осуществления изобретения, не выходящие за рамки объема его охраны. В частности, при условии конструктивной совместимости можно любым подходящим образом комбинировать между собой различные варианты осуществления изобретения, а также соответствующие технические признаки, упоминавшиеся в описании. Возможности осуществления настоящего изобретения не ограничиваются раскрытыми выше конкретными примерами, а предполагают применение любых технических решений, подпадающих под патентные притязания.
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕПАРАЦИОННОЕ УСТРОЙСТВО ДЛЯ РЕАКТОРА С ПСЕВДООЖИЖЕННЫМ СЛОЕМ КАТАЛИЗАТОРА, РЕАКТОРНО-РЕГЕНЕРАТОРНЫЙ БЛОК, СПОСОБ ПОЛУЧЕНИЯ ОЛЕФИНОВ И СПОСОБ ПОЛУЧЕНИЯ АРОМАТИЧЕСКИХ УГЛЕВОДОРОДОВ | 2015 |
|
RU2696775C2 |
| СПОСОБ АДСОРБЦИОННОЙ ДЕСУЛЬФУРИЗАЦИИ УГЛЕВОДОРОДОВ И РЕАКТОРНОЕ УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2635560C2 |
| ДЕСУЛЬФУРИЗАЦИЯ В РЕАКТОРЕ С ТУРБУЛЕНТНЫМ ПСЕВДООЖИЖЕННЫМ СЛОЕМ | 2006 |
|
RU2384361C2 |
| МНОГОСТУПЕНЧАТАЯ СЕПАРАТОРНАЯ ЕМКОСТЬ | 2006 |
|
RU2423167C2 |
| ОБРАБОТКА КАТАЛИЗАТОРА ПРЕВРАЩЕНИЯ ОКСИГЕНАТА | 2006 |
|
RU2420353C2 |
| УСТРОЙСТВО И СПОСОБ ГЛУБОКОГО КАТАЛИТИЧЕСКОГО КРЕКИНГА УГЛЕВОДОРОДНОГО СЫРЬЯ | 2002 |
|
RU2306974C2 |
| Способ каталитического крекинга | 2023 |
|
RU2811274C1 |
| РЕАКТОРНОЕ УСТРОЙСТВО | 2004 |
|
RU2359747C2 |
| СПОСОБ ДЕСТРУКТИВНО-АДСОРБЦИОННОЙ ПЕРЕРАБОТКИ ТЯЖЕЛЫХ НЕФТЯНЫХ ОСТАТКОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2280674C2 |
| СПОСОБ ПОЛУЧЕНИЯ ДЕГИДРИРОВАННЫХ УГЛЕВОДОРОДНЫХ СОЕДИНЕНИЙ | 2005 |
|
RU2508282C2 |
Изобретение относится к области химической технологии. Описан реактор с псевдоожиженным слоем катализатора для получения олефинов или ароматических углеводородов, имеющий расположенную внизу входную зону, расположенную вверху выходную зону и реакционную зону, расположенную между входной и выходной зонами, причем в реакционной зоне расположена направляющая решетка, имеющая область с меньшей долей свободного сечения, т.е. с более тесными каналами, расположенную в средней части направляющей решетки, и область с большей долей свободного сечения, т.е. с более свободными каналами, расположенную по периферии направляющей решетки и окружающую область с меньшей долей свободного сечения, причем в выходной зоне реактора с псевдоожиженным слоем катализатора расположен канал подачи ускоряющего газа. Описан реакторно-регенераторный блок для получения олефинов или ароматических углеводородов, содержащий указанный реактор с псевдоожиженным слоем катализатора и соединенные с ним сепарационное устройство и регенератор для регенерации катализатора, причем: сепарационное устройство содержит сепаратор предварительной очистки для первичной очистки газа от твердых частиц, сообщающийся с выходной зоной реактора, вертикально расположенную демпферную емкость, имеющую нижнюю область, сообщающуюся с выходом твердых частиц сепаратора предварительной очистки для сбора частиц катализатора, и верхнюю область, сообщающуюся с выходом газа сепаратора предварительной очистки, и сепаратор окончательной очистки для тонкой очистки газа от твердых частиц, имеющий вход, сообщающийся с верхней областью демпферной емкости, и выход твердых частиц, сообщающийся с нижней областью демпферной емкости; регенератор имеет расположенную внизу зону загрузки и расположенную вверху зону разгрузки, причем зона загрузки расположена ниже, чем нижняя область демпферной емкости, а зона разгрузки расположена выше, чем входная зона реактора; нижняя область демпферной емкости сообщается с зоной загрузки регенератора через вторую трубу, а зона разгрузки регенератора сообщается с входной зоной реактора через третью трубу. Способ получения олефинов с использованием описанного реакторно-регенераторного блока, в котором входная зона реактора расположена ниже, чем нижняя область демпферной емкости сепарационного устройства, а нижняя область демпферной емкости сообщается с входной зоной реактора через первую трубу, характеризуется тем, что: в реакционной зоне реактора проводят реакцию превращения содержащего оксигенат газообразного сырья в присутствии катализатора; получаемый продукт и уносимые им частицы катализатора направляют через выходную зону реактора в сепарационное устройство; посредством сепарационного устройства от продукта отделяют унесенные им частицы катализатора, часть отделенного катализатора отправляют непосредственно во входную зону реактора, остальную часть катализатора регенерируют и регенерированный катализатор подают во входную зону реактора; и во входной зоне реактора смешивают частицы нерегенерированного и регенерированного катализатора и смесь частиц катализатора подают в реакционную зону реактора. Способ получения ароматических углеводородов с использованием описанного реакторно-регенераторного блока характеризуется тем, что: в реакционной зоне реактора проводят реакцию превращения содержащего оксигенат сырья в присутствии катализатора; получаемый продукт и уносимые им частицы катализатора направляют через выходную зону реактора в сепарационное устройство; в сепарационном устройстве от продукта отделяют унесенные им частицы катализатора, отделенный от продукта катализатор регенерируют и регенерированный катализатор подают во входную зону, а затем в реакционную зону реактора. Технический результат – повышение равномерности давления и обеспечение равномерности распределения частиц катализатора в реакторе, чем достигается повышение эффективности реакции. 4 н. и 31 з.п. ф-лы, 12 ил., 1 табл.
1. Реактор с псевдоожиженным слоем катализатора для получения олефинов или ароматических углеводородов, имеющий расположенную внизу входную зону, расположенную вверху выходную зону и реакционную зону, расположенную между входной и выходной зонами, причем в реакционной зоне расположена направляющая решетка, имеющая область с меньшей долей свободного сечения, т.е. с более тесными каналами, расположенную в средней части направляющей решетки, и область с большей долей свободного сечения, т.е. с более свободными каналами, расположенную по периферии направляющей решетки и окружающую область с меньшей долей свободного сечения, причем в выходной зоне реактора с псевдоожиженным слоем катализатора расположен канал подачи ускоряющего газа.
2. Реактор по п. 1, в котором размер канала направляющей решетки в области с меньшей долей свободного сечения меньше размера канала направляющей решетки в области с большей долей свободного сечения.
3. Реактор по п. 2, в котором отношение размера канала направляющей решетки в области с меньшей долей свободного сечения к размеру канала направляющей решетки в области с большей долей свободного сечения составляет от 1:4 до 2:3.
4. Реактор по п. 3, в котором размер канала направляющей решетки в области с меньшей долей свободного сечения составляет от 0,01 до 0,08 м.
5. Реактор по п. 1, в котором каждая из областей с меньшей долей свободного сечения и большей долей свободного сечения включает в себя решетку круглой формы с равномерно распределенными порами, или несколько кольцевых наклонных стенок, расположенных концентрически на расстоянии друг от друга, или несколько прямых стенок, расположенных параллельно на расстоянии друг от друга.
6. Реактор по п. 1, в котором область с меньшей долей свободного сечения выполнена в форме круга, а область с большей долей свободного сечения выполнена в форме кольца, причем отношение диаметра области с меньшей долей свободного сечения к ширине области с большей долей свободного сечения составляет от 2:1 до 9:1.
7. Реактор по п. 1, в котором предусмотрено несколько направляющих решеток, распределенных вдоль осевого направления реактора.
8. Реактор по п. 1, в котором канал подачи ускоряющего газа выполнен проходящим наклонно снизу вверх.
9. Реакторно-регенераторный блок для получения олефинов или ароматических углеводородов, содержащий реактор с псевдоожиженным слоем катализатора по п. 1 и соединенные с ним сепарационное устройство и регенератор для регенерации катализатора, причем:
- сепарационное устройство содержит сепаратор предварительной очистки для первичной очистки газа от твердых частиц, сообщающийся с выходной зоной реактора, вертикально расположенную демпферную емкость, имеющую нижнюю область, сообщающуюся с выходом твердых частиц сепаратора предварительной очистки для сбора частиц катализатора, и верхнюю область, сообщающуюся с выходом газа сепаратора предварительной очистки, и сепаратор окончательной очистки для тонкой очистки газа от твердых частиц, имеющий вход, сообщающийся с верхней областью демпферной емкости, и выход твердых частиц, сообщающийся с нижней областью демпферной емкости;
- регенератор имеет расположенную внизу зону загрузки и расположенную вверху зону разгрузки, причем зона загрузки расположена ниже, чем нижняя область демпферной емкости, а зона разгрузки расположена выше, чем входная зона реактора;
- нижняя область демпферной емкости сообщается с зоной загрузки регенератора через вторую трубу, а зона разгрузки регенератора сообщается с входной зоной реактора через третью трубу.
10. Реакторно-регенераторный блок по п. 9, в котором диаметр верхней области демпферной емкости меньше диаметра ее нижней области.
11. Реакторно-регенераторный блок по п. 9, в котором как сепаратор предварительной очистки, так и сепаратор окончательной очистки представляют собой циклонные сепараторы.
12. Реакторно-регенераторный блок по п. 9, в котором сепаратор предварительной очистки представляет собой циклонный сепаратор, а сепаратор окончательной очистки включает в себя двух- или многоступенчатый каскад циклонных сепараторов, причем двух- или многоступенчатый каскад циклонных сепараторов выполнен так, что вход циклонного сепаратора первой ступени сообщается с верхней областью демпферной емкости, газообразный продукт получают на выходе газа циклонного сепаратора последней ступени, выход газа расположенного выше по потоку циклонного сепаратора сообщается с входом соседнего расположенного ниже по потоку циклонного сепаратора, и выходы твердых частиц всех циклонных сепараторов сообщаются с нижней областью демпферной емкости.
13. Реакторно-регенераторный блок по п. 9, в котором нижняя область демпферной емкости выполнена и расположена с возможностью проведения отпарки катализатора.
14. Реакторно-регенераторный блок по п. 9, в котором третья труба снабжена заграждающим элементом, расположенным в верхней части ее внутренней стенки.
15. Реакторно-регенераторный блок по п. 14, в котором заграждающий элемент представляет собой отражательный щиток, расположенный с наклоном к реактору.
16. Реакторно-регенераторный блок по п. 15, в котором предусмотрено несколько расположенных параллельно друг другу отражательных щитков.
17. Реакторно-регенераторный блок по п. 14, в котором заграждающий элемент представляет собой задерживающий выступ, выдающийся радиально внутрь.
18. Реакторно-регенераторный блок по п. 17, в котором предусмотрено несколько задерживающих выступов, расположенных в ряд вдоль оси третьей трубы.
19. Реакторно-регенераторный блок по п. 18, в котором отношение длины каждого задерживающего выступа к диаметру третьей трубы составляет от 0,1 до 0,5.
20. Реакторно-регенераторный блок по п. 9, в котором входная зона реактора расположена ниже, чем нижняя область демпферной емкости сепарационного устройства, а нижняя область демпферной емкости сообщается с входной зоной реактора через первую трубу.
21. Способ получения олефинов с использованием реакторно-регенераторного блока по п. 9, в котором входная зона реактора расположена ниже, чем нижняя область демпферной емкости сепарационного устройства, а нижняя область демпферной емкости сообщается с входной зоной реактора через первую трубу, характеризующийся тем, что:
- в реакционной зоне реактора проводят реакцию превращения содержащего оксигенат газообразного сырья в присутствии катализатора,
- получаемый продукт и уносимые им частицы катализатора направляют через выходную зону реактора в сепарационное устройство,
- посредством сепарационного устройства от продукта отделяют унесенные им частицы катализатора, часть отделенного катализатора отправляют непосредственно во входную зону реактора, остальную часть катализатора регенерируют и регенерированный катализатор подают во входную зону реактора, и
- во входной зоне реактора смешивают частицы нерегенерированного и регенерированного катализатора и смесь частиц катализатора подают в реакционную зону реактора.
22. Способ по п. 21, характеризующийся тем, что массовое отношение нерегенерированного катализатора к регенерированному катализатору составляет от 0,3 до 1,5.
23. Способ по п. 21, характеризующийся тем, что в сепарационном устройстве выполняют следующие действия:
- посредством сепаратора предварительной очистки выполняют первичную очистку поступающего из реактора продукта от унесенных продуктом частиц катализатора,
- после первичной очистки продукт с оставшимися в нем частицами катализатора направляют в верхнюю область демпферной емкости,
- выводят газообразный продукт из демпферной емкости и вводят его в сепаратор окончательной очистки для тонкой очистки от твердых частиц,
- на выходе газа сепаратора окончательной очистки получают конечный газообразный продукт, а частицы катализатора, выходящие из сепаратора предварительной очистки и сепаратора окончательной очистки, собирают в нижней области демпферной емкости.
24. Способ по п. 23, характеризующийся тем, что в демпферную емкость со стороны ее нижнего торца подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта.
25. Способ по п. 21, характеризующийся тем, что измеряемое по манометру давление в реакторе составляет от 0 до 0,4 МПа, средняя температура в реакторе составляет от 380 до 550°С, средняя плотность в реакционной зоне составляет от 40 до 200 кг/м3, используемым катализатором является силикоалюмофосфатный катализатор SAPO-34, средой регенерации катализатора является воздух, а температура регенерации составляет от 600 до 700°С.
26. Способ по п. 21, характеризующийся тем, что отношение перепада давления, создаваемого при прохождении газообразного сырья через область с меньшей долей свободного сечения, к перепаду давления, создаваемому при прохождении газообразного сырья через область с большей долей свободного сечения, составляет от 1,2:1 до 10:1.
27. Способ по п. 25, характеризующийся тем, что через канал подачи ускоряющего газа в выходную зону реактора подают газ, представляющий собой водяной пар или азот, причем линейная скорость подаваемого газа составляет от 1,0 до 10,0 м/с.
28. Способ по п. 21, характеризующийся тем, что оксигенат включает в себя одно или несколько соединений, выбранных из группы, состоящей из метанола, этанола, н-пропилового спирта, изопропилового спирта, спирта С4-С20, этилметилового эфира, диметилового эфира, диэтилового эфира, диизопропилового эфира, метаналя, диметилкарбоната, ацетона и уксусной кислоты, а массовая доля оксигената в сырье составляет от 10 до 100%.
29. Способ получения ароматических углеводородов с использованием реакторно-регенераторного блока по п. 9, характеризующийся тем, что:
- в реакционной зоне реактора проводят реакцию превращения содержащего оксигенат сырья в присутствии катализатора,
- получаемый продукт и уносимые им частицы катализатора направляют через выходную зону реактора в сепарационное устройство,
- в сепарационном устройстве от продукта отделяют унесенные им частицы катализатора, отделенный от продукта катализатор регенерируют и регенерированный катализатор подают во входную зону, а затем в реакционную зону реактора.
30. Способ по п. 29, характеризующийся тем, что в сепарационном устройстве выполняют следующие действия:
- посредством сепаратора предварительной очистки выполняют первичную очистку поступающего из реактора продукта от унесенных продуктом частиц катализатора,
- после первичной очистки продукт с оставшимися в нем частицами катализатора направляют в верхнюю область демпферной емкости,
- выводят продукт из демпферной емкости и вводят его в сепаратор окончательной очистки для тонкой очистки от твердых частиц,
- на выходе газа сепаратора окончательной очистки получают конечный продукт, а частицы катализатора, выходящие из сепаратора предварительной очистки и сепаратора окончательной очистки, собирают в нижней области демпферной емкости.
31. Способ по п. 30, характеризующийся тем, что в демпферную емкость со стороны ее нижнего торца подают водяной пар, обеспечивая отделение от частиц катализатора увлеченного ими продукта.
32. Способ по п. 29, характеризующийся тем, что измеряемое по манометру давление в реакторе составляет от 0 до 0,6 МПа, средняя температура в реакторе составляет от 440 до 550°С, объемная скорость подачи сырья в реакционной зоне составляет от 0,3 до 5 ч-1, средняя плотность в реакционной зоне составляет от 200 до 450 кг/м3, используемым катализатором является цеолит ZSM-5, средой регенерации катализатора является воздух, а температура регенерации составляет от 550 до 650°С.
33. Способ по п. 29, характеризующийся тем, что отношение перепада давления, создаваемого при прохождении газообразного сырья через область с меньшей долей свободного сечения, к перепаду давления, создаваемому при прохождении газообразного сырья через область с большей долей свободного сечения, составляет от 1,2:1 до 10:1.
34. Способ по п. 32, характеризующийся тем, что через канал подачи ускоряющего газа в выходную зону реактора подают газ, представляющий собой водяной пар или азот, причем линейная скорость подаваемого газа составляет от 1,0 до 10,0 м/с.
35. Способ по п. 29, характеризующийся тем, что оксигенат включает в себя одно или несколько соединений, выбранных из группы, состоящей из метанола, этанола, н-пропилового спирта, изопропилового спирта, спирта С4-С20, этилметилового эфира, диметилового эфира, диэтилового эфира, диизопропилового эфира, метаналя, диметилкарбоната, ацетона и уксусной кислоты, а массовая доля оксигената в сырье составляет от 10 до 100%.
| EP 1282649 B1, 08.02.2006 | |||
| US 7794670 B2, 14.09.2010 | |||
| US 4764268 A1, 16.08.1988 | |||
| US 6146519 A1, 14.11.2000 | |||
| US 3888762 A1, 10.06.1975 | |||
| US 3607129 A1, 21.09.1971 | |||
| US 4502947 A1, 05.03.1985 | |||
| US 4118338 A1, 03.10.1978.. |

