Изобретение относится к нефтеперерабатывающей и нефтехимической промышленности и предназначено для осуществления глубокой переработки вакуумного дистиллята в процессе каталитического крекинга с мелкодисперсным микросферическим цеолитсодержащим катализатором (FCC) с целью получения компонентов моторных топлив и сырья для нефтехимии.
Основным назначением процесса FCC является производство высокооктанового бензина и сжиженных углеводородных газов (СУГ) - сырья для производства высокооктановых компонентов бензинов, в том числе алкилата и МТБЭ, а также сырья для нефтехимических производств - легких олефинов и, в частности, пропилена. Получающийся в процессе крекинга легкий каталитический газойль используется в качестве компонента дизельного топлива, а тяжелый газойль крекинга, богатый полициклическими ароматическими углеводородами, применяется для производства технического углерода или высококачественного электродного кокса.
Основное достоинство процесса каталитического крекинга с мелкодисперсным микросферическим цеолитсодержащим катализатором (FCC) среди прочих вторичных процессов глубокой переработки нефти - большая эксплуатационная гибкость, позволяющая перерабатывать различное нефтяное сырье и при этом, в зависимости от применяемого катализатора и технологических параметров процесса, получать различную требуемую структуру выхода целевых продуктов. Это позволяет сравнительно легко совмещать процесс FCC с другими процессами нефтепереработки, например, с алкилированием, гидрокрекингом, гидроочисткой, адсорбционной очисткой, деасфальтизацией и т.д.
Из уровня техники известен способ селективного увеличения производства целевого продукта при каталитическом крекинге углеводородного сырья с мелкодисперсным микросферическим цеолитсодержащим катализатором (FCC) (см. US 5087349, опубл.11.02.1992). Известный процесс высокотемпературного каталитического крекинга-регенерации с псевдоожиженным слоем, в котором выход целевого продукта - дистиллята или легких олефинов - повышается за счет избирательного ограничения температур каталитического крекинга в лифт-реакторе до оптимальных диапазонов путем управления распределением температур в лифт-реакторе.
Свежее нефтяное сырье (например, вакуумный газойль), диспергируемое водяным паром или транспортным газом, подают в форсуночный узел регулируемого ввода в нижней части лифт-реактора, где оно смешивается с горячим регенерированным катализатором, подаваемым в основание лифт-реактора. Образующаяся смесь транспортируется вверх по лифт-реактору. При этом происходит испарение исходного сырья и начинаются реакции крекинга.
Режим крекинга с максимальным выходом олефинов С3-С6, особенно легких олефинов С3/С4, осуществляют при кратности циркуляции катализатора от 5 до 9, температуре в конце основной реакционной зоны лифт-реактора примерно от 516 до 627°С и времени пребывания в указанной зоне примерно от 0,5 до 1,0 секунды. Через форсуночный узел на выходе из основной реакционной зоны лифт-реактора на уровне примерно от 6 до 12 метров выше узла регулируемого ввода свежего сырья подается поток легкого рециркулята (легкого газойля, широкой фракции бензина или тяжелого бензина крекинга) на квенчинг с расходом и температурой, достаточными для практически мгновенного, точнее менее, чем за 0,2 секунды, снижения температуры на выходе из основной реакционной зоны лифт-реактора примерно до 466÷549°С с целью снижения вторичного крекинга образовавшихся легких олефинов до нежелательных диолефинов и кокса.
Таким образом, охлаждающий поток приблизительно разделяет лифт-реактор на три реакционные зоны:
нижнюю (первую по ходу регенерированного катализатора) зону или зону смешения, характеризующуюся высокими температурами смеси углеводород-катализатор, относительно высоким отношением катализатора к нефтяному сырью (например, вакуумному газойлю), и коротким временем контакта;
основную зону или первичную каталитическую зону, в которой происходит процесс крекинга и образуются продукты, включающие газы крекинга, в том числе легкие олефины, крекинг бензин, легкий и тяжелый каталитические газойли;
и вторичную зону каталитического крекинга, приходящуюся на верхнюю часть лифт-реактора. Эта вторичная каталитическая зона может образовываться естественным образом или в результате введения вторичного легкого жидкого углеводорода в качестве квенчинга. Последующий нагрев и испарение легкого углеводородного квенчинга после его ввода снижает равновесную температуру смеси в лифт-реакторе на примерно 7-38°С.
Недостатком известного способа каталитического крекинга нефтепродуктов является то, что в условиях повышенной жесткости начального контакта свежего сырья с активным горячим катализатором, поступающим в лифт-реактор из регенератора, существенно возрастает образование метана, водорода и кокса, что соответственно, приводит к снижению содержания легких олефинов в целевых продуктах крекинга, в частности, пропилена. Кроме того, известный способ направлен только на повышение выхода легких олефинов и каталитического газойля, а значит не является универсальным и достаточно гибким.
Из уровня техники также известен способ каталитической конверсии (см. RU2464298, опубл. 10.09.2011), направленный на преобразование тяжелого исходного сырья в высокооктановый бензин с повышенным выходом пропилена, в котором выход сухого газа и кокса значительно снижены.
В качестве исходного сырья применяют трудно крекируемое сырье и легко крекируемое сырье, которые вводятся в реактор из одного положения или из двух или нескольких положений, высота которых может быть одинаковой или различной.
Трудно крекируемое сырье реагирует в реакторе одновременно с легко крекируемым сырьем. Реакция крекинга проходит в реакторе при следующих рабочих условиях: температура реакции поддерживается в диапазоне от 600°С до 750°С, часовая объемная скорость поддерживается в диапазоне от 100 ч-1 до 800 ч-1, давление в реакторе поддерживается в диапазоне от 0,10 МПа до 1,00 МПа, весовое отношение катализатор/трудно крекируемое сырье выбрано от 30 до 150 и отношение пар/трудно крекируемое сырье выбрано в диапазоне от 0,05 до 1,00 по весу.
Отработанный катализатор и пары продукта отделяются циклонным сепаратором. Очищенный отработанный катализатор регенерируется и возвращается в реактор. Пары продуктов направляют на дальнейшее разделение для получения пропилена, высокооктанового бензина и газойлей каталитического крекинга.
Недостатками известного решения является длительная подготовка катализатора, которую можно реализовать только при проведении каталитического крекинга в лабораторных условиях, что подтверждено примерами реализации, в которых указано, что каталитический крекинг по данному изобретению осуществлен как эксперимент, на экспериментальных установках. Также отсутствует возможность быстрого изменения направленности способа на выход того или иного целевого продукта. Известный способ направлен только на увеличение выхода легких олефинов.
Кроме того, чтобы увеличить отношение катализатор/исходное сырье в нижней зоне реактора и активность катализатора, подают в реактор часть среды, которая выбрана из и/или содержит горячий или охлажденный регенерированный катализатор, частично регенерированный катализатор, отработанный катализатор, свежий катализатор и т.д. Это усложняет аппаратурное оформление и увеличивает затраты на проведение процесса каталитического крекинга.
Также известен способ каталитического крекинга углеводородного сырья с высоким выходом легких олефинов и устройство для его осуществления (RU 2487160, 10.07.2013). Способ заключается в контактировании сырья и регенерированного катализатора при повышенной температуре в первом прямоточном реакторе с получением продуктов крекинга сырья, содержащих легкие олефины и бензин. Дальнейшем отделении продуктов крекинга сырья от отработанного катализатора в циклонных сепараторах, соединенных непосредственно с выходом из первого прямоточного реактора, рециркуляцию легкой фракции бензина во второй прямоточный реактор и контактирование в нем с регенерированным катализатором при высокой температуре с получением продуктов крекинга бензина, содержащих легкие олефины, отделение продуктов крекинга бензина от отработанного катализатора в циклонных сепараторах, соединенных непосредственно с выходом из второго прямоточного реактора. Отработанный катализатор из первого и второго прямоточных реакторов подают в отпарную зону для отделения от него увлеченных углеводородов путем обработки водяным паром с выводом образованных паров в сепарационную зону реактора. Далее смешивают продукты крекинга сырья, продукты крекинга бензина и образованные в отпарной зоне пары. Дополнительно очищают от катализаторной пыли смеси парообразных продуктов в циклонах сепарационной зоны реактора и выводят их на ректификацию с разделением бензина на легкую и тяжелую фракции.
Отработанный катализатор направляют на регенерацию. Продукты крекинга сырья и продукты крекинга бензина из циклонных сепараторов выводят непосредственно в зону торможения термических реакций, в которую также направляют образованные в отпарной зоне пары и подают охлажденный рециркулирующий жидкий продукт крекинга в количестве, обеспечивающем температуру в этой зоне 500-550°С, время пребывания смеси парообразных продуктов в зоне торможения термических реакций составляет 0,2-0,6 с, смесь парообразных продуктов выводят из зоны торможения термических реакций непосредственно в циклоны сепарационной зоны реактора.
Недостатком известного способа является наличие двух реакторов для проведения каталитического крекинга, что существенно усложняет аппаратурное оформление процесса и увеличивает затраты на изготовление и эксплуатацию установки. Кроме того, охлаждение паров продуктов крекинга проводят в особой зоне - зоне торможения термических реакций, что увеличивает время нахождения паров продуктов при повышенных температурах, а, следовательно, увеличивает количество побочных реакций, которые приводят к уменьшению количества легких олефинов в продуктах реакции. Также отсутствует возможность быстрого регулирование системы для изменения выхода требуемого целевого продукта.
Техническая задача, на решение которой направлено данное изобретение, заключается в повышении гибкости работы установки для каталитической переработки нефтепродуктов, позволяющей увеличивать выход целевых продуктов.
Технический результат, достигаемый при использовании заявленного изобретения, заключается в повышении жесткости протекающих процессов с одновременным увеличением выхода целевых продуктов и снижением доли нежелательных вторичных реакций, в частности, реакций термического крекинга.
Техническая задача решается, а технический результат достигается за счет того, что способ каталитического крекинга углеводородного сырья включает этапы, на которых: а) обеспечивают реакторно-регенераторный блок установки каталитического крекинга, включающий лифт-реактор, снабженный с одного конца основанием, узел сепарации, подсоединенный к лифт-реактору с противоположного основанию конца, и регенератор; б) подают в лифт-реактор и смешивают в нем ниже уровня ввода свежего сырья горячий катализатор из регенератора и транспортный газ, включающий крекируемые углеводородные дистиллятные фракции, с получением паров продуктов крекинга подаваемых крекируемых углеводородных дистиллятных фракций и частично закоксованного катализатора, причем крекируемые углеводородные дистиллятные фракции подают непосредственно с транспортным газом в основание лифт-реактора; в) подают в лифт-реактор свежее сырье и смешивают его выше уровня ввода крекируемых углеводородных дистиллятных фракций с частично закоксованным катализатором с получением паро-продуктовой смеси и отработанного катализатора; г) охлаждают паро-продуктовую смесь и отработанный катализатор впрыском охлаждающих рециркулирующих углеводородных дистиллятных фракций с получением охлажденной паро-продуктовой смеси и отработанного катализатора; д) подают в узел сепарации охлажденную паро-продуктовую смесь и отработанный катализатор и отделяют их друг от друга с раздельным выведением паро-продуктовой смеси и отработанного катализатора, причем отделение осуществляют в две следующих непосредственно друг за другом стадии, на первой из которых отделяют паро-продуктовую смесь от отработанного катализатора с раздельным выведением паро-продуктовой смеси и отработанного катализатора и охлаждают выходящую паро-продуктовую смесь впрыском охлаждающих рециркулирующих углеводородных дистиллятных фракций, а на второй стадии отделяют охлажденную паро-продуктовую смесь от оставшегося отработанного катализатора с раздельным выведением паро-продуктовой смеси и остатков отработанного катализатора; е) отпаривают отделенный на этапе д) отработанный катализатор с получением отпаренного отработанного катализатора и остатков паро-продуктовой смеси и выводят отпаренный отработанный катализатор в регенератор; и ж) выводят полученную на этапе д) паро-продуктовую смесь на разделение на целевые продукты каталитического крекинга.
Предпочтительно, что транспортный газ включает водяной пар и/или крекинг газ.
Предпочтительно, что в качестве крекируемых углеводородных дистиллятных фракций, подаваемых совместно с транспортным газом, используют фракцию, выбранную из: различных вакуумных дистиллятов, нафты, тяжелого бензина, легкого бензина или их смеси. В случае реализации нефтехимического варианта крекинга, направленного на получение максимального выхода легких олефинов, предпочтительно выбирать нафту, тяжелый и/или легкий бензин. Такой выбор обусловлен тем, что при реализации нефтехимического варианта крекинга, при смешении и контактировании с горячим активным катализатором, поступающим из регенератора, происходит крекинг указанных крекируемых углеводородных дистиллятных фракций с образованием легких олефинов и отложением кокса на катализаторе, в количестве примерно от 0,1 до 0,15% мас., что обеспечивает увеличения выхода легких олефинов.
При реализации топливного варианта крекинга, направленного на максимальный выход высокооктанового бензина, в качестве крекируемых углеводородных фракций предпочтительно выбирать гидроочищенный вакуумный газойль. Такой выбор обусловлен тем, что выбранные фракции при прохождении каталитического крекинга обеспечивают максимальный выход высокооктанового низкосернистого бензина.
Предпочтительно, что в качестве свежего сырья используют вакуумные гидроочищенные дистилляты (вакуумные газойли), выкипающие в пределах 300-560°С. Такое сырье позволяет при необходимости повысить жесткость процесса каталитического крекинга и увеличить выход целевых продуктов.
Охлаждающие рециркулирующие углеводородные дистиллятные фракции подают выше уровня ввода свежего сырья, на выходе из основного реакционного участка лифт-реактора, с целью повышения гибкости работы установки, а также для повышения выхода, требуемого на данный момент основного целевого продукта.
В том случае, если требуется увеличить выход высокооктанового бензина в топливном варианте работы установки, то в качестве охлаждающей рециркулирующей углеводородной дистиллятной фракции предпочтительно выбирать каталитические газойли.
Именно введение охлаждающей рециркулирующей углеводородной дистиллятной фракции в виде каталитического газойля позволяет не только обеспечить требуемую жесткость крекинга сырья, но и увеличить выход целевого продукта в топливном варианте работы установки - высокооктанового бензина, за счет повторного крекинга рециркулирующего каталитического газойля после завершения основного крекинга свежего сырья. Это исключает преждевременное снижение активности цеолитсодержащего катализатора крекинга в результате воздействия полициклических углеводородов каталитического газойля, что наблюдается при его подаче вместе со свежим сырьем.
Широкая фракция каталитического газойля представляет собой смесь непрореагировавших в процессе компонентов свежего сырья с соответствующими по температурам кипения продуктами реакции. По сравнению с исходным сырьем широкая фракция каталитического газойля, выкипающая при температуре выше 200°С, по элементному составу беднее водородом, и отличается значительным содержанием ароматических полициклических углеводородов. Тяжелые фракции каталитического газойля нецелесообразно возвращать на каталитический крекинг, так как конденсированные ароматические углеводороды плохо крекируются, причем их крекинг сопровождается повышенным коксообразованием. Поэтому для охлаждения паров и повторного крекинга следует рециркулировать средние и более легкие фракции каталитического газойля после отбора не менее 10% об. тяжелых фракций с температурой кипения выше 420°С, чтобы избежать чрезмерного коксообразования и увеличить выход целевых продуктов, в частности высокооктанового бензина при работе установки по топливному варианту.
Для нефтехимического варианта работы установки, направленного на максимальный выход легких олефинов, в частности пропилена, предпочтительно охлаждающие рециркулирующие углеводородные фракции выбирать из фракций, содержащих углеводороды от С5+ до углеводородов с температурой конца кипения не более 350°С. Выбор фракции обусловлен тем, что при введение такой фракции на выходе из основной реакционной зоны реактора происходит ее интенсивное, менее чем за 0,2 с, испарение, приводящее к быстрому снижению температуры паро-катализаторной смеси выше по потоку и, при заданной температуре на основном реакционном участке, к повышению кратности циркуляции катализатора на установке, соответствующему повышению жесткости процесса, что, в свою очередь, приводит к увеличению выхода требуемых целевых продуктов - легких олефинов.
Регулирование жесткости процесса посредством введения охлаждающих рециркулирующих дистиллятных фракций на выходе из основного реакционного участка лифт-реактора за счет испарения охлаждающих рециркулирующих дистиллятных фракций позволяет снизить температуру и уменьшить, таким образом, долю неселективных реакций на закоксованном катализаторе, приводящих к вторичной конверсии (разложению) целевых продуктов, образовавшихся на предыдущих участках лифт-реактора. Как следует из теплового баланса процесса, съем тепла при заданной (зафиксированной) температуре крекинга на основном реакционном участке лифт-реактора, также автоматически приводит к повышению кратности циркуляции катализатора. Повышение циркуляции катализатора при заданной температуре крекинга означает повышение жесткости процесса как на начальном, так и на основном реакционных участках, что положительно сказывается на выходе целевых продуктов, как легких олефинов, так и высокооктанового бензина.
Предпочтительно, распределение температур по высоте лифт-реактора регулируют изменением расхода подаваемой охлаждающей рециркулирующей дистиллятной углеводородной фракции. Для увеличения жесткости процесса каталитического крекинга, в частности, поддержание необходимых температур, применяют впрыск охлаждающих рециркулирующих углеводородных дистиллятных фракций при расходе от 2 до 5% об. по отношению к суммарному объему паров на данном реакционном участке. Впрыск осуществляют в лифт-реактор выше уровня ввода сырья. На выходе паро-продуктовой смеси из сепаратора также применяют впрыск охлаждающих рециркулирующих углеводородных дистиллятных фракций при расходе от 0,5 до 1,5% об. по отношению к суммарному объему паров на данном реакционном участке. Именно такой диапазон расхода охлаждающих рециркулирующих углеводородных дистиллятных фракций позволяет поддерживать температуру на требуемом уровне для максимизации выхода того или иного целевого продукта, а, следовательно, повышать жесткость процесса.
Раскрытие способа
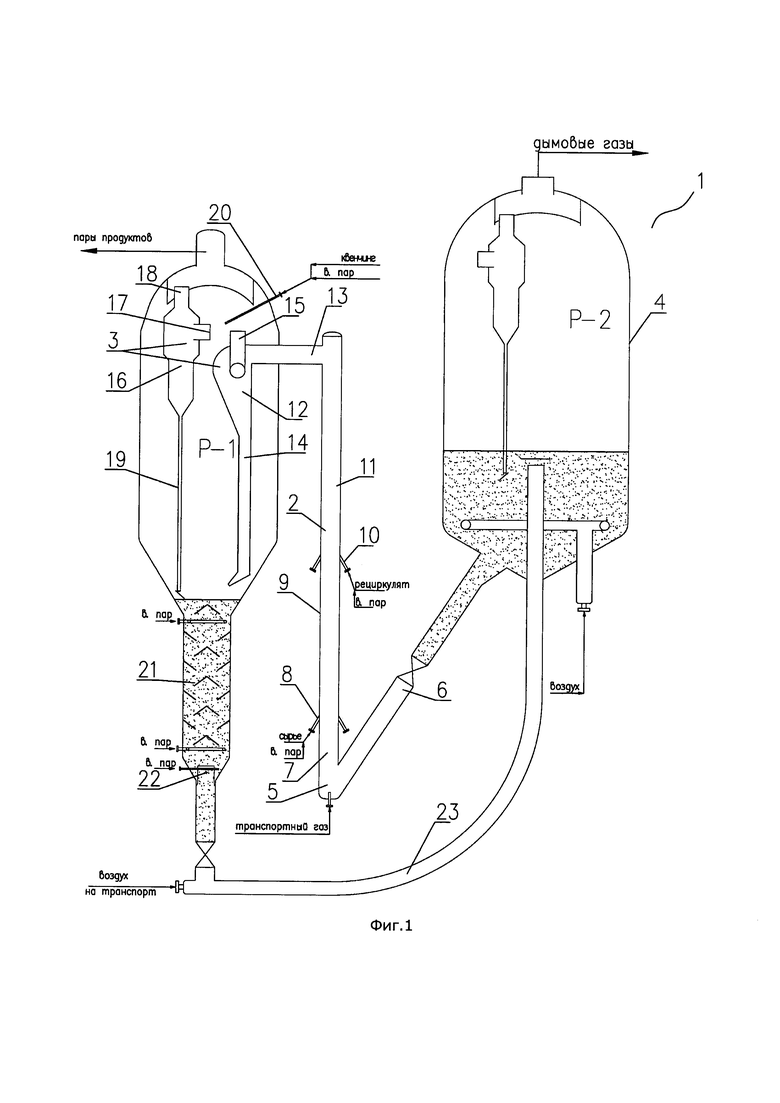
На фигуре 1 представлена принципиальная схема установки для реализации процесса каталитического крекинга в соответствии с настоящим изобретением.
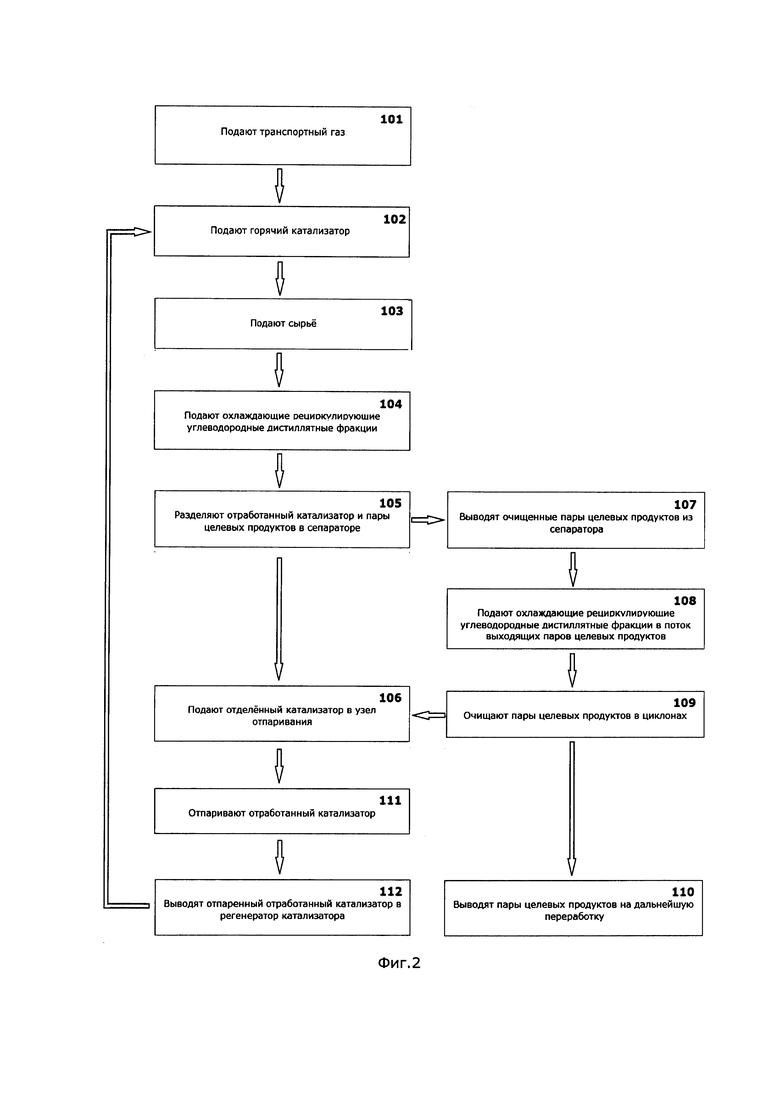
На фигуре 2 представлена принципиальная блок схема способа каталитического крекинга в соответствии с настоящим изобретением.
Процесс каталитического крекинга возможно проводить при различных температурах в диапазоне от 465 до 595°С. Выбор температуры зависит от необходимости получения тех или иных целевых продуктов. В основном для топливного варианта процесса FCC температура крекинга предпочтительно находится в диапазоне 500-530°С. Нефтехимический крекинг с повышенным выходом легких олефинов обычно осуществляется при температуре в диапазоне от 530°С до 595°С, при задаче максимизировать выход пропилена предпочтительным является диапазон температур крекинга 585-595°С. Время контакта сырья с катализатором также зависит от выбора целевого продукта. В том случае, когда работа установки направлена на получение топливных фракций, таких как бензин, легкий газойль, тяжелый газойль, то предпочтительно время контакта выбирать в диапазоне 2,0-4,0 с. В случае, когда приоритет направлен на получение легких олефинов, время контакта, предпочтительно, выбирать в диапазоне 1,0-1,5 с.
Кратность циркуляции катализатора к сырью является, как и температура крекинга, одним из ключевых параметров, определяющих жесткость процесса и, соответственно, структуру выхода продуктов крекинга. Так, для топливного варианта процесса FCC с максимизацией выхода высокооктанового бензина кратность циркуляции катализатора может быть в диапазоне 5-10, тогда как для нефтехимического варианта процесса с повышенным выходом легких олефинов, этот диапазон кратностей может составлять 7-20. Причем, чем выше необходим выход легких олефинов - сырья для нефтехимии, тем, при прочих равных условиях, должна быть выше кратность циркуляции катализатора.
Важную роль в процессе играет расход инертного разбавителя, в первую очередь водяного пара. В классическом топливном варианте процесса, при котором целью является максимизация выхода высокооктанового бензина крекинга, расход водяного пара в реактор составляет как правило от 5 до 14% мас. на сырье. В том случае, если требуется увеличить выход легких олефинов и, в частности, пропилена, расход водяного пара в различных режимах нефтехимического крекинга (НХК) повышают от 10 до 30% мас. на сырье. Предпочтительным в оптимальном режиме НХК является расход водяного пара от 18 до 20% мас. на сырье. Увеличение расхода водяного пара в качестве инертного разбавителя в режимах НХК с повышенной жесткостью процесса необходимо для снижения парциального давления углеводородов в реакторе, которое в свою очередь приводит к снижению вероятности вторичных бимолекулярных реакций и вклада реакций переноса водорода с участием легких олефинов. Эти вторичные реакции снижают выход легких олефинов и, в частности, пропилена. Также повышенный расход водяного пара на жестких режимах НХК необходим для снижения коксообразования на поверхности катализатора.
Для лучшего понимания процесса ниже приведено краткое описание установки каталитического крекинга для реализации заявленного способа (см. фиг. 1).
Установка каталитического крекинга (1) включает последовательно соединенные лифт-реактор (2), узел сепарации (3), узел (21) отпаривания катализатора и регенератор (4) катализатора, формирующие замкнутый контур циркуляции катализатора. Лифт-реактор (2) включает последовательно расположенные узел регулируемого ввода (5) транспортного газа, включающего водяной пар, рециркулирующий крекинг-газ и/или крекируемые углеводородные дистиллятные фракции, узел ввода (6) горячего катализатора, с возможностью подачи горячего катализатора с выхода регенератора (4) катализатора, начальный реакционный участок (7), узел регулируемого ввода (8) сырья, основной реакционный участок (9), первый узел регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций и конечный реакционный участок (11).
Узел сепарации (3) размещен на выходе из лифт-реактора (2) и включает сепаратор (12), снабженный впускным отверстием (13), подсоединенным к выходу лифт-реактора (2), спускными стояками (14) и газовыводными патрубками (15). Также узел сепарации (3) включает циклоны (16), каждый снабженный входным патрубком (17), газовыводным патрубком (18) и спускным стояком (19). Циклоны, предпочтительно, выполнены высокоэффективными одноступенчатыми, что сокращает время контактирования паров в узле сепарации (3) установки (1) и, соответственно, снижает нежелательные вторичные реакции, проходящие в узле сепарации (3) после выхода из лифт-реактора (2). Входные патрубки (17) циклонов (16) расположены на выходе газовыводных патрубков (15) сепаратора (12) с возможностью поступления смеси паров продуктов крекинга и водяного пара из газовыводных патрубков (15) во входные патрубки (17). Газовыводные патрубки (18) циклонов (16) выполнены с возможностью вывода целевых продуктов. Второй узел регулируемого ввода (20) охлаждающих рециркулирующих углеводородных дистиллятных фракций, выполнен с возможностью регулируемого ввода охлаждающих рециркулирующих углеводородных дистиллятных фракций непосредственно на выход из газовыводных патрубков (15) сепаратора (12) перед входом во входные патрубки (17) циклонов (16). Узел (21) отпаривания катализатора расположен непосредственно под спускным стояком (14) сепаратора (12) и спускными стояками (19) циклонов (16). Узел (21) отпаривания катализатора, предпочтительно, выполнен двухстадийным и снабжен узлом (22) вывода катализатора, который подсоединен ко входу в регенератор (4) катализатора, например, посредством транспортной линии (23).
При работе установки как по топливному варианту, так и по нефтехимическому варианту, каталитический крекинг углеводородного сырья осуществляется в лифт-ректоре (2) с применением катализатора, в качестве которого может быть использован, например, бицеолитный катализатор, содержащий цеолиты REY и ZSM-5 в различных соотношениях, или любой другой известный из уровня техники для специалиста в данной области техники и являющийся оптимальным для получения различных целевых продуктов. Использование катализатора, содержащего цеолиты REY и ZSM-5, позволяет при определенных условиях проведения процесса получать не только высокооктановый бензин, легкий газойль, тяжелый газойль - обычные продукты классической установки FCC, но и при необходимости получить высокий выход легких олефинов и, в частности, пропилена. Поэтому применение бицеолитных катализаторов крекинга оптимально для проведения гибких процессов каталитического крекинга.
Реализация заявленных способов пояснена с отсылкой на фиг. 2, которая иллюстрирует этапы осуществления способов.
Крекируемые углеводородные дистиллятные фракции подаются (шаг 101) непосредственно вместе с транспортным газом, включающим водяной пар и/или, рециркулирующий крекинг-газ. Подача осуществляется через узел регулируемого ввода (5) в основание лифт-реактора (2) на смешение с горячим катализатором, поступающим (шаг 102) через узел ввода (б) горячего катализатора из регенератора (4). Крекируемые углеводородные дистиллятные фракции подают, предпочтительно, при температуре 180-350°С с относительным расходом 0,1 - 0,3 т/т сырья. Горячий катализатор имеет температуру, в диапазоне, 650-730°С. В результате смешения перечисленных компонентов и прохождения крекинга на начальном реакционном участке (7), получают пары продуктов каталитического крекинга, а также частично закоксованный катализатор, водяной пар, а также пары непрореагировавших фракций.
В нефтехимическом варианте крекинга конверсия паров бензиновых фракций на начальном реакционном участке (7) идет в оптимальных жестких условиях - при повышенной концентрации активного нагретого до высокой температуры регенерированного бицеолитного катализатора в среде водяного пара/транспортного газа и относительно коротком времени контактирования (0,5-1,0 с). Именно такие условия обеспечивают крекирование паров бензина с преимущественным образование легких олефинов - целевого продукта в режиме НХК. Повторный крекинг рециркулирующих бензиновых фракций на активном бицеолитном катализаторе позволяет также повысить октановое число бензина крекинга.
Помимо этого, повышение селективности катализатора, поступающего на дальнейшее смешение со свежим сырьем на основном реакционном участке (9), в результате частичного коксования катализатора при конверсии крекируемых углеводородных дистиллятных фракций на начальном реакционном участке (7), способствует снижению образования диолефинов и сухого газа в начале процесса крекинга сырья и, следовательно, повышению выхода целевого продукта.
Далее смесь водяного пара и паров продуктов крекинга крекируемой углеводородной дистиллятной фракции, полученных на начальном реакционном участке (7), а также частично закоксованый катализатор контактируют со свежим сырьем, подаваемым (шаг 103) в лифт-реактор через узел регулируемого ввода (8) сырья при температуре от 200 до 380°С. В результате каталитического крекинга на основном реакционном участке (9) образуется паро-продуктовая смесь, содержащая углеводородные пары продуктов крекинга, и отработанный катализатор.
С целью получения легких олефинов процесс крекинга проводится при повышенной температуре реакционной среды и относительно коротком времени контактирования паров с катализатором от 1,0 до 1,5 с. Дальнейшее продолжение контактирования при движении смеси паров с катализатором вверх по лифт-реактору при постоянном отложении кокса на катализаторе приводит к повышению доли реакций переноса водорода, в результате которых ценные легкие олефины превращаются в диолефины и ароматические углеводороды, а затем - к термическому разложению получаемых целевых продуктов с образованием сухого газа и кокса. Для предотвращения указанных нежелательных процессов на конечном реакционном участке (11) применяют введение охлаждающих рециркулирующих углеводородных дистиллятных фракций (шаг 104). Для охлаждения используют смесь охлаждающих рециркулирующих углеводородных дистиллятных фракций и водяного пара на их распыл, которые вводят в лифт-реактор через первый узел регулируемого ввода (10). В качестве охлаждения могут применяться любые дистиллятные углеводородные фракции, полученные в результате каталитического крекинга от каталитической нафты до каталитических газойлей, любые выделенные из них фракции и их смеси в различных пропорциях, имеющие в своем составе углеродные цепочки от С5+ до фракций с концом кипения 350°С и выше.
Таким образом, с одной стороны, применение охлаждения в конце основного реакционного участка (9) позволяет минимизировать нежелательные вторичные реакции с разложением образовавшихся целевых продуктов на концевом реакционном участке (11) лифт-реактора выше узла регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций, а с другой стороны, достигать требуемую жесткость процесса, то есть поддерживать высокую температуру крекинга за счет высокой кратности циркуляции катализатора, и обеспечивать таким образом необходимую высокую конверсию сырья на основном реакционном участке (9) лифт-реактора.
Указанный эффект достигается следующим образом. Поскольку основным источником тепла для эндотермических в целом реакций крекинга является поступающей в лифт-реактор из регенератора поток горячего катализатора, то компенсация затрат тепла на испарение подаваемых в узел регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций при заданной температуре процесса на основном реакционном участке (9) лифт-реактора (2) (температуре крекинга) происходит за счет увеличения поступления тепла с указанным потоком катализатора из регенератора (4), то есть за счет увеличения кратности циркуляции катализатора.
Далее паро-продуктовая смесь с отработанным катализатором направляются в сепаратор (12) на разделение (шаг 105). Применение сепаратора (12) для отделения паров продуктов крекинга от отработанного катализатора, впускное отверстие (13) которого непосредственно соединено с выходом лифт-реактора (2), позволяет сократить время контакта паров с основной массой катализатора, обратимо дезактивированного за счет отложения кокса. Финальная очистка паров продуктов крекинга от остатков отработанного катализатора осуществляется в циклонах (16) узла сепарации (3). Скорейшее отделение паров продуктов крекинга от отработанного катализатора после выхода из лифт-реактора (2) и снижение температуры в узле сепарации (3) являются необходимыми условиями, позволяющими предотвратить разложение целевых продуктов крекинга с образованием сухого газа и кокса в результате термических реакций в парогазовой фазе, что сохраняет требуемый материальный баланс процесса и структуру выхода целевых продуктов.
Отработанный катализатор после отделения от паров в сепараторе (12) через спускные стояки (14) поступает (шаг 106) в узел (21) отпаривания катализатора, где посредством обработки водяным паром от него отделяют увлеченные углеводороды (шаг 111). Пары продуктов крекинга, отделенные от отработанного катализатора в сепараторе (12) выводятся (шаг 107) из сепаратора (12) посредством газовыводных патрубков (15).
Отделенные увлеченные углеводороды и пары продуктов крекинга, отделенные от отработанного катализатора в сепараторе (12), направляются на финальную очистку (шаг 109) от оставшегося катализатора в циклоны (16) с последующим выводом очищенных паров продуктов крекинга на разделение/ректификацию в основную фракционную колонну (на чертежах не указана).
Дополнительно, для предотвращения упомянутого нежелательного вторичного парофазного крекинга полученных целевых продуктов процесса в узле сепарации (3) применяют резкое снижение температуры паров (квенчинг) за счет подачи (шаг 108) посредством второго узла регулируемого ввода (20) охлаждающих рециркулирующих углеводородных дистиллятных фракций на выход из газовыводных патрубков (15) сепаратора (12) перед входом во входные патрубки (17) циклонов (16). Второй узел регулируемого ввода (20) охлаждающих рециркулирующих углеводородных дистиллятных фракций расположен после газовыводного патрубка (15). Такое расположение второго узла регулируемого ввода (20) рециркулята позволяет сократить время нахождения паров целевых продуктов при температурах прохождения крекинга, что значительно снижает количество побочных реакций термического крекинга (перекрекинга), приводящих к снижению выхода целевого продукта.
Отделенный отработанный катализатор по спускным стоякам (19) циклонов (16) выводится (также шаг 106) в узел (21) отпаривания катализатора.
В узле (21) отпаривания катализатора осуществляется обработка водяным паром отработанного катализатора для отделения увлеченных и адсорбированных на поверхности катализатора углеводородов (шаг 111) после чего отработанный катализатор через узел (22) вывода катализатора по транспортной линии (23) поступает на регенерацию в регенератор (4) (шаг 112). Смесь водяного пара и отпаренных в узле (21) углеводородов поступает на доочистку в циклоны (16).
Для достижения оптимальных жестких условий процесса крекинга и обеспечения гибкости работы установки температура реакционной смеси в установке может быть отрегулирована на нескольких уровнях: на уровне узлов регулируемого ввода (5) транспортного газа и ввода (6) горячего катализатора, на уровне первого узла регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций и на уровне второго узла регулируемого ввода (20) охлаждающих рециркулирующих углеводородных дистиллятных фракций. Температура регулируется за счет управления соотношениями объемных расходов подаваемых технологических потоков к суммарным объемным расходам паров на каждом из реакционных участков. Предпочтительные диапазоны объемных расходов паров технологических потоков, подаваемых в лифт-реактор по отношению к суммарному объему паров по реакционным участкам, % об.:
1. Узел регулируемого ввода (5) транспортного газа:
крекируемые углеводородные дистиллятные фракции 10-30% об.;
водяной пар 30-50% об.;
2. Узел регулируемого ввода (8) сырья:
сырье 10-20% об.;
3. Первый узел регулируемого (10) ввода:
охлаждающие рециркулирующие углеводородные дистиллятные фракции 2-5% об.;
4. Второй узел регулируемого (20) ввода:
охлаждающие рециркулирующие углеводородные дистиллятные фракции 0,5-1,5% об.
Далее приведены примеры реализации предложенного способа каталитического крекинга, позволяющего повышать жесткость протекающих процессов с одновременным увеличением выхода целевых продуктов и снижением доли нежелательных вторичных реакций.
В примере I описан режим с получением максимального выхода высокооктанового бензина на установке, изображенной на фиг. 1.
В примере II описан режим отражающий повышение жесткости процесса каталитического крекинга относительно режима, представленного в примере I.
В примере III отражено дальнейшее развитие режима, раскрытого в примере II, то есть дальнейшее повышение жесткости процесса и крекирования бензина на начальном участке.
В примерах IV и V отражена важность применения охлаждения паро-продуктовой смеси в узле сепарации для получения максимального выхода легких олефинов.
Пример I
Горячий регенерированный катализатор с содержанием остаточного кокса менее 0,05% мас. и температурой 680°С, поступает из регенератора в лифт-реактор (2) при кратности циркуляции 6,2 по напорному стояку (6), соединенному с основанием лифт-реактора, куда через узел регулируемого ввода (5) подается транспортный газ, включающий водяной пар и гидроочищенный вакуумный газойль (9,4% масс. от общего расхода сырья на установку) при следующих условиях:
Расход вакуумного газойля 15,0 т/ч, температура 320°С
Расход водяного пара 1,5 т/ч, температура 180°С.
При контакте испаряющегося сырья с катализатором в результате реакций крекинга на начальном реакционном участке (7) лифт-реактора образуются пары продуктов и на поверхности катализатора образуется кокс.
Далее частично закоксованный катализатор с содержанием кокса примерно 0,1% мас. совместно с водяным паром, парами продуктов крекинга и непрореагировавшего сырья поступают в начало основного реакционного участка (9) лифт-реактора (2), где в узле регулируемого ввода сырья (8) происходит контакт смеси катализатора и паро-продуктового потока с основной частью сырья - гидроочищенным вакуумным газойлем (фракция 350-560°С) и водяным паром, требуемым для его распыла при следующих условиях:
Расход сырья 145,0 т/ч, температура 320°С
Расход водяного пара 2,0 т/ч.
Температура на основном реакционном участке (9) лифт-реактора (температура крекинга) равна 515°С.
Далее восходящий поток смеси катализатора, паров продуктов крекинга, водяного пара и непрореагировавших паров сырья, контактирует с охлаждающим рециркулятом - фракцией тяжелого каталитического газойля (ТГК) с пределами выкипания 340-510°С и водяным паром на его распыл, подаваемыми через распылительные форсунки первого узла регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций, при следующих условиях:
Расход ТГК 8 т/ч, температура 300°С
Расход водяного пара 0,5 т/ч.
После прохождения конечного реакционного участка (11) лифт-реактора двухфазный поток, состоящий из отработанного катализатора, дезактивированного отложениями кокса, образовавшегося в результате реакций крекинга сырья и рециркулята, паров продуктов крекинга и водяного пара, поступает через впускное отверстие (13) в узел сепарации (3), где осуществляется отделение и очистка паров продуктов крекинга от отработанного катализатора.
С целью предотвращения нежелательных газофазных реакций термического крекинга, которые приводят к снижению выходы целевых продуктов и, в частности, в данном примере высокооктанового компонента бензина, на выходе из газовыводного патрубка (15) сепаратора (12) на входе во входные патрубки (17) одноступенчатых циклонов (16) через форсунки второго узла регулируемого ввода (20) подают охлаждающую рециркулирующую углеводородную дистиллятную фракцию, способствующую при испарении резкому снижению температуры (квенчингу) отделенных от катализатора паров продуктов крекинга. В качестве охлаждающего рециркулята используется легкий каталитический газойль (ЛГК) - фракция 215-340°С, на распыл которого подают водяной пар, при следующих условиях:
Расход ЛГК 3,5 т/ч, температура 220°С
Расход водяного пара 0,5 т/ч
Отделенные от катализатора пары продуктов крекинга вместе с водяным паром направляются на разделение в основную фракционирующую колонну крекинга (не указана на схеме), а отсепарированный отработанный катализатор по пылевозвратным спускным стоякам сепаратора (14) и циклонов (19) узла сепарации направляется в двухстадийный узел отпарки (21), где происходит отпарка увлеченных потоком отработанного катализатора и адсорбированных им углеводородов с помощью водяного пара, расход которого составляет в данном примере 3,5 т/ч.
Отпаренный отработанный катализатор из узла отпаривания катализатора (21) через узел вывода (22) по транспортной линии закоксованного катализатора (23) транспортируется воздухом в регенератор (4), в котором в результате контакта с воздухом в псевдоожиженом слое происходит его окислительная регенерация - выжиг кокса с поверхности катализатора с целью восстановления его каталитической активности. Регенерация катализатора осуществляется на данном режиме при температуре псевдоожиженного слоя 680°С.
Пример II
Горячий регенерированный катализатор с содержанием остаточного кокса менее 0,05% мас. и температурой 686°С, поступает из регенератора в лифт-реактор (2) при кратности циркуляции 7,1 по напорному стояку (6), соединенному с основанием лифт-реактора, куда через узел ввода (5) подается транспортный газ, включающий водяной пар и часть гидроочищенного вакуумного газойля (12,5% мас. от общего расхода сырья на установку) при следующих условиях:
Расход вакуумного газойля 20,0 т/ч, температура 320°С
Расход водяного пара 4,5 т/ч, температура 180°С
При контакте испаряющегося сырья с катализатором в результате реакций крекинга на начальном реакционном участке (7) лифт-реактора образуются пары продуктов и на поверхности катализатора образуется кокс.
Далее частично закоксованный катализатор с содержанием кокса примерно 0,1% мас. совместно с водяным паром, парами продуктов крекинга и непрореагировавшего сырья поступают в начало основного реакционного участка (9) лифт-реактора, где в узле ввода сырья (8) происходит контакт смеси катализатора и паро-продуктового потока с остальным сырьем - гидроочищенным вакуумным газойлем и водяным паром на его распыл при следующих условиях:
Расход сырья 140,0 т/ч, температура 320°С
Расход водяного пара 2,0 т/ч.
Температура крекинга на основном реакционном участке (9) лифт-реактора установлена 530°С.
Далее восходящий поток смеси катализатора, паров продуктов крекинга, водяного пара и непрореагировавших паров сырья, контактирует с охлаждающим рециркулятом, в качестве которого используют легкий газойль крекинга (ЛГК) - фракция 215-340°С, подаваемым в распылительные форсунки первого узла регулируемого ввода (10) охлаждающих рециркулирующих дистиллятных фракций системы регулирования температуры, и водяным паром, подаваемым на распыл, при следующих условиях:
Расход ЛГК 15 т/ч, температура 220°С
Расход водяного пара 1,0 т/ч.
После прохождения конечного реакционного участка (11) лифт-реактора двухфазный поток, состоящий из отработанного катализатора, дезактивированного отложениями кокса, образовавшегося в результате реакций крекинга, паров продуктов крекинга и водяного пара, поступает через впускное отверстие (13) в узел сепарации (3), где осуществляется отделение и очистка паров продуктов крекинга от отработанного катализатора.
С целью предотвращения нежелательных газофазных реакций термического крекинга, которые приводят к снижению выходы целевых продуктов и, в частности, легких олефинов, в том числе, пропилена, на выходе из газовыводного патрубка (15) сепаратора (12) для резкого снижения температуры отделенных от катализатора паров продуктов крекинга на входе во входные патрубки (17) одноступенчатых циклонов (16) через форсунки второго узла регулируемого ввода (20) охлаждающих рециркулирующих дистиллятных фракций подают рециркулят на квенчинг паров, в качестве которого используется легкий газойль крекинга (ЛГК), и водяной пар на его распыл, при следующих условиях:
Расход ЛГК 5 т/ч, температура 220°С
Расход водяного пара 0,5 т/ч
Далее процесс проводят аналогично процессу, раскрытому в примере I.
Пример III.
Горячий регенерированный катализатор из регенератора (4) с температурой 690°С, поступающий в лифт-реактор (2) при кратности циркуляции 9,0 по напорному стояку (6), соединенному с основанием лифт-реактора, контактирует на начальном реакционном участке (7) с подаваемым в узел ввода (5) транспортным газом, включающим рециркулирующий бензин крекинга - фр. С5 - 215°С, и водяным паром, подаваемым на транспорт, при следующих условиях:
Расход бензина 20 т/ч, температура 210°С
Расход водяного пара 5,0 т/ч
Далее катализатор, пары продуктов крекинга бензина совместно с непрореагировавшими парами бензина и водяным паром поступают в основной реакционный участок лифт-реактора (9), где происходит контакт частично закоксованного катализатора с сырьем - гидроочищенным вакуумным газойлем, поступающим в лифт-реактор через форсунки узла ввода сырья (8), в которые подается водяной пар на распыл, при следующих условиях:
Расход сырья 160 т/ч, температура 320°С
Расход водяного пара 2,5 т/ч
Температура крекинга на основном реакционном участке лифт-реактора поддерживается равной 566°С.
Далее восходящий поток смеси катализатора, паров продуктов крекинга, водяного пара и непрореагировавших паров сырья, контактирует с охлаждающим рециркулятом - легким газойлем крекинга (ЛГК), подаваемым в распылительные форсунки первого узла регулируемого ввода (10) охлаждающих рециркулирующих дистиллятных фракций, и водяным паром на распыл, при следующих условиях:
Расход ЛГК 22 т/ч, температура 220°С
Расход водяного пара 1,5 т/ч.
После прохождения конечного реакционного участка (11) лифт-реактора, двухфазный поток, состоящий из отработанного катализатора, на котором в результате реакций крекинга сырья и рециркулятов отложился кокс, паров продуктов крекинга и водяного пара, поступает через впускное отверстие (13) в узел сепарации (3), где осуществляется отделение паров продуктов крекинга от отработанного катализатора.
На выходе из газовыводного патрубка (15) сепаратора (12) для резкого снижения температуры отделенных от катализатора паров продуктов крекинга и прекращения газофазных термических реакций на входе во входные патрубки (17) одноступенчатых циклонов (16) через форсунки второго узла регулируемого ввода (20) охлаждающих рециркулирующих дистиллятных фракций подается рециркулят на квенчинг паров, в качестве которого используется легкий газойль крекинга (ЛГК - фр. 215-340°С), а также водяной пар на его распыл, при следующих условиях:
Расход ЛГК 6,5 т/ч, температура 220°С
Расход водяного пара 0,5 т/ч
Далее процесс проводят аналогично процессу, раскрытому в примерах I и II.
Пример IV
Горячий регенерированный катализатор с температурой 706°С, поступающий из регенератора в лифт-реактор (2) при кратности циркуляции 17,9 по напорному стояку (6), соединенному с основанием лифт-реактора, контактирует в узле регулируемого ввода (5) транспортного газа на начальном реакционном участке (7) с транспортным газом, включающим рециркулирующий бензин крекинга и подаваемым на транспорт водяным паром при следующих условиях:
Расход бензина 40 т/ч, температура 210°С
Расход водяного пара 15 т/ч.
Далее катализатор, пары продуктов крекинга бензина совместно с непрореагировавшими парами бензина и водяным паром поступают в основной реакционный участок лифт-реактора (9), где происходит контакт частично закоксованного катализатора с сырьем - гидроочищенным вакуумным газойлем, поступающим в лифт-реактор через форсунки узла ввода сырья (8), в которые подается водяной пар на распыл, при следующих условиях:
Расход сырья 160 т/ч, температура 320°С
Расход водяного пара 5,5 т/ч
Температура крекинга на основном участке лифт-реактора поддерживается равной 585°С.
Далее восходящий поток катализатора, паров продуктов крекинга, водяного пара и непрореагировавших паров сырья, контактирует с охлаждающим рециркулятом, в качестве которого используют легкий газойль крекинга (ЛГК), подаваемым в распылительные форсунки первого узла регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций системы регулирования температуры, и водяным паром, подаваемым на распыл, при следующих условиях:
Расход ЛГК 32 т/ч, температура 220°С
Расход водяного пара 1,5 т/ч
После прохождения конечного реакционного участка (11) лифт-реактора двухфазный поток, состоящий из отработанного катализатора, дезактивированного отложениями кокса, образовавшегося в результате реакций крекинга, паров продуктов крекинга и водяного пара, поступает через впускное отверстие (13) в узел сепарации (3), где осуществляется отделение и очистка паров продуктов крекинга от отработанного катализатора.
Отделенные от катализатора пары продуктов крекинга вместе с водяным паром направляются на разделение в основную фракционирующую колонну установки (на рисунке не показана), а отсепарированный отработанный катализатор по пылевозвратным стоякам сепаратора (14) и циклонов (19) узла сепарации направляется в двухстадийный узел отпарки (21), где происходит отпарка увлеченных потоком катализатора и адсорбированных на его поверхности углеводородов водяным паром.
Отпаренный катализатор из узла отпаривания катализатора по транспортной линии (23) закоксованного катализатора поступает на окислительную регенерацию (выжиг кокса) в регенератор (4). Регенерация закоксованного катализатора с целью восстановления его каталитической активности осуществляется на данном режиме при температуре 706°С.
Пример V.
Горячий регенерированный катализатор из регенератора (4) с температурой 692°С, поступающий в лифт-реактор (2) при кратности циркуляции 18,4 по напорному стояку (6), соединенному с основанием лифт-реактора, контактирует на начальном реакционном участке (7) с транспортным газом, включающим рециркулирующий бензин крекинга и водяной пар, подаваемыми в узел регулируемого ввода (5), при следующих условиях:
Расход бензина 40 т/ч, температура 210°С
Расход водяного пара 15 т/ч
Далее катализатор, пары продуктов крекинга бензина совместно с непрореагировавшими парами бензина и водяным паром поступают в основной реакционный участок лифт-реактора (9), где происходит контакт частично закоксованного катализатора с сырьем - гидроочищенным вакуумным газойлем, поступающим в лифт-реактор через форсунки узла ввода сырья (8), в которые подается водяной пар на распыл, при следующих условиях:
Расход сырья 160 т/ч, температура 320°С
Расход водяного пара 5,5 т/ч
Температура крекинга на основном участке лифт-реактора поддерживается равной 585°С.
Далее восходящий поток смеси катализатора, паров продуктов крекинга, водяного пара и непрореагировавших паров сырья, контактирует с охлаждающим рециркулятом - легким газойлем крекинга (ЛГК), подаваемым в распылительные форсунки первого узла регулируемого ввода (10) охлаждающих рециркулирующих углеводородных дистиллятных фракций и водяным паром на распыл, при следующих условиях:
Расход ЛГК 32 т/ч, температура 220°С
Расход водяного пара 1,5 т/ч.
После прохождения конечного реакционного участка (11) лифт-реактора, двухфазный поток, состоящий из отработанного катализатора, на котором в результате реакций крекинга сырья и рециркулятов отложился кокс, паров продуктов крекинга и водяного пара, поступает через впускное отверстие (13) в узел сепарации (3), где осуществляется отделение паров продуктов крекинга от отработанного катализатора.
На выходе из газовыводного патрубка (15) сепаратора (12) для резкого снижения температуры отделенных от катализатора паров продуктов крекинга на входе во входные патрубки (17) одноступенчатых циклонов (16) через форсунки второго узла регулируемого ввода (20) охлаждающих рециркулирующих углеводородных дистиллятных фракций подается рециркулят на квенчинг паров, в качестве которого используется легкий газойль крекинга (ЛГК), а также водяной пар на его распыл, при следующих условиях:
Расход ЛГК 8 т/ч, температура 220°С
Расход водяного пара 0,5 т/ч
Далее процесс проводят аналогично процессу, раскрытому в примерах I-IV.
Как видно из данных, представленных в табл. 1, предложенный способ обладает необходимой гибкостью и позволяет увеличить выход различных целевых продуктов. При умеренных условиях проведения процесса увеличивается выход топливных фракций. Повышения жесткости процесса, в том числе и за счет заявленного способа регулирования жесткости процесса, увеличивается выход легких олефинов - ценного сырья для нефтехимического синтеза.
Из сравнения режимов НХК V и IV следует, что применение охлаждения (квенчинга) паров продуктов крекинга позволяет снизить их температуру на входе в циклоны на 20°С, и при одинаковой температуре крекинга на основном участке лифт-реактора 585°С, в результате снижения доли вторичных термических реакций в узле сепарации (3), повысить выход целевых продуктов (легких олефинов) в процессе НХК при одновременном снижении выхода сухого газа на 1,9% мас. и кокса на 0,9% мас.
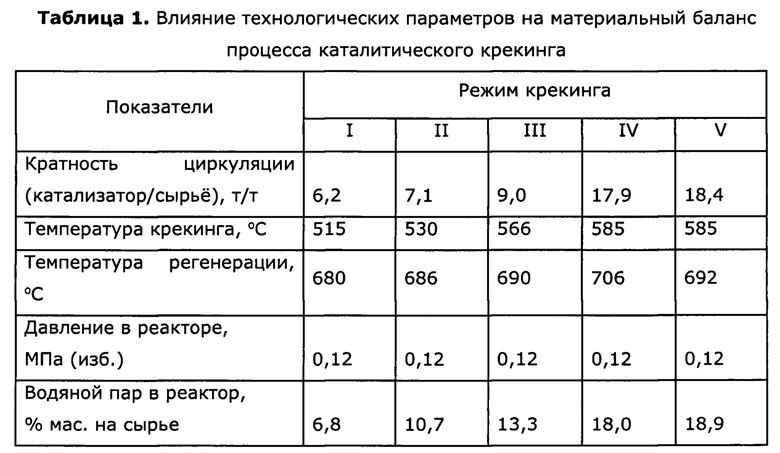
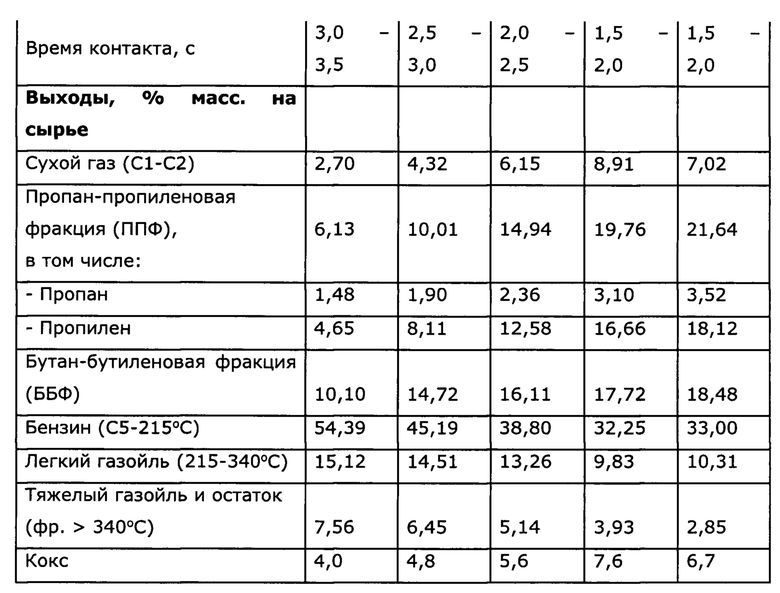
Указанное снижение выхода кокса в свою очередь позволяет снизить температуру в регенераторе на 14°С и при заданной температуре крекинга соответственно повысить кратность циркуляции катализатора на 0,5 т/т, что дает дополнительный прирост выхода легких олефинов и пропилена.
Таким образом, применение заявленного способа каталитического крекинга углеводородного сырья позволяет увеличить гибкость работы установки, что, в свою очередь, позволяет при одном и том же аппаратурном оформлении процесса увеличивать выход требуемых в данный момент целевых продуктов.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка каталитического крекинга | 2023 |
|
RU2811276C1 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ (ВАРИАНТЫ) | 2008 |
|
RU2464298C2 |
| СПОСОБ КОНВЕРСИИ ПОТОКА УГЛЕВОДОРОДОВ И, ПО УСМОТРЕНИЮ, ПОЛУЧЕНИЯ ПЕРЕРАБОТАННОГО ДИСТИЛЛЯТНОГО ПРОДУКТА | 2013 |
|
RU2565048C1 |
| АППАРАТУРА И СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА | 2010 |
|
RU2535675C2 |
| СПОСОБ И УСТАНОВКА ФЛЮИД-КАТАЛИТИЧЕСКОГО КРЕКИНГА ДЛЯ МАКСИМАЛЬНОГО УВЕЛИЧЕНИЯ ВЫХОДА ЛЕГКИХ ОЛЕФИНОВ И ДРУГИХ ПРИМЕНЕНИЙ | 2020 |
|
RU2811472C2 |
| СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА УГЛЕВОДОРОДНОГО СЫРЬЯ С ВЫСОКИМ ВЫХОДОМ ЛЕГКИХ ОЛЕФИНОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2487160C1 |
| МАКСИМАЛЬНОЕ ПРОИЗВОДСТВО ОЛЕФИНОВ С ПРИМЕНЕНИЕМ МНОГОСТУПЕНЧАТОЙ РЕАКЦИИ В ПРИСУТСТВИИ КАТАЛИЗАТОРА И ЕГО РЕГЕНЕРАЦИИ | 2019 |
|
RU2799345C2 |
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ С УВЕЛИЧЕННЫМ ВЫХОДОМ ДИЗЕЛЬНОГО ТОПЛИВА С ВЫСОКИМ ЦЕТАНОВЫМ ЧИСЛОМ | 2010 |
|
RU2547152C2 |
| УСТАНОВКА И СПОСОБ ПОЛУЧЕНИЯ СРЕДНИХ ДИСТИЛЛЯТОВ И НИЗШИХ ОЛЕФИНОВ ИЗ УГЛЕВОДОРОДНОГО СЫРЬЯ | 2008 |
|
RU2463335C2 |
| СПОСОБ КАТАЛИТИЧЕСКОГО КРЕКИНГА С УВЕЛИЧЕННЫМ ПРОИЗВОДСТВОМ БЕНЗИНА, ИМЕЮЩЕГО НИЗКОЕ СОДЕРЖАНИЕ ОЛЕФИНОВ И ВЫСОКОЕ ОКТАНОВОЕ ЧИСЛО | 2018 |
|
RU2771309C1 |
Изобретение относится к нефтеперерабатывающей и нефтехимической промышленности. Изобретение способа каталитического крекинга углеводородного сырья, в котором обеспечивают реакторно-регенераторный блок установки каталитического крекинга, включающий лифт-реактор, снабженный с одного конца основанием, узел сепарации, подсоединенный к лифт-реактору с противоположного основанию конца, и регенератор. Подают в лифт-реактор и смешивают в нем ниже уровня ввода свежего сырья горячий катализатор из регенератора и транспортный газ, включающий крекируемые углеводородные дистиллятные фракции, с получением паров продуктов крекинга подаваемых крекируемых углеводородных дистиллятных фракций и частично закоксованного катализатора, причем крекируемые углеводородные дистиллятные фракции подают непосредственно с транспортным газом в основание лифт-реактора. Подают в лифт-реактор свежее сырье и смешивают его выше уровня ввода крекируемых углеводородных дистиллятных фракций с частично закоксованным катализатором с получением паро-продуктовой смеси и отработанного катализатора. Охлаждают паро-продуктовую смесь и отработанный катализатор, впрыском охлаждающих рециркулирующих углеводородных дистиллятных фракций, с получением охлажденной паро-продуктовой смеси и отработанного катализатора. Подают в узел сепарации охлажденную паро-продуктовую смесь и отработанный катализатор и отделяют их друг от друга с раздельным выведением паро-продуктовой смеси и отработанного катализатора. Отпаривают отделенный отработанный катализатор с получением отпаренного отработанного катализатора и остатков паро-продуктовой смеси и выводят отпаренный отработанный катализатор в регенератор, паро-продуктовую смесь разделяют на целевые продукты каталитического крекинга. Технический результат - повышение жесткости протекающих процессов с одновременным увеличением выхода целевых продуктов и снижением доли нежелательных вторичных реакций. 4 з.п. ф-лы, 2 ил., 1 табл., 5 пр.
1. Способ каталитического крекинга углеводородного сырья, включающий этапы, на которых:
а) обеспечивают реакторно-регенераторный блок установки каталитического крекинга, включающий лифт-реактор, снабженный с одного конца основанием, узел сепарации, подсоединенный к лифт-реактору с противоположного основанию конца, и регенератор;
б) подают в лифт-реактор и смешивают в нем ниже уровня ввода свежего сырья горячий катализатор из регенератора и транспортный газ, включающий крекируемые углеводородные дистиллятные фракции, с получением паров продуктов крекинга подаваемых крекируемых углеводородных дистиллятных фракций и частично закоксованного катализатора, причем крекируемые углеводородные дистиллятные фракции подают непосредственно с транспортным газом в основание лифт-реактора;
в) подают в лифт-реактор свежее сырье и смешивают его выше уровня ввода крекируемых углеводородных дистиллятных фракций с частично закоксованным катализатором с получением паро-продуктовой смеси и отработанного катализатора;
г) охлаждают паро-продуктовую смесь и отработанный катализатор, впрыском охлаждающих рециркулирующих углеводородных дистиллятных фракций, с получением охлажденной паро-продуктовой смеси и отработанного катализатора;
д) подают в узел сепарации охлажденную паро-продуктовую смесь и отработанный катализатор и отделяют их друг от друга с раздельным выведением паро-продуктовой смеси и отработанного катализатора, причем отделение осуществляют в две следующих непосредственно друг за другом стадии, на первой из которых отделяют паро-продуктовую смесь от отработанного катализатора с раздельным выведением паро-продуктовой смеси и отработанного катализатора и охлаждают выходящую паро-продуктовую смесь впрыском охлаждающих рециркулирующих углеводородных дистиллятных фракций, а на второй отделяют охлажденную паро-продуктовую смесь от оставшегося отработанного катализатора с раздельным выведением паро-продуктовой смеси и остатков отработанного катализатора;
е) отпаривают отделенный на этапе д) отработанный катализатор с получением отпаренного отработанного катализатора и остатков паро-продуктовой смеси и выводят отпаренный отработанный катализатор в регенератор;
ж) выводят полученную на этапе д) паро-продуктовую смесь на разделение на целевые продукты каталитического крекинга.
2. Способ по п. 1, отличающийся тем, что в качестве крекируемых углеводородных дистиллятных фракций используют фракцию, выбранную из: вакуумных дистиллятов, гидроочищенного вакуумного газойля, нафты, тяжелого бензина, легкого бензина или их смеси.
3. Способ по п. 1, отличающийся тем, что в качестве свежего сырья применяют вакуумные дистилляты, выкипающие в пределах 300-560°С.
4. Способ по п. 1, отличающийся тем, что охлаждающую рециркулирующую углеводородную дистиллятную фракцию выбирают из группы: каталитический газойль и фракция С5+ с температурой кипения не более 350°С.
5. Способ по п. 1, отличающийся тем, что транспортный газ включает водяной пар и/или крекинг газ.
| СПОСОБ КАТАЛИТИЧЕСКОЙ КОНВЕРСИИ (ВАРИАНТЫ) | 2008 |
|
RU2464298C2 |
| US 20200009523 A1, 09.01.2020 | |||
| US 5087349 A1, 11.02.1992 | |||
| CN 101760228 A, 30.06.2010 | |||
| US 6416656 B1, 09.07.2002 | |||
| CN 110724560 A, 24.01.2020. | |||
